
Abstract
The addition of reinforcements into aluminum alloys has recently gained considerable attention, aiming to improve their microstructure and mechanical characteristics for various applications. The current investigation studies the impact of B4C reinforcements on the microstructural and mechanical characteristics of friction stir welding (FSW) of AA6061 with different rotational speeds. Optical and scanning electron microscopy techniques have been used to analyze the microstructural evolution. Particle dispersion and interactions of B4C reinforcing agents and the aluminum matrix of the welded regions were given particular attention. Mechanical characteristics, including hardness and strength, were systematically studied for the FSWed weld composites produced at various rotational speed values. The results revealed that incorporating B4C particles had a pronounced effect on the mechanical characteristics of the AA6061 alloy, primarily by enhancing tensile strength and hardness. The maximum strength and hardness combination was achieved at the 1050 rpm rotational rates.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
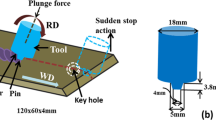
Friction stir welding (FSW) was introduced by Wayne Thomas and his team at The Welding Institute (TWI) in London in 1991 [1, 2]. Owing to its various advantages over traditional fusion welding methods, it has become quite popular across various industries. The FSW method joins two or more metal work pieces using a specifically crafted rotating tool made of a wear-resistant material, usually a high-strength steel alloy. The FSW tool has a distinctive design with a shoulder and an extending probe (or pin) [3]. The rotating tool is plunged between the work plates’ overlapping edges during welding, creating frictional force among the tool’s shoulder surface and the material. The frictional heat softens the metal without bringing it to its melting point during welding; therefore, FSW is categorized as a solid-state methodology. The spinning tool’s probe can now easily penetrate the material due to this softening. The softened material is stirred as the tool advances along the joint line, fusing the two work pieces. Without the use of filler, the tool’s action successfully creates a continuous weld junction.
FSW offers several significant benefits, including producing flawless, high-quality welds. Because there is no melting involved, many problems that frequently evolve during conventional fusion welding procedures, such as solidification fractures, porosity, and solid-state phase changes, are eliminated by this FSW process. FSW creates welds with extraordinary mechanical qualities, such as high tensile strength, superior fatigue resistance, and increased toughness. FSW is also appropriate for various materials, including copper, magnesium, aluminum, and their alloys. The ability to weld certain metal combinations that are typically challenging to join also applies to this process. The method is adaptable for various applications since it can handle different ranges of material thicknesses [4].
The incorporation of reinforcements has drawn much attention recently to enhance the qualities of FSWed joints. During FSW, reinforcements in the weld zone are used directly as particles, fibers, or other structures. The microstructure and mechanical behavior of the weld can be dramatically changed using these reinforcements, thereby improving performance in particular applications. Ceramic particles are a typical reinforcing material in FSW [5]. Before welding, these particles are frequently pre-placed between the work pieces or introduced to the weld zone as a powder. The particles are distributed throughout the weld and become embedded in metal matrices with the aid of the rotating tool. The reinforcing agents can strengthen, harden, and increase wear resistance of the weld plates [6].
