
Abstract
This paper investigates the damage characteristics of a lightly stabilized granular material using cyclic load flexural testing with an improved deflection measurement setup. Beam specimens were prepared from a typical granular base material lightly stabilised with 1.5 % cement-flyash, cured for 28 days and tested at different stress ratios (SRs) until the fracture occurred. Fatigue life was established as the number of cycles required to break the specimen under stress-controlled cyclic loading at a frequency of 3 Hz. Fatigue induced damage was evaluated using the dissipated energy approach. Experimental results indicated that damage accumulation due to fatigue approximately follows the Miner’s linear cumulative damage rule. The study also found that the accumulated permanent deformation of lightly stabilised materials showed good correlation with number of load cycles and the developed empirical equations at different SRs can be used to predict the fatigue life. Progressive damage accumulation due to permanent deformation with increases in the load cycles is also presented in this study.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The increasing use of heavy vehicles with multiple axles and wheels and increased tyre pressures to meet the ever growing demand and need of society has put pressure on pavement engineers to build roads which can withstand huge axle tyre pressures and large number of axle load repetitions. Improving mechanical properties of pavement materials and to build roads which can handle high axle tyre pressure through stabilisation has been in practice for the past few decades. Moreover, problems due to limited availability of good quality aggregates and the cost associated with transporting the materials over long distances to the construction site has resulted in the solution of using locally available substandard quality granular materials with stabilisation. The purpose of stabilisation can range from simply providing a working platform to significantly improving the mechanical properties of the road base material. Cementitious stabilization has also been used as an effective and economic option for the rehabilitation of old existing pavements and in road widening/upgrading projects.
Cementitious stabilisation refers to the addition of cementitious binders such as cement, flyash, lime and slag which forms cementitious product as a result of chemical reaction and binds the aggregates together to form a better product. In cementitious stabilisation, the use of industrial by-products such as flyash and slag as well as the use of locally available substandard granular materials gives benefit to the environment apart from improved strength, stiffness and durability of the stabilised granular material.
Depending on the type, amount and enhancing quality of a binder, the chemically stabilised material can be either fully bounded material or partially bounded material [7, 23]. Fully bounded material which is also referred to as cemented material generally made by the addition of larger percentage of cement binder (e.g. >5 % cement) to the granular material has significant tensile strength and it is characterised based on its flexural properties. However, the cost and possible shrinkage cracks associated with a cemented material have limited the amount of stabilizers in places where these two limitations are real concerns [12]. Modification of granular materials by adding small amount (e.g. <5 %) of cementitious binders, known as light stabilisation, could be a low cost rehabilitation method that is practically useful for constructing road pavements over expansive and/or weak subgrade and sub-base materials. Moreover, the lower amount of binder also eliminates the risk of shrinkage cracking. A lightly stabilized pavement base offers stiffer, more uniform and more water resistant base layer than an unstabilized base. Its increased strength and stiffness provides an excellent support for low or medium volume roads constructed with thin sprayed seal or with a thin asphalt layer.
The Austroads [7] characterises lightly stabilised granular material in the same way as an unbound granular primarily based on resilient modulus obtained using repeated load triaxial test. Light stabilisation produces a brittle mix and brings in tensile capacity to the unbound granular material; however, the resultant material is weak in tension due to low percentage of binder addition. When used as a road base material subjected to moving traffic loads, bottom of the lightly stabilised semi-rigid material is imperilled to repeated tensile stress/strain which causes damage. As the number of load application increases, depending on the magnitude of the loadings and the environmental conditions, cumulative effect of damage may eventually result in the development and propagation of tensile cracks leading to fatigue fracture.
Limited information is available in the literature on the damage characteristics of lightly stabilised materials. Gnanendran and Piratheepan [14] used cyclic load indirect diametrical tensile (IDT) testing to evaluate fatigue behaviour of granular base materials stabilised with 3–5 % slag-lime binder and developed fatigue relationships in terms of stress and strain ratios. However, Paul and Gnanendran [24] showed that the tensile characterization of lightly stabilized materials can also be carried out using flexural beam testing. Compared with IDT, flexural beam testing is preferred for fatigue damage assessment because of the similarities in the stress conditions in the beam sample under the loading arrangements used in that test and the base layer of a pavement structure under in situ traffic wheel loading. Therefore one of the objectives of this paper is to study the progressive accumulation of damage under cyclic loading using flexural beam testing.
