
Abstract
The study investigates the impact of shot peening on various CrMoV steels—base, annealed, and cryogenically treated—focusing on changes in microstructure, mechanical properties, and surface residual stresses. It employs various experimental methods, including annealing cycles, cryogenic treatments, shot peening procedures, microstructural analysis, surface roughness measurement, residual stress evaluation, and hardness testing. The results reveal significant effects of shot peening, such as grain refinement, surface imperfections, and increased compressive residual stresses. The effectiveness of shot peening is influenced by the treatment history, with cryogenic treatment, in contrast to traditional annealing, leading to a greater increase in compressive residual stresses. Cryogenically treated samples exhibit more pronounced hardness improvements due to better microstructure and higher dislocation density. Surface roughness analysis indicates that while shot peening increases roughness in both cryo-treated and annealed steels, it enhances the surface finish of the base material.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Shot peening is a surface treatment technique used to improve the mechanical properties and durability of metal components. In this process, small metallic or ceramic particles, known as shot, are propelled at high speed onto the material’s surface, causing plastic deformation that hardens the surface and induces compressive residual stresses. These stresses enhance the component’s resistance to fatigue, wear, and corrosion, making it ideal for applications where reliability and longevity are critical. Widely used across various industries, shot peening effectively delays the initiation and propagation of fatigue cracks, significantly extending the fatigue life and durability of components subjected to cyclic loading [1,2,3]. The work-hardening effect of shot peening increases surface hardness and wear resistance, enhancing components’ ability to withstand abrasive wear and surface damage. Additionally, shot peening improves corrosion resistance by sealing surface pores and microcracks, reducing the risk of corrosion initiation and spread. This technique is widely used in industries like aerospace, automotive, and manufacturing, where the performance and reliability of metal components are crucial. In aerospace, shot peening is applied to improve the wear resistance of landing gear, turbine blades, and structural parts. In the automotive industry, it extends the lifespan of engine parts, transmission gears, and suspension components exposed to high cyclic loads and wear. Manufacturing processes also use shot peening to boost the performance and fatigue life of critical parts like shafts, gears, and springs [2,3,4,5,6].
CrMoV steels, short for Chromium-Molybdenum-Vanadium steels, are a group of low-alloy steels known for their exceptional strength, toughness, and heat resistance. Shot peening plays a crucial role in enhancing the performance and longevity of CrMoV steels, which are commonly used in applications demanding high strength, toughness, and heat resistance. By inducing compressive residual stresses in the surface layer, shot peening increases the durability and fatigue resistance of CrMoV steels. This technique is particularly effective in extending the fatigue life of pressure vessels, steam turbines, and other power generation equipment by reducing the likelihood of fatigue crack formation and propagation. Moreover, shot peening enhances the corrosion resistance of CrMoV steels by sealing surface pores and microcracks, reducing their susceptibility to corrosion initiation and spread. [7,8,9,10,11].
