
Abstract
The efficiency as well as the knowledge of the energy flow of welding processes is a fundamental coefficient to realize high-quality joints. The increasing use of high-strength materials with a small processing range as well as the demand to simulate resulting component properties increase the demand of exact knowledge of the heat input. Experiments show that the heat input into the component is highly influenced by the selection of welding parameters. Measurements confirm that it is possible to increase the efficiency of welding processes for example by reducing the wire feed speed in gas metal arc welding (GMAW), using carbon dioxide shielding gas or increasing the stick-out length. On the contrary, increasing the current or voltage or reducing the shielding gas flow reduces the process efficiency. The difference between the lowest and highest achievable value of efficiency can be more than 15 % for one specific welding process. In this work, the efficiencies of different groups of welding processes are compared. Due to the use of unique measurement systems and systematical analyses of influencing parameters, a comprehensive overview for different welding processes is possible for the first time.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Results of preliminary studies and experimental setup
Efficiency values for welding processes are mainly based on older literature [1–4] or applicable welding standards. In these standards [5, 6], only global efficiencies for different welding processes are indicated without differentiation for adjustable process conditions. These efficiencies are also relative values in relation to the submerged arc welding process, with a fixed relative efficiency of 100 %.
Process developments in arc welding aim for a regulation of the energy input into the component to achieve an optimum welding result at high process efficiency. For example, they are based on a high-frequency process control and regulation as well as the changes of polarity or the adaption of the direction of wire feed speed. In this case, the knowledge of the individual ways of the energy transport from the electrode to the component is necessary.
In previous work, three different measurement systems for the determination of the heat flow for gas shielded arc welding processes have been developed and evaluated. Major results are published in [7–9].
These studies focus on the analysis of the energy input into the joint measured by different calorimetric systems. They are all based on the measurement of the temperature difference of a calorimetric liquid before and after welding. Using this equipment, the energy balance for a set of different processes and welding parameters was determined. The influence of individual welding parameters on the energy balance of the system was systematically studied and illustrated.
1.1 Heat input into the component
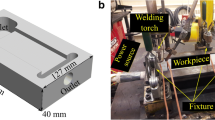
To determine the heat transferred by the welding process into the component, two differential temperature calorimeters are used. In preliminary publications [7–9], a system with an inclined plate is described. A modification was necessary to measure the heat input of submerged arc welding (SAW), as illustrated in Fig. 1.

Schematic of the setup for calorimetric measurements during welding of the SAW process
The calculation of the heat input is by formula 1:
- Q :
-
Heat input (kJ/mm)
- P w :
-
Welding power (W)
- v w :
-
Welding speed (mm/s)
- η :
-
Efficiency of the welding process
The heat input into the component (1) is not only dependent on the efficiency of the process. The heat input is dependent on the process (efficiency), the welding power, and the welding speed.
Due to the hygroscopic powder, it is necessary to realize a dry welding surface. This is why the plate needs to have a horizontal position. Otherwise, the inclined water level moistens the powder and the welding process is affected or stopped. For this purpose, the component is fixed with a very stiff clamping system in horizontal position. The water level is close to the component surface and high-power circulation pumps ensure a homogeneous temperature level during heat input. For this purpose, an automated manipulation of the welding torch along the metal plate is used.
After completion of the welding process, the circulation of the water is continued until a temperature balance between plate and water is reached. Several sensitive Pt 100 thermocouples (ΔT = ± 0.05 K, category 1/10 DIN) placed inside the calorimetric vessel ensure that the temperature difference of the water between start and end of the welding procedure is recorded. Finally, the ratio between introduced heat into the plate and the electrical work of the welding process is used to calculate the efficiency of the welding process, as described in formula 2.
- m x :
-
Mass of calorimeter components (g)
- c x :
-
Heat capacity of the medium (J/(g*K))
- ΔT :
-
Temperature difference calorimeter (K)
- t w :
-
Welding time (s)
Analysis of possible sources of error has shown that the uncertainties of the system are close to 3 %.
For every parameter, at least three measurements are necessary to have reproducible and significant results with a low standard deviation.
The comparison between both calorimeter types, inclined and horizontal plate, showed identical results for different welding processes and parameters.
1.2 Measurement of additional heat flows
Additionally, radiation and conduction energy as well as the convective heat of the welding arc are determined with a water cooled double-walled bell-shaped measurement system (Fig. 2) as described in [8, 9]. This is attached to the welding torch and encases the welding arc. The measurement of the temperature difference in the bell cooling water allows the calculation of radiated, convective, and conductive energy of the welding arc. Because the measurement system is not sealed to the test plate, gas discharges through the bottom are not measureable. Analysis of possible sources of error has shown that the uncertainties of the system are close to 4 %.

