
Abstract
Aluminium matrix composites (AMC) are in the focus of recent research. In the field of lightweight design, dissimilar joints with AMC are of current interest. To ensure the positive properties of AMC—like high specific strength, increased wear resistance, and low coefficient of thermal expansion (CTE)—a suitable joining technique is necessary. This work shows the state of the art of arc brazing using a filler material of the alloying system Al-Ag-Cu. Joints of AMC/stainless steel and AMC/aluminium alloy are investigated. The formation of brittle Al-Fe intermetallic phases in AMC/stainless steel joints must be reduced to obtain a sufficient joint strength. Therefore, an adapted alloying concept is used for the filler material. The filler (40 wt% Al, 40 wt% Ag, and 20 wt% Cu) is alloyed with various contents of Si (1.2, 1.3, and 1.4 wt%). Primarily solidified Si can be seen above 1.3 wt% Si in the microstructure. The melting temperature could be reduced about 10 K by additional Si. The microstructure analyzed by SEM, EDXS, and XRD, as well as the hardness profile of the joining zone, are characterized and discussed. In case of the interface braze metal/aluminium material, the formation of a thin (approx. 5 μm) phase layer, consisting of solid solution of Al, can be seen. Compared with that insights, the phase layer at the interface braze metal/stainless steel consists of intermetallics of the system Fe-Al. The results of the hardness measurements at the interface and XRD patterns prove the presence of Fe3Al, FeAl, and FeAl3. Cracks can occur between the brittle phases FeAl and FeAl3, due to their high hardness of approx. 600 HV0.005 (rep. FeAl) and 1020 HV0.005 (rep. FeAl3) and in combination of internal stress formation during cooling.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Especially in automotive industries, the requirements in lightweight design are in the focus of current research. Dissimilar metal joints, for example from aluminium and stainless steel, offer the potential to utilize the advantages of both the materials. In addition, high-performance materials like aluminium matrix composite (AMC) are used to provide new solutions for engineering applications. The improved properties of AMC in comparison to conventional aluminium alloys are a lower coefficient of thermal expansion, a higher specific strength, and an increased wear resistance [1–3].
The challenges in joining AMC to stainless steel are basically known from joining aluminium alloy and stainless steel. The large difference between the melting points of both materials, the poor solid solubility of iron in aluminium and the formation of Al-Fe intermetallic compounds (IMC), impedes a loadable joint [4–7]. As a result of residual stresses after joining, cracks can occur at brittle IMC [8] and [9]. In the case of the AMC, their limited thermal stability must additionally be considered. Often, the reinforcement particle in AMC is SiC. Hence, the risk occurs of the formation of brittle intermetallic Al3C4 phase that leads to a joint strength decrease of 50% [10]. At higher temperatures, SiC itself degrades [11]. The heat input strongly influences the formation of IMC or the thermal damage of the AMC. It highly affects the processes in the matrix material and the interface of matrix/particles and leads to high porosity and inhomogeneity levels in joining zones [12].
The use of a suitable joining technique is necessary to reduce the heat input. Brazing and friction stir welding offer the possibility to minimize the heat input in comparison to the conventional thermal joining techniques, like TIG (Tungsten Inert Gas) or spot welding. Despite the advantage of friction, stir welding impedes the formation of IMC layers; the welding tool is strongly affected by the reinforcement particles of AMC. In contrast to that, no AMC-related wear in tools occurs when using arc brazing. The additional advantage of this technique is the reduced risk of thermal damage of the AMC because of the low melting temperature of selected filler materials as well as the localized heat input provided by the focused arc. Another benefit is the improved wetting of the braze filler on the substrates by the process inherent degradation of metal oxide layers. The commonly used fillers for brazing of aluminium alloys are Al-Si-based [13–15] and Zn-Al-based alloys [16] and [17]. Al-Si-fillers are preferred because of the comparatively lower corrosion resistance of Zn-based fillers. By the formation of Fe-Al-Si-based IMC, Si prevents the growth of IMC of the Fe-Al system due to its effect of lowering the Al diffusivity [18]. However, the liquidus temperature of Al-Si-filler (< 600 °C) is close to the solidus temperature of the aluminium alloys (~600 °C).
A filler material that bases on the ternary system Al-Ag-Cu with the eutectic composition of 40 wt% Al, 40 wt% Ag, and 20 wt% Cu (named B-Al40Ag40Cu20) is therefore used in the present investigations. The melting temperature of this filler, measured by differential scanning calorimetry (DSC), is 506 °C [19]. The addition of Si to this filler composition improves its wettability of stainless steel [20]. In this work, the results of current investigations, the alloying concept of the filler, and the results of brazed joints of AMC/stainless steel and AMC/aluminium are described.