Sun et al. [6] study aimed to examine the effects of silicon particles addition on the mechanical and microstructural characteristics of FSW joints. The results demonstrated that the inclusion of SiC particles impacted the FSW joints’ microstructure. The grain structure and the rate of grain expansion during welding were constrained throughout the copper matrix, because the particles were equally distributed throughout the copper matrix. Additionally, the SiC particles’ presence had a strengthening impact that improved the joints’ mechanical properties. Mechanical testing, including tensile and micro hardness measurements, was done to evaluate the impact of silicon carbide particles on the strength and hardness of the FSWed plates. The outcomes exhibited that incorporation of silicon carbide particles improved the material’s tensile strength and microhardness. The dispersion strengthening mechanism and grain refinement made possible by the presence of SiC particles were reason for the improved mechanical performance. By employing FSW to incorporate nano-sized reinforcements into an aluminum matrix, Bahrami et al. [7] suggested a unique approach for producing aluminum matrix nano-composites (AMNCs). The outcomes showed that the FSW technique for creating AMNCs had been successfully integrated. The microstructural examination of the aluminum matrix confirmed the uniform dispersion of the nano-reinforcements and which showed effective mixing and distribution. By having higher strength, microhardness, and wear resistance than the base Al matrix, the AMNCs’ mechanical qualities were demonstrably superior to those materials. Mohsen et al. [8] concentrated on examining the impact of various pin geometries on the final microstructure and mechanical properties of the AA7075/SiC nano-composites during the FSW process. The outcomes demonstrated that the pin geometry has a great impact on the microstructural features of the AA7075/SiC nano-composites. The different pin shapes changed the flow pattern and heat distribution, which affected the SiC particle dispersion and alignment inside the aluminum matrix. The pin geometry also had an impact on the grain structure and the development of intermetallic compounds at the contact. Tensile testing and hardness evaluations were used to assess the AA7075/SiC nano-composites mechanical characteristics in further detail. The outcomes showed that the pin geometry has a substantial impact on the strength, ductility, and hardness of nano-composites. In a different study, Mohsen et al. [9] looked at the impact of silicon carbide reinforcement on the tensile strength, impact energy, and fatigue life of FSW joints. The outcomes showed that the mechanical properties of the FSWed samples have been dramatically altered by the addition of SiC reinforcements. The joints’ fatigue life increased with the addition of SiC, indicating greater fatigue resistance. The impact energy also improved as a result of the strengthening, indicating greater toughness. The strength of the weld plates greatly enhanced with the addition of SiC particles.
The use of B4C reinforcing particles during friction stir welding has been paid a lot of consideration in recent years. Superior mechanical and thermal properties are well known for ceramic material comprised of hard and light boron carbide [10]. B4C particles that are injected into the weld zone during FSW can have a variety of effects on both the welding as well as the final welded joint. One of key benefits of adding B4C reinforcing particles is the potential improvement in the weld’s mechanical properties. It is generally known that boron carbide particles’ extraordinary hardness and wear resistance increase the strength and endurance of the weld joint. A weld’s resistance to surface erosion, abrasive wear, and other wear-related problems can be enhanced by adding B4C. Additionally, the incorporation of B4C reinforcing agents may alter the microstructure of the weld. The grain structure can be improved and made more homogeneous by the dispersion of boron carbide reinforcing agents in the weld region. Smaller and more evenly dispersed grains can result from grain refining when there are B4C nucleation sites present. Strength, toughness, and fatigue resistance of the weld can all be improved by the finely honed microstructure. The welding procedure may also be affected by the B4C ‘s thermal qualities. High thermal conductivity of boron carbide enables effective heat dissipation during FSW. This characteristic can lessen the possibility of overheating or thermal deformation while regulating the temperature dispersion in the welded region. B4C particles’ effective heat transfer can help reduce thermal stresses and improve the quality of welds.
FSW has the potential to enhance the characteristics and functionality of weld joints by adding reinforcements. Reinforcements can be added to materials to improve its mechanical characteristics, microstructure, and durability. Reinforcements can be made from ceramic particles, metallic particles, or fibers. To get the desired results, nevertheless, careful reinforcing material selection and process parameter optimization are required [11,12,13]. To investigate the potential of reinforcing approaches to promote friction stir welding in diverse industrial applications, more research and development are required. Therefore, the current study is focused on how B4C reinforcement particles affect the microstructural features and mechanical characteristics of aluminum alloys that are friction stir welded. Aluminum alloy 6061 is commonly employed in various industrial applications. AA6061 is a versatile material and is utilized in the manufacturing of a wide range of products, from structural components to consumer goods. From the literature studies, it was identified that very few authors studied the influence of reinforcement agents during the FSW of AA6061 alloys. Hence, the present study focuses on the effect B4C reinforcement agents on microstructural features and mechanical properties of FSWed AA6061 alloys.
