
Abstract
Contemporary industrial practice takes wide advantage of adhesive materials and adhesive bonding techniques, notably in the aviation and automotive industries. The geometry of bonded joints may vary considerably, and this paper explores the potential advantages of S-shaped lapped profiles with particular reference to the slope of the S. This aspect of the joint offers improvements in the area of adhering surfaces and provides superior bonding in comparison with conventional single lap joints.
The study examines 30-mm overlapping specimen joints made from 100-mm-length by 25-mm-width AA 2024-T3 aluminium alloy sheets, having alternative thicknesses of 6.5, 10 and 13.5 mm. It also features three alternative radii for the profiles, thus generating different slopes for the S-shapes. The specimen joints were bonded using acrylic adhesive DP 810, modelled using finite element analysis and subjected to physical confirmation of the analysis results. The results show that a decrease in profile radius correlates with an increase in failure load; that an increase in profile radius lessens the effect of thickness on damage load and that bending moment is absent from the adhesive bonding profile of the S-shape.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Adhesive bonding provides an enduring bond between structural elements and offers a means of creating complex forms that would otherwise be unviable for fabrication as a single unit. Ideally, as a minimum, the bond should exhibit the same resilience as the base materials [1]. The process employs adhesives as the bonding agent and has wide recognition across industry, notably in the aviation and automotive sectors. It has generated interest across different sectors as a means of improving on the more traditional joining techniques of welding, bolting and riveting [2].
Adhesively bonded joints are widely used due to the growing prevalence of lightweight materials in industrial applications, owing to increasing demand for lightweight structures [3]. They offer a number of advantages over the more traditional joining techniques; such as more regular stress distribution, superior corrosion and fatigue resistance and reductions in cost and weight [4]. Furthermore, the number of joints and hence structural elements can be minimized; dissimilar materials of different thicknesses can be joined; energy efficiency and automation can be enhanced and aesthetics may be improved [5]. The adhesive bonding is quite expensive and the main idea in lightweight construction is that adhesive bonding is able to work with material mix.
To date, adhesive bonding has been the subject of numerous studies addressing various alternative materials, including steel, aluminium and composites. Notable investigations into the behavior and properties of adhesively bonded double strap joints under different conditions include the examination of layered CFRP (carbon fibre reinforced polymer) under tensile stress [6], the mechanical properties of steel/CFRP strap joints at high temperatures [7], the finite element analysis of AA2024-T3 aluminium plates subjected to four point bending loads [8] and the mechanical performance of steel and composite materials exposed to sea water, elevated temperatures and humidity [9]; FEM analysis of a joint generically loaded in the presence of defects in the adhesive layer and the effects of these defects on the mechanical behavior of the joints [10] were investigated.
The adhesively bonded joints most often encountered are single-lap joints, double-lap joints, strap-joints, scarf joints, and step-lap joints [11], tapered joints and T joints. A variety of these joint types are used in the engineering industry employing different types of adhesives [12]; for example, the T joint is the most commonly used joint in the civil aircraft industry. The effectiveness of this particular type of joint is governed by its dimensions, size of the adherends and adhesive bondline and the mechanical properties of both adherend and adhesive. The growing use of adhesive joints is evident also in the field of civil engineering involving pultruded profiles especially. Ascione et al. produced composite I-beams with rectangular panels using epoxy adhesive and investigated their flexural behavior [13]. In another study, strength and stiffness of adhesively bonded GFRP beam-column moment resisting connections were investigated using beam and column which are connected by epoxy adhesive and GFRP seat angles [14].
The stress distribution, stress concentration and load-bearing capacity of the adhesively bonded T joint are heavily influenced by the geometry of its bondline [15]. Analytical and experimental studies of the mechanical properties under tensile loads of different T-joint configurations having embedded or non-embedded supports were performed. The variations of the geometry of the configuration at the support location altered the stress distributions on the adhesively bonded joint were demonstrated. These variations had a major influence on the stress concentrations, load bearing capacity and enduring performance of these joints [12].
The geometry of the adhesively bonded joint, in particular at the adhesive-adherent interface, is also a very significant factor for investigation. The influence of interface delineation on mechanical behavior using two mirrored types of joints having a zigzag interface of ‘positive and negative’ interlocking teeth, contrasting it with the performance of a standard flat joint [16], the performance of single-lap joints with fibre reinforced epoxy composite adherends having sinusoidal surfaces [17], the influence of the overlap length, the adherend thickness and the adherend width and the scarf angle, on the bond strength and failure mode of the adhesively bonded CFRP single-lap, double-lap and scarf-lap joints [18] were studied by researchers. And also, a physical and analytical study of the mechanical properties of adhesively bonded single-lap joint geometries using different configurations of lower and upper adherends under tensile loading and the stress analysis and the effects of patch thickness, overlap length, adherent thickness, and gap length of adhesively bonded double strap aluminium joints with and without intermediate part subjected to tensile loading using finite element method [19], the failure load and stress distribution characteristics of patches in double strap joints embedded into adherents to minimize air resistance, whilst also improving constructability and aesthetics [20], the adhesive bonding for repairing minor damage in steel pipes subjected to internal pressure using steel and composite patches [21, 22] and the comparison S-type geometry with stepped and curved type joints [23] were investigated.
The simple and accessible geometry of the single-lap joint has led many researchers to use this type in their assessments of the nature of stress distribution in adhesively bonded joints [3]. The double-lap joint offers a more robust solution than the single-lap joint in terms of strength, but also concentrates stresses at the locations of the step-changes in stiffness. Scarf joints and step-lap joints, through the nature of their design, can reduce peel stresses to a residual level; however, both designs require a precise degree of preparation and machining with consequent impacts on engineering and production costs. In contrast, the design simplicity of the single-lap joint naturally lends itself towards relatively inexpensive production but, unlike double-lap joints or strap joints, transmission of a load through the single-lap joint is not contiguous. Load coupling of the adherends along the longitudinal axis instigates a bending moment in addition to the tensile load in the single-lap joint [11].
S-type adhesive bonding is preferred in this study to obtain more bonding area and to avoid bending moment disadvantages of single-lap joint. Effect of slope of S-shape was investigated. Three different radii were used to produce three different S geometries. The model was produced and analysed with finite element method. The results were verified experimentally. It is observed from the results that the decrease in radius of curvature results in the increase in failure load. In addition, the effect of thickness on damage load also decreases with increase in radius. The bending moment does not occur in the S-type adhesive bonding line.
2 Materials and methods
2.1 Materials
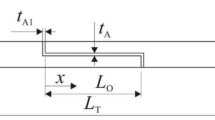
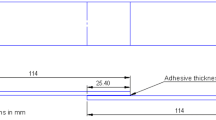
This study examines 30-mm overlapping specimen joints made from 100-mm length by 25-mm width AA 2024-T3 aluminium alloy sheets, having alternative thicknesses of 6.5, 10 and 13.5 mm (Fig. 1). It also features three alternative radii for the profiles, thus generating different slopes for the S-shapes. The specimen joints were bonded using acrylic adhesive DP 810, modelled using finite element analysis and subjected to physical confirmation of the analysis results.

