
Abstract
Welding as a thermo-mechanical joining process generally induces residual stresses and distortion in welded components or structures. Mechanical post-treatment methods as the high-frequency mechanical impact treatment (HFMI) reduces the geometrical notch and introduces compressive stresses in the locally treated weld toe area, whereas post-weld heat treatment (PWHT) globally affects the whole structure. In this paper, the fatigue strength of HFMI-treated transverse non-load-carrying attachments and cruciform joints made of structural mild steel S355 before and after PWHT is investigated. Comprehensive tumescent fatigue tests and evaluation of notch topography, residual stress and distortion show the influence of the investigated post-treatment methods. To analyse the effect of distortion on the resulting stress condition during the fatigue tests, simulations and strain gauge measurements are carried out for different load cases. Finally, a local fatigue assessment based on the effective notch stress approach shows that an additional PWHT is not beneficial for fatigue strength. As an increase in distortion of the samples, and an influence on the base material properties, caused by the heat-treatment is not observable, the decrease in fatigue is mainly caused by the entire relieve of manufacturing induced (as-welded/HFMI-treated) prior compressive residual stresses to an almost zero stress value.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
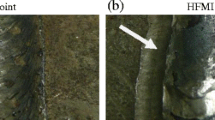
To analyse the fatigue strength of welded, high-frequency mechanical impact (HFMI)-treated, and finally, post-weld heat-treated (PWHT) joints, two different specimen types, a transverse non-load-carrying attachment and a load-carrying cruciform joint, are investigated (see Fig. 1). For the base material of the specimens, a mild construction steel S355 exhibiting a sheet thickness of 12.5 mm is utilised. A width of 80 mm leads to a plain strain condition at the specimen centre and ensures crack initiation at the weld toe within this area.

Investigated joint types: transverse non-load-carrying attachment (a) and load-carrying cruciform joint (b)
In order to investigate the effect of distortion by the post-treatment techniques, it has to be verified that both investigated joint types exhibit the weld toe as fatigue crack initiation point in order to gain comparable results. In case of the load-carrying cruciform joint, special attention was given during the manufacturing process to ensure a full-penetrated weld and to prevent potential fatigue crack initiation at the weld root, as shown in [1, 2], whereas the influence of root fatigue cracking on the lifetime of cruciform joints is investigated. According to the IIW recommendation [3], the nominal fatigue strength at two million load cycles for fatigue failures from the weld toe possesses FAT71 for fully penetrated cruciform joints and FAT80 for transverse non-load-carrying attachments. These values are basically valid for a reference plate thickness of t ref = 25 mm. By the recommended modification for different wall thicknesses in [4], a benign thinness effect might be considered and would increase the fatigue strength by about 20 %, but for the purpose of a conservative assessment, this benefit is not applied in this study.
2 Specimen manufacturing
2.1 Welding
As the first step of the specimen manufacturing process, manually welding by GMAW using an active shielding gas is performed. As the quality of the seam welds has a significant influence on the fatigue strength of welded joints [5], all specimens are welded in position PA to ensure high-quality welds without defects at the weld toe. A plate spanning over three-specimen width is welded, and subsequently the specimens are machined out of the welded plate. The residual stress conditions are therefore almost equal for every single specimen. In sum, about 200 specimens consisting of eight test series are welded in order to achieve statistically assured fatigue test results. Additional specimens of the produced lot were taken for accompanying characterization of the local properties, e.g. residual stress, microstructure, hardness and local topography measurements.
2.2 HFMI treatment
Subsequent to the welding process, about half of the specimens are HFMI-treated at the weld toe using the PIT System [6]. The aim of this mechanical post-weld treatment method is an improvement of the local notch topography in order to reduce the notch effect [7], a superposition of compressive residual stresses [8] and a local hardening of the material [9]. For the investigated joint types, a tip radius of 2 mm of the hardened pin is applied, which fits well to the weld seam geometry. The angle of the pin axis with respect to the plate surface is set between 30°and 60°, the angle of the pin axis with respect to the direction of travel to about 90° and the working speed between 1 and 3 mm/s. To ensure a high-quality post-treated weld toe, the HFMI-treatment is performed in accordance to the proposed procedures and quality assurance guidelines depicted in [10].
2.3 Stress relief annealing as PWHT
To investigate the effect of a PWHT, additional specimen series are stress relief annealed. According to the recommendations for welded steel structures provided in [11], the process temperature for the stress relief annealing process should be within 530 and 580 °C. The annealing time has to be 2 min for 1 mm wall thickness, but at least 30 min. To analyse the needed time for thorough warming of the specimen in the oven, a numerical model is set up (see Fig. 2). After 730 s, the target value of 550 °C is reached at the specimen core, and up there, the annealing time of 30 min begins.