A component’s surface may accumulate compressive residual strains due to shot peening. Compressive residual stresses are essential in stopping the initiation and propagation of fatigue fractures because, in real-world engineering scenarios, most fatigue cracks start at or slightly below the surface. A component’s endurance limit can be significantly increased by carefully controlling shot peening parameters, such as intensity and processing variables, which generate a coating of compressive residual stresses on the component’s surface without needlessly adding roughness [12,13,14,15]. In a work by Gundgire et al.[16], they looked at many processing variables besides the microstructure, CRS distribution, surface features, and microhardness of 316L additive manufacturing samples that were shot peened severely and moderately. The results showed that deeper depths of the samples had larger compressive residual stresses due to intensive shot peening. Likewise, Gao’s [17] examination of the compressive residual stress field of TC18 after shot peening revealed that creating a compressive stress field below the surface might extend the material’s fatigue life. In a study including various metals, Hou et al. [18] found a clear relationship between the depth of the resulting compressive residual stresses field and the strength of shot peening, highlighting the need to manage SP settings to produce the appropriate residual stress profiles. Nursen et al. [4] investigated the effects of deformation-induced recurrent transformations on steel morphology by performing cycle shot peening investigations at room temperature and 200 °C. When they compared specimens that underwent cyclic changes caused by strain to those that underwent traditional shot peening, they discovered that the latter had higher surface hardness, indicating an improvement in surface mechanical qualities. After reviewing the literature on shot peening’s application in corrosion prevention, Huang et al. [19] concluded that using the wrong parameters could damage the treated surface’s integrity and lessen its resistance to corrosion. Consequently, the key to guaranteeing efficient corrosion protection is to optimize the shot peening parameters. The study by Maleki et al. [20] explores the intricate relationship between shot peening and fatigue strength in high-strength aluminum alloys, emphasizing the difficulties caused by inadequate fatigue properties, particularly in additively manufactured components. Through mechanisms like microstructural changes and compressive residual stresses, shot peening is a useful surface treatment for improving fatigue resistance. However, because individual systems’ contributions are not always evident, improving shot peening and creating precise fatigue prediction models remain challenging. Using five different shot peening treatments, Benedetti provides vital insights for designing optimal treatments for high-strength aluminum alloys, highlighting the critical role that compressive residual stresses play in optimizing fatigue strength. Mondal et al. [21] created ultrahigh strength steel employing thermo-mechanical controlled processing (TMCP), outperforming quenching and tempering (QT) in mechanical properties. TMCP-processed steel exhibits over 1700 MPa strength and more than 20% ductility. There are various relevant studies focused on the quenching of steels [22,23,24,25,26].
Comparative studies of the microstructure, mechanical characteristics, surface residual stresses, and surface roughness tests of shot-peened base CrMoV steels, shot-peened annealed CrMoV steels, and shot-peened cryogenically treated CrMoV steels are notably lacking in the literature. Although different studies have looked into how shot peening affects each of these steel variations independently, there is a notable absence of thorough comparison research comparing the three circumstances [27, 28]. Investigating this might yield vital information about how different heat treatment procedures (such as annealing and cryogenic treatment) affect how well shot peening works to modify the mechanical, surface, and microstructural properties of CrMoV steels. This information could then be used to develop treatment plans optimized for improved performance in various industrial applications.
Materials and Methods
Annealing and Cryogenic Cycle
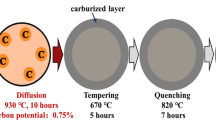
The CrMoV steel composition includes 0.7–2.2 wt.% chromium, 0.6–1.6 wt.% molybdenum, and 0.15–0.35 wt.% vanadium, with carbon content typically kept below 0.25 wt.%. Other alloying elements like silicon, manganese, and nickel are also kept low. The annealing heat treatment for CrMoV steel involves three phases to optimize mechanical properties and microstructure. First, the steel is gradually heated to 535 °C in an Okay electric arc furnace, then soaked at this temperature for an hour to homogenize the microstructure and dissolve preexisting phases. Next, the temperature is raised to 825 °C, and the samples are soaked for another hour, promoting the formation of new phases and improving mechanical properties. Finally, the temperature is increased to 1060 °C, with an hour-long soak to stabilize the microstructure, refine grain structure, and relieve internal stresses. After annealing, the specimens undergo deep cryogenic treatment (DCT), where they are cooled to − 100 °C for two hours. This is followed by two tempering processes, each lasting two hours at 200 °C.
Shot-peening
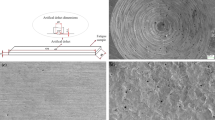
Round S170 grade balls were used as shot peening media in the experiment on CrMoV steels. Specific parameters ensured optimal treatment: the nozzle was placed 180 mm from the sample’s surface at a 90° angle. The shots, with a diameter of 0.28 mm and a hardness of 50 HRC, provided sufficient impact energy for beneficial surface modifications. The surface treatment depth was controlled by an Almen intensity of 10 A2, with a shot peening duration of 180 s. A mass flow rate of 0.1 kg/s was maintained to ensure uniform treatment, while a shot velocity of 45 m/s was used to impart enough kinetic energy to induce compressive residual stresses and surface changes. These parameters were carefully selected to optimize the mechanical and surface properties of the CrMoV steels. Figure 1 illustrates the shot-peening process.