Moreover, rutting failure is a likely distress mode for lightly stabilised material similar to unbound granular materials and subgrade materials. Permanent deformation, although small in magnitude, also accumulates in the material in each load cycle and ultimately contributing to the total permanent deformation (or rutting) of the flexible pavement structure. A typical laboratory permanent deformation test procedure consists of applying repeated constant level of stress to each specimen in a cyclic load triaxial test. Usually, the number of repeated loading cycles goes beyond 100,000 cycles which enables the study of long term rutting behavior. However, in this study, permanent deformation measured in the cyclic load flexural beam test with different stress ratios (SRs) were analyzed against number of load cycles. The fatigue and rutting studies emphasize the fact that the materials of a pavement structure should be characterized and designed in such a way that they could withstand against fatigue and rutting failure during its span of design life.
Experimental Investigation
Experimental program described in the following sections includes selection of materials, determination of mixture characteristics, sample preparation and testing in flexure.
Materials
The parent base material used in this investigation was the freshly quarried granular material obtained from the Mugga Quarry in Canberra, and supplied by Boral Resources Pty. It was geologically identified as rhyodacite porphyry (an acid sub-volcanic igneous rock). According to the Unified Soil Classification System, the material was classified as well-graded sandy gravel with some fines, and satisfied the grading ranges guidelines for type 1 gradation C road base materials according to ASTM D1241–07 [4]. The grain size distribution of this material is shown in Fig. 1.

Particle size distribution curve of parent material
Obtaining consistent samples from such a crushed rock material is very difficult and—non-uniform proportions of particle in the samples are common [27]. To overcome this inconsistency, reconstituted material with an unchanged (or consistent) material grading (shown in Fig. 1) were adopted for both the materials. This reconstituted materials, of uniform grading all over the test regime, has been achieved by sieving a large batch of parent material, separating them into different particle sizes and then remixing them at suitable weight proportions. Therefore the adopted grading for the reconstituted sample, hereafter referred as the parent material, was essentially the same for all the samples that were tested in this experimental investigation. Physical properties of the parent material are presented in Table 1.
The stabilizers chosen for this experimental investigation were general blend (GB) cement and fly ash. The GB cement and fly ash were used in the ratio of 75–25 % by dry weight. Previous investigations [25, 26] indicated that parent material with a binder content equal to 1.5–3 % cement-fly ash typically performs as lightly stabilised materials. Therefore, an arbitrary binder content of 1.5 % cement-fly ash was chosen to ensure the mixture is lightly stabilised materials.
Specimen Preparation
Dry density and moulding moisture content are two important factors which significantly affect the performances of pavement materials. Modified proctor compaction is practically used to determine MDD and OMC. However, sometimes it is quite difficult to get the soil compacted as tightly as the modified Proctor test, and also it takes longer time to do it. Therefore, the standard Proctor test is often used as an alternative. In this study, Standard Proctor test was chosen to compact the mixture and the test was carried out to establish the dry density-moisture content relationship according to AS-1289.5.1.1. [2] which is similar to ASTM D698 [3]. Figure 2 shows the dry-density-moisture content curve of the materials/mixes. The maximum dry density (MDD) of the parent material without any binder was found to be 2088 kg/m3 whereas the addition of 1.5 % cement-flyash increased this value to 2099 kg/m3 with its optimum moisture content (OMC) remaining almost constant at 9 %. Therefore, all the samples stabilized with 1.5 % binder content were prepared with a fixed moisture content of 9 % throughout this study.

