
Abstract
The major challenge of today’s manufacturing industry in tackling demands for a wider range of products with short life-cycle times and meeting customisation requirements has drawn considerable attention towards flexibility in manufacturing systems. As a prominent part of a manufacturing system, an assembly system provides a platform for increasing efficiency while delivering various market demands. However, owing to the dearth of a unified and clear definition of the constituents of flexible assembly systems, in both theory and practice, the recognition of flexibility in assembly systems still remains elusive. In order to establish a sound base for discussing the constituents of flexible assembly systems, this research paper explores the literature concerning flexibility in manufacturing and assembly as well as in flexible systems management domains. To reflect an industrial perspective, a multiple case study of five manufacturing plants in the heavy vehicle industry is performed. By identifying six essential constituents of flexibility in assembly systems, the study proposes a clear definition of flexibility in assembly systems which mainly revolves around mix and volume flexibility. To further enhance the findings, the compatibility of a few previously identified types of manufacturing flexibility in the assembly systems of the case plants is investigated and additional dimensions of flexibility in assembly systems are revealed. Finally, the implications for theory and practice as well as suggestions for future research are discussed.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Increasing customer demands for various types of products often accompanied by short life cycles have directed manufacturing companies towards mass customisation and the introduction of a wide range of products to gain a competitive edge in the market. To cope with these changes, “flexibility” has emerged as an enabling tool for performance excellence that offers competitive advantages (Zhang et al. 2003; Lloréns et al. 2005; Mishra et al. 2014). The basic competitive priorities are generally considered by academics and professionals to be quality, delivery, price, and flexibility (Olhager and West 2002). In fact, flexibility has a recognised role in supporting the other three competitive criteria such as cost, quality, and delivery (Bolwijn and Kumpe 1990). Additionally, flexibility positively impacts on providing an environment for product innovation in manufacturing plants (Oke 2013).
Over the last three decades, manufacturing flexibility has been under the spotlight and has been discussed by many scholars. However, the discussion around flexibility started long before this, as early as in the 1930s by Stigler (1939). Over the years, many research studies have been carried out focusing on flexibility in a manufacturing context, identifying different types or dimensions of flexibility, and various approaches towards their measurement (see e.g. Beach et al 2000a; Vokurka and O’Leary-Kelly 2000; Koste et al. 2004; ElMaraghy 2005; Ali 2012; Jain et al. 2013; Dubey and Ali 2014). The number of publications shows an emerging significance of research in the field of manufacturing flexibility in subsequent years, the number of studies growing to almost three and half times during the period of 2008–2013 compared to the period of 1987–1995 (Mishra et al. 2014). The recent reviews carried out on manufacturing flexibility in the 2000s, highlighted the fact that despite the extensive amount of work performed, there still remained a lack of complete understanding of the concept and pointed to future research opportunities (Wilson and Platts 2010). Considerable research is necessary before we can arrive at a general, empirical understanding of the actions managers should take to improve the various facets of flexibility (Upton 1997).The emerging significance of flexibility is not only limited to the theoretical research in the area, but stems from the needs in industry as well. The focus of the manufacturing companies in the competitive environment is shifting towards flexibility. For instance, the recent findings in Renault’s manufacturing strategy focuses on new paradigms away from inflexible one-plant/one-vehicle policies towards highly flexible machines and manufacturing platforms that are capable of producing multiple products (Jain et al. 2013).
Since assembly is a key subset of manufacturing systems, the shift towards flexibility in manufacturing companies also raises the importance of flexible assembly systems for manufacturing companies. Flexible assembly lines are gaining significant value due to their practical importance and theoretical challenge (Barutçuoğlu and Azizoğlu 2011). Although flexible assembly systems have not been as widely discussed in the literature as flexible manufacturing itself, despite their importance, they appear to suffer from a similar ambiguity regarding the concept both in theory and practice. The research studies carried out in the domain of flexible assembly systems have mainly approached the design (see e.g. Lee and Stecke 1996; Bukchin and Tzur 2000; Kumar et al. 2000; Edmondson and Redford 2002; Nakase et al. 2002; Barutçuoğlu and Azizoğlu 2011) and the balancing and scheduling (see e.g. Zha et al. 1998; Sun et al. 2002; Sawik 2004; Zhang et al. 2005; Guo et al. 2008; Vincent et al. 2014) issues of flexible assembly systems. While a few research works have briefly defined the flexible assembly system they have focused on, they neither propose a clear picture of that flexible assembly system nor define its constituents. This has impacted the attempts to design flexible assembly systems and has turned design into a complicated activity. The selection and design of flexible assembly systems is considered to be a very challenging task (Rosati et al. 2013). A proper understanding of the constituents of flexibility is important since it facilitates achieving flexibility in assembly systems through its different facets for manufacturing companies. However, no previous research work provides a clear definition of flexible assembly and its essential constituents based on the practices in industry.
The objective of this paper is to provide an empirical definition of a flexible assembly system -stemming from the existing practices in industry- and to identify key constituents of flexibility within assembly systems, through a case study performed in five manufacturing plants. The paper has been organised as follows: by reviewing a variety of previous research, an overview of the three research areas of flexible systems management, flexible manufacturing systems and flexible assembly systems is presented (“Underpinning Theory of Manufacturing Flexibility” section) to form a theoretical background for the case study. Then the methodology of this research is described (“Research Methodology” section) and followed by the empirical findings from the cross-case synthesis (“Empirical Findings in Cross-case Synthesis” section). Final discussion around the findings of the research is offered in “Discussion” section. The conclusion, remarks on the limitations of this study and a few suggestions for future research are presented in “Conclusion” section.
Underpinning Theory of Manufacturing Flexibility
Focusing on the topic of flexibility, the theoretical background of this study covers the concept of flexible systems management (“Flexible Systems Management” section), flexible manufacturing systems (“Flexible Manufacturing Systems” section) and flexible assembly systems (“Flexibility in Assembly Systems” section).
Flexible Systems Management
A synthesis of thesis and antithesis, by exercising freedom of choice, exhibits ‘systemic flexibility’, which is the basis of an evolving paradigm, namely flexible systems management (Sushil 1997). The research developed in the area of flexible systems management, regards flexibility primarily as a managerial task. Flexibility has many dimensions: firstly, flexibility is perceived to be a managerial task (Sharma et al. 2010). According to this school of thought, flexibility is not merely related to technology but flexibility is more deeply rooted in the strategic management processes of organisations (Sharma et al. 2010). Connected to the issues of change and continuity, (Sushil 2012a, b) suggested a typology of strategies for different combinations of continuity and change forces acting on an enterprise, out of which the flowing stream strategy is further developed and presented in terms of its principles and key strategic channels. Consideration of the managerial aspects of flexibility provides an important facet through which flexibility in manufacturing and assembly systems could also be regarded.
Flexible Manufacturing Systems
The reviews conducted on manufacturing flexibility, [e.g. (Beach et al. 2000a; Terkaj et al. 2009; Jain et al. 2013; Mishra et al. 2014)] reflect the amount of efforts made in the last three decades to define and categorise flexibility. The early works made by Browne et al. (1984) and Sethi and Sethi (1990) are still considered as the solid foundations of manufacturing flexibility research and are extensively referred to in the recent research works. Browne et al. (1984) defined eight types of flexibility and discussed the measurement of each type. In a comprehensive survey Sethi and Sethi (1990) noticed over 50 different terms for various types of flexibility in manufacturing literature and thus described flexibility as a complex, multidimensional, and a hard-to-capture concept. Following the remark made by Sethi and Sethi (1990), other researchers also emphasised the complex nature of flexibility (Upton 1994; Gupta and Buzacott 1996).