Shot peening process
Microstructural Studies
The metallography process for shot-peened CrMoV steels began by cutting the samples into 10 mm cubes using Electrical Discharge Machining (EDM) to ensure uniformity. The samples were then polished with various grades of emery paper to smooth the surfaces, followed by cloth polishing to achieve a mirror-like finish, enhancing the visibility of microstructural details under a microscope. The polished samples were etched with Nital to reveal grain size, boundaries, and microstructural phases, crucial for assessing the impact of shot peening. Finally, a scanning electron microscope (SEM) was used to capture detailed images of the microstructure.
Residual Stress Measurement
Residual stress distribution in shot-peened CrMoV steels was measured using the X-stress 3000 G2R X-ray stress analyzer. Measurements were taken by scanning between 45 and − 45° with a diffraction angle of 1560, covering depths from the surface to 1200 µm. Material was removed in 200 µm increments through electrochemical polishing, using a solution of 100 ml distilled water, 600 ml ethanol, 70 ml perchloric acid, and 90 ml butyl cellosolve. This controlled material removal allowed for precise depth profiling during residual stress measurement. The X-ray stress analyzer provided detailed insights into residual stress distribution at various depths, offering valuable information on the material’s mechanical behavior and performance.
Surface Roughness Measurement
Surface roughness of CrMoV steels was measured using the SURFCOM NEX 031 SD-14 machine, following ISO 4287 standards to ensure accuracy and consistency. The specimens were carefully positioned on the measurement platform, and roughness was assessed at three random locations on each specimen. The primary roughness parameters measured were Ra (average roughness), Rq (root mean square roughness), and Rz (maximum peak-to-valley height), providing comprehensive insights into the surface texture.
Hardnes Measurement
The hardness of CrMoV steels was analyzed using a Vickers microhardness tester with a 0.05 kg load and a 15 s dwell time. The base metal and shot-peened specimens were securely placed on the tester’s stage. Each specimen’s surface was then indented by applying a 0.05 kg load for 15 s.
Results and Discussion
Surface Profile
The influence of shot peening on the 3D surface profile and shot peening depth of base, annealed, and cryo-treated CrMoV steels were studied and the results are shown in Fig. 2 and Table 1. The outcomes show a significant variation in the shot peening depth among the three conditions. In the base sample, the maximum depth reached 1275 µm, significantly higher than both the annealed (80 µm) and cryo-treated (42 µm) specimens. This significant difference can be due to the inherent properties of the base steel, which likely facilitates deeper penetration of the shot peening owing to its untreated state. On the other hand, the minimum depth of the shot-peened base sample (875 µm) is notably higher than annealed (62 µm) and cryo-treated (32 µm) specimens. This disparity underscores the influence of material condition on the shot peening depth, with the untreated base steel exhibiting greater susceptibility to deformation. Examining the mean depth, the base sample displays a significantly higher value (1110 µm) than annealed (75 µm) and cryo-treated (36 µm) steels. This suggests a consistent trend wherein the shot peening process penetrates more deeply into the untreated steel substrate compared to its treated counterparts. Furthermore, the standard deviation values provide insight into the uniformity of shot peening depth across the samples. The base sample shows the highest standard deviation (27 µm), indicating greater variability in shot peening depth than the annealed (19 µm) and cryo-treated (6 µm) steels. This variability can be attributed to the heterogeneous microstructure of the untreated steel, leading to uneven deformation during the shot peening process.