Experimentation
Friction Stir Welding
Commercially pure Al6061 (Al: 95.90, Mg: 0.9%, Si: 0.6%, Fe: 0.8%, Cu: 0.25%, Mn: 0.15%, Cr: 0.20%, Zn: 0.25%, and Ti: 0.15%) plates that have undergone solution annealing and tempering (also known as T6) were used in this investigation as the starting materials. Two aluminum plates that were 6 mm in thickness, 120 mm in length, and 50 mm in width with a grove of 0.5 mm on each side were tightly held together to begin the joining using friction stir welding machine (3 T-NC-FSW). This left a tiny 1 mm gap among the adjacent plates. Then, five micron-sized B4C particles were introduced and tightly inserted into the gap. A H13 tool steel alloy was used throughout the joining of plates. The welding has been carried out with various rotational speeds (650, 850, 1050, and 1250 rpm) with constant travel rate of 30 mm/min and threaded pin tool. The tool was tilted to two-degree angle and continuously applied a weight of 1000 kg. To ensure even dispersion of the B4C particles within the welded joints, a volume percent of 10% was incorporated in all the joints, the welding has been repeated on more time with same processing parameters.
Microstructural Investigation
The fabricated FSWed joints have been sampled in cross-sections for microstructural examinations. To prepare these samples for microstructural investigation, a wire-cut EDM machine has been employed for cutting. Subsequently, the samples underwent polishing using different grits of SiC papers to achieve a smooth finish. The examination of the samples involved two microscopy techniques. Optical microscopy (OM) was employed to study the grain structure, grain size, and the presence of any defects or discontinuities. On the other hand, scanning electron microscopy (SEM) has been utilized to investigate microstructural features like distribution of precipitates, grain boundaries, and the possible formation of intermetallic compounds.
Mechanical Properties
To measure the microhardness of the samples, a Vickers hardness tester has been utilized with a load of 0.1 kg for 15 s. Hardness measurements were taken along the FSWed joints, with a spacing of 0.5 mm between successive indentations. These measurements were recorded across the weld line to account for any variations. As per to ASTM-E8 specifications of 100 mm and width of 10 mm, specimens from the friction stir-welded joints were sectioned for tensile testing. These specimens’ real proportions were closely matched. Tensile testing was performed using a 50 kN-UTM (universal testing machine) with a fixed strain rate of 10−3/s. After the tensile testing, the fracture samples were analyzed using SEM.
Results and Discussion
Microstructure
Optical Microscopy
To investigate the changes in the microstructural characteristics and particle distribution of FSW joints conducted at various rotational speeds, it is analyzed through microstructural examination. The macrostructure and SEM analysis is done in detail as shown in Figs. 1, 2, 3, respectively. Void defect, tunnel defect, kissing bond defect, and agglomeration are the general defects encountered during FSP/FSW using reinforcement particles [8]. A basin shaped nugget was observed at the center in the each joint (Fig. 1a-d), and the width of the nugget region was directly proportional to the rotational speed, where 650 rpm joint was with least and 1250 rpm with larger SZ width attributed to the more heat generation and stirring action at higher rotational speeds [13]. Utilizing appropriate volume fraction of reinforcements and range of rotational speeds showed no FSWed specimen in this study with any kind of general defects in the SZ except the agglomerations in some cases. The appropriate use of tool profile and rotational rate creating sufficient heat for the material flow during the welding was the reason behind defect free joints. To enhance the particle dispersion and control the agglomerations, the rotational rate was increased from 650 to 1250 rpm with an interval of 200 rpm per specimen. Hence, observing the microstructures, it was seen that the rotational speed was dictating the flow behavior of the reinforced particles added in the FSWed joints.

Macrostructure images of FSWed joint reinforced with B4C particles at different rotational speeds: a 650 rpm, b 850 rpm, c 1050 rpm, and d 1250 rpm
The base material and FSWed without reinforcement’s optical images are shown in Fig. 2. The base material AA6061 microstructure looks like an elongated pancake structure as shown in Fig. 2a and b. In the case of the non-reinforced joint sample, as shown in Fig. 2c and d, the material is experienced severe plastic deformation, which results in finer grains optical images, the microstructure of the different rotational speed FSWed joints at both 100X and 200X magnification is depicted in Fig. 3. Simultaneous phenomenon of frictional heating and intense plastic deformation leads to generation of fine grained structure within the stir zone knows as dynamic recrystallization [15]. Due to the presence of B4C reinforcement particles, the stir zone could be divided into two zones with particle free zone (PFZ) and particle rich zone (PRZ). Comparing the PFZ and PRZ in each specimen microstructure, the 650 rpm and 850 rpm showed both the zones of PFZ and PRZ. Whereas the 1050 rpm (Fig. 3e and f), specimen had no such kind of PFZ due to intense mixing lead to uniform distribution at that rotational speed. Further increasing rotational speed caused no significant improvement (Fig. 3g and h) but leaded to B4C clusters formation. The microstructures observed in the case of 650 rpm (Fig. 3a-b) showed agglomerations due to lower stirring action and insufficient heat to soften the material surrounding the tool pin causing less distribution of B4C particles. In the case of 850 rpm (Fig. 3c-d), there were no agglomerations but the clusters of B4C particles with PRZ were observed in some places of stir zone due to insufficient rotational speed.