Numerical analysis of specimen through heating
3 Characterization of local properties
3.1 Weld toe topography
To compare the weld toe topography before and after HFMI treatment, the weld toe region is inspected by light optical microscopy of metallographic sections (see Fig. 3). Geometric parameters like weld toe radius, undercut and depth of notch are evaluated to gain additional background information. In case of the as-welded condition, the local weld toe radius ranges from 0.3 up to 1 mm which leads to a feasible geometrical notch effect. In case of HFMI-treated specimens, the radius increases up to about 2 mm which equals to the radius of the hardened tool pin. This leads to a significant reduction of the stress concentration at the weld toe shown by numerical investigations for different joint geometries in [12].

Weld toe topography of as-welded (a) and HFMI-treated joint (b)
3.2 Residual stress condition
To characterize the local residual stress conditions for the investigated process conditions of the specimens, comprehensive residual stress measurements based on the X-ray diffraction method [13] are performed. Thereby, the residual stresses are evaluated based on CrK\( \alpha \) radiation using the d(sin2 Ψ) cross-correlation method, a collimator size of 1 mm, a duration of exposure of 20 s and a Young’s modulus of 2.1 GPa. In Fig. 4, the position for the measurements of the as-welded and HFMI-treated specimens before PWHT is given. Thereby, two measurement points at the centre of two opposite weld seams are chosen. All residual stress values are measured in the transversal direction to the weld seam, which equals the loading direction of the specimens.

Residual stress measurement positions for as-welded and HFMI-treated condition before PWHT
In Fig. 5, the results of the residual stress measurements before PWHT are displayed. The surface residual stress distributions show a significant decrease of the residual stress state at and up to a distance of 3 mm from the weld toe. Due to multi-run seam and annealing effects, no pronounced high-tensile residual stresses emerge in the as-welded condition. Subsurface measurements were performed by subsequent etching of surface layers, and the results confirm the beneficial effect of the HFMI treatment. Up to a depth of 2 mm and above, compressive residual stresses exist which counteract the external tensile stresses during operation. This reduces the local effective stress range at the weld toe which increases the lifetime.

Surface (a) and depth (b) residual stress distributions before PWHT
As shown in [14], the residual stress condition of welded joints has a remarkable influence on the fatigue behaviour. Therefore, it is important to investigate possible residual stress relaxation and redistribution effects due to static overloads and cyclic loading during operation. In [15, 16], experimental investigations based on static and cyclic tests on butt joints made of mild- and high-strength steel exhibit the change of the initial residual stress condition in dependence of static tensile and compressive pre-loadings, different load stress ranges and stress ratios. The results reveal that for high-strength steels, no residual stress relaxation occurs at stress ratios of R = −1 and 0.1. Only for mild steel, a residual stress relaxation can occur at high-load tensile stresses.
In order to proof the effectiveness of the PWHT, surface residual stress measurements at three points for each weld seam are performed (see Fig. 6).

Residual stress measurement positions for HFMI-treated condition before and after PWHT (points in brackets are on the opposite side of the specimen)
The results before PWHT of four specimens are summarized in Table 1. The values given in Fig. 5 are confirmed. At some points, tensile residual stresses are measured which might emerge due to a possible distortion of the specimen base plate during the HFMI treatment caused by counteracting local plastic strains.
Subsequent to these measurements, the specimens are PWHT in accordance to the described process parameters. Afterwards, residual stress measurements at the same specimens and measurement points are conducted to proof the stress relief.
The results after PWHT of the four investigated specimens exhibit that at all measurement points the residual stress state possesses a value of 0 ± 20 MPa. As the relative scattering compared to the nominal stress value is high near a stress level of 0 MPa, a more detailed evaluation is not available. However, the results show values of about zero, which reveal that the PWHT is totally effective for the examined specimens.
To ensure a stress relief also in depth, additional measurements at two points are performed (see Fig. 7). The results show that the residual stress condition is almost equal to zero also up to a depth of 1.5 mm which is significant for the technical crack initiation and propagation.