3D surface profile
Microstructure
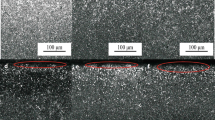
Under various treatment settings, the SEM analysis provides essential insights into the microstructural changes from shot peening in CrMoV low alloy steel samples. As demonstrated in Fig. 3, SEM imaging provides essential details on surface topography, grain structure, and phase distribution by revealing unique surface morphologies and microstructural characteristics influenced by shot peening. Shot peening usually causes surface imperfections in the base material, like pits, scratches, and microcracks. This is because the impact of the shot peening media causes plastic deformation. Additionally, dislocation networks and indications of grain refinement are frequently seen in SEM images, which point to the mechanical impacts of shot peening on the material’s microstructure. However, because of differences in grain size, phase composition, and treatment history, the microstructural response to shot peening may change in the samples that have been cryotreated and annealed. A comparison of the SEM pictures under various treatment settings helps to clarify how treatment history affects the shot peening-induced microstructural evolution. Because annealing causes recrystallization and grain development, the surface morphologies and microstructural characteristics of the annealed samples may differ from those of the underlying material. Annealed samples may react differently to shot peening than base material due to bigger grain sizes and lower dislocation density. This could lead to less noticeable surface imperfections and grain refinement. On the other hand, materials that have undergone cryogenic treatment could exhibit distinct microstructural features, like fine-grained structures and preserved martensitic phases. In contrast to samples that have been traditionally annealed, these microstructural characteristics may interact differently with shot peening, resulting in various surface morphologies and mechanical responses.

SEM images shot-peened samples
Residual Stresses
The findings reveal that shot peening significantly affects the residual stress distribution along the depth of the CrMoV low alloy steel samples. This is especially noticeable in the condition of the samples after heat treatment and shot peening, as seen in Fig. 4. Shot peening created compressive residual stresses at all depths, with the largest magnitudes seen at the surface. However, depending on the treatment condition, there were differences in the amount of compressive residual stresses. Shot peening in the base material produced a compressive residual stress of − 383.5 MPa at the surface, which progressively dropped to − 20.9 MPa at a depth of 800 µm. On the other hand, shot peening caused more significant compressive residual stresses in the annealed and cryotreated conditions. These stresses peaked at the surface at − 597.9 MPa and − 278 MPa, respectively, then decreased to 93.2 MPa and 99.6 MPa at 800 µm deep. This discrepancy indicates that the reaction to shot peening is highly dependent on the initial microstructure and treatment history, with the cryo-treated state showing the least vulnerability to the generation of compressive residual stress. Furthermore, contrasting the efficacy of shot peening under various treatment scenarios yields fascinating discoveries. Shot peening differs in its ability to induce compressive residual stresses, even though both cryo-treated and annealed states show increased surface compressive residual stresses compared to the base material. Compared to the annealed state, shot peening causes greater compressive residual stresses in the cryo-treated condition at all depths. This is explained by the improved dislocation density and refined microstructure from the cryogenic treatment, intensifying the shot peening-induced plastic deformation. On the other hand, shot peening results in comparatively lower compressive residual stresses in the annealed state, indicating a decreased susceptibility to plastic deformation because of a coarser microstructure and a lower dislocation density. As a result, the original microstructure and treatment history affect how well shot peening modifies residual stress distribution, with cryogenic treatment improving the response to shot peening compared to traditional annealing. The results of the present syudy were compared with the other studies. Jiyin Zhang et al. [29] studied shot peening process variables to reduce blade deformation by targeting particular residual stresses. They created a finite element model to study the impact of different shot peening parameters. The investigation identified optimized condition, which were validated via testing, to minimize distortion during blade shot peening. Qinjie Lin et al. [30] concluded that increasing shot peening velocity improves the depth of refined and compressive residual stress (CRS) layers, while higher shot peening coverage boosts subsurface stress without influencing surface stress or layer thickness. An effective double-peening process have been shown to rise CRS while reducing surface roughness. These investigations show that optimizing shot peening parameters can enhance the distribution of CRS. Erfan Maleki et al. ’s [20] findings on severe shot peening of AISI 1060 steels show that severe shot peening effectively induces a nanostructured surface layer, resulting in superior mechanical characteristics and improved fatigue behavior. They concluded that gradual relaxation of residual stresses during cyclic loading, with severe shot peening exhibiting lower stress relaxation than conventional treatments. Finally, it was concluded that the present study findings are coinciding with the above-mentioned studies.