In an early definition Gupta and Goyal (1989) discussed the fact that flexibility is important to accommodate changes in the operating environment and can be utilised as an adaptive response to unpredictable situations. In addition, flexibility ensures that the manufacturing process is both cost efficient and effective in the sense that it can produce customised products without sacrificing either objective (Gupta and Somers 1992). Adding to this definition, Upton (1994) depicted flexibility as the ability to change or react with little penalty in time, effort, cost, or performance. Furthermore, flexibility is regarded as a means of providing a competitive advantage for manufacturing systems (Bengtsson and Olhager 2002; Zhang et al. 2003; Lloréns et al. 2005) which could also support the other performance objectives such as cost, quality, and delivery (Bolwijn and Kumpe 1990). A flexible manufacturing system is an integrated system of manufacturing machine modules and material handling equipment under computer control for the automatic random processing of palletised parts (ElMaraghy 2005). The connection between manufacturing flexibility and strategy, as an important aspect affecting the performance of firms, has been discussed and proved to exist (Beach et al. 2000b; Koste and Malhotra 2000; Zhang et al. 2003; Lloréns et al. 2005; Wadhwa et al. 2009; Esturilho and Estorilio 2010). The strategic goals of an organisation determine the manufacturing capabilities by means of which it will compete in the marketplace (Koste and Malhotra 2000). In one study by Lloréns et al. (2005) the impact of environmental factors and internal resources on flexibility was investigated and also the impact of flexibility on the performance of the organisation was drawn to attention.
Flexibility is widely considered as the ability to change and accommodate uncertainty (De Toni and Tonchia 1998; D’Souza and Williams 2000; Vokurka and O’Leary-Kelly 2000; Giachetti et al. 2003; Van Hop 2004; Lloréns et al. 2005), and hence each sort and level of uncertainty has been identified to call for a certain type of flexibility to accommodate it (Beach et al. 2000a; Kara and Kayis 2004; Gerwin 2005). Some research studies have approached this issue and therefore various types of manufacturing flexibility and taxonomies have been presented in the literature; (for an overview, see e.g., Sethi and Sethi 1990; D’Souza and Williams 2000; Vokurka and O’Leary-Kelly 2000; Kara and Kayis 2004; Slack 2005). The eleven well-known types of flexibility in manufacturing identified by Sethi and Sethi (1990) are: machine flexibility, material handling flexibility, operation flexibility, process flexibility, product flexibility, routing flexibility, volume flexibility, expansion flexibility, control programme flexibility, production flexibility, and market flexibility. ElMaraghy (2005) recognized the types of manufacturing systems flexibility suggested by Browne et al. (1984); Sethi and Sethi (1990) as the most prevalent types of manufacturing flexibility. Sethi and Sethi (1990) depicted a linkage between different flexibility types at different levels: basic, system and aggregated level. Later, Bengtsson (2001) valued the eleven different types of flexibilities at these three levels. At the basic level, three flexibility types—machine, material handling and operation flexibility—exist. Five other flexibility types— process, routing, product, volume and expansion—are at the system level and are dependent on basic level flexibilities. Finally, programme, production and market flexibility are at the aggregated level and are influenced by system level flexibilities. The manufacturing flexibility at the system level was highlighted by Lloréns et al. (2005) to affect strategic change in the organisation. Using a combined multiple attribute decision-making method, Jain and Raj (2013) offered a ranking for fifteen different flexibility types in a flexible manufacturing system. In addition to the types of flexibility mentioned, other types of flexibility have also been identified, amongst which mix flexibility in particular has attracted great attention since it is closely related to the competitiveness of manufacturing systems. According to Bengtsson and Olhager (2002) the ability of the manufacturing system to cope with changes in the product mix is defined as mix flexibility and can mean different things for different companies. Bengtsson and Olhager (2002) regard mix flexibility together with volume and new product flexibility to be the major flexibility dimensions. Zhang et al. (2003) even link volume flexibility and mix flexibility to customer satisfaction stating that both types of flexibility are external elements of competition capabilities that should lead to increased customer satisfaction. Another type of flexibility which was not included in the classification offered by Sethi and Sethi (1990) and Browne et al. (1984) is labour flexibility: the number and variety of operations a worker can execute without incurring high transition penalties or large changes in performance outcomes (Koste and Malhotra 2000).
A flexibility measure was defined as a formula, algorithm, methodology, or the like, for generating a value for a given flexibility type under given conditions (Shewchuk and Moodie 1998). Many approaches for measuring different types of manufacturing flexibility have been discussed (Sethi and Sethi 1990; Gupta and Somers 1992; Gupta and Buzacott 1996; Giachetti et al. 2003; Koste et al. 2004); however, measuring flexibility is considered to be a difficult task (Giachetti et al. 2003). Nevertheless, due to the multidimensional nature of flexibility it might not always be practical to just follow the predefined types of flexibility in the previous research. While prescribed taxonomies provide a way of dissecting general flexibility issues, they cannot account for important yet unanticipated local types of flexibility (Upton 1994).
Flexibility in Assembly Systems
Assembly is a collection of all procedures that are used to combine geometrically-determined elements, joining objects together in conjunction with work piece handling, inspecting, adjusting and special operations (Schenk et al. 2009). Regardless of the type, assembly is considered as a system in a sense that it has a well-defined purpose and it fulfils the stated and implied needs. Therefore, since a manufacturing system includes all the activities that are needed to put a product on the market (Bellgran and Säfsten 2010), an assembly system is considered as a sub-part of manufacturing system. Assembly as a key subset of manufacturing systems is considered to be one of the most cost effective approaches towards high product variety (Hu et al. 2011). Generally, an assembly line consists of a number of workstations that are connected to one another by transportation links moving the product between stations in a unidirectional flow. An assembly line could produce different product models or could just be dedicated to one product model. Heilala and Voho (2001) suggested a classification of the assembly production principles as follows: sequential manual assembly line, parallel manual assembly line, semi-automatic assembly line, flexible automatic assembly line, and dedicated automatic assembly line. According to Heilala and Voho (2001), the optimum assembly system for today’s market turbulences is a semi-automatic modular system in which the most time-consuming, quality critical and non-ergonomic tasks are automated.