Dry density-moisture content relationship of lightly stabilised materials
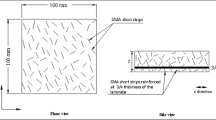
Flexural beam specimens of dimension 285 mm × 76 mm × 76 mm were prepared according to ASTM D 1632-07 [6]. Initially, an oven-dried granular material was proportioned based on the reconstituted particle size distribution and then dry-mixed with binder before being thoroughly mixed with water for about 5 min. The beam mold was set up with its top platen open and molding oil was applied for the easy removal. Beams were prepared by pouring the mix in detachable steel moulds in three equal layers each of them was manually compacted with 90 blows using a square-ended tamping rod at a target unit weight (99.5 % of the MDD). Each layer was scarified for proper bonding with the next layer. After levelling the mix, the top plate was placed on top of it and fitted with it. Then the beam was compacted by the application of a static compression load using the universal testing machine until the desired height of 76 mm was achieved. Figure 3 shows the static compaction process used in this investigation.

Compaction of flexural beam by static compression load
The prepared samples were allowed to cure in the mould for 24 h until they gained sufficient strength for the mould to be removed without any damage to the sample. After removal from the mould, the samples were wrapped with polythene and placed in a fog room at 23 ± 2 °C and 95 ± 5 % humidity for curing. At the end of 28 days curing period, they were tested in flexure immediately after being taken from the fog room.
Flexural Fatigue Testing and Data Acquisition
Beams were tested in bending under third-point loading configuration over a span length of 228 mm. In conventional flexural testing [13, 16, 20, 10, 1], mid-span vertical deformation is generally measured externally which may include some extraneous deformation. This extraneous movement may give rise to an overestimation of the flexural strain thus underestimating of the stiffness modulus/fatigue life, which could lead to uneconomical and overly conservative thickness design of pavement. To eliminate these erroneous vertical movements, several researchers [17, 18] adopted special measurement technique to measure the vertical deflection of composite beams. In this investigation, a new flexural testing setup similar to the one proposed in ASTM C 1609-10 [5] but with further improved instrumentation was used to monitor the net mid-span vertical deflection of beam specimens.
Figures 4 and 5 show the flexural test setup used in this study. Mid-span vertical deflection was measured by two LVDTs held by two horizontal bars (cross-sectional areas of 20 mm × 15 mm)—one on each side of the beam specimen. A pair of C-shaped aluminium brackets was used to support the horizontal bars. To prevent bending of the bar, it was pin jointed at one end and roller supported at the other (i.e., at one end, the bar was held by bolts around which they could rotate but not move horizontally or vertically with respect to a point on the neutral axis of the sample and at the other end it rested on another bolt so that the bar could slide horizontally but not move vertically). The LVDT tip was supported on a thin L-shaped angle glued to the top surface of the beam specimen. The average of the two LVDT readings was taken as the mid-span vertical deflection of the test specimen. Therefore it was possible to measure accurately and reliably the centre deflection of the beam from the neutral axis. The schematic of the testing setup is shown in Fig. 5. The use of on-sample deflection measurement setup detailed above enabled to overcome any unexpected beam crushing on the supports as well as movement/tilting of the LVDT as a result of being attached as a propped cantilever to the middle horizontal bar as could be seen in ASTM C 1609-10 [5].

Photographic view of the experimental setup used in flexural testing

Schematic diagram of the setup for flexural testing
Apart from the newly developed experimental setup, it is also important that the load and the deformation readings are measured and acquired to the acceptable level of accuracy. The loading was applied through Moog’s testing machine which comprised of a hardware called Moog’s servo controller and a software known as moog axis control software (MACS). All the input parameters defining loading pattern (minimum, maximum loadings) and frequency were stored in MACS which then controlled the system’s hardware. A load cell with the capacity of 22.24 kN (5000 lbs) was selected for the experiment which was periodically calibrated by Australian calibration services. Two miniature LVDTs with −3 mm to +3 mm displacement range were used to measure the flexural deformation which were calibrated prior to test. A data acquisition program LabVIEW® was used to collect data from both LVDTs and load cell at a rate of 500 Hz and the data showed that selected rate is high enough to capture the peak loads and deformations.