Bell measurement system to determine the radiation, conduction, and convection energy of the welding process to the surrounding atmosphere
In parallel, the temperature difference between the input and output of the torch cooling water is directly measured at the welding power source. This allows the calculation of the quantity of heat dissipated to the cooling water from the welding torch and its current conducting components, as well as the current-water cable. The uncertainties of this measurement system is determined to be 2 % by analyzing the systematic failure.
The experimental investigation of the mean droplet temperature during the welding process is difficult. This is mainly due to the process characteristics of the gas metal arc welding (GMAW) process, which includes a high droplet rate, high plasma temperature, and a high radiation, convection, and conduction energy of the welding arc. Therefore, calorimetric methods have proven to be most suitable to measure droplet temperature. All measuring methods [10–12] are based on the separation of the droplets from the welding arc. After separation, the droplets fall into a liquid or a calorimetric vessel.
Basically, a pipe electrode replaces the component during the experiments, as illustrated in Fig. 3. This system has the function to separate the molten droplets from the welding arc and to measure the transmitted energy or heat of the welding arc. This pipe electrode in principle consists of a steel tube with a copper plate brazed into the center portion. In this plate, different copper inlets with variable geometry can be introduced and during the welding process, the welding arc burns on these copper parts. A continuous and constant flow of tempered water is passed through the pipe. The integrated heat by the welding process heats the water, and the temperature difference between inlet and outlet flow can be measured.

Schematic of the pipe electrode to separate the droplets from the welding arc during GMAW and measure the welding arc energy
This is realized by integrated high-precision thermocouples, and with the knowledge of the flow rate and time or the volumetric flow as well as the specific heat capacity of water, the introduced amount of heat can be calculated.
The developed system has to perform two essential functions: the separation of the droplet from the arc and the measurement of the welding arc energy.
2 Results and discussion
In the present work, different arc welding processes are compared whereas the efficiencies were determined with the same measurement technology. It is a holistic comparison and further discussion of results is presented for individual processes and setups in earlier publications [7–9].
2.1 Comparison GTAW and plasma welding
Systematically, the difference between gas tungsten arc welding (GTAW) and plasma welding is the constricted welding arc by the plasma tip. The result is a compressed, focused, and powerful arc. Analyzing the energy transfer by changing different welding parameters results in an opposed behavior. For example, the effect of various parameters like welding current, distance of the electrode, shielding gas volume, and helium or hydrogen content in the argon shielding gas is presented in Table 1.
As illustrated in Table 1, increasing welding current in steps of 50 A results in a continuous reduction of the effective efficiency. The main reason is the increasing radiation and conduction energy as well as the convective heat of the welding arc of the growing welding arc; heat dissipated to the cooling water from the welding torch and its current conducting components as well the increasing temperature gradient between welding arc [13] and surrounding atmosphere. In that case, the behavior of GTAW and plasma welding is identical.
Raising welding voltage by increasing the distance between electrode and plate from 2 up to 8 mm has a similar effect (Fig. 4).

Influence of the distance between electrode and plate in comparison for GTAW and plasma welding (for plasma distance between plasma tip (anode) and plate) (I = 150 A, v s = 30 cm/min, shielding gas 15 l/min Ar, d = 3.2 mm, α = 20°, negative polarity)
The resulting surface area of the welding arc increases as a function of the increasing distance between electrode and plate so that the radiation and conduction energy as well as the convective heat of the welding arc to the atmosphere increase as well. As Table 1 and Fig. 4 show, this effect is reduced by using the plasma process instead of GTAW. By using the plasma tip, the expansion of the welding arc is limited but the heat dissipated to the cooling water of the welding torch is increased.
Reducing the shielding gas volume from V = 15 l/min to V = 5 l/min results in a reduction of the efficiency. The decrease of the efficiency by using GTAW is higher than that for plasma welding. One explanation of this effect is the minimized shielding gas speed and the reduced heat transport from the electrode to the plate.
Unlike GTAW, the efficiency of the plasma welding process decreases by increasing the helium content in the argon shielding gas (Fig. 5). Physically, the thermal conductivity of helium is higher by a factor of nine, compared to that of argon. So, the heat transport from the welding arc core to outer sections is higher for helium. By plasma welding, the arc is highly focused by a water-cooled plasma tip. Thereby, the radiation and conduction energy as well as the convective heat of the welding arc are increased by the addition of helium. It results in greater thermal load of the plasma tip, since this prevents the resulting expansion of the welding arc. It is suggested that the result is an increase of the thermal load of the power source cooling system. This energy is no longer available for the welding process respectively to increase the heat input.