Residual stress measurements in depth at weld toe for HFMI-treated specimens after PWHT
Summing up, the residual stress measurement results prove the effectiveness of the PWHT at which the residual stresses at the weld toe are almost equal to zero at the surface and in depth.
3.3 Microstructure and hardness
In general, the aim of PWHT is a reduction of the residual stresses and, as the annealing temperature is below the austenite phase, no significant influence by PWHT on the material behaviour is expected. Nevertheless, to analyse the effect of stress relief annealing on the base material properties, microstructural analysis and hardness measurements before and after PWHT are performed. Figure 8 depicts the microstructure at the HFMI-treated weld toe region of the investigated transverse non-load-carrying attachment, illustrating the base material (BM), heat-affected zone (HAZ) and filler metal (FM). A detailed analysis of the base material shows a ferritic-pearlitic microstructure, which is common for structural mild steel plates. Additionally, a fine-grained microstructure in the surface layer of the weld toe is identifiable, caused by the local plastic deformation of the HFMI treatment in this area.

Micrograph of weld toe region and detailed representation of base material microstructure before PWHT
To determine possible changes in microstructure due to PWHT, a quantitative assessment of the grain size according to [17] is executed. Thereby, the ASTM grain size number G is evaluated, which is defined by Eq. 1 determining the number of grains N AE per square inch at ×100 magnification.
In this work, the average grain size of the steel microstructure is evaluated based on a planimetric measurement of the grain area by particle counting. The results are displayed in Fig. 9, whereas the grains are pigmented and labelled according to the ASTM grain size number G. Before PWHT, (a) the mean grain size value exhibits a value of G = 10.5 equalling an average grain diameter of 9.4 μm. In comparison, after PWHT, (b) the mean grain size is evaluated as G = 10.0 leading to an average grain diameter of 11.2 μm. Several metallographic base metal sections were evaluated at magnifications from ×20 to ×50, implying at least 100 to 1000 evaluated grains per image. The ASTM grain size numbers standard error of the Gaussian-distributed counting is less than S G = 0.06 in both cases, which supports the evaluated difference of ΔG = 0.5. Beside this quite small difference in mean grain size, the standard deviation of both distributions is calculated to about σ G = 1.4 and therefore significantly larger than the observed mean value offset. A comparison of the evaluated average grain diameters with investigations in [18, 19] based on the Hall-Petch relationship [20, 21] shows that the values match well and are suitable for the yield strength of the investigated mild steel.

Evaluated G numbers for base material before (a) and after PWHT (b)
In addition, hardness measurements are conducted to assess the local hardness distribution in order to validate the grain size analysis based on the microstructure. Figure 10 pictures the measured hardness values in the BM (x ≤ 4 mm and x ≥ 17 mm), HAZ (4 < x ≤ 5 mm and 15 ≤ x < 17 mm) and FM (5 < x < 15 mm) for the investigated transverse non-load-carrying attachment before and after PWHT.

Hardness measurement results
The results exhibit that PWHT is not essentially affecting the local hardness for all measured areas. A slight reduction of the hardness in the base material at x ≤ 4 mm by the PWHT is observed, which is in accordance to a minor increase of the average grain diameter in this area. Especially at the weld toe region at about x = 4 mm, whereat crack initiation occurs in the fatigue tests, also no major influence by the PWHT is observable. Summarized, the presented statistical evaluation and hardness measurement results prove that stress relief annealing as PWHT is not significantly affecting the microstructure of the investigated base material. Therefore, a certain influence of PWHT on the fatigue strength can be mostly assigned to a relaxation of the beneficial compressive residual stress condition.
4 Fatigue tests
All series are tested with a tumescent testing load applying a stress ratio of R = 0.1. The fatigue assessment in the finite life regime is conducted using the evaluation procedure according to [22] and a survival probability of P S = 97.7 %. The abort criterion for the fatigue tests is total rupture, and the run-out level is set to a number of twenty million load cycles. The fatigue assessment in the high-cycle fatigue region is performed based on the procedure in [23] and assuming a second slope of k′ = 22 which is suggested in [3]. Figure 11 shows the nominal fatigue test results for the transverse non-load-carrying attachment.