Residual stress plots of shot-peened samples
Surface Roughness
Examining the surface roughness parameters (Ra, Rq, and Rz) provides essential information about how shot peening affects the surface topography of samples of low alloy CrMoV steel, especially under various treatment circumstances. Shot peening causes differences in surface roughness metrics in all samples; different trends are seen in the annealed and cryo-treated states compared to the base material (Fig. 5 and Table 2). Surface roughness characteristics in the shot-peened base sample are comparatively lower, with values of Ra, Rq, and Rz being 1.4305 µm, 1.7378 µm, and 7.3347 µm, respectively. This implies that shot peening improves surface finish and decreases roughness by helping to smooth the surface and remove imperfections. The surface roughness parameters are higher in the shot-peened annealed and cryotreated samples, with Ra, Rq, and Rz values of 2.3051 µm, 2.8194 µm, and 11.838 µm, and 2.0749 µm, 2.5207 µm, and 11.8337 µm, respectively. The interplay between shot peening and the microstructural properties of the annealed and cryotreated materials can be responsible for the raised roughness values, which signify a more noticeable surface texture and greater surface imperfections. Moreover, examining surface roughness characteristics under varying treatment settings clarifies the impact of treatment history on the modification of surface topography caused by shot peening. Compared to the base material, shot peening produces higher surface roughness metrics in both the annealed and cryotreated states. This is explained by the variations in material characteristics and microstructure brought about by the annealing and cryogenic treatment procedures. The material’s microstructure becomes coarser, and the dislocation density decreases after annealing, which lessens the material’s vulnerability to shot-peening-induced plastic deformation. Similarly, changes in microstructural properties like phase composition and grain size brought about by cryogenic treatment may modify the material’s reaction to shot peening. The degree to which shot peening modifies surface roughness is influenced by these variations in treatment histories, underscoring the significance of taking material characteristics and treatment settings into account during surface engineering procedures. Nursen Saklakoglu et al. [4] also studied the effect of shot peening on the fatigue behavior of 50CrV4 steels, particularly in specimens with artificial surface defects, and stated that shot peening not only improves surface hardness but also induces compressive residual stresses, leading to significant improvements in fatigue life, with increases ranging from 50 to 400% depending on dimensions of the defect. The transformation of retained austenite to martensite further plays a significant role in microstructural changes to achieve these benefits. Javier Nino‑Barrera et al.’s [15] results stated that shot peening significantly improves conventional nickel-titanium alloys’ resistance to fatigue crack growth rate. The treatment induces beneficial compressive residual stresses, as confirmed by XRD analysis, resulting in enhanced fatigue life without affecting the length of fractured fragments. Despite an increase in surface roughness, the shot-peened samples showed ductile fracture behavior, exhibiting the effectiveness of shot-peening in extending the lifespan of these samples. R. Yang et al.’s [31] investigation explores the influence of various initial microstructures on the effectiveness of shot peening in martensitic gear steel. The study shows substantial variations in residual stress profiles and mechanical characteristics by performing different shot peening conditions tailored to softer sorbite + ferrite and harder tempered martensite microstructures. The present study also yielded the similar results.