Influence of the helium content in the Argon shielding gas in comparison for GTAW and plasma welding (I = 150 A, v s = 30 cm/min, distance 4 mm (for plasma distance between plasma tip (anode) and plate), d = 3.2 mm, shielding gas 15 l/min, α = 20°, negative polarity)
By adding 5 vol.% hydrogen to the argon gas flow, an increase of nearly 4 % of the efficiency was achieved, when using the plasma process. In comparison to the GTAW process, this change is almost four times higher. The effect of the hydrogen content in the argon shielding gas is a constriction of the welding arc. By this, the welding arc is focused and the thermal load of the power source cooling system is reduced. In parallel, the efficiency of the welding process is increased.
2.2 GMAW at lower power level and modified GMAW processes
Further developments of GMAW processes include different possibilities to reduce the heat input into the component and to raise the weldability of thin materials with less spatter. The parameter of efficiency is often discussed in this context. It is questioned whether the efficiency of modified GMAW processes is higher compared to the unregulated process at lower power levels or in relation to the standard.
In [7–9], a classification in terms of the efficiency of GMAW processes by welding arc is a result of the investigation. Short circuit/dip transfer has an average efficiency of η = 0.85. Spray arc GMAW has a value of η = 0.70 and pulsed processes show an average efficiency of η = 0.77. In summary, increasing the wire feed speed results in a decrease of the efficiency. Also, the welding power is adjusted. As a result, with increasing power, the welding arc changes its mode from short arc to spray arc. For the spray arc, the mechanism of energy transfer is different and takes place without short circuit. This is similar to the time where the welding arc is on and the area of welding arc increases. As a result, the radiation and conduction energy as well as the convective heat of the welding arc increase. This indicates that classical fixed values [5, 6] for efficiencies are not meaningful and may provide false results.
During this analysis, four modified GMAW processes are used with d = 1 mm CuSi3 and AlMg5 filler material. The investigated processes are:
-
Metal inert gas (MIG)-AC welding respectively GMAW with AC
-
Modified GMAW with wire pullback
-
Modified GMAW without wire pullback
-
Pulsed GMAW
For all modifications given above as well as the standard process, the efficiency decreases with increasing wire feed speed (Fig. 6). In parallel with the increase of the wire feed speed, the current increases and the welding arc type respectively the energy transport changes. Compared to the standard process, GMAW with and without wire pullback is about 2 % more efficient and pulsed GMAW 2 % less. The efficiency of MIG-AC welding in relation to standard GMAW is about 8 % reduced.

Efficiencies of different GMAW processes at lower power levels (d = 1 mm CuSi3 or AlMg5, distance contact tube/plate 15 mm, shielding gas flow 15 l/min Ar, welding speed adapted to wire feed speed from 30 to 60 cm/min)
The generated heat input Q in of the welding process has a decisive influence on the properties of welded joints. It is the product of the electric work and the efficiency η of the welding process in Eq. (3) with electrical welding power P S and welding time t S [5, 6].
As Eq. (1) and the results of the nearly similar efficiencies show, the heat input is mainly influenced by the welding power. The heating of the base material is about 35 % lower when using modified GMAW instead of pulsed processes or MIG-AC (Fig. 7). These results visualizing an isolated description by the efficiency are not sufficient.