Initially monotonic flexural testing was performed to determine the modulus of rupture (MOR). Paul and Gnanendran [24] found that the loading rate has a profound effect on the strength and stiffness of a lightly stabilized material and recommended 0.5 mm/min as a suitable loading rate. Therefore, the loading was applied using a Moog testing machine at the rate of 0.5 mm/min. The MOR defined by Eq. 1 is the maximum tensile stress produced at the outermost bottom fiber of a specimen subjected to flexural loading.
where σ f = flexural stress in MPa, P = peak load in N, b = average width of specimen in mm, L = span length in mm and d = average depth of specimen in mm.
Fatigue testing was then conducted on another batch of identical specimens at a particular stress ratio (SR = applied stress/MOR) until the failure of the specimen. This was a stress-controlled sinusoidal-type loading test with a frequency of 3 Hz. All the specimens were conditioned by applying 1000 cycles at a stress ratio of 40 % prior to fatigue testing. It should be noted that a small amount of constant load (e.g. corresponding to 10 % of the MOR) was kept as a seating load since the minimum cyclic load for a cycle equal to zero could lead to rocking action and the range of the stress/load would have an effect on the dynamic properties of the material [21]. Figure 6 shows a typical stress–strain response of the lightly stabilised material at failure.

Typical stress–strain response at failure (SR = 0.85)
Analysis and Discussion of Test Results
Resistance to fatigue is one of the most important considerations in the design of a pavement involving lightly stabilised materials. There are different definitions of fatigue failure based on a material’s responses as well as energy approaches. Complete fracture of a specimen is often used as an indication of fatigue failure in stress-controlled flexural fatigue testing [9, 28]. The current study adopts the breakage of specimens as fatigue failure criteria and hence the number of cycles required to fail the specimen is defined as the fatigue life (Nf). Table 2 and Fig. 7 show the fatigue life of lightly stabilised materials for different SRs. As can be observed, the fatigue life is decreasing with the increases in SRs (i.e., applied cyclic stress).

Variations in fatigue life with stress ratio
One popular method for modelling fatigue life is the so-called S–N curve (i.e., the SR versus N f curve). The fatigue lives were plotted against SRs to establish the S–N curve and a linear relationship between the SR and N f was obtained (Fig. 6), unlike the traditionally nonlinear variation obtained by many researchers [22, 29]. The S–N relationship obtained for the specimens investigated in this study may be expressed by Eq. 2.
The major distress modes of a stabilised pavement layer caused by cyclic loading are fatigue and permanent deformation. Damage accumulation caused by fatigue and permanent deformation was estimated in this study. Fatigue induced damage is often evaluated in terms of damage index (D i ). A damage index (D i ) can be defined as [15]
where ∑W = accumulated dissipated energy at cycle N and W T = the total energy dissipation capacity (W T ) of the material at a given stress level.
The damage indices for the lightly stabilised granular mix for varying SR values were plotted against the cycles ratio (i.e., applied cycles divided by the number of cycles to failure, N/N f ), as shown in Fig. 8. This figure also illustrates the Miner’s linear damage accumulation rule [19] which has the following expression for variable stress levels
where N i is the number of cycles at stress level i and N f,i = total number of cycles to failure at stress level i. According to Miner’s hypothesis, a material will fail when the summation of the damage ratio shown on the left-hand side of Eq. 4 equals 1. It can be observed from Fig. 8 that the lightly stabilised granular mix approximately conforms to the Miner’s rule at various stress levels. Understanding the accumulated damage sustained by a pavement material layer up to a certain stage of its life (as obtained from Fig. 8) is important because its remaining life can be determined from this information and a suitable rehabilitation strategy can be undertaken.

Progressive damage accumulation with load cycles
Vertical permanent deformation directly contributes to the total rutting of a pavement structure and is regarded as one of the causes of stress-induced damage. To study the rutting potential of the lightly stabilised material, the accumulation of permanent deformation was also determined by monitoring the mid-span vertical deflection of the beam specimens. The average total vertical deformation in each cycle consisted of both an elastic and a plastic or permanent deformation components. The permanent vertical deformation accumulation (Δ p ) at any cycle, N, was normalised with respect to the total accumulated permanent deformation up to failure (Δ p,f ) and was plotted against the cycles ratio (N/N f ).