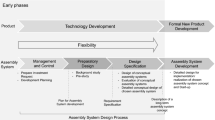
In the manufacturing literature, the different definitions of what a flexible assembly system is mainly revolve around either the level of automation in such a system or the ability of an assembly system to process different product mixes and variants. Mixed-model assembly lines are characterised by their ability to assemble different models of a given product without holding large inventories (Kim and Jeong 2007). A flexible assembly system is defined as a series of versatile workstations that are connected to one another having an automated material handling system. Thus, automated material handling has been emphasised as a key part of flexible assembly systems (Lee and Johnson 1991; Sawik 2000; Vincent et al. 2014). Additionally, having the ability to handle different product variants in the same assembly system is considered to be important in flexible assembly systems (Edmondson and Redford 2002; Semere et al. 2008; Heath et al. 2013; Rosati et al. 2013; Vincent et al. 2014). Whereas some researchers have considered a flexible assembly system to be a system equipped with different automated machines or robots working in the line (Bukchin and Tzur 2000; Zhang et al. 2005; Barutçuoğlu and Azizoğlu 2011), a few regarded manual assembly as a decisive factor in achieving high flexibility with a high number of variants in the assembly system (Rampersad 1994; Heilala and Voho 2001), see Fig. 1. In those flexible assembly systems the process is automated and such a dedicated assembly line is suitable for high volume products in relatively big lots. As an example of the combination of human workforce and automation, Edmondson and Redford (2002) considered flexible assembly to be a hybrid of manual and special purpose assembly, in which the manual assembly system is automated using a flexible system capable of coping with product variations, different products, design changes and small batch production. Recent approaches in the literature reveal different views towards flexibility in assembly systems. Semere et al. (2008) introduced the paradigm of an evolvable assembly system as an opportunity to overcome uncertainties related to the mix and volume of products for the manufacturing firms. The concept suggests that true agility or flexibility can only be achieved if the lowest building blocks of a system are those that exhibit the highest rate of adaptability or evolvability. Rosati et al. (2013) introduced the concept of fully flexible assembly system, which consists of a fully-flexible feeder subsystem, one or more flexible assembly stations and one programmable manipulator in which only catchable parts can be used for assembly.

Edmondson and Redford (2002) noted economics to be the driving factor behind the design and development of flexible assembly systems. Battini et al. (2011) proposed a conceptual framework to assess the design and optimisation of an assembly system, through linking productivity with ergonomic considerations. The procedure consists of three different sections: technological variables, environmental variables and integrated procedure.
Although various types of flexibility can be measured and evaluated when considering profitability and performance, there are two other factors which can also relate to the flexibility in assembly systems: productivity and efficiency. Productivity shows the relation between what is achieved in production and the efforts required in achieving this, and it is stated as the ratio of output to input at a certain point of time, while efficiency is often described as doing things right and can also be measured using time as an evaluation factor. However, these two terms are used interchangeably in most cases (Bellgran and Säfsten 2010).
Research Gaps
As the recent reviews illustrated, the issue of flexibility in manufacturing systems is in need of further research and clarification in terms of the concept and types. Although assembly is a key sub-part of a manufacturing system, research in the area of flexible assembly systems is not as developed and therefore it even suffers from a greater ambiguity regarding the concept.
In spite of multiple attempts towards the design of a flexible assembly system (e.g. Bellgran and Johansson 1995; Edmondson and Redford 2002), due to the absence of a unified and clear definition of flexibility in assembly systems, the recognition of flexibility in assembly systems without reduction of efficiency still remains elusive. The perspectives on the flexible assembly concept reflected in the literature lack a transparent identification of the constituents of flexible assembly systems in theory and most importantly in connection with practice. The present paper takes on this challenge by offering an empirical definition of flexible assembly systems, in which theoretical and industrial perspectives on this matter are combined, and identifies key empirical constituents of flexibility in assembly systems.
Research Methodology
To bridge the existing research gap regarding the constituents of flexible assembly systems and to accomplish the research objective, a multiple case study research method is chosen in this work. The research methodology is further described under the three main sections: case study approach, data collection, and data analysis.
Case Study Approach
A case study is a preferred scientific research method to closely investigate and understand a specific phenomenon within its natural context (Eisenhardt 1989; Yin 2011). Case studies come in many varieties and are underpinned by heterogeneous theoretical and epistemological premises (Ketokivi and Choi 2014). To unveil this heterogeneity, Ketokivi and Choi (2014) described three different methodological approaches to case research: theory generation, theory testing and theory elaboration case studies. These methods mainly differ from one another in the relative emphasis they give to theory and empirics. The present case study research falls under the category of theory generation case research, in which the attempt is to use empirical analysis to generate a theory for the novel research context of flexible assembly systems. This type of case research is the most common case approach according to Eisenhardt (1989) and Ketokivi and Choi (2014). In this paper, the theory generating case research has been performed as a multiple case study. Although the multiple case design is usually more difficult to implement than a single case design, the ensuing data can provide greater confidence in the findings (Yin 2011).
In this case study, assembly systems in five different plants of one core company (case A, B and C in Europe, case D in Asia, and case E in North America) have been investigated regarding their definition of a flexible assembly system, the constituents of such a system and different types of flexibility in them. The core company is a large leading manufacturer of heavy vehicles located in Europe which develops, manufactures and markets its own products. The company produces more than 100 models of different products and has over 10 plants across the world. The core company initiated a new joint project, hereafter called FAS in this paper, among a few of its plants. Through initiation of the FAS project, the core company proposed that all the participating plants should jointly establish a flexible assembly system concept to enable production of all ranges of different products in each and every plant, according to their local market demands. The proposal of the FAS project has stimulated these plants to have an assumption of flexibility in their conceptual future assembly system, prior to this research study. All of the five chosen plants in this case study participated in the FAS project and at the time of this proposal, all the five plants owned mixed-model assembly lines for the production of a certain product family. These two key factors, adapting to the new global strategy through FAS project and owning mixed-model assembly lines, were the main reasons behind choosing these case plants in the present research study. The selection of the five case plants followed replication logic (Yin 2011), meaning that each case serves as a distinct experiment that stands on its own as an analytic unit (Eisenhardt and Graebner 2007). Cases were carefully chosen on the basis that similar results were predicted to be produced from each one to demonstrate literal replications as suggested by Yin (2009) and Saunders et al. (2012). Direct replications can produce greater confidence than if results have been derived for only a single case or two (Yin 2011).
Data Collection
Observations, interviews and close study of the case plants’ technical documents were the main sources of data collection in a five-month study period during which all of the five manufacturing case plants were investigated together. Observations made in this case study were participant observations concerning the units of analysis. The data generated by participant observation are categorised as primary, secondary, experimental, and contextual (Saunders et al. 2012). All these four categories of data have been generated through this study by means of note-taking and recording diaries. By taking the researcher role of “participant as observers” in the FAS project, the authors had full access to the documents in the case plants and also participated in all the FAS project’s meetings, workshops and several informal discussions. In each of the project meetings and workshops, all the five cases were discussed.
In addition, forty-seven interviews, including both unstructured (in-depth) and semi-structured interviews, were carried out. The semi-structured interviews here are considered to be elite interviews as suggested by Yin (2011) since mainly the assembly managers and key assembly engineers were interviewed. For some case studies the participants’ construction of reality provides important insights into the case and the insights gain even further value if the participants are key persons in the organisations since by definition only one or a few persons will fill such roles (Yin 2011).
The interview guide used in the semi-structured interviews had two sections: the first section focused on the definition of flexibility in the assembly system and different types of flexibility in assembly system, while the second part revolved around the design of a flexible assembly system. Both closed and open questions were used in the interviews. Additionally, the interview guide has been designed considering the theoretical propositions to maintain the solidity of the collected data in relation to the theoretical framework. Recordings of the interviews were initially transcribed into text and then have been analysed. A detailed summary of the sources of data collection is presented in Table 1.