Nominal fatigue test results of transverse non-load-carrying attachment
A comparison of the as-welded and HFMI-treated condition before PWHT indicates that the major improvement due to the post-treatment takes place in the high-cycle fatigue region caused by a shift of the transition knee point from 3 × 106 to a significantly lower number of 8 × 105 load cycles. At the run-out level of twenty million load cycles, a benefit of 50 % in terms of fatigue strength can be stated by the HFMI treatment.
In the finite lifetime region, both conditions exhibit an almost identical fatigue strength with a minor deviation of the slope with k = 4.1 for the as-welded and a slightly shallower value of k = 4.8 for the HFMI-treated S/N curve. After PWHT, the fatigue behaviour of both states decreases substantially. Especially in case of the HFMI-treated joints, the fatigue strength at the run-out level declines from 160 MPa down to 90 MPa which equals to a drop by 45 %. For the as-welded condition, the influence of the PWHT is not that significant, but nevertheless, the fatigue strength decreases from 120 MPa to 90 MPa representing a drop of 25 %. The slope in the finite life region is slightly decreasing due to the PWHT, but the consequence is not as fundamental. Summing up, the nominal fatigue test results for the transverse non-load-carrying attachment show that the effect of the stress relief annealing as PWHT is remarkable in case of HFMI-treated joints, whereas for the as-welded specimens, the influence is minor, but also not negligible. In Fig. 12, the nominal fatigue test results for transverse load-carrying cruciform joints are depicted.

Nominal fatigue test results of transverse load-carrying cruciform joints
Basically, the same tendencies as for the transverse non-load-carrying attachments can be evaluated. Without PWHT, an increase from 105 MPa up to 150 MPa by the HFMI treatment is recognizable in the high-cycle fatigue region at twenty million load cycles. Also in this case, the transition knee points shift significantly from 2 × 106 for the as-welded down to 3 × 105 load cycles for the post-treated condition. But after PWHT of the HFMI-treated joints, the fatigue strength at the run-out level decreases dramatically down to 75 MPa equalling a drop of 50 %. Due to lack of specimens in case of the as-welded state, only a few fatigue tests were possible and therefore, a statistical evaluation of the S/N curve is not possible. However, the depicted test results show that the as-welded condition also decreases due to the PWHT. Similar tendencies are evaluated at the characteristic fatigue strength at two million load cycles (FAT class), as shown in Table 2.
5 Fatigue assessment
5.1 Influence of distortion on local stress condition
5.1.1 Distortion measurements
For the evaluation of the distortion, each specimen is measured with the aid of a coordinate measurement table (see Fig. 13). Based on the measured data, characteristic distortion values are evaluated, such as axial misalignment e, angular misalignment \( \alpha \) and/or t and torsion misalignment φ. The assessed data act as input for subsequent numerical analyses to calculate the influence of distortion on the local stress condition of the specimen after clamping. The results of the measurements show a significant difference between the transverse non-load-carrying attachments and load-carrying cruciform joints but also depict the change due to the HFMI treatment and the final PWHT. The effect of these post-treatment methods is clearly shown in the numerical analyses and strain gauge measurements.

Coordinate measurement table and evaluated characteristic values
5.1.2 Numerical analysis and strain gauge measurements
As the evaluated distortion measurements show a change of the measured values due to the HFMI treatment and the subsequent PWHT, numerical analyses and strain gauge measurements are performed to analyse the influence of distortion on the fatigue strength in detail. Basically, the clamping process before beginning of the fatigue test is of great importance because at this stage the distorted specimen is forced to straighten whereby local stress conditions arise which act as local mean stresses in addition to the external loads. Figure 14 shows the clamping of the specimens in the jaws and an overview of the strain gauge positions. In sum, seven strain gauges are applied at both sides of the specimens to evaluate the local strain/stress state properly.

Clamping (a) and overview of strain gauge positions for investigated specimens (b)
Besides the experimental measurements, a linear-elastic finite element model is built-up to analyse the local stress condition after clamping numerically (see Fig. 15). Thereby, the specimens are modelled based on the measured distortion values and the clamping jaws are also incorporated in accordance to the real conditions to ensure comparable results.

Model for numerical distortion analysis [29]
In addition to the clamping process, a static load is applied to analyse the effect of the local stress condition induced by the distortion of the specimens on the local mean stress state during fatigue testing. Figure 16 illustrates the results of the numerical analysis for a HFMI-treated transverse non-load-carrying attachment before PWHT. Thereby, the modelled distortion values based on the measurements are an axial misalignment e = 0.1 mm, an angular misalignment \( \alpha \) = 0.3° / t = 0.4 mm and a torsion misalignment φ = 0.1°.