Heat input of different GMAW processes at lower power levels (d = 1 mm CuSi3 or AlMg5, distance contact tube/plate 15 mm, shielding gas flow 15 l/min Ar, welding speed adapted to wire feed speed from 30 to 60 cm/min)
2.3 GMAW at high power level
To achieve higher deposition rates, the wire feed speed has to be increased. At the same time, the welding arc type changes and the process becomes less stable. Other possibilities are using a GMAW-Tandem process or GMAW with flat wire (increased filler material volume), but the efficiency of these processes has not been investigated so far. Compared to the standard round shape of the filler wire, the flat wire has a rectangular shape with a dimension of 4.0 × 0.6 mm2 (length by width); by this fact, the scope of the flat wire is increased. This provides better conditions for electricity transmission in the contact tube as well as an increase of the deposition rate and the welding speed.
Table 2 shows the comparison of the three GMAW process variants in relation to the wire feed speed per one wire.
Also, here, the efficiency decreases by increasing the wire feed speed. Using the same wire feed speeds per wire, the efficiency of GMAW and GMAW-Tandem process is similar. These behaviors are similar for the pulsed process.
The efficiency of GMAW with flat wire is on average 8 % lower compared to the standard GMAW process. The reasons are probably due the different welding arc and melting shape by the changed filler material geometries.
A comparison by the melting rate of the filler material (Fig. 8) is more useful. A melting rate close to 7.5 kg/h can be achieved by wire feed rates of v W = 14 m/min GMAW, v W = 2 × 7 m/min GMAW-Tandem, or v W = 6.8 m/min GMAW with flat wire (4 × 0.6 mm2). The welding arc type of the GMAW process is a spray arc. The arc type of the GMAW-Tandem process is between short circuit and spray arc with dip transfer, and the welding arc type of the flat wire is not comparable with the round geometries [14]. In summary, using the same wire feed speeds and same filler material geometries results in similar efficiencies independent of the process type but higher melting deposition rates can be achieved with higher efficiencies by using high-performance GMAW processes.

Melting deposition rate of different GMAW processes at high power level (d = 1,2 mm G3Si1, distance contact tube/plate 18 mm, shielding gas flow 15 l/min Ar, welding speed adapted to wire feed speed from 60 to 120 cm/min)
2.4 Submerged arc welding
As described above, the efficiencies are at present given in relation to the SAW process. To analyze the influencing parameters for SAW, a special calorimeter, as described in Fig. 1, is used. The parameters welding current and voltage as well as flux type and different filler materials are analyzed.
With the proviso of a constant arc length, the welding current has a minor influence on the efficiency.
Increasing the voltage and accordingly the arc length, the efficiency is reduced (Fig. 9). In parallel, the welding cavern increases. From U = 32 V to U = 38 V, the mass of slag is increased by more than 40 %. Because of the increase of the molten powder volume, less welding energy is useable to heat the basic material and the efficiency is reduced.

Efficiency and welding power of SAW by changing the voltage (CV characteristic, I = 450 A, d = 3,2 mm electrode X2CrNiMoN22-5-3, distance contact tube/plate 25 mm, powder aluminate fluoride EN 760 SA AF 2 DC, welding speed 53 cm/min)
The flux type has a decisive influence on the efficiency and the heat input of SAW (Fig. 10). The difference between aluminate basic and aluminate fluoride is Δη = 6 %. This behavior can be attributed to the exothermic reaction of the welding powder. For example, different chemical contents of manganese and silicon are responsible for a higher exothermic reaction in the flux. Because of the use of two different welding characteristics (Fig. 9 with constant voltage characteristic CV and Fig. 10 with constant current characteristic CC), the welding parameters are different, as well as the wire feed speed. This is why the welding power is on different levels.