Data Analysis
The crucial role of theoretical propositions in problem statement, designing the case study and generalising from the case study has been emphasised (Eisenhardt 1989; Merriam 2009; Yin 2009). The theoretical framework in this study has been used to a great extent to define refined research questions through the whole process of data collection and data analysis. Data collection, data analysis and the development and verifications of propositions are very much an interrelated and interactive set of processes (Saunders et al. 2012). A generic approach to analyse qualitative data suggested by Saunders et al. (2012) has been followed for the analysis of the data in this work. The approach consists of five points: categorising data and coding, unitising data, recognising relationships and developing categories, developing testable propositions, and drawing conclusions. In a multiple case study, there are two stages of analysis: the within-case and the cross-case analysis (Merriam 2009).
Within-case Analysis
The goal of the within-case analysis is to structure, define, reduce and make sense of the data (Pagell and Wu 2009). In the within-case analysis, each case was individually analysed following the five points suggested by Saunders et al. (2012). Each within-case analysis had four key steps. First, the assembly system in each case was investigated concerning their operations, equipment, tools, layout and workforce to grasp the present status and comprehend the types of the assembly systems. Then the key characteristics of flexibility according to the perception in each case were identified and were juxtaposed with the present status to further identify the constituents that are important to achieve a flexible assembly system. In the third step, the applicability of previously identified types of manufacturing flexibility to each case were indicated and were then juxtaposed with the identified key characteristics of flexibility in each case. The final step was the synthesis of the previous three steps to identify the essential constituents of flexibility, indicate the relevant and compatible flexibility types and to reach a concise definition of flexibility in each case.
Cross-case Analysis
The cross-case analysis is concerned with identifying patterns across the various organisations (Pagell and Wu 2009). During the cross-case analysis, the data resulted from within-case analysis in each case were further reduced. Categories were further developed to identify the constituents that are essential for achieving a flexible assembly system. Category development also facilitated verifying the applicable types of flexibility with a holistic view considering all the cases. The trade-off between flexibility and efficiency was also identified as an important part during the cross-case analysis. The findings from the cross-case analysis are presented in “Empirical Findings in Cross-case Synthesis” section.
Validity and Reliability
In the design and analysis of the conducted case study, measures have been taken in order to secure validity and reliability as highlighted by Yin (2009) and Merriam (2009). To ensure the validity, the structure of the study has followed a logical design with a defined problem statement, has presented a theoretical framework and finally the empirical findings. In addition, triangulation among the multiple sources of evidence used in the study has been applied throughout the data collection process as suggested by Yin (2009). Moreover, to maintain the reliability within the case study according to Merriam (2009) and Yin (2009) in the performed research, a case study protocol has been developed and all the relevant data for each case plant have been documented in a specific database.
Empirical Findings in Cross-case Synthesis
General Case Description
In each plant, each assembly line, as a mixed-model assembly line, is dedicated to the assembly of different product models from one certain product family. Different product models exist within each product family while they often share similar product platforms, components and assembly procedures with one another. Although a majority of the assembly tasks in each and every plant are mainly carried out manually, owing to different automated equipment utilised for transportation of the product between the stations, testing, and material handling, the assembly lines are categorised as semi-automatic assembly lines. A summary of each assembly line in all five plants is presented in Table 2. Some of these assembly lines for each product family are further dedicated to the assembly of products mainly based on similarities of size and therefore they are named accordingly. The remaining assembly lines are identified as general lines in Table 2.
Work shifts in all plants are of 8 h, except plant E in which each work shift lasts for 10 h. In all cases, assemblers work in groups and are assigned to particular tasks within their groups. In order to meet the demand volume and to increase assemblers’ skills, all plants use different staffing strategies including job rotation and overtime. For instance, when needed the overtime hours or new work shifts are added to the regular working hours to balance the assemblers’ workloads.
Constituents of Flexible Assembly
Investigating the fundamental assumption of flexibility in assembly systems among the case plants, the prevalent perception of a flexible assembly system appears to be strongly linked to how responsive and adaptive the assembly system is when it reacts to market fluctuations. Therefore, being able to meet new and special customer orders in a given time is observed to be the essence of a flexible assembly system. In addition to this definition, the ability to build different products on the same assembly line with little productivity loss is indicated as an ideal feature of a flexible assembly system. This ability for the case plants can be realised through establishing mixed-product assembly lines. An assembly line which enables assembly of a mix of different products from different product families with low balance losses and reasonable efficiency is considered as a mixed-product assembly line, according to the case plants. Many parameters and certain conditions could contribute to the flexibility of an assembly system. However, among these parameters, adaptable material supply, versatile workforce, increased commonality, standardised work content, integrated product properties, and strategic planning are identified as the essential constituents of flexible assembly systems according to the case plants.
Adaptable Material Supply
Adaptive material supply is considered as a significant enabler and as an inseparable part of a flexible assembly system especially for mixed-product assembly lines. Material should be fed to the assembly system at the right time, in the right amount, and with the right quality without making the assembly system wait. When different models and products are being assembled on the same line, effective delivery of the wide range of different parts required for each specific model or product often becomes a complicated task. Material supply could be conveyed through different means: kitting, reconfigurable racks, kanban, bins, forklifts, cranes, AGVs (automated guided vehicles), and subassembly zones. In a mixed-product assembly line, the area and resources required for material preparation increase while the number of bins and racks for holding material in the lines is limited. In such assembly lines, sequenced material supply according to the assembly sequence counts as an efficient method of material supply. Nevertheless, due to its precision in delivery and ease of access, the use of different methods of material kitting for each specific product model is increasing. As an example, in case B, a train solution with material cards is used to deliver one card carrying materials needed for the assembly of a specific machine to each station, during each takt time interval.
Versatile Workforce
In an assembly system where manpower is the major resource of assembly, the assembler’s capability and versatility in performing different types of tasks can make a huge impact on the speed and quality of assembly processes. The need for multi-skilled and cross-trained knowledgeable assemblers is especially crucial when different types of products are to be assembled in the same flow. Various staffing strategies such as employment of temporary work force and rotation of assemblers in different stations of the assembly line appear to be an effective repetitive approach for training purposes and for keeping up with the fluctuating market demands, although it raises concern about the skills and competence of assemblers who are constantly assigned to new tasks for different products.
In this case, the assembler should know how to perform dissimilar assembly tasks for all different products either according to standardised work instructions or just out of practice. This becomes a challenging task since an errorless performance in a limited time with minimum losses is required while the assembler is also expected to develop the assembly process simultaneously. However, to reduce the potential challenges an assembler faces in a mixed-product assembly line, work instructions can be presented as written text or as images, either digitally or on paper, for assemblers to follow. As a result, in designing a mixed-product semi-automatic assembly system, great attention should be paid to the issue as it highlights how workforce versatility, along with appropriate and continuous training, can influence system performance and throughput.
Increased Commonality
In mixed-product assembly, the use of common parts (similar components or modules utilised in different products) and similar interfaces in the assembly processes has a huge impact on enabling flexibility in the system and reducing its complexity. Increased commonality assists the assembly system in two major aspects: ease of material handling and simplicity of performing assembly tasks for assemblers.
If different products are assembled in the same line, a huge number of dissimilar parts needs to be stored on the line side which sets some boundaries on the assembly line itself, while it does not affect the actual assembly processes. In this case, assembly and subassembly zones could be affected in such a way that a relatively small line should turn into a long line to provide extra space for in-line storage of the parts. In addition, having similar interfaces and common parts in assembly processes facilitates the tasks for assemblers, since owing to the increased similarity between different models it becomes easier for them to recognise and remember the parts, the interfaces and assembly methods. Moreover, the use of common tooling and equipment is encouraged when common parts and assembly methods are applied. Increased commonality of parts and solutions consequently helps assembly further in the value chain by affecting the suppliers and market strategies as well.“Common parts and common solutions will help us further in the value chain. If we are close to the market and we have different kinds of models and variants it is highly beneficial since we can deliver directly from the plant without any steps needed afterwards” as an interviewee in case B emphasised on the importance of commonality.