Results for transverse non-load-carrying attachment (depicted with stress in longitudinal axis of the specimen) [29]
A detailed presentation of the computed stresses and a comparison to the strain gauge measurement results for a transverse non-load-carrying attachment are given in Fig. 17. The stress values are evaluated in the longitudinal axis at the specified strain gauge positions of the specimen.

Comparison of simulated and measured results for transverse non-load-carrying attachment
In general, no significant influence due to the distortion of the specimen after clamping and after an additional external nominal static load of 183 MPa is assessed. The numerical and measured stress values are in a good compromise and within a range of ±40 MPa for both specimen sides. The local mean stress condition due to the distortion is comparable low caused by the relatively small distortion of the analysed specimen in this case. In Fig. 18, the results of the numerical analysis of an HFMI-treated transverse load-carrying cruciform joint before PWHT are depicted.

Results for transverse load-carrying cruciform joint (depicted with stress in longitudinal axis of specimen) [29]
The modelled distortion values based on the measurements are significant greater compared to the transverse non-load-carrying attachment and show an axial misalignment e = 0.1 mm, an angular misalignment \( \alpha \) = 1.4° / t = 2.0 mm and a torsion misalignment φ = 0.3°.
A detailed presentation of the computed stresses and a comparison to the strain gauge measurement results for a load carrying cruciform joint are given in Fig. 19.

Comparison of simulated and measured results for transverse load-carrying cruciform joint
After clamping, the computed and measured stress values show high tensile stresses up to 150 MPa at specimen side #1 at the strain gauge positions 1 to 4 and similarly compressive stresses of −150 MPa at specimen side #2 at the strain gauge positions 5 to 7. After an external nominal static load of 183 MPa, the effect of this stress condition is clearly visible.
At specimen side #1, the tensile stress state due to the distortion is superimposed with the tensile nominal static stress which leads to high local mean stresses up to 400 MPa, compare to strain gauge position 3. On the contrary, on the other side #2 of the specimen, the compressive stress condition by the distortion reduces the local mean stress whereas maximum stress values of 40 MPa exist. Summing up, the great distortion of the specimen leads to a difference of a factor of ten for the local mean stress state during fatigue testing comparing both specimen sides. The tensile loaded side #1 of the specimen exceeds the external applied mean stress up to a factor of two. As the local mean stress condition acts as residual stress during fatigue testing, the effect of such great welding distortions on the local R-ratio and the fatigue strength is described in [10]. Based on the presented results, further analyses for HFMI-treated specimens before and after PWHT are arranged to investigate the influence of distortion on the local mean stress condition in particular. In Fig. 20, the influence of PWHT on distortion of HFMI-treated specimens by a comparison of the simulated and measured local stress values after clamping is depicted.

Influence of PWHT on distortion based on simulated and measured results after clamping of the specimen
For the transverse non-load-carrying specimens, only a minor effect by the PWHT on the local stress condition after clamping can be evaluated. The results are within the same range, and the difference between the PWHT-stages is not significant. In the case of the transverse load-carrying cruciform joint, an increased influence due to the PWHT is recognizable. The local stresses after clamping decrease from about 150 MPa down to 100 MPa for the investigated specimen (1) and even down to 50 MPa for specimen (2). This results in a significant change in the local stress conditions at the weld toe during fatigue testing as mentioned before. In general, the measured and simulated results confirm the distortion measurements whereas the same tendencies for the two different specimen geometries take place.
The distortion of specimens by the manufacturing process affects the local stress condition after clamping especially for the investigated transverse load-carrying cruciform joint specimens whereas great distortion values after welding are measured. For the same joint types, PWHT reduces the distortion and therefore the local stresses after clamping by about 30 %. For the analysed transverse non-load-carrying specimen, only minor influences by distortion and the subsequent PWHT are recognizable which is also confirmed by distortion measurements.
5.2 Effective notch stress approach
To assess the local fatigue strength of the investigated test series, an assessment based on the effective notch stress approach [24] is performed. Therefore, the stress concentration factor at the weld toe is numerically evaluated based on the recommendations given in [25]. The results show a local stress concentration of K t,r = 1mm = 2.76 (see Fig. 21).