Surface roughness plots of shot-peened samples
Hardness
Examining CrMoV low alloy steel samples’ hardness along their depth provides fascinating new information about how shot peening affects material characteristics, especially under various treatment scenarios. Shot peening causes changes in hardness at all levels; different patterns are seen in cryo-treated and annealed conditions relative to the base material (Fig. 6). Hardness values exhibit changes in the depth profile, ranging from roughly 429 HV to 464 HV in the cryo-treated and shot-peened state. Usually, the hardest areas are closest to the surface and are progressively softer as one descends. This trend can be ascribed to the microstructure’s refinement as well as the addition of compressive residual stresses from shot peening and cryogenic treatment, both of which raise the material’s hardness. On the other hand, the hardness values in the annealed and shot-peened conditions show a similar pattern of higher values near the surface, ranging from about 251 HV to 266 HV. However, the coarser microstructure and decreased dislocation density from conventional annealing result in lower overall hardness levels compared to the cryo-treated condition, suggesting a less noticeable impact of shot peening on hardness augmentation. Moreover, contrasting the hardness profiles under various treatment scenarios clarifies how treatment history affects a material’s reaction to shot peening. Compared to the base material, shot peening produces higher hardness values at all depths under cryo-treated and annealed conditions. The cryo-treated state exhibits a more significant increase in hardness, attributed to the combined effects of shot peening and cryogenic treatment, which refine the microstructure and introduce compressive residual stresses. On the other hand, in the annealed state, the shot peening-induced hardness augmentation is relatively small, suggesting a lower vulnerability to microstructural refinement and plastic deformation. These results highlight how crucial treatment history is in assessing how well-shot peening modifies material properties, with cryogenic treatment providing a better hardness improvement than traditional annealing.

Hardness of shot-peened samples
Conclusions and Future Scope
-
The 3D surface profile results indicate that the shot peening depth is influenced by the material condition, with untreated base CrMoV steel showing deeper penetration and more variability than annealed and cryo-treated samples.
-
The SEM study reveals that shot peening alters the surface topography and induces microstructural changes, such as the formation of dislocation networks and refined grains, which improve the mechanical properties and fatigue resistance of the base material.
-
Cryogenic treatment, which produces a finer microstructure and higher dislocation density, enhances the effectiveness of shot peening in generating compressive residual stresses compared to traditional annealing.
-
Cryogenic treatment and shot peening enhance hardness by refining the microstructure and introducing compressive residual stresses, resulting in higher hardness values compared to conventional annealing.
-
While shot peening enhances the base material’s surface finish by smoothing and reducing irregularities, it also leads to higher surface roughness parameters under annealed and cryo-treated conditions. This reflects the interaction between shot peening and the samples’ microstructural characteristics.
-
Perform extended fatigue and tribological testing under different environmental conditions to analyze the durability of shot-peened CrMoV steels. This study will shed light on the effect of residual stresses and surface roughness on the long-term performance of CrMoV steels.
References
H. Huang, J. Niu, X. Xing, Q. Lin, H. Chen, Y. Qiao, Coatings 12, 1 (2022)
M. Qiao, J. Hu, K. Guo, Q. Wang, Mater. Res. Express 7, 16574 (2020)
S. Zeng, S. Hu, G. Cheng, Mater. Today Commun. 33, 104767 (2022)
N. Saklakoglu, A. Bolouri, S.G. Irizalp, F. Baris, A. Elmas, Int. J. Adv. Manuf. Technol. 112, 2961 (2021)
H. Liu, Y. Wei, C.K.I. Tan, D.T. Ardi, D.C.C. Tan, C.J.J. Lee, Mater Charact 168, 110574 (2020)
C. Wang, X. Xiong, L. Yang, Y. Hong, S. She, H. Zhang, H. Liu, V. Ji, M. Li, Corros. Sci. 211, 110908 (2023)
J. Zhou, X. Liu, X. Li, X. Huo, B. Zhao, K. Ding, Y. Gao, Eng. Fail. Anal. 152, 107444 (2023)
Y. Liu, C. Shao, Y. Wang, H. Cui, F. Lu, Mater. Lett. 348, 134709 (2023)
G. Wu, K. Ding, T. Wei, X. Liu, M. Fan, Y. He, X. Huo, Y. Gao, Eng. Fail. Anal. 132, 105945 (2022)
K. Ding, M. Fan, Y. He, X. Huo, X. Liu, T. Wei, G. Wu, Y. Gao, Eng. Fail. Anal. 146, 107071 (2023)
K. Ding, T. Wei, X. Huo, Y. Zhang, G. Wu, M. Fan, Y. He, Y. Gao, J. Mater. Res. Technol. 18, 4007 (2022)
N.M. Vaxevanidis, AITC-AIT 2006 Int. Conf. Tribol. 1 (2006)