Standardised Work Content
The development and application of similar standardised assembly work content and step-by-step assembly instructions for different products increase flexibility. Using the standardised work content and workload levelling methods to a large extent secures the requested quality measures by decreasing human errors, in which the ergonomic and safety needs are also considered. Nevertheless, establishing ubiquitous standardised work content itself depends on the level of commonality between product components and similar assembly interfaces between different products.
Integrated Product Properties
The design and physical properties of a product such as size and weight have a major impact on the assembly and can either limit or increase flexibility in the assembly processes. Constant coordination between product design and assembly teams is essential for communicating occurring changes in product design, the requirements of the product from the assembly system and also the existing conditions in assembly for handling the product.
By considering the features and limitations of both product and assembly system, the development of more modular products and parts as well as common product platforms and similar interfaces could be encouraged. Such coordination between product design and assembly can be arranged through the application of Design for Assembly (DFA) methods and in the form of regular meetings starting before and during different product development phases. Further, this coordination can continue by developing a prototype product in a pilot assembly system to investigate all design aspects versus assembly capabilities.
Size is one of the most decisive physical characteristics of a product in an assembly system. The size of different models and products that are combined in the same assembly line plays a crucial role for flexibility in terms of utilised equipment and the extent of assemblers’ activities. When combining large and small sized products on the same line, large equipment should be utilised to handle larger products both in material handling and assembly, and consequently the work content, required space, length of line and walking distance are all affected. Ultimately, all of these factors influence the productivity of the whole assembly system.
Strategic Planning
The common assembly sequencing approach, production levelling and determining zero buffer sizes in assembly and subassembly zones play an important role in a mixed-product assembly. Since all stations are connected to one another in the same flow and products move from one assembly station to the next, slowdown in a unit in the front may make other units behind it wait, leading to lower productivity and shrinking capacity in the assembly system. This is a crucial issue especially in a mixed-product assembly line. In order to adapt to the fluctuating customer orders, the assembly takt time may change. However, to counteract the occurrence of changes in the system, maintaining fixed assembly takt times is essential. This helps the assembly system to stay balanced as before since the work content of each station will also remain the same and further modifications in the assemblers’ work instructions will not be necessary. To achieve this, and depending on the volume situations, the use of a few different but constant assembly takt times can be allowed in the system. In addition, planning for seasonal market demands seems to be significantly important. Seasonal market demands cause the assembly lines that are dedicated to just one model to run with lower capacity during the low demand periods. Therefore, the drop in capacity leads to less utilisation of space and lower productivity in the assembly system, while the fluctuation in capacity could be addressed by combining different models on the same line.
Types of Flexibility in Assembly System
The applicability of eleven different types of manufacturing flexibility introduced by Sethi and Sethi (1990), as a solid and a highly cited source, in the assembly system of each case plant is investigated. For this purpose, each of these flexibility types and their relevance to the investigated assembly systems are explored and discussed separately.
Machine Flexibility
The operations in all the five cases are mainly carried out by manpower and no major assembly process is performed by machine. Additionally, the few common tools and equipment (such as lifting equipment, transferring equipment, fixtures and jigs) that are used during the assembly processes by the assembler do not need new setups for different products and their related different assembly processes. Thus, no real setup change is required to shift from one operation to another and therefore machine flexibility is not considered to be applicable to assembly systems of case plants but rather more connected to the fabrication processes prior to the assembly.
Material Handling Flexibility
Three major flows of material are detected in the assembly systems of the case plants. small bulk material (e.g. nuts and bolts) that are generally presented in bins at the line, kits of material in which specific parts for each product variant are arranged based on the assembly sequence and are fed into each station, and special complete modules that are often heavy and should be carried by AGVs or lifting equipment (e.g. forklifts, cranes, etc.). In addition to the materials mentioned, there are some in-house components that are presented in racks at the assembly lines. Although the already established material handling system in assembly and subassembly zones appears to satisfy the needs of the existing assembly lines, introducing more product variants and consequently new parts adds to the complexity of such a system, and thus maintaining its effectiveness may become challenging. In order to evaluate the material handling status, an estimation of the number of incoming transports and pallets, and the amount of parts needed for each product and for each station during a specific period of time is needed. Considering the current situation, material handling flexibility is of great significance to all the case plants; however, the present material handling system in cases A, B and C is in need of further improvement to achieve all the benefits of this flexibility.
Operation Flexibility
In each assembly line in each of the case plants a pre-set assembly sequence plan is utilised, which is also impacted by the assembly system’s layout. Therefore, heterogeneous assembly sequence plans are not used. Since the tasks in the case plants are highly human-oriented, the introduction of standardised ways of working and work instructions puts forward the exact assembly methods to be followed by the assemblers. The situation is similar in all the five case plants, and therefore operation flexibility does not apply to the current set-up in any of these plants.
Process Flexibility
Since in all the five case plants assemblers produce products of the same product family, assembly of products from dissimilar product families in the current mixed-model assembly lines is not possible. The assemblers who carry out the assembly tasks are skilled enough to handle different tasks within one certain product family in which the design of products does not drastically change from one model to another. Therefore, process flexibility as mentioned does not apply to any of the case plants and is initially considered as a key type of flexibility for fabrication processes.
Product Flexibility
In case of introducing a new product to mix, no major cost is imposed on the assembly system as long as the new product is within the range of the same product family. However, as a consequence of modifying the product mix, some other challenges such as a high balance loss between different stations and a need for more assemblers are posed to the system. The investigation of the present situation shows that product flexibility is applicable to all the cases. Cases B and C consider themselves to have product flexibility for different models of their existing product family. On the other hand, since there are several assembly lines for assembly of one product family in the cases A, D and E, this type of flexibility currently exists but is considered to be limited to each single assembly line due to individual assembly lines for different product sizes within the same product family. The design and physical characteristics of products such as size and weight can also place limitations on the assembly system with regard to the required tools, handling equipment and the assembly space. This is especially notable while different product families are to be handled in the same assembly line.
Routing Flexibility
In the instances of internal disturbances in the assembly, as a result of following some common strategies among all the cases, expert personnel are called to resolve the issue. Since the assembly tasks are performed by human workforce, the issues are normally resolved within short times and therefore the need for extra investment to create routing flexibility for all the five case plants is eliminated. Nevertheless, this type of flexibility is considered as a key type of flexibility for fabrication processes.
Volume Flexibility
The uncertainty of demand levels is adjusted through different staffing methods and production planning in the assembly system to adapt to varying volumes. Assemblers are divided into groups to work on certain assembly stations. In order to increase volume during some special periods, extra work shifts are added, overtime hours are allowed, new assemblers are employed and assemblers are rotated between different assembly stations and groups. Additionally, opposite strategies and training of assemblers are adopted when the demand levels decrease. All the five cases consider themselves to have volume flexibility.
