
Abstract
This investigation into the microstructure and mechanical properties of a joint produced by laser brazing between A5052 and AZ31 with AZ125 filler wire reveals that an increase in laser power from 480 to 620 W reduces the weld toe angle and increases the bead width, resulting in an enhanced wettability. Any further increase in power, however, results in a rapid increase in the thickness of the intermetallic compound (IMC) reaction layer. The IMC layer consists of Mg17Al12 on the AZ125 side and Mg2Al3 on the A5052 side. The tensile shear strength is increased by using a laser power of 480–600 W owing to the increased wettability, but is reduced when using a laser power of 610–620 W owing to the thickness of the reaction layer and the presence of voids, which cause brittle fracture through the brazed filler metal.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The need for joints between dissimilar materials often arises in industrial applications with complex functions, with it being particularly important to develop a sound joining technique that reduces weight and fuel consumption in the transportation industry. A 10 % reduction in the weight of a car body, for example, is said to improve the mileage of that vehicle by roughly the same amount [1]. This has created considerable interest in finding ways to replace steel with aluminum alloy in body shell parts such as the hood or the fenders. Recent years have also seen the adoption of motor parts made from lightweight magnesium alloys, which, much like aluminum alloys, have a high strength-to-weight ratio that can be expected to result in a reduction in energy consumption and carbon dioxide emission in automobiles.
From a structural design viewpoint, multi-material structures created from aluminum and magnesium alloys provide an effective means of creating lightweight hybrid constructions. However, conventional welding techniques tend to produce hard and brittle intermetallic compounds (IMCs) that have a detrimental effect on the joint’s strength [2]. The microstructural features and microstructural evolution created by friction stir welding (FSW) have been investigated with the aim of reducing the generation of heat responsible for the formation of IMCs [3–5]; however, this technique is difficult to apply on a commercial scale owing to the high control needed over the joining conditions and the limitations this places on the shape of materials that can be used.
Brazing is a much simpler process than FSW that can be used to join dissimilar materials, but even this has problems with regard to ensuring a high-quality joint. The use of a laser as the heat source for brazing (laser brazing) has been suggested as a way of overcoming this [6, 7], with the authors having previously reported on the great possibilities offered by a semiconductor laser (HD laser) given that its short wavelength results in a high absorption rate for metals [8–13]. The present study therefore seeks to extend the use of laser brazing to the dissimilar joining of aluminum alloy and magnesium alloy by exploring the bead formation and joint characteristics produced by a fiber laser.
2 Experimental procedure
2.1 Specimens
The base metals for each test specimen were 1.0-mm-thick sheets of aluminum alloy A5052 and magnesium alloy AZ31, with 1.2-mm-diameter magnesium alloy AZ125 wire used as the filler metal. The chemical compositions of these alloys are shown in Table 1 and their melting points are shown in Table 2.
2.2 Brazing method
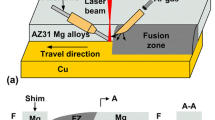
After placing the magnesium alloy on top of the aluminum alloy, laser brazing was applied to the lap weld using a fiber laser machine without flux. Acetone was used to clean the surfaces of the base metals before laser brazing. The laser brazing conditions are shown in Table 3. Inspection of the resulting microstructure and elemental analysis were performed using an optical microscope and a scanning electron microscope capable of energy-dispersive X-ray spectroscopy (EDS) and electron probe micro analysis (EPMA). Microstructural factors measured in the laser-brazed joint were the weld toe angle, bead width, and thickness of IMCs, as shown in Fig. 1. The mechanical properties of the brazed joint were evaluated at room temperature through tensile shear testing at a tension speed of 1.0 mm/min, as shown in Fig. 2. The joint strength (N/mm) was obtained by dividing the failure load by the specimen width. The mean strength was calculated from five samples.

Schematic illustration showing the method used to measure the weld toe angle, bead width, and intermetallic compound layer thickness

Schematic illustration of the laser-brazed specimens used for tensile shear testing
3 Results and discussion
3.1 Microstructural analysis of A5052/AZ31 laser-brazed joints
Figure 3 shows the appearance of the A5052/AZ31 joints produced by various laser brazing power outputs. An output of less than 480 W failed to achieve brazing due to the filler metal not wetting onto the base metal. Laser brazing was also not achieved when the laser output was higher than 620 W, as here an unstable bead was obtained. All outputs between these values succeeded in producing a laser-brazed joint, but both low (480–530 W) and high (610–620 W) outputs produced voids in the root of the joint. This means that the laser output range in which it is possible to braze aluminum alloy and magnesium alloy is very small when compared to the conditions suitable for joining aluminum alloy to steel (1000–1500 W) [13].