Stress concentration factor at weld toe
A proposal to assess the fatigue strength HFMI-treated joints is given in [26, 27]. Thereby, the proposed fatigue strength at two million load cycles for HFMI-treated joints with a base material yield strength of 235 < fy ≤ 355 MPa is 320 MPa in case of an assessment by the effective notch stress approach applying a reference radius of 1 mm at the weld toe. The recommended notch fatigue strength for the as-welded condition is 225 MPa (see [3]). The value is generally only valid for HFMI-treated joints without PWHT. A comparison of the assessed fatigue strength values based on the effective notch stress approach is shown in Table 3.
The results show that in case of the transverse non-load-carrying attachment, the as-welded specimens exceed the recommended values for both conditions, before and after PWHT. In the HFMI-treated state also after the PWHT, the notch fatigue strength at two million load cycles is slightly higher with 330 MPa than the proposed value of 320 MPa. On the contrary, in the transverse load-carrying cruciform joints in the HFMI-treated condition after PWHT, the notch fatigue strength shows a value of 235 MPa which is significantly below the proposed 320 MPa, whereupon the as-welded state exceeds the recommended value of 225 MPa.
6 Conclusion
The influence of stress relief annealing as PWHT on as-welded and HFMI-treated mild steel S355 joints is investigated for two different joint geometries. Residual stress measurements prove the effectiveness of the PWHT whereas the residual stress condition after heat treatment is almost equal to zero both at the surface and in depth. A detailed inspection of the microstructure and hardness indicates no significant changes of the base material properties due to the PWHT. Strain gauge measurements and numerical analyses to evaluate the local stress condition after clamping confirm the measured distortion values and exhibit a significant effect on the local stresses at the weld toe. A local fatigue assessment based on the effective notch stress approach leads to the following conclusions:
-
As-welded condition: Based on the investigated test series, the recommended FAT class of 225 MPa is exceeded before and after PWHT.
-
HFMI-treated condition: In case of the transverse non-load-carrying attachment, the assessed fatigue strength exceeds the proposed value of 320 MPa before and after PWHT. For the transverse load-carrying cruciform joints, the evaluated fatigue strength after PWHT is reduced below the proposal.
-
As observed in these investigations of 12.5-mm-thick welded joints made of structural steel and optional HFMI post-treatment, an additional PWHT is not beneficial for fatigue strength. As an increase in distortion of the samples, and an influence on the base material properties, caused by the heat treatment is not observable, the decrease in fatigue is mainly caused by the entire relieve of manufacturing induced (as-welded/HFMI-treated) prior compressive residual stresses to an almost zero stress value.
Experimental investigations in [28] involving fatigue tests at high R-ratios show that due to a residual stress relaxation of the compressive residual stress state during fatigue testing, the benefit of the HFMI treatment might be limited. This confirms the evaluated results within this paper, whereas the compressive residual stresses by the HFMI treatment are significant for the fatigue enhancement, especially in the high-cycle fatigue region.
References
Kainuma S, Mori T (2008) A study on fatigue crack initiation point of load-carrying fillet welded cruciform joints. Int J Fatigue 30:1669–1677
Saiprasertkit K, Sasaki E, Miki C (2014) Fatigue crack initiation point of load carrying cruciform joints in low and high cycle fatigue regions. Int J Fatigue 59:153–158
Hobbacher A (2009) IIW recommendations for fatigue design of welded joints and components, WRC bulletin 520. The Welding Research Council, New York
Lotsberg I (2014) Assessment of the size effect for use in design standards for fatigue analysis. Int J Fatigue 66:86–100
Barsoum Z, Jonsson B (2011) Influence of weld quality on the fatigue strength in seam welds. Eng Fail Anal 18:971–979
Gerster P., Schäfers F. and Leitner M (2013) Pneumatic impact treatment (PIT)-application and quality assurance. IIW-Document XIII-WG2-138-13
And LM, Stoschka M (2012) Influence of steel grade on the fatigue strength enhancement by high frequency peening technology on longitudinal fillet weld gusset. J Eng Technol 1(3):80–90