Expansion Flexibility
In order to increase capacity and capability in the assembly line, it is possible to increase the available time of assembly through extending working hours and adding to the number of assemblers. Additionally, the utilisation of technological advances such as for instance automated material handling systems creates conditions for reaching higher capacity and capability in the system. At the same time, expansion flexibility could be more of an organisational strategic goal that can be applied to the assembly system as well. The significance and relevance of expansion flexibility has been emphasised in all the cases; however, the present layout in cases C, D and E requires further development to reach the full advantages of expansion flexibility.
Control Programme Flexibility
In an assembly system that is run by manpower to a large extent and where automation does not have a leading role, programme flexibility may not be very easily detected or even sought after. However, the automatic supportive sub-systems such as different types of automatic inspections, tests and measurements in all the case plants could be linked to this type of flexibility and considered as a key flexibility type for assembly systems.
Production Flexibility
According to all the case plants, it is agreed that a great amount of effort (capital equipment and time) is needed to reach production flexibility. Nevertheless, this type of flexibility does not apply to the current situation of the case plants. In case E, in which three different product families are produced in different mixed-model assembly lines, the transition towards production flexibility is considered to require less effort since some required infrastructures already exist in the assembly system.
Market Flexibility
Dealing with different types of market fluctuations, demand scenarios, the strategy of the firm and handling the processes related to a new product, all fit into the capabilities of a dynamic assembly system. In adapting to market needs, the case plants follow the strategies of the core manufacturing company as one of the world’s leading companies in the industry. Pursuing these strategies is accordingly reflected through the assembly systems of the case plants and market flexibility is regarded as a key type of flexibility in all of them.
Flexibility and Efficiency in Assembly
In order to increase flexibility and understand the optimal level of flexibility in assembly systems, the status quo of the flexibility evaluation approaches has been investigated. All five plants consider themselves to have full flexibility when it comes to meeting market demands. However, the flexibility of the assembly system is not known to be measured or evaluated by any means in any of the case plants. Instead, the time needed for a plant to adapt to the fluctuations in production volume is used as a criterion established by overall organisational strategy in all plants.
Efficiency and productivity in the assembly system are defined and used interchangeably in all of the studied plants. In case A the definition of efficiency and productivity is associated with high quality. In this sense quality itself could be quantified to be evaluated. Efficiency and productivity are expressed in terms of time and are measured either as the ratio of operating time to total available time or the percentage of value-added time to total available time. In addition, in relation to a mixed-model assembly line, it is widely agreed upon that efficiency simply relates to low balance losses in the assembly line.
Discussion
The assembly system as a key part of a manufacturing system lacks a clear definition for flexibility and its essential constituents. The definition of a flexible assembly system suggested in the findings of this paper is based upon the major dimensions of flexibility, volume, mix and new product, the extent of the responsiveness and adaptation of the assembly system towards market fluctuations, while being able to produce different products. Mix, new product and volume were regarded as the major dimensions of flexibility by Bengtsson and Olhager (2002) and were linked to customer satisfaction by Zhang et al. (2003).
Despite the lack of clear consensus on defining both flexible manufacturing and flexible assembly, the proposed empirical definition of flexible assembly in this study is consistent with the majority of existing definitions in which the essence of a flexible manufacturing system lies in the ability to change and accommodate uncertainty (D’Souza and Williams 2000; Giachetti et al. 2003; Van Hop 2004; Lloréns et al. 2005). As also pointed out in the findings, the operational and empirical objectives of having a flexible assembly system capable of producing different products in this study could be traced back to various organisational and strategic goals such as: short lead time, improved quality and ergonomics, adjusted production volume, layout and space saving, eliminating multiple ways of material supply, high utilisation of manpower, increased productivity, and cost reduction. This further highlights the connection of flexible assembly system capabilities to the strategy of the firm.
Six constituents have been identified in this study as the most influential enablers for flexibility in mixed-model semi-automatic assembly systems, in which assembly tasks are mainly performed by manpower, and only material handling in addition to some inspections are carried out automatically (Heilala and Voho 2001). Although some of these constituents have been individually mentioned as important factors of flexible assembly systems in previous research [see (Heilala and Voho 2001; Hu et al. 2011)], the new comprehensive categorisation offered here sheds light on the absolute requirements of flexible assembly systems as such. These identified constituents—adaptable material supply, versatile workforce, increased commonality, standardised work content, integrated product properties and strategic planning—are presented in Fig. 2.

The essential constituents of flexible assembly systems
Through establishment of these six constituents of flexibility in a mixed-model assembly line, since the assembly of different product families is enabled with low balance losses, the assembly system can turn into a mixed-product assembly line. In the transition to a flexible assembly system with a mixed-product assembly line, a lack of proper approaches towards each of the constituents mentioned may pose challenges to the system. Disturbances created in an assembly system or other connected sub-systems are some of these challenges that work against flexibility. It is worth mentioning that balance losses resulting from the assembly of different products in the same assembly line are also the major expected drawbacks that impact the flexibility and productivity of the assembly system.
The different types of manufacturing flexibility defined by Sethi and Sethi (1990), as the comprehensive and prevalent flexibility types identified [see (ElMaraghy 2005)], have been investigated in assembly systems of the case plants. The findings suggest that some of the chosen flexibility types may not apply to the flexible assembly system defined in this research, mostly due to the fact that their definitions to a large extent ignore manually driven assemblies, see Fig. 3. As indicated in the findings, material handling flexibility, product flexibility, volume flexibility, control programme flexibility, expansion flexibility, and market flexibility can be linked to the assembly system, whereas five other types of flexibility such as machine flexibility, operation flexibility, process flexibility, routing flexibility, and production flexibility appear not to be totally compatible with the suggested definition of flexible assembly systems in this work. Accordingly, the ability of assemblers to be multi-skilled and to perform different types of tasks, labour flexibility as suggested by Koste and Malhotra (2000), is also pivotal to many of the identified types of flexibility. It is worth noting that the six types of manufacturing flexibility, compatible with the definition of assembly systems used here, are on three different levels of basic, system and aggregated as mentioned by Sethi and Sethi (1990). This finding proposes a distinction between flexibility in the manufacturing system versus flexibility in assembly, since not all of the selected types of manufacturing flexibility appear to be applicable to the assembly systems. Moreover, this distinction helps acknowledge these types of flexibility as the core capabilities that could be achieved within mixed-model semi-automated assembly systems.

Flexibility in assembly systems has many dimensions
Through the presented case study, and despite the complexity of the products and all the technological advantages that the case plants own, all major assembly tasks are carried out mainly by manpower. This empirical indication is in line with the theories which recognised manual assembly as the optimal strategy for reaching the highest level of flexibility. On the other hand, it can also challenge other theories that described flexible assembly as a highly automated system, ignoring the cases in which the complexity of assembly tasks could only be addressed through the versatility of a human workforce.
As the findings of this study suggest, two terms of productivity and efficiency are defined and used interchangeably. Additionally, flexibility itself can be evaluated in terms of meeting market demands. However, this will not suffice since the other individually contributing constituents identified here are not considered in this case. In order to evaluate flexibility, it is crucial to determine the interactions of these constituents with one another and also estimate their final resolution together. Moreover, to recognise an optimal level for flexibility in which productivity and profitability stay high, all the suggested constituents as well as their level of contribution to flexibility need to be evaluated and determined. It is worth noting that all these constituents of flexibility also deal with productivity and efficiency of the system since they all have the potential to be interpreted and evaluated based on time units.