Appearance of A5052/AZ31 laser-brazed joints with varying laser power
The distribution of elements at the interface of the A5052/AZ31 laser-brazed joint was investigated through EPMA mapping as shown in Fig. 4. The mutual diffusion of aluminum and magnesium was produced at 530 W, along with the intermetallic compound (IMC) layer formed between the A5052 plate and AZ125 filler metal. An SEM image of this IMC layer is provided in Fig. 5. The corresponding EDS analysis results are shown in Table 4. It is evident from this that while the AZ125 filler-metal side of this IMC layer is a Mg-rich layer (spots 1 and 2), the A5052 base-metal side is an Al-rich layer (spots 3 and 4). These Mg- and Al-rich layers were identified using the Al-Mg phase diagram [14] in Fig. 6 as Mg17Al12 and Mg2Al3, respectively. Figure 7 shows EPMA mapping of the A5052/AZ31 interface in an A5052/AZ31 laser-brazed joint at 590 and 620 W. Increasing the laser output power from 480 to 590 W caused dendrites to grow, but this had little effect on the overall thickness of the IMC layer of 150–200 μm (Fig. 7a). However, increasing the power beyond 610 W resulted in a rapid increase in the thickness of the IMC layer owing to its formation over the entire surface of the AZ125 filler metal (Fig. 7b). This output power is therefore considered to melt not only the AZ125 filler wire but also the A5052 base metal, as the difference in melting point between the two is not that high (Table 2).

EPMA mapping of the A5052/AZ31 interface produced by laser brazing at 530 W

SEM image of the A5052/AZ31 interface produced by laser brazing at 530 W

Al-Mg phase diagram [14]

EPMA mapping of the A5052/AZ31 interface produced by laser brazing at a 590 and b 620 W
Measurement of microstructural factors in the laser-brazed joint (Fig. 8) revealed that increasing the laser power results in a decrease in the weld toe angle and an increase in the bead width, which indicates superior wettability (Fig. 8a, b). Increasing the laser output power from 480 to 590 W had little effect on the overall thickness of the IMC layer of 150–200 μm, but the thickness of this rapidly increases above 610 W as described above (Fig. 8c)

Relationship between a weld toe angle, b bead width, and c intermetallic compound layer thickness and laser power in an A5052/AZ31 laser-brazed joint
3.2 Tensile properties of A5052/AZ31 laser-brazed joints
Tensile tests were performed to determine the effect of laser output power on the mechanical properties of A5052/AZ31 laser-brazed joints. The cross sections of the fracture surfaces in Fig. 9 demonstrate that although failure occurred at the interface of brazed joints created with a laser power of 530–600 W, fracture occurred within the filler metal when the laser power was greater than 610 W. In Fig. 10, we see that the tensile shear strength increases with laser power from 480 to 600 W but decreases with laser power from 610 to 620 W.

Cross section of the fracture surface for A5052/AZ31 laser-brazed joints after tensile shear testing

Tensile shear strength of A5052/AZ31 joints produced with various laser powers
The fracture surfaces were investigated in more detail by EPMA, the results of which are shown in Fig. 11. We see from this that the fracture position in the specimens produced by laser output powers of 520 and 600 W is in the IMC layer, or more specifically the A5052 side of the IMC layer. The EDS analysis results for the specimen produced with a laser output of 600 W in Fig. 12 reveal the Al-rich IMC to be on both sides of the fracture position (see Table 5), confirming that fracture occurred within the Al-rich Mg2Al3 phase.

EPMA mapping of the A5052/AZ31 interface after tensile shear testing of joints produced by laser brazing at a 520 and b 600 W

SEM images of the fracture surface of a A5052/AZ31 joint formed by laser brazing at 600 W
Shear testing of brazed joints usually produces a stress concentration in the weld toe of the filler metal, which in the case of the 520–600-W laser-brazed joints was Mg2Al3 (Fig. 13a). In contrast, IMCs occupied a large area of the filler metal in the brazed joints produced with laser output powers above 610 W due to a mixing of melted AZ125 filler metal and A5052 base metal, the solidification of which is believed to be responsible for the formation of voids. This increases the likelihood of crack initiation and propagation, thereby resulting in a change in the fracture morphology. Based on the microstructural analysis and tensile properties, it can be concluded that a high-strength laser-brazed joint can be achieved through the combination of good wettability and a thin intermetallic layer, produced by a laser power of 600 W in this study.