Microstructural images of BM and FSW joint without reinforcement

Optical images at 100X and 200X magnification of FSWed joint reinforced with B4C powder at different rotational speeds: a 650 rpm, b 850 rpm, c 1050 rpm, and d 1250 rpm
Scanning Electron Microscopy
For in-depth analysis of the distribution of reinforced particles, scanning electron microscope images were used. The flow behavior of the material changes corresponding with the change in rotational speed used while joining the AA6061 plates. Figure 4 depicts the SEM images of the regions in the stir zone of the reinforced FSW samples. The microstructure of Fig. 4a shows the distribution of the reinforced particles with large agglomerations. The change in the rotational speed to further step enhanced the homogeneity of particle distribution and also fineness of the reinforcement particles, but there were some small agglomerations still present in the SZ as shown in Fig. 4b. Further, increase in rotational speed to 1050 rpm distributed the particles homogenously as shown in Fig. 4c. The fine grain structure produced with restricting the grain growth after addition of B4C particles was attributed to the Zener pinning effect [12]. Moreover, the microstructure of 1250 rpm shows the distribution of reinforced particles with small clusters, and this increase in rotational speed from 1050 to 1250 rpm resulted in the agglomeration of reinforced particles. Very high and very low rotational speed leaded to formation of agglomeration due to lack of stirring enhanced pulsation action, whereas the very less agglomeration and better distribution was observed at intermediate rotational speed due to good stirring enhanced pulsating action [16]. Moreover, this kind of better distribution and agglomeration was also observed in other studies where metal matrix composite was produced using FSP [17, 18].

SEM images of FSWed joint reinforced with B4C powder at different rotational speeds: a 650 rpm, b 850 rpm, c 1050 rpm, and d 1250 rpm
Hardness
The study looked at how varying rotational speeds affected the hardness of FSWed AA6061 and the impact of B4C reinforcing particles. The microhardness variation with respect to the rotational speed is shown in Fig. 5. The study’s findings show that friction stir welding of B4C reinforcement particles into AA6061 alloys significantly affects the microhardness of the resulting material. The hardness of the welds often increases as the rotational speed does. Higher rotational speeds often result in increased heat input and better particle distribution in the weld zone, which is coinciding with previous results. The average hardness of the as-received base material AA6061-T6 is around 87.5 HV. The weld has a mean microhardness of 91 HV at the lowest rotational speed of 650 rpm. Due to insufficient heat generation, which led to inadequate consolidation of the B4C particles and a less even distribution within the weld, the relative low hardness at this speed may be explained. The hardness increases to 94 HV as the rotating speed is increased to 850 rpm. Because of the increase in hardness, it appears that the heat input at 850 rpm is adequate to promote improved particle distribution and bonding in the weld zone. The hardness further rises to 108 HV at 1050 rpm. This suggests that the friction stir-welded AA6061 alloy with B4C reinforcement particles can achieve the greatest hardness at a rotating speed of 1050 rpm. This rotational speed presumably improves particle dispersion and strengthens the weld because to the higher heat input and shear stresses. The hardness finally reaches 123 HV at the maximal rotating speed of 1250 rpm, but this was not continuous throughout the stir zone. While the difficulty keeps rising, it seems as though the rate of development is beginning to slow down. This might be the result of things like too much heat being applied, which might cause some grain growth and less hardness.