Conclusion
This paper offers a clear definition of flexibility in assembly systems by suggesting: adaptable material supply, versatile workforce, increased commonality, standardised work content, integrated product properties and strategic planning, as the six essential constituents of flexibility in assembly systems, based on a case study in five heavy vehicle manufacturing plants. The relevance and applicability of eleven types of previously defined manufacturing flexibility in relation to assembly systems were investigated and, as the paper suggests, material handling, volume, product, control programme, expansion and market flexibility are applicable to the assembly systems. Through the proposed constituents of flexible assembly systems, the findings of this work fill in the existing gap regarding the definition and characteristics of flexibility in the assembly system from both industrial and academic perspectives. The suggested constituents which reflect an industrial standpoint on flexible assembly systems can be used as a practical guide for manufacturing companies in the design process of flexible assembly systems and can be utilised in recognition of the requirements of such systems in terms of product design. However, the study has some limitations that open up opportunities for future research directions. The data presented in this study mostly reflect an elite or a managerial perspective on the matter of flexibility in assembly systems. At the same time as this could be an advantage since flexibility is closely connected to the strategy of the firm, it might also lean towards presenting a managerial perspective on the matter. Secondly, similar to all case studies, the results only revolve around the status of assembly systems in the case plants. Therefore, the findings of this paper cover the situation in semi-automatic mixed-model assembly lines in the heavy vehicle manufacturing industry, in which products are complex, and therefore most of the assembly tasks are performed by assemblers rather than by machines or robots. Thus, similar future research on the role of these identified constituents of flexibility in other assembly systems with different automation levels is needed to conclude that perspective as well.
References
Ali, M. (2012). Impact of routing and pallet flexibility on flexible manufacturing system. Global Journal of Flexible Systems Management, 13(3), 141–149.
Barutçuoğlu, Ş., & Azizoğlu, M. (2011). Flexible assembly line design problem with fixed number of workstations. International Journal of Production Research, 49(12), 3691–3714.
Battini, D., Faccio, M., Persona, A., & Sgarbossa, F. (2011). New methodological framework to improve productivity and ergonomics in assembly system design. International Journal of Industrial Ergonomics, 41(1), 30–42.
Beach, R., Muhlemann, A., Price, D., Paterson, A., & Sharp, J. A. (2000a). A review of manufacturing flexibility. European Journal of Operational Research, 122(1), 41–57.
Beach, R., Muhlemann, A. P., Price, D. H., Paterson, A., & Sharp, J. A. (2000b). Manufacturing operations and strategic flexibility: Survey and cases. International Journal of Operations & Production Management, 20(1), 7–30.
Bellgran, M., & Johansson, C. (1995). A method for the design of flexible assembly systems. International Journal of Production Economics, 41(1), 93–102.
Bellgran, M., & Säfsten, K. (2010). Production development: Design and operation of production systems. London: Springer.
Bengtsson, J. (2001). Manufacturing flexibility and real options: A review. International Journal of Production Economics, 74(1), 213–224.
Bengtsson, J., & Olhager, J. (2002). Valuation of product-mix flexibility using real options. International Journal of Production Economics, 78(1), 13–28.
Bolwijn, P. T., & Kumpe, T. (1990). Manufacturing in the 1990s—productivity, flexibility and innovation. Long Range Planning, 23(4), 44–57.
Browne, J., Dubois, D., Rathmill, K., Sethi, S. P., & Stecke, K. E. (1984). Classification of flexible manufacturing systems. The FMS Magazine, 2(2), 114–117.
Bukchin, J., & Tzur, M. (2000). Design of flexible assembly line to minimize equipment cost. IIE Transactions, 32(7), 585–598.
De Toni, A., & Tonchia, S. (1998). Manufacturing flexibility: A literature review. International Journal of Production Research, 36(6), 1587–1617.
D’Souza, D. E., & Williams, F. P. (2000). Toward a taxonomy of manufacturing flexibility dimensions. Journal of Operations Management, 18(5), 577–593.
Dubey, R., & Ali, S. S. (2014). Identification of flexible manufacturing system dimensions and their interrelationship using total interpretive structural modelling and fuzzy micmac analysis. Global Journal of Flexible Systems Management, 15(2), 131–143.
Edmondson, N., & Redford, A. (2002). Generic flexible assembly system design. Assembly Automation, 22(2), 139–152.
Eisenhardt, K. M. (1989). Building theories from case study research. Academy of Management Review, 14(4), 532–550.
Eisenhardt, K. M., & Graebner, M. E. (2007). Theory building from cases: Opportunities and challenges. Academy of Management Journal, 50(1), 25–32.
ElMaraghy, H. A. (2005). Flexible and reconfigurable manufacturing systems paradigms. International Journal of Flexible Manufacturing Systems, 17(4), 261–276.
Esturilho, C. G., & Estorilio, C. (2010). The deployment of manufacturing flexibility as a function of company strategy. Journal of Manufacturing Technology Management, 21(8), 971–989.
Gerwin, D. (2005). An agenda for research on the flexibility of manufacturing processes. International Journal of Operations & Production Management, 25(12), 1171–1182.
Giachetti, R. E., Martinez, L. D., Sáenz, O. A., & Chen, C.-S. (2003). Analysis of the structural measures of flexibility and agility using a measurement theoretical framework. International Journal of Production Economics, 86(1), 47–62.
Guo, Z., Wong, W., Leung, S., Fan, J., & Chan, S. (2008). A genetic-algorithm-based optimization model for scheduling flexible assembly lines. The International Journal of Advanced Manufacturing Technology, 36(1–2), 156–168.
Gupta, D., & Buzacott, J. A. (1996). A “goodness test” for operational measures of manufacturing flexibility. International Journal of Flexible Manufacturing Systems, 8(3), 233–245.
Gupta, Y. P., & Goyal, S. (1989). Flexibility of manufacturing systems: Concepts and measurements. European Journal of Operational Research, 43(2), 119–135.
Gupta, Y. P., & Somers, T. M. (1992). The measurement of manufacturing flexibility. European Journal of Operational Research, 60(2), 166–182.
Heath, S. K., Bard, J. F., & Morrice, D. J. (2013). A grasp for simultaneously assigning and sequencing product families on flexible assembly lines. Annals of Operations Research, 203(1), 295–323.
Heilala, J., & Voho, P. (2001). Modular reconfigurable flexible final assembly systems. Assembly Automation, 21(1), 20–30.
Hu, S. J., Ko, J., Weyand, L., ElMaraghy, H., Lien, T., Koren, Y., et al. (2011). Assembly system design and operations for product variety. CIRP Annals-Manufacturing Technology, 60(2), 715–733.
Jain, A., Jain, P., Chan, F. T., & Singh, S. (2013). A review on manufacturing flexibility. International Journal of Production Research, 51(19), 5946–5970.
Jain, V., & Raj, T. (2013). Ranking of flexibility in flexible manufacturing system by using a combined multiple attribute decision making method. Global Journal of Flexible Systems Management, 14(3), 125.
Kara, S., & Kayis, B. (2004). Manufacturing flexibility and variability: An overview. Journal of Manufacturing Technology Management, 15(6), 466–478.
Ketokivi, M., & Choi, T. (2014). Renaissance of case research as a scientific method. Journal of Operations Management, 32(5), 232–240.
Kim, S., & Jeong, B. (2007). Product sequencing problem in mixed-model assembly line to minimize unfinished works. Computers & Industrial Engineering, 53(2), 206–214.