Cross section of the macrostructure in the weld bead of an A5052/AZ31 laser-brazed joint formed with laser powers of a 520 and b 610 W
4 Conclusions
The microstructure and mechanical properties created by the fluxless laser brazing of A5052 aluminum alloy and AZ31 magnesium alloy were evaluated. The results obtained were as follows:
-
1.
Laser-brazed joints can be successfully achieved using a laser output of 480 to 620 W, though this range is very small compared to that for the brazing of aluminum alloy and steel.
-
2.
Intermetallic compounds of Mg17Al12 and Mg2Al3 are formed at the AZ125 side and A5052 side, respectively, of the A5052/AZ31 interface.
-
3.
Increasing the laser power reduces the weld toe angle and increases the bead width, resulting in improved wettability. However, the thickness of the intermetallic compounds rapidly increases above 610 W.
-
4.
Fracture occurs within the Mg2Al3 intermetallic owing to a concentration of stress in the weld toe of the filler metal in specimens produced with a laser output power of less than 600 W, but is caused by a large amount of IMCs and voids in specimens with an output power of 610 W or more.
-
5.
A high-strength laser-brazed joint can be achieved through the combination of good wettability and a thin intermetallic layer produced by a laser power of 600 W.
References
Hirose A (2005) Aluminum alloy car body—application and joining technologies of aluminum alloys in automobiles. Q J Jpn Weld Soc 23(1):163–168 (in Japanese)
Liu P, Li YJ, Geng HR, Wang J (2007) Microstructure characteristics in TIG welded joint of Mg Al dissimilar materials. Mater Lett 61:1288–1291
Sato SY, Park SHC, Michiuchi M, Kokawa H (2004) Constitutional liquation during dissimilar friction stir welding of Al and Mg alloys. Scr Mater 50:1233–1236
Hirano S, Okamoto K, Doi M, Okamura H, Inagaki M, Aono Y (2003) Microstructure of dissimilar joint interface of magnesium alloy and aluminum alloy by friction stir welding. Q J Jpn Weld Soc 21:539
Park SHC, Michiuchi M, Sato YS, Kokawa H (2002) Dissimilar friction-stir welding of Al alloy 1050 and Mg alloy AZ31. In Proceedings of the International Welding/Joining Conference-Korea, Gyeongju, Korea 534–538
Gao YP, Seaman RF, McQuillan TJ. Laser brazing of high temperature braze alloy, IIW Doc. IA-1054-2001.
Gao YP, Seaman RF, McQuillan TJ, Martiens RF Diode laser brazing of space shuttle main engine nozzle, IIW Doc. IA-1056-2001.
Saida K, Nishimoto K (2002) Development of LD laser brazing/braze repair welding techniques of Inconel 600 using heat-resisting precious metal fillers. Bureizu (Braze) 36(107):22–33 (in Japanese)
Song W, Saida K, Hiramatsu N, Nishimoto K, Shirai M (2005) Brazability of Inconel 600 alloy by a diode laser with heat resisting precious filler metals, study on laser brazing using high power diode laser beam (report 1). Q J Jpn Weld Soc 23(4):587–594 (in Japanese)
Saida K, Song W, Nishimoto K (2006) Laser brazing of alloy 600 with precious filler metals. Sci Technol Weld Join 11(5):694–700
Saida K, Ohmichi H, Nishimoto K (2008) Fluxless laser brazing of aluminium alloy to galvanized steel using a tandem beam—dissimilar laser brazing of aluminium alloy and steels. Q J Jpn Weld Soc 26(3):235–241 (in Japanese)
Song W, Saida K, Ando A, Nishimoto K (2004) Brazability of aluminum alloy to steels using aluminum filler metal—dissimilar laser brazing of aluminum alloy and steels (report 1). Q J Jpn Weld Soc 22(2):315–322 (in Japanese)
Saida K, Song W, Nishimoto K (2005) Diode laser brazing of aluminum alloy to steels with aluminum filler metals. Sci Technol Weld Join 10(2):227–235
Baker H, Okamoto H (1995) Alloy phase diagrams, 9th ed.; ASM International: Geauga County, OH, USA volume 3
Acknowledgments
This study was partially financially supported by a Grant-in-Aid for Scientific Research (C) (no. 15K06465) from the Japan Society for the Promotion of Science and the Japan Aluminium Association, Japan.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XVII - Brazing, Soldering, and Diffusion Bonding
Rights and permissions
About this article

Cite this article
Ogura, T., Yokochi, T., Netsu, S. et al. Microstructure and mechanical properties in laser brazing of A5052/AZ31 dissimilar alloys. Weld World 60, 1047–1054 (2016). https://doi.org/10.1007/s40194-016-0363-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-016-0363-3