Efficiency and welding power of SAW by changing the flux type (CC characteristic, I = 450 A, U = 34 V, d = 3,2 mm electrode X2CrNiMoN22-5-3, distance contact tube/plate 25 mm, welding speed 46 cm/min, wire feed speed 3.85 m/min)
Using flux-cored wire instead of solid wire reduces the efficiency only minimally. On the other hand, the melting deposition rate increases sharply (plus 70 %) and the penetration is reduced up to 60 %.
In summary, the average efficiency of SAW is η = 0.88. This means about 12 % of welding energy is not used for heating the component.
3 Conclusions
In summary, the efficiency of welding processes can be influenced by multifarious coefficients.
GTAW and plasma welding show a similar behavior. This is due to the similar technical principles of action and only welding arc expanding parameters result in a converse effect. The average efficiency for both processes can be summarized as η = 0.75.
Also, the modified processes of GMAW at lower power levels have comparable efficiencies to the standard processes. Indeed, the welding power to melt the same amount of filler material is varied in a wide range. That is why the heat input is not equal for these variants.
GMAW variants at high power levels have a similar and process-independent efficiency if same wire feed speeds and filler material geometries are used. Higher melting deposition rates can be achieved with higher efficiencies by using high-performance GMAW processes.
The average efficiency of SAW is η = 0.88. The main influencing parameters are the welding voltage and the flux type. Using flux-cored wires has a huge influence on the welding geometries but a minor effect on the efficiency.
The full set of experiments and further results and discussions are published in [15].
References
Pepe N, Yapp D (2008) Measurements of process efficiency for a range of MIG/MAG welding process. In: 17th International Conference Computer Technology in Welding and Manufacturing, Cranfield, GB, pp 1–11, ISBN 978-1-903761-07-6
Shinoda T, Hayashi C, Kato Y (2001) Directed plasma fabrication. In: Proceedings of the International Conference of Materials, Helsingor, DK, TIB-RN9585(10), BAM-DS-Proc.13-D076/02, pp 258–267
DuPont JN, Marder AR (1995) Thermal efficiency of arc welding processes. Weld J 74:406–416, ISSN 0043-2296
Giedt WH, Tallerico LN, Fuerschbach PW (1989) GTA welding efficiency: calorimetric and temperature field measurements. Weld J 68:28–32, ISSN 0043-2296
DIN EN 1011-1 (2009) Welding—recommendations for welding of metallic materials–part 1: General guidance for arc welding; German version EN 1011-1
SEW 088 (1993) supplemental sheet 2 “Weldable fine grained steels; guidelines for processing, particular for fusion welding”
Hälsig A, Kusch M, Mayr P (2012) New findings on the efficiency of gas shielded arc welding. Weld World 56(11–12):98–104
Hälsig M (2013) Energy balance study of gas-shielded arc welding processes. Weld World. doi:10.1007/s40194-013-0073-z
Hälsig A, Kusch M, Mayr P (2014) Calorimetric analyses of the comprehensive heat flow for gas metal arc welding. Weld World 59(2):191–199
Jenkins, Mendez, Eagar (2006) Effect of arc welding electrode temperature on vapor and fume composition. Welding Journal, ISSN 0043-2296, pp. 491-496
Schellhase (1985) Der Schweißlichtbogen—ein technologisches Werkzeug, VEB Verlag Technik, 1. issue, Berlin, (only in german)
Soderstrom EJ, Scott KM, Mendez, PF (2011) Calorimetric measurement of droplet temperature in GMAW. Weld J 90:77s–84s, ISSN 0043-2296
Rouffet, Wendt, Gött, Kozakov, Schöpp, Weltmann (2010) Spectroscopic investigation of the high-current phase of a pulsed GMAW process. Br J Appl Phys , ISSN: 0022-3727, issue 43, pp. 1…9, article No.: 434003
Hongming J (2013) Effect of the wire temperature on the weld formation in GMAW. Adv Mater Res 652-654:S. 2289–2292
Dissertation Hälsig (2014) Energetische bilanzierung von lichtbogenschweißverfahren. http://www.qucosa.de/fileadmin/data/qucosa/documents/14024/Dissertation_Andre_Haelsig.pdf, ISSN 2198-6797 (print), ISSN 2198-6789 (online), ISBN 978-3-944640-10-5
Acknowledgments
This work was part of the research project IGF Nr. 15.562B/ DVS-Nr. 03.0378 of the research coalition “Deutscher Verband für Schweißen und verwandte Verfahren e.V.” (DVS) and was promoted by the program for industrial alliance research (IGF). The financial support by the “German Federal Ministry of Research and Technology” via the consortium “AiF” is gratefully acknowledged.
The Cluster of Excellence “Energy-Efficient Product and Process Innovation in Production Engineering”(eniPROD®) is funded by the European Union (European Regional Development Fund) and the Free State of Saxony. Further studies could be conducted only by promoting by the Excellence Initiative of the Chemnitz University of Technology “eniPROD”. For this, promotion and support are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XII - Arc Welding Processes and Production Systems
Rights and permissions
About this article

Cite this article
Haelsig, A., Mayr, P. & Kusch, M. Determination of energy flows for welding processes. Weld World 60, 259–266 (2016). https://doi.org/10.1007/s40194-016-0297-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-016-0297-9