S-type adhesive joint geometry and test specimen
Table 1 presents the physical and mechanical data for the A2024-T3 aluminium and adhesive materials used in the non-linear finite element model.
2.2 Experimental program
The test samples were prepared for bonding using a surface preparation process consisting of degreasing with acetone, sandpapering to clean the surface, and washing in running water before being allowed to thoroughly dry. The samples were then placed in moulds for bonding using the DP810 bi-component acrylic structural adhesive; a product supplied by 3M Scotch-Weld which is able to resist humid environments. The adhesive cures at room temperature (24 °C) and a period of 24 h was allowed for the curing process to achieve a thickness of t = 0.2 mm (Fig. 1). The adhesively bonded samples were then subjected to tensile loading (Fig. 2).

Test sample under tensile loading
2.3 Numerical analysis
The successful use of adhesively bonded joints in the future will be facilitated by the widest possible understanding of the systems and processes that drive selection of the best features of design and manufacture for any given application. Numerical analysis enables evaluation of the effectiveness of many alternative designs prior to taking a favoured selection forward to the testing stage, which would otherwise be impractical due to time constraints and excessive costs [3].
Numerical analyses were undertaken using the finite element analysis programme ANSYS v14.5, taking into account geometrical and material non-linearity based on the uniaxial stress–strain behaviours of the adhesive and adherend. The 2D non-linear modelling was based on plane strain assumptions and used the von Mises yield criterion to calculate the equivalent stress (σeqv) distribution in the adhesive layers and adherends. 2D rectangular elements Plane82 and Plane183 having 8 and 6 nodes respectively were used in the model.
The smaller element size gave the higher maximum stress; however, further dimensional changes caused little effect once a specific size of element was reached. Consequently, the element size in the mesh was reduced until a stable maximum strain value could be achieved [24], and areas of critical stress distributions were divided into smaller elements (Fig. 3). The numerical results were also verified experimentally.