The permanent deformation ratio (Y = Δ p /Δ p,f ) versus cycles ratio (X = N/N f ) plots for different SRs exhibited linear variations in the log–log scale (Fig. 9) from which the permanent deformation at a given N could be predicted. The regression equations obtained for the relationships between Y and X that could be used for estimating the permanent deformation over a certain number of load cycles established from this study are also given in Fig. 9. It is noted that various researchers (e.g. [8, 11]) have suggested similar log–log variations between permanent deformation and load cycles to investigate the damage induced by permanent deformation and this study on lightly stabilised granular material also supports that finding.

Variations in permanent deformation accumulation with load cycles for different SRs
Conclusions
The use of light stabilisation using small percentage of cementitious binders such as cement, flyash, lime and slag is gaining popularity as an effective and economic option in the construction of a new or rehabilitation of an existing pavement. However, long-term performance of lightly stabilised base is still a concern to pavement engineers, especially the damage associated due to fatigue and rutting under repeated traffic loading. This paper investigated the progressive damage due to fatigue and accumulation of permanent deformation of lightly stabilised materials using flexural testing under cyclic loading.
Beam specimens were prepared from a typical granular material lightly stabilised with 1.5 % cement-flyash binder content and tested under monotonic flexural testing with improved instrumentation to determine MOR. Then, cyclic load testing was performed on another set of specimens at various stress levels until the fatigue fracture occurred. Fatigue life was estimated as the number of load cycles required to break the specimen. Test results indicated a linear relationship of the fatigue life with SR and empirical correlation between them for the prediction of the fatigue life of a lightly stabilised material was proposed. It was also found that damage accumulation due to fatigue approximately follows the Miner’s rule. Accumulation of permanent deformation in a lightly stabilised material under traffic type cyclic loading was also investigated and empirical damage models applicable for different SRs were developed to predict the permanent deformation at various stages of its design life.
References
Arulrajah A, Disfani MM, Haghighi H, Mohammadinia A, Horpibulsuk S (2015). Modulus of rupture evaluation of cement stabilized recycled glass/recycled concrete aggregate blends. Constr Build Mat 84:146–155
AS 1289.5.1.1 (2003) Methods of testing soils for engineering purposes, method 5.1.1: soil compaction and density tests—determination of the dry density/moisture content relation of a soil using standard compactive effort. Standards Australia, Sydney
ASTM D698–07 (2007) Test method for laboratory compaction characteristics of soil using standard effort [12 400 ft-lbf/ft3 (600 kN-m/m3)], annual book of ASTM Standards, vol 04.08. ASTM International, Conshohocken
ASTM D1241–07 (2007) Specification for materials for soil-aggregate subbase, base and surface courses, annual book of ASTM Standards, vol 04.08. ASTM International, Conshohocken
ASTM C1609–10 (2010) Standard test method for flexural performance of fiber-reinforced concrete (using beam withn third-point loading), annual book of ASTM Standards, vol 04.08. ASTM International, Conshohocken
ASTM D1632–07 (2007) Standard practice for making and curing soil—cement compression and flexure test specimens in the laboratory, annual book of ASTM Standards, vol 04.08. ASTM International, Conshohocken
Austroads (2010) Guide to pavement technology—Part 2: pavement structural design. AUSTROADS, Sydney
Behzadi G, Yandell WO (1996) “Determination of Elastic and Plastic Subgrade Soil Parameters for Asphalt Cracking and Rutting Prediction, vol 1540. Transportation Research Board, Washington, pp 97–104
Bhogal BS, Coupe PS, Davies J, Fendukly LM (1995) Dynamic flexure tests of soil-cement beams. J Mater Sci Lett 14:302–304