Hardness profile
Tensile Properties
The study examined the impact of B4C reinforcement particles on friction stir-welded AA6061 alloys’ tensile characteristics at various rotating speeds; the welded specimens underwent tensile testing to assess their mechanical qualities. The stress–strain plots of welded joints are displayed in Fig. 6, and tensile data are documented in Table 1. The study’s findings show that friction stir-welded Al6061 alloys with B4C reinforcement particles have a substantial effect on those alloys’ tensile properties. The rotating speed applied during the welding process affects the tensile properties of the welded specimens. The weld’s ultimate tensile strength is determined to be 232 MPa at 650 rpm, with a yield strength of 210 MPa and an elongation of 6.2%. The less complete bonding and uneven particle dispersion inside the weld zone may be the cause of the inferior tensile characteristics at this speed. A poorer connection between the B4C particles and the aluminum matrix could result in decreased strength if insufficient heat is applied. With an UTS of 244 MPa, a YS of 221 MPa, and an EL of 6.8%, the tensile characteristics improve as the rotational speed rises to 850 rpm. The increased tensile strength suggests that the weld’s improved mechanical qualities are the result of improved particle dispersion and bonding, which are made possible by the 850 rpm rotational speed. The ultimate tensile strength further rises to 258 MPa at 1050 rpm, while the yield strength rises to 234 MPa and the elongation reaches 7.7%. This implies that 1050 rpm is the ideal rotational speed for the friction stir-welded AA6061 alloy with B4C reinforcing particles to achieve the maximum tensile characteristics. At this rotating speed, the higher heat input and shear pressures probably result in better interfacial bonding and particle distribution, leading in stronger and more ductile welds. Finally, the ultimate tensile strength is reduced to 247 MPa, the yield strength is 225 MPa, and the elongation is 7.4% at highest rotational rate of 1250 rpm. The rate of improvement starts to slow down after attaining some strength. Particle distribution and thermal effects may be in equilibrium at this rotational speed, which could have an impact on the material’s ductility.

Stress–strain curve of the FSWed joints
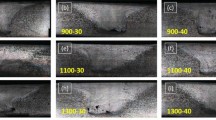
The welded specimens underwent fracture analysis to evaluate their failure modes. For the friction stir-welded AA6061 alloys with B4C reinforcement particles at various rotational speeds, the fracture analysis revealed discrete fracture modes, as shown in Fig. 7. The findings of the fracture analysis provided information on the influence of rotational speed and B4C reinforcement particles on the failure behavior of the FSWed AA6061 alloys. The fracture study shows that intergranular and transgranular cracking is the predominant fracture mechanism at the lowest rotational speed of 650 rpm (Fig. 7a). Lower heat input and less effective particle dispersion in the weld zone are linked to this fracture pattern. It is possible that the B4C particles were not evenly dispersed and attached to the aluminum matrix, which resulted in weak interfaces and localized stress concentrations that aided crack initiation and growth at grain borders and within grains. The fracture study shows a change from intergranular to mostly transgranular fracture when the rotational speed rises to 850 rpm (Fig. 7b). Because of the enhanced particle distribution and bonding at this speed, the microstructure is more homogeneous and has fewer intergranular flaws. The transgranular fracture is a sign of increased toughness and greater load carrying capability because the ductile aluminum matrix prevents the break from spreading. The fracture study reveals a mostly transgranular fracture mechanism at 1050 rpm (Fig. 7c). This suggests that 1050 rpm is the ideal rotational speed for achieving the best fracture behavior. The material’s plasticity is improved by the faster rotational speed, which lowers the likelihood of crack development and spread. A stronger and more continuous reinforcement network is created as a result of the B4C particles enhanced incorporation into the aluminum matrix, which also increases fracture resistance. Finally, the fracture analysis shows that primarily transgranular fracture lowers at the greatest rotational speed of 1250 rpm (Fig. 7d). The presence of some intergranular cracking, however, indicates that there may have been some localized weakening of the grain boundaries as an outcome of high heat input at this rotational speed. Despite this, the presence of evenly distributed and solidly attached B4C reinforcement particles ensures that the overall fracture behavior is still beneficial.