Mesh in the finite element model
3 Results and discussion
3.1 Experimental verification
For verification of the model, the experiments were conducted to confirm the finite element method results. The experimental and numerical results are compared in Table 2. The comparison shows a 90% degree of consistency between the experimental and numerical results.
As thickness increases, the adhesive surface also increases with consequent increase in the load carrying capacity of the adhesive bond. The increase in radius causes a decrease in adhesive area and this causes a decrease in the load carrying capacity. The effect of thickness on damage load also decreases with the increase in radius (Fig. 4).

Failure load according to radius (r) and thickness (h)
3.2 Numerical solutions
The normal (σX and σY), shear (τXY), and equivalent (σeqv) stress distributions in the adhesive (AB curved line, Fig. 1) with overlap length L = 30 mm, radius r = 20 mm and different thicknesses (Fig. 5) and the normal (σX and σY), shear (τXY) and equivalent (σeqv) stress distributions in the adhesive with overlap length L = 30 mm, thickness h = 6.5 mm and different radii (Fig. 6) are shown.

σX, σY, τXY and σeqv stress distribution of the adhesive with r = 20 mm

σX,σY, τXY and σeqv stress distribution of the adhesive with h = 6.5 mm
The stress distribution results are obtained from finite element analyses based on a 10,000 N tensile load, a smaller value than minimum damage load, applied to all the models.
Stress is smaller in the models that carry more damage load, as is expected. σX stress is minimum and negative in the middle of the AB curved line, and maximum at the A and B points. σY stress is symmetrical according to the middle of the AB curved line and close to zero at the A and B points. Shear stress is smaller at the beginning and end and at its maximum near the middle of the AB curved line. The middle of the AB curved line shows minor strain behavior, and the stress is small in this area.
4 Conclusions
S-type adhesive joint has been studied in this work. A numerical model was analysed based on the finite element method under constant load. Experiments were conducted to verify numerical results. The effect of thickness and radius on stress distribution was investigated. The successful use of adhesively bonded joints in the future will be facilitated by the widest possible understanding of the systems and processes that drive selection of the best features of design and manufacture for any given application.
Numerical analysis enables evaluation of the effectiveness of many alternative designs prior to taking a favoured selection forward to the testing stage, which would otherwise be impractical due to time constraints and excessive costs. The following remarks are concluded:
-
The experimental verification of the numerical analysis and a comparison of the experimental and numerical results show a 90% degree of consistency between the two.
-
As the thickness increases, adhesive surface also increases and load carrying capacity of adhesive bonding also increases.
-
The increase in radius of curvature, which means decreases in slope of S, results in decreases in failure load. When radius of curvature is increased, the adhesive area decreases. In addition, a better interlock occurs when radius decreases.
-
The effect of thickness on damage load also decreases with increase in radius.
-
The bending moment does not occur in the S-type adhesive bonding line.
References
Ribeiro TEA, Campilho RDSG, da Silva LFM, Goglio L (2016) Damage analysis of composite–aluminium adhesively-bonded single-lap joints. Compos Struct 136:25–33. https://doi.org/10.1016/j.compstruct.2015.09.054
Khoramishad H, Razavi SMJ (2014) Metallic fiber-reinforced adhesively bonded joints. Int J Adhes Adhes 55:114–122. https://doi.org/10.1016/j.ijadhadh.2014.08.005
He X (2011) A review of finite element analysis of adhesively bonded joints. Int J Adhes Adhes 31:248–264. https://doi.org/10.1016/j.ijadhadh.2011.01.006
da Silva LFM, Öchsner A, Adams RD (2011) Handbook of adhesion technology. Springer, Springer- Verlag Berlin Heidelberg