2 Experimental procedure
2.1 Production and alloying of the filler
Important for a filler material besides wettability and a low liquidus temperature are the correct content and good homogeneity of the alloying components as well as the provision of this filler in a form suitable in the selected joining processes. Continuous casting offers the possibility to effect and gain all these properties. At first, the charges are molten with induction in a graphite crucible. Therefore, a master alloy (B-Ag72Cu-780) is used with additions of Al (purity 99.99%) and Cu (purity 99.9%) to prepare the eutectic composition, named B-Al40Ag40Cu20. Different contents (1.2, 1.3, and 1.4 wt%) of Si (purity 99.9999%), derived from previous works, alloyed to B-Al40Ag40Cu20, Table 1.
The melting temperature of the Si-alloyed filler drops from 506 to 497 °C in comparison to the eutectic composition. Apart from that, the additional Si improves the wetting on stainless steel by the filler, which was examined in previous work. To prevent the oxidation of the melt, the process is done in an inert atmosphere of Ar (purity 99.996%). The casting takes place through a circular channel of a diameter of 2 mm. The solidification is procured by water cooling. Due to the small diameter of the casted wire, a tension rod is necessary to pull the filler material out of the casting channel. Hence, this rod additionally supports the crystallization, according to the Czochralski process [21]. XRFS (X-ray fluorescence spectroscopy) and EDXS (energy dispersive X-ray spectroscopy) nonetheless revealed a good homogeneity of alloying components with smallest deviation levels (< 0.1 wt% by Si and <1 wt% by Al, Ag, and Cu) throughout the whole wire volume. DSC is used to determine the melting temperatures of the alloyed filler, using a NETZSCH STA 449 F1 simultaneous thermal analyser. At first, the temperature is raised up to 800 °C at a rate of 10 K/min and then decreased to 40 °C. To determine the melting behaviour and detect precipitates that possibly can occur, the onset and peak temperatures of the heating and cooling curves are used. In addition, investigation of the microstructure of the filler is performed by scanning electron microscopy (SEM).
2.2 Joining tests
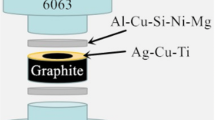
The base materials for the joining tests are the austenitic stainless steel (AISI 304), the aluminium alloy (EN AW-6082/UNS: 6082), and an AMC. The AMC produced powder metallurgically with the matrix similar to AA 2017 and a reinforcement grade of 10% by SiC particles. The reinforcement particles have an average size of 1.5 μm. The dimensions of the specimen are 50 × 15 × 6 mm3 for AMC and 50 × 20 × 1.5 mm for stainless steel as well as for aluminium alloy. The surfaces are ground, polished (Rz < 1 μm), and cleaned by ethanol. The arc brazing is done using a TIG (tungsten inert gas) welding unit with alternating current (AC) of 40 A and inert atmosphere (Ar) as shielding gas. The specimens are brazed in the form of a lap joint, where the filler is applied manually, Fig. 1. The investigations are performed by SEM and hardness measurements (HV). The composition of the phases and the diffusion zones are examined by EDXS and X-ray diffraction analysis (XRD).

Diagram of the brazing process and the size of the specimen
3 Results and discussion
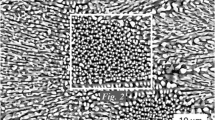
Prior to the brazing process, the filler is investigated in detail. The microstructure and first steps of alloying with Si are published elsewhere [20]. There, an optimum is described at a content of 1.5 wt% Si resulting in a filler melting temperature of approx. 495 °C. Present investigations with lower alloying steps of 0.1 wt% Si, instead of 0.5 wt% Si like before, reveal an adapted filler composition with a Si content of 1.3 wt%, Fig. 2. As an improvement, Si precipitates that negatively influence the wettability of stainless steel can so be inhibited in the ternary eutectic. The melting temperature, measured with DSC, is only insignificantly higher (approx. 497 °C [20]). The results of measurements by DSC show a difference between the eutectic composition and the alloyed filler 2 with 1.3 wt% Si, Fig. 3. The onset temperatures vary from 497 to 506 °C. The range of temperature in the sections of the endothermic and exothermic peaks is enlarged in case of filler 2. That indicates a deviation of the composition in relation to the eutectic filler. A small peak or shoulder of the cooling curve exists for both fillers due to a mismatch of the composition in comparison to eutectic.