Disfani MM, Arulrajah A, Haghighi H, Mohammadinia A, Horpibulsuk S (2014) Flexural beam fatigue strength evaluation of crushed brick as a supplementary material in cement stabilized recycled concrete aggregates. Constr Build Mat 68:667–676
Diyaljee VA, Raymond GP (1982) Repetitive load deformation of cohesionless soil. J Geotech Eng Div ASCE 108(10):1215–1229
Foley G, Australian Stabilisation Expert Group (2001) Contract report—effect of design, construction and environmental factors for long-term performance of stabilised materials, Report No. RC91022-1, Austroads, Sydney, Australia
Fu P, Jones D, Harvey JT, Bukhari SA (2009) Laboratory test methods for foamed asphalt mix resilient modulus. Road Mater Pavement Des 10(1):187–212
Gnanendran CT, Piratheepan J (2010) Determination of fatigue life of a granular base material lightly stabilized with slag lime from indirect diametral tensile testing. J Transp Eng 136(8):736–745
Grzybowski M, Meyer C (1993) Damage accumulation in concrete with and without fiber reinforcement. ACI Mater J 90(6):594–604
Khoury NN, Zaman MM (2006) Durability effects on flexural behaviour of fly ash stabilised limestone aggregate. J Test Eval 34(3):167–175
Kim DJ, Naaman AE, El-Tawil S (2008) Comparative flexural behaviour of four fiber reinforced cementitious composites. Cement Concr Compos 30(10):917–928
Lin C, Kayali O, Morozov EV, Sharp DJ (2011) Deflection hardening of steel fibre reinforced cementitious composites with high volume fly ash. In: Proceedings of the 9th International Symposium on HPC, Rotorua, New Zealand, pp 1–8
Miner MA (1945) Cumulative damage in fatigue. J Appl Mech T ASME 12(3):A159–A164
Moffat MA, Yeo EEY (1998) Relationship between unconfined compressive strength and flexural modulus for cemented materials. TR Working Document No. R-98/024, ARRB, Melbourne, Australia
Murdock JW, Kesler CE (1958) Effect of range of stress on fatigue strength of plain concrete beams. ACI J 55(2):221–232
NCHRP (2004) Final report—guide for mechanistic-empirical design of new and rehabilitated pavement design structures—part 2 design inputs—chapter 2: material characterization, ERES Division of ARA, Inc., Champaign
Paul D, Gnanendran C (2012) Prediction of nonlinear stress–strain relationship of lightly stabilized granular materials from unconfined compression testing. J Mater Civ Eng 24(8):1118–1124
Paul DK, Gnanendran CT (2012b) Characterisation of lightly stabilised granular base materials by flexural beam testing and effects of loading rate. ASTM Geotech Test J 35(5)
Paul DK, Gnanendran CT (2013) Stress–strain behaviour and stiffness of lightly stabilised granular materials from UCS testing and their predictability. Int J Pavement Eng 14(3):291–308
Paul DK, Gnanendran CT, Piratheepan J (2010) Determination of stiffness properties of lightly stabilised granular materials from IDT testing using numerical analysis. In: Proceeding of the 17th Southeast Asian Geotechnical Conference, Taiwan Geotechnical Society and Southeast Asian Geotechnical Society, vol 1, pp 75–78
Paul DK, Gnanendran CT (2011) Effect of loading rate on the properties of lightly stabilized granular materials by using flexural beam testing. In: 14th Pan-American—CGS Conference on Soil Mechanics and Geotechnical Engineering, Pan-Am CGS 2011 Organizing Committee, 2–6 October, 2011, Toronto, Canada
Sobhan K, Das BM (2007) Durability of soil-cements against fatigue fracture. J Mater Civ Eng 19(1):26–32
Swanson TE, Thompson MR (1967) Flexural fatigue strength of lime-soil mixtures, vol 198. Highway Research Records, Highway Research Board, National Research Council, Washington, pp 9-18
Acknowledgments
The authors would like to thank Mr. David Sharp, Mr. Jim Baxter and Mr. Mathew Barret for their technical assistance during the experimental work reported in this paper.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Paul, D.K., Theivakularatnam, M. & Gnanendran, C.T. Damage Study of a Lightly Stabilised Granular Material Using Flexural Testing. Indian Geotech J 45, 441–448 (2015). https://doi.org/10.1007/s40098-015-0158-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40098-015-0158-2