Cheng X, Fisher J, Prask H, Gnäupel-Herold T, Yen B, Roy S (2003) Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int J Fatigue 25:1259–1269
Weich I (2011) Edge layer condition and fatigue strength of welds improved by mechanical post-weld treatment. Welding in the World 55(1/2):3–12
Marquis G, Barsoum Z (2014) Fatigue strength improvement of steel structures by high-frequency mechanical impact: proposed procedures and quality assurance guidelines. Welding in the World 58:19–28
SEW 088 (1976) Schweißgeeignete Feinkornbaustähle - Richtlinien für die Verarbeitung, besonders für das Schweißen (Weldable Fine Grained Steels; Guidelines For Processing, Particular For Fusion Welding). Stahl-Eisen-Werkstoffblatt 88, in German
Leitner M (2013) Local fatigue assessment of welded and high frequency mechanical impact treated joints. Doctoral thesis, Montanuniversität Leoben
Rossini NS, Dassisti M, Benyounis KY, Olabi AG (2012) Methods of measuring residual stresses in components. Mater Des 35:572–588
Krebs J, Kassner M (2007) Influence of welding residual stresses on fatigue design of welded joints and components. Welding in the World 51(7/8):54–68
Farajian M, Nitschke-Pagel T, Dilger K (2010) Mechanisms of residual stress relaxation and redistribution in welded high-strength steel specimens under mechanical loading. Welding in the World 54(11/12):366–374
Weich I, Ummenhofer T, Nitschke-Pagel T, Dilger K, Eslami H (2009) Fatigue behaviour of welded high-strength steels after high frequency mechanical post-weld treatments. Welding in the World 53(11/12):322–332
ASTM International (2003) Designation E112-96 standard test methods for determining average grain size. Reapproved
Lehto P, Remes H, Saukkonen T, Hänninen H, Romanoff J (2014) Influence of grain size distribution on the Hall-Petch relationship of welded structural steel. Mat Sci Eng A 592:28–39
Liu MY, Shi B, Wang C, Ji SK, Cai X, Song HW (2003) Normal Hall-Petch behavior of mild steel with submicron grains. Mater Lett 57:2798–2802
Hall EO (1951) The deformation and ageing of mild steel: III discussion of results. Proceedings of the Physical Society Section B 64(9):747–753
Petch NJ (1953) The cleavage strength of polycrystals. J Iron Steel Inst 174:25–28
ASTM International (1998) Designation E739-91: standard practice for statistical analysis of linear or linearized stress-life (S-N) and strain-life (ε-N) fatigue data. Reapproved
Hück M (1983) Ein verbessertes Verfahren für die Auswertung von Treppenstufenversuchen. Z Werkstofftechnik 14:406–417
Sonsino CM, Fricke W, de Bruyne F, Hoppe A, Ahmadi A, Zhang G (2012) Notch stress concepts for the fatigue assessment of welded joints—background and applications. Int J Fatigue 34:2–16
Fricke W (2008) Guideline for the fatigue assessment by notch stress analysis for welded structures. IIW-Document XIII-2240r1-08/XV-1289r1-08.
Yildirim H, Marquis GB, Barsoum Z (2013) Fatigue assessment of high frequency mechanical impact (HFMI)-improved fillet welds by local approaches. Int J Fatigue 52:57–67
Yildirim H, Marquis GB (2014) Fatigue design of axially-loaded high frequency mechanical impact treated welds by the effective notch stress method. Mat Des 58:543–550
Mikkola E, Doré M, Marquis GB, Khurshid M (2015) Fatigue assessment of high-frequency mechanical impact (HFMI)-treated welded joints subjected to high mean stresses and spectrum loading. Fatigue & Fracture of Engineering Materials & Structures 38:1167–1180
Putz A (2013) Effect of geometrical imperfections on test results of small-scale welded specimens. University of Technology, Graz
Acknowledgements
Financial support by the Austrian Federal Government (in particular from Bundesministerium für Verkehr, Innovation und Technologie and Bundesministerium für Wirtschaft, Familie und Jugend) represented by Österreichische Forschungsförderungsgesellschaft mbH and the Styrian and the Tyrolean Provincial Government, represented by Steirische Wirtschaftsförderungsgesellschaft mbH and Standortagentur Tirol, within the framework of the COMET Funding Programme is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Leitner, M., Mössler, W., Putz, A. et al. Effect of post-weld heat treatment on the fatigue strength of HFMI-treated mild steel joints. Weld World 59, 861–873 (2015). https://doi.org/10.1007/s40194-015-0265-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-015-0265-9