Microstructure (SEM, BSD) of Al40Ag20Cu alloyed with different Si contents

Heating and cooling curves of DSC measurements of different fillers, the eutectic composition and filler 2 (1.3 wt% Si)
As a result of the joining geometry, the joining zones have to be investigated at every occurring interface: braze metal/aluminium alloy, braze metal/AMC, and braze metal/ stainless steel. The microstructure of the braze metal/aluminium alloy interface shows the eutectic microstructure of the former filler and a phase layer near to the aluminium alloy, Fig. 4a. The eutectic microstructure consists of the phases Al2Cu, Ag2Al and the solid solution of Al, which is proved by EDXS and XRD, Fig. 5.

Microstructure (SEM, BSD) of the interface of braze metal and a aluminium alloy, b AMC as well as c stainless steel

Position of XRD measurement and XRD pattern at the interface of braze metal and stainless steel
Due to an increased diffusion of Al at the interface, the phase layer consists of a solid solution of Al with higher amount of Al in comparison to the phase in the eutectic microstructure. As a consequence of diffusion in combination with the convection in the liquid state of the filler, darker appearing zones (solid solution of Al) can be seen in the eutectic structure. It is noticeable, that the thickness of the phase layer is less than 5 μm, and it is not cohesive. The good connection should be beneficial for the mechanical properties of the joint. The microstructure of the interface of braze metal/AMC appears similarly. A ternary eutectic microstructure with dark coloured zones (solid solution of Al) and a phase layer is detectable, Fig. 4b. However, the characteristic of the diffusion zone is different. So, the phase layer of solid solution of Al at the interface of the AMC is less homogeneous as in the case of the aluminium alloy. Due to the composition of the AMC, which is more similar to the filler and contains elements like Si in comparison to the aluminium alloy, the diffusivity and the formation of eutectic phases (Al2Cu, Ag2Al, and Al) is increased. The diffusion zone is approx. 15 μm thick. In addition, Cu precipitates are detected in the AMC. As a result of the heat input during brazing, a precipitation hardening can occur.
Investigations of the microstructure of the interface of braze metal/stainless steel show obvious differences when compare to joints with the aluminium materials, Fig. 4c. The ternary eutectic structure of the filler is not detectable, despite some phases (Al2Cu and Ag2Al) are assignable. The diffusion zone comprises at least three phase layers with a combined thickness of approx. 10 μm. The phases Fe3Al, FeAl, and FeAl3, in the direction from stainless steel to the braze metal, are determined using EDXS and XRD, Fig. 5. In some cases, cracks occur at the interface of FeAl and FeAl3. The reason for this failure is presumably the abrupt change in hardness (FeAl, 470 HV1–FeAl3, 892 HV1) in combination with internal stress formation during cooling [22]. The formation of the phase FeAl3 should hence be avoided by an improved process control.
The XRD results show various phases at the interface stainless steel/braze metal, Fig. 5. The three positions of the XRD analyze are the braze metal (1), the stainless steel (3), and the interface of both (2). Intermetallic phases like Al2Cu and Ag2Al as well as the solid solution of Al can be detected in the braze metal. These three phases are the eutectic ones of the filler metal. The fourth detected phase Al37Cu2Fe12 is of the type Al3Fe with a little mismatch in the lattice parameter due to the additional Cu. The alloying of the braze metal with Fe causes in a variation of the composition in comparison to the eutectic filler.
In Fig. 4c in comparison to 4a and 4b before, the resulting change of the microstructure of the braze metal can be seen. The XRD measurement of the interface of braze metal/stainless steel shows the most variation of phases. In addition to that, the signal is hard to interpret due to the texture in that area of the specimen. Nevertheless, the phases of the eutectic, like Al2Cu, Ag2Al, and the solid solution of Al, can be detected. Furthermore, intermetallics of the system Al-Fe can be measured, such as AlFe3, AlFe, and Al37Cu2Fe12 (type Al3Fe). The phase Al37Cu2Fe12 is also measureable in point 1, which is distinctly distant to the interface. There seems a strong alloying of the braze metal with Fe that maybe due to the erosion of the stainless steel. In comparison to measurement 3, the phase of the base material is not clear to detect due to the overlap of signals and the insufficient magnitude of some of them. As expected, no other phases than the solid solution of Fe can be detected at the measurement point 3, the stainless steel. The influence of brazing in the formation of intermetallic phases in the base material stainless steel due to a higher diffusion is not measureable. In the end, the XRD measurements confirm the results of the microstructure analysis.