da Silva LFM, Pirondi A, Öchsner A (2011) Hybrid adhesive joints. Springer-Verlag, Berlin Heidelberg
Liu X, Wang G (2007) Progressive failure analysis of bonded composite repairs. Compos Struct 81:331–340. https://doi.org/10.1016/j.compstruct.2006.08.024
Nguyen T-C, Bai Y, Zhao X-L, Al-Mahaidi R (2011) Mechanical characterization of steel/CFRP double strap joints at elevated temperatures. Compos Struct 93:1604–1612. https://doi.org/10.1016/j.compstruct.2011.01.010
Temiz Ş (2006) Application of bi-adhesive in double-strap joints subjected to bending moment. J Adhes Sci Technol 20:1547–1560. https://doi.org/10.1163/156856106778884262
Nguyen T-C, Bai Y, Zhao X-L, Al-Mahaidi R (2012) Durability of steel/CFRP double strap joints exposed to sea water, cyclic temperature and humidity. Compos Struct 94:1834–1845. https://doi.org/10.1016/j.compstruct.2012.01.004
Ascione F (2016) The influence of adhesion defects on the collapse of FRP adhesive joints. Composites Part B 87:291–298. https://doi.org/10.1016/j.compositesb.2015.10.033
Qian H (2008) A study of failure in bonded lap joints using fracture mechanics. Ph.D.
Demir Aydin M, Akpinar S (2014) The strength of the adhesively bonded T-joints with embedded supports. Int J Adhes Adhes 50:142–150. https://doi.org/10.1016/j.ijadhadh.2013.12.028
Ascione F, Mancusi G, Spadea S, Lamberti M, Lebon F, Maurel-Pantel A (2015) On the flexural behaviour of GFRP beams obtained by bonding simple panels: an experimental investigation. Compos Struct 131:55–65. https://doi.org/10.1016/j.compstruct.2015.04.039
Ascione F, Lamberti M, Razaqpur AG, Spadea S (2017) Strength and stiffness of adhesively bonded GFRP beam-column moment resisting connections. Compos Struct 160:1248–1257. https://doi.org/10.1016/j.compstruct.2016.11.021
Zhan X, Gu C, Wu H, Liu H, Chen J, Chen J, Wei Y (2016) Experimental and numerical analysis on the strength of 2060 Al–Li alloy adhesively bonded T joints. Int J Adhes Adhes 65:79–87. https://doi.org/10.1016/j.ijadhadh.2015.11.010
Haghpanah B, Chiu S, Vaziri A (2014) Adhesively bonded lap joints with extreme interface geometry. Int J Adhes Adhes 48:130–138. https://doi.org/10.1016/j.ijadhadh.2013.09.041
Ashrafi M, Ajdari A, Rahbar N, Papadopoulos J, Nayeb-Hashemi H, Vaziri A (2012) Adhesively bonded single lap joints with non-flat interfaces. Int J Adhes Adhes 32:46–52. https://doi.org/10.1016/j.ijadhadh.2011.09.004
Li J, Yan Y, Zhang T, Liang Z (2015) Experimental study of adhesively bonded CFRP joints subjected to tensile loads. Int J Adhes Adhes 57:95–104. https://doi.org/10.1016/j.ijadhadh.2014.11.001
Çitil Ş, Ayaz Y, Temiz Ş (2017) Stress analysis of adhesively bonded double strap joints with or without intermediate part subjected to tensile loading. J Adhes 93:343–356. https://doi.org/10.1080/00218464.2015.1075885
Çitil Ş, Temiz Ş, Altun H, Özel A (2011) Determination of mechanical properties of double-strap adhesive joints with an embedded patch. J Adhes Sci Technol 25:2555–2567. https://doi.org/10.1163/016942411X580225
Ayaz Y, Çitil Ş, Şahan MF (2016) Repair of small damages in steel pipes with composite patches. Mater Werkst 47:503–511. https://doi.org/10.1002/mawe.201600526
Çitil Ş, Ayaz Y, Temiz Ş, Aydın MD (2017) Mechanical behaviour of adhesively repaired pipes subject to internal pressure. Int J Adhes Adhes 75:88–95. https://doi.org/10.1016/j.ijadhadh.2017.02.015
Çitil Ş (2017) Comparison of stepped, curved, and S-type lap joints under tensile loading. Adv Struct Mat :377–388. https://doi.org/10.1007/978-3-319-50784-2_28
Akpinar S, Temiz Ş, Aydin MD, Özel A (2012) Effect of protrusion at the ends of bondline in single lap joints under tension and bending. J Adhes Sci Technol 26:2591–2602. https://doi.org/10.1080/01694243.2012.691002
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVI - Polymer Joining and Adhesive Technology
Rights and permissions
About this article

Cite this article
AYAZ, Y. Effect of slope in S-type adhesive bonding under axial loading. Weld World 63, 1443–1448 (2019). https://doi.org/10.1007/s40194-019-00756-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-019-00756-7