M. Kumagai, K. Akita, M. Imafuku, S.I. Ohya, Adv. Mater. Res. 996, 39 (2014)
S. Clitheroe, M. Turski, A. Evans, J. Kelleher, Shotpeener.Com 4 (n.d.)
J. Nino-Barrera, J. Sanchez-Aleman, M. Acosta-Humanez, L. Gamboa-Martinez, C. Cortes-Rodriguez, Sci. Rep. 11, 1 (2021)
T. Gundgire, T. Jokiaho, S. Santa-aho, T. Rautio, A. Järvenpää, M. Vippola, Mater CharactCharact. 191, 112162 (2022)
Z. Gao, Int. J. Adv. Manuf. Technol. 63, 291 (2012)
H. Hou, R. Dong, Y. Tan, C. Li, X. Zhang, L. Wu, B. Zhu, Y. Zhao, Mater CharactCharact. 206, 113412 (2023)
H. Huang, M. Jiang, L. Wei, C. Liu, S. Liu 171, 1 (2021)
E. Maleki, G.H. Farrahi, K. Reza Kashyzadeh, O. Unal, M. Gugaliano, S. Bagherifard, Met. Mater. Int. 27, 2575 (2021)
G. Mandal, S.K. Ghosh, S. Chatterjee, Mater. Today Proc. 18, 5196 (2019)
G. Mandal, S.K. Ghosh, D. Chakrabarti, S. Chatterjee, Metallogr. Microstruct. Anal. 7, 222 (2018)
G. Mandal, I. Dey, S. Mukherjee, S.K. Ghosh, J. Mater. Res. Technol. 19, 628 (2022)
G. Mandal, S.K. Ghosh, Mater. Today Proc. 4, 9418 (2017)
G. Mandal, S.K. Ghosh, S. Bera, S. Mukherjee, Mater. Sci. Eng. A 676, 56 (2016)
R.D.K. Misra, Mater. Technol. 38, 2278000 (2023)
G. Mandal, N.K. Tewary, S.K. Ghosh, Steel Res. Int. 89, 1 (2018)
H.K.D.H. Bhadeshia, A.R. Chintha, Mater. Sci. Technol. (United Kingdom) 38, 1291 (2022)
J. Zhang, C. Yao, W. Zhuo, L. Tan, M. Cui, Q. Wei, Int. J. Adv. Manuf. Technol. 131, 3781 (2024)
Q. Lin, H. Liu, C. Zhu, D. Chen, S. Zhou, Surf. Coat. Technol. 398, 126054 (2020)
R. Yang, X. Zhang, D. Mallipeddi, N. Angelou, H.L. Toftegaard, Y. Li, J. Ahlström, L. Lorentzen, G. Wu, X. Huang, I.O.P. Conf, Ser. Mater. Sci. Eng. 219, 012046 (2017)
Funding
The authors declare that no funding was received for this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The article was sent for publication in the Journal. The authors have no conflicts of interest. This is the original work of the authors and has not been previously published in other publications.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sarveswara Reddy, S., Durga Rajesh, K.V. & Maiti, A.K. Comparative Analysis of Shot-Peened CrMoV Steels: Microstructural, Residual Stress, Surface Roughness, and Hardness Investigations. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00809-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00809-2