The hardness profile at the interfaces of the base material to braze metal can give indications about the mechanical behaviour of the brazed joints, Fig. 6. A smooth transition zone between braze metal and AMC as well as braze metal and aluminium alloy is documented. The formation of Al solid solution at the former surface of the base material lowers the change in the hardness level. The different hardness levels at this zone are a result of various compositions of the solid solution of Al. Due to the moderate shift in the hardness profile, the risk of cracks is considered to be negligible. In addition, the hardness of the braze metal is similar to that of the filler material.

Hardness profiles at the investigated interfaces
In contrast to these findings, the hardness is remarkably increased at the interface of braze metal and stainless steel. That is mainly lead back to effects of alloying of the filler with Fe, Ni, and Cr as well as the formation of IMCs of the type Al-Fe. In the direction to stainless steel, the content of Al decreases (FeAl3–FeAl–Fe3Al). In consequence, the hardness level decreases too, from higher than 1000 HV0.005 to approx. 500 HV0.005. Especially, the hardness of FeAl3 and FeAl causes in an increased brittleness, which enhances the risk of thermally induced cracks. There is a mismatch in the thickness of the intermetallic layers in comparison to the microstructure. To gain thicker intermetallic layers, which are better measurable, the specimen of the hardness measurements are produced with longer holding time. The cracks occur at the interfaces due to the formation of intermetallics like the cohesive layers of FeAl3/FeAl and the FeAl3/braze metal, which is not cohesive and thus graded. No ternary eutectic is detectable in the measurement zone of braze metal/ stainless steel interface.
4 Conclusion
Joints of particle reinforced AMC to stainless steel and aluminium alloy are joined successfully by arc brazing. The investigation of the microstructures of the developed filler and the joints lead to the following results:
-
1)
The alloying concept of the filler (40 wt% Al, 40 wt% Ag, and 20 wt% Cu) with various contents of Si (1.2, 1.3 and 1.4 wt%) leads to the precipitation of Si. Above 1.3 wt% Si, the formation of primarily solidified Si can be detected. At lower Si contents, a Si-rich phase can be detected only between the dendrites, which influences the wettability of stainless steel positively. The melting temperature is lowered from 506 to 497 °C due to the additional Si. The microstructure of the alloyed filler is near eutectic, which can be also seen by DSC.
-
2)
The thermal influence of the aluminium materials is low, which is proved by merely thin diffusion zones. The diffusion zones are approx. 15 μm thick and the about 5 μm thin phase layer of solid solution of Al at the interface braze metal/aluminium materials is not cohesive. Additionally, it is noticeable that the ternary eutectic structure of the filler material is still existing in the braze metal. The hardness profile at the interface braze metal/aluminium alloy as well as AMC shows a smooth change in hardness levels (approx. 300 HV0.005 to 280(AMC). That implies a satisfactory bond strength and general mechanical behaviour of the joints. The reason for this is the formation of Al solid solution at the interface braze metal/aluminium materials.
-
3)
In contrast to this observation, the interface of the filler material to stainless steel shows a detrimental microstructure and hardness profile. Alloying of the filler material takes place during arc brazing of AMC and stainless steel. As a result of this strong diffusion and alloying processes, various IMC develop. Different layers of Fe-Al IMC, like Fe3Al, FeAl, and FeAl3, can be seen at the stainless steel interface to braze metal. At the same interface, the brittle IMCs FeAl3/FeAl cause cracks during cooling down, due to the distinct change in hardness of approx. 600 HV0.005 up to approx. 1020 HV0.005. The compact phase layers of the brittle IMC is about 10 μm.
Arc brazing is a suitable technique to join AMC and stainless steel as well as aluminium alloy. An adapted brazing process is necessary to reduce the heat input and to prevent the brittle IMC FeAl3. The determination of the mechanical properties with respect to process parameters and the resulting microstructure are the purpose of future work.