Koste, L. L., & Malhotra, M. K. (2000). Trade-offs among the elements of flexibility: A comparison from the automotive industry. Omega, 28(6), 693–710.
Koste, L. L., Malhotra, M. K., & Sharma, S. (2004). Measuring dimensions of manufacturing flexibility. Journal of Operations Management, 22(2), 171–196.
Kumar, A., Jacobson, S. H., & Sewell, E. C. (2000). Computational analysis of a flexible assembly system design problem. European Journal of Operational Research, 123(3), 453–472.
Lee, H. F., & Johnson, R. V. (1991). A line-balancing strategy for designing flexible assembly systems. International Journal of Flexible Manufacturing Systems, 3(2), 91–120.
Lee, H. F., & Stecke, K. E. (1996). An integrated design support method for flexible assembly systems. Journal of Manufacturing Systems, 15(1), 13–32.
Lloréns, F. J., Molina, L. M., & Verdú, A. J. (2005). Flexibility of manufacturing systems, strategic change and performance. International Journal of Production Economics, 98(3), 273–289.
Merriam, S. B. (2009). Qualitative research: A guide to design and implementation. San Francisco: Jossey-Bass.
Mishra, R., Pundir, A. K., & Ganapathy, L. (2014). Manufacturing flexibility research: A review of literature and agenda for future research. Global Journal of Flexible Systems Management, 15(2), 101–112.
Nakase, N., Yamada, T., & Matsui, M. (2002). A management design approach to a simple flexible assembly system. International Journal of Production Economics, 76(3), 281–292.
Oke, A. (2013). Linking manufacturing flexibility to innovation performance in manufacturing plants. International Journal of Production Economics, 143(2), 242–247. doi:10.1016/j.ijpe.2011.09.014.
Olhager, J., & West, B. M. (2002). The house of flexibility: Using the qfd approach to deploy manufacturing flexibility. International Journal of Operations & Production Management, 22(1), 50–79.
Pagell, M., & Wu, Z. (2009). Building a more complete theory of sustainable supply chain management using case studies of 10 exemplars. Journal of Supply Chain Management, 45(2), 37–56.
Rampersad, H. K. (1994). Integrated and simultaneous design for robotic assembly: Product development, planning. Chichester: Wiley.
Rosati, G., Faccio, M., Carli, A., & Rossi, A. (2013). Fully flexible assembly systems (f-fas): A new concept in flexible automation. Assembly Automation, 33(1), 8–21.
Saunders, M., Lewis, P., & Thornhill, A. (2012). Research methods for business students. Harlow: Pearson.
Sawik, T. (2000). An lp-based approach for loading and routing in a flexible assembly line. International Journal of Production Economics, 64(1), 49–58.
Sawik, T. (2004). Loading and scheduling of a flexible assembly system by mixed integer programming. European Journal of Operational Research, 154(1), 1–19.
Schenk, M., Wirth, S., & Müller, E. (2009). Factory planning manual: Situation-driven production facility planning. Berlin: Springer.
Semere, D., Onori, M., Maffei, A., & Adamietz, R. (2008). Evolvable assembly systems: Coping with variations through evolution. Assembly Automation, 28(2), 126–133.
Sethi, A. K., & Sethi, S. P. (1990). Flexibility in manufacturing: A survey. International Journal of Flexible Manufacturing Systems, 2(4), 289–328.
Sharma, M. K., Sushil, & Jain, P. K. (2010). Revisiting flexibility in organizations: Exploring its impact on performance. Global Journal of Flexible Systems Management, 11(3), 51–68.
Shewchuk, J. P., & Moodie, C. L. (1998). Definition and classification of manufacturing flexibility types and measures. International Journal of Flexible Manufacturing Systems, 10(4), 325–349.
Slack, N. (2005). The flexibility of manufacturing systems. International Journal of Operations & Production Management, 25(12), 1190–1200.
Stigler, G. (1939). Production and distribution in the short run. The Journal of Political Economy, 47(3), 305–327.
Sun, R.-L., Xiong, Y., Du, R., & Ding, H. (2002). Fas scheduling based on operation flexibility. Assembly Automation, 22(3), 277–282.
Sushil. (1997). Flexible systems management: An evolving paradigm. Systems Research and Behavioral Science, 14(4), 259–275.
Sushil. (2012a). Flowing stream strategy: Managing confluence of continuity and change. Journal of Enterprise Transformation, 2(1), 26–49.
Sushil. (2012b). Making flowing stream strategy work. Global Journal of Flexible Systems Management, 13(1), 25–40.
Terkaj, W., Tolio, T., & Valente, A. (2009). A review on manufacturing flexibility. Design of flexible production systems (pp. 41–61). Heidelberg: Springer.
Upton, D. M. (1994). The management of manufacturing flexibility. California Management Review, 36(2), 72–89.
Upton, D. M. (1997). Process range in manufacturing: An empirical study of flexibility. Management Science, 43(8), 1079–1092.
Van Hop, N. (2004). Approach to measure the mix response flexibility of manufacturing systems. International Journal of Production Research, 42(7), 1407–1418.
Vincent, L. W. H., Ponnambalam, S., & Kanagaraj, G. (2014). Differential evolution variants to schedule flexible assembly lines. Journal of Intelligent Manufacturing, 25, 739–753. doi:10.1007/s10845-012-0716-8.
Vokurka, R. J., & O’Leary-Kelly, S. W. (2000). A review of empirical research on manufacturing flexibility. Journal of Operations Management, 18(4), 485–501.
Wadhwa, S., Ducq, Y., Ali, M., & Prakash, A. (2009). Performance analysis of a flexible manufacturing system. Global Journal of Flexible Systems Management, 10(3), 23–34.
Wilson, S., & Platts, K. (2010). How do companies achieve mix flexibility? International Journal of Operations & Production Management, 30(9), 978–1003.
Yin, R. K. (2009). Case study research: Design and methods (Vol. 5). Thousand Oaks, CA: Sage.
Yin, R. K. (2011). Applications of case study research. Thousand Oaks, CA: Sage.
Zha, X., Lim, S., & Fok, S. (1998). Integrated knowledge-based petri net intelligent flexible assembly planning. Journal of Intelligent Manufacturing, 9(3), 235–250.
Zhang, W., Freiheit, T., & Yang, H. (2005). Dynamic scheduling in flexible assembly system based on timed petri nets model. Robotics and Computer-Integrated Manufacturing, 21(6), 550–558.
Zhang, Q., Vonderembse, M. A., & Lim, J.-S. (2003). Manufacturing flexibility: Defining and analyzing relationships among competence, capability, and customer satisfaction. Journal of Operations Management, 21(2), 173–191.
Acknowledgments
The research work has been funded by KK-stiftelsen (the Knowledge Foundation) (INNOFACTURE Research School), the participating companies and Mälardalen University. The research work is also a part of the initiative for Excellence in Production Research (XPRES),a collaboration between Mälardalen University, the Royal Institute of Technology, and Swerea. XPRES is one of two governmentally funded Swedish strategic initiatives for research excellence in Production Engineering.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Asadi, N., Fundin, A. & Jackson, M. The Essential Constituents of Flexible Assembly Systems: A Case Study in the Heavy Vehicle Manufacturing Industry. Glob J Flex Syst Manag 16, 235–250 (2015). https://doi.org/10.1007/s40171-015-0096-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40171-015-0096-y