SEM fracture images of joints weld at a 650 rpm, b 850 rpm, c 1050 rpm, and d 1250 rpm
Conclusion
The B4C particles were successfully into the weld zone by friction stir welding technique. The distribution showed no defects in any condition; 1050 rpm has better distribution attributed to the better stirring and pulsating action at that particular rotational speed. The addition of B4C reinforcement particles significantly enhanced the mechanical properties of AA6061 alloys. Notably, a rise in hardness and strength was identified with rise in rotational speeds. This improvement can be attributed to the effective load transfer and strengthening mechanisms associated. Increasing the rotational speeds during FSW has a significant impact on the mechanical characteristics of the weld joint. The high rotational speeds (1050 and 1250 rpm) were identified, where the highest of hardness and tensile strength was achieved in 1050 rpm. This indicates that selecting the appropriate rotational speed is critical for tailoring the mechanical properties to meet specific application requirements. The fracture analysis reveals that at the lowest rotational speed of 650 rpm, the primary fracture mechanism observed is a combination of intergranular and transgranular cracking. As the rotational speed increases to 850 rpm, there is a transition from intergranular to predominantly transgranular failure. Notably, even at highest rotational speed of 1050 rpm, the fracture analysis still indicates transgranular fracture mode.
Funding
No funding was obtained for this study.
References
G. Liu, L.E. Murr, C.S. Niou, J.C. McClure, F.R. Vega, Scr. Mater. 37, 355 (1997)
Y. S. Sato, H. Kokawa, M. Enomoto, S. Jogan, and T. Hashimoto, (1999) Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 30, 3125.
M. Boz, A. Kurt, Mater. Des. 25, 343 (2004)
Y.E. Ma, Z.C. Xia, R.R. Jiang, W.Y. Li, Eng. Fract. Mech. 114, 1 (2013)
J. Guo, P. Gougeon, X.G. Chen, Mater. Sci. Eng. A 553, 149 (2012)
C.J. Hsu, P.W. Kao, N.J. Ho, Scr. Mater. 53, 341 (2005)
M. Bahrami, K. Dehghani, M.K.B. Givi, A novel approach to develop aluminum matrix nano-composite employing friction stir welding technique. Mater. Des. 53, 217–225 (2014)
M. Bahrami, M.K.B. Givi, K. Dehghani, N. Parvin, On the role of pin geometry in microstructure and mechanical properties of AA7075/SiC nano-composite fabricated by friction stir welding technique. Mater. Des. 53, 519–527 (2014)
M. Bahrami, N. Helmi, K. Dehghani, M.K.B. Givi, Mater. Sci. Eng. A 595, 173 (2014)
X.G. Chen, M. da Silva, P. Gougeon, L. St-Georges, Mater. Sci. Eng. A 518, 174 (2009)
M. Barmouz, M.K.B. Givi, J. Seyfi, On the role of processing parameters in producing Cu/SiC metal matrix composites via friction stir processing: investigating microstructure, microhardness, wear and tensile behavior. Mater Charact 62(1), 108–117 (2011)
T. Singh, S.K. Tiwari, D.K. Shukla, Mater Charact 159, 110047 (2020)
K.K. Kumar, A. Kumar, M.V.N.V. Satyanarayana, Effect of friction stir welding parameters on the material flow, mechanical properties and corrosion behavior of dissimilar AA5083-AA6061 joints. Proc. Inst. Mech. Eng., Part C: J. Mech. Eng. Sci. 236(6), 2901–2917 (2022)
K.K. Kumar, A. Kumar, M.V.N.V. Satyanarayana, Enhancing corrosion resistance and mechanical properties of dissimilar friction stir welded 5083–6061 aluminium alloys using external cooling environment. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 235(12), 2692–2708 (2021)
H.G. Salem, Scr. Mater. 49, 1103 (2003)
D. Trimble, G.E. O’Donnell, J. Monaghan, J. Manuf. Process. 17, 141 (2015)
K.M. Mehta, V.J. Badheka, Wear 426–427, 975 (2019)
D. Patidar, R.S. Rana, Mater. Today Proc. 4, 2981 (2017)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Reddy, P.S., Ramana, V.S.N.V., Rahul, R. et al. Advancements in Friction Stir Welding: Microstructural and Mechanical Enhancement of AA6061-B4C Welded Composites. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00695-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00695-8