References
Xiu Z, Yang W, Chen G, Jiang L, Mac K, Wu G (2012) Microstructure and tensile properties of Si3N4p/2024Al composite fabricated by pressure infiltration method. Mat. a. Designs 33:350–358
Sajjadi SA, Ezatpour HR, Parizi MT (2012) Comparison of microstructure and mechanical properties of A356 aluminium alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mat a Designs 34:106–111
Qu X-h, Zhang L, Wu M, Ren S-b (2011) Review of metal matrix composites with high thermal conductivity for thermal management applications. Prog Nat Sci: Mater Int 21:189–197
Song JL, Lin SB, Yang CL, Ma GC, Liu H (2009) Spreading behavior and microstructure characteristics of dissimilar metals TIG welding–brazing of aluminum alloy to stainless steel. Mater Sci Eng A 509:31–40
Uzun H, Dalle Donne C, Argagnotto A, Ghidini T, Gambaro C (2005) Friction stir welding of dissimilar Al 6013-T4 to X5CrNi18-10 stainless steel. Mater Des 26:41–46
Liu HW, Guo C, Cheng Y, Liu XF, Shao GJ (2006) Interfacial strength and structure of stainless steel–semi-solid aluminum alloy clad metal. Mater Lett 60:180–184
Steiners M, Höcker F (2007) Einfluss der Beschichtungen beim stoffschlüssigen Lichtbogen-fügen von Stahl mit Aluminium. Mat u Werkst 38:559–564
Dong H, Yang L, Dong C, Kou S (2010) Arc joining of aluminum alloy to stainless steel with flux-cored Zn-based filler metal. Mater Sci Eng A 527:7151–7154
Lin SB, Song JL, Yang CL, Fan CL, Zhang DW (2010) Brazability of dissimilar metals tungsten inert gas butt welding–brazing between aluminum alloy and stainless steel with Al–Cu filler metal. Mater Des 31:2637–2642
Prater T (2011) Solid-state joining of metal matrix composites: a survey of challenges and potential solutions. Mat a Man Proc 26:636–648
Lean PP, Gil L, Ureña A (2003) Dissimilar welds between unreinforced AA6082 and AA6092/SiC/25p composite by pulsed-MIG arc welding using reinforced filler alloys (Al-5Mg and Al-Si). J Mat Proc Tech 143-144:846–850
Ureña A, Escalera MD, Gil L (2000) Influence of interface reactions on fracture mechanisms in TIG arc-welded aluminium matrix composites. Comp Scien a Tech 60:613–622
Qin G, Lei Z, Su Y, Fu B, Meng X, Lin S (2014) Large spot laser assisted GMA brazing-fusion welding of aluminium alloy to galvanized steel. J Mat Proc Tech 214:2684–2692
Song JL, Lin SB, Yang CL, Ma GC, Liu H (2009) Spreading behavior and microstructure characteristics of dissimilar metals TIG welding-brazing of aluminum alloy to stainless steel. Mat Scien a Eng: A 509:31–40
Wielage B, Klose H (1995) Das Aluminiumlöten von Wärmetauschern. DVS-Reports 166:88–90
Wielage B, Martinez L (2001) Aluminiumlöten bei 550 °C – Eigenschaften von ZnAl-Verbindungen. DVS-Reports 212:214–217
Wielage B, Trommer F (2003) Löten von Aluminium mit Zinkbasisloten. Schweiß u Schneid 5:273–275
Song JL, Lin SB (2009) Effects of Si additions on intermetallic compound layer of aluminum–steel TIG welding–brazing joint. J Alloys Compd 488:217–222
Elßner M, Weis S, Grund T, Hausner S, Wielage B. and Wagner G (2014)"Lichtbogenlöten von Aluminiummatrix-Verbundwerkstoffen mit AlAgCu-Loten", Werkstoffe und werkstofftechnische Anwendungen, 52, ISBN 978–3–00-046877-3.
Elßner M, Weis S, Wagner G (2015) Joining of aluminum matrix composites and stainless steel by arc brazing. Mater Sci Forum 825-826:393–400
Czochralski J (1918) Ein neues Verfahren zur Messung der Kristallisationsgeschwindigheit der Metalle. Z phys Chemie 92:219–221
Potesser M, Schoeberl T, Antrekowitsch H and Bruckner J ( 2006) The characterization of the intermetallic Fe-Al layer of steel-aluminum weldings", EPD Congress, pp. 167–176.
Acknowledgements
The authors gratefully acknowledge the funding by the German Research Foundation (Deutsche Forschungs-gemeinschaft, DFG) within the framework of the Collaborative Research Centre 692 (SFB HALS 692).
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XVII - Brazing, Soldering and Diffusion Bonding
Rights and permissions
About this article

Cite this article
Elßner, M., Weis, S., Wagner, G. et al. Joining of material compounds of aluminium matrix composites (AMC) by arc brazing using Al-Ag-Cu system filler alloy. Weld World 61, 405–411 (2017). https://doi.org/10.1007/s40194-016-0421-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-016-0421-x