
Abstract
With the advent of modernization, there is a need for advanced engineering materials for various engineering applications. The current study employs Al6061 as the matrix material. The reinforcing particles employed are SiC and B4C. Al6061–SiC–B4C hybrid composites are fabricated through the utilization of stir casting technology. The SiC carbide particles are maintained at a constant concentration of 3%. The B4C particles are incrementally altered in 2% increments, ranging from 2 to 8%. Scanning electron microscopy is employed to analyze the microstructure of the manufactured composites. Brinell hardness testing equipment is utiliszed to conduct the hardness test on the manufactured composites. The tensile strength and compression strength of the manufactured composites are assessed using a universal testing machine. The wear test is performed via a Pin-on-disc wear testing apparatus. The microstructure research reveals that SiC and B4C particles are evenly dispersed throughout the Al6061 matrix. The hardness value, tensile strength and compression strength findings demonstrate that the produced composites have higher tensile strength than the Al6061 matrix alone. The tensile fracture surfaces of the Al6061 + 3%SiC + 6%B4C composite are found to be brittle in nature. The maximum hardness and maximum tensile strength is obtained for Al6061–3%SiC–6%B4C hybrid composite and is equal to 75.97 BHN and 141.4 MPa respectively. The maximum compression strength and minimum wear rate is obtained for Al6061–3%SiC–6%B4C composite. The worn-out surface of composite shows the presence of sliding grooves. The developed composites are used in automotive applications in components such as cylinders, brake drums and pistons etc.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Now a day’s technology demands for the material with improved mechanical properties. In order to improve the properties of a material, several additional elements are added to improve their properties. Composite material is one among these category materials which has the ability to fulfill the above needs. The problems that are found in the conventional materials is been eliminated by the use of the composite materials, there are different materials that are available to be embedded in the matrix material and the combination of the material will be selected based on the application of the materials [1].
A composite material that consists of a metal or a metal alloy as its matrix is referred to as a metal matrix composite. The physical and mechanical characteristics of these materials are determined by the materials’ compositional components, the reinforcement’s volume proportion, and the manufacturing method. The matrix in MMCs will have the features of being lightweight, having good thermal conductivity, and being ductile, while the reinforcement, which is typically ceramic, will have the properties of being highly stiff, having a high wear resistance, and having a less coefficient of thermal expansion.
The interface that will link the reinforcement and the matrix is also taken into consideration throughout the selection process for both of these components [2]. This interface can take the form of a straightforward zone of chemical bonding, but it can also take the form of a layer that is made of the matrix and reinforcement.
The usage of composite materials in aircraft technology is widely known, and these materials are being used in fuselage-production technology as well as jet engine technology to enhance the mechanical strength of a variety of light-weight components. Due to desirable qualities such as high specific strength and stiffness, MMCs have been utilized in autos and trucks for a considerable amount of time. Because they have superior resistance to wear, they are utilized in the braking system, specifically in piston pins, valve spring caps, and accumulator plates. A new area of use has been made possible by the fact that MMCs can have their thermal expansion coefficient tuned by including ceramic reinforcement without losing the thermal conductivity of the metallic base metal. The fields of thermal management and electric packaging are the first to benefit from this novel application [3].
The incorporation of the particles into the liquid metal and casting it into the desired forms is an efficient method for generating these metal matrix composites. This method also helps keep production costs cheap. The strength of cast aluminum-alloy composites, which rely on composites, is proven to have a moderate improvement when contrasted to the strength of the standard alloy that does not contain any reinforcement. When it comes to evaluating how the mechanical properties of composites are influenced, the size of the particle reinforcement is a crucial factor that needs to be taken into consideration. The particle size is another factor that has an effect on the uniformity of the reinforcement dispersion throughout the matrix. Smaller the particle size, higher will be the agglomerate content in the composite structure. Particle also directly influences the porosity content in the composite structure.
On the other hand, a noticeable reduction in ductility is shown with the addition of particle reinforcement with the intention of enhancing the material’s stiffness, strength, and tribological properties [4]. These materials’ poor ductility restricts their performance and the applications they can be used for. Matrix microstructure, reinforcement dispersion, porosity, and interfacial link strength, as well as the presence or absences of voids, all have a role in determining ductility.
The current research is a small attempt to investigate the impact of some of these parameters on the properties of Al6061-SiC-B4C based hybrid MMCs fabricated by using stir casting method.
Literature Review
Composites are a newly developed form of material that came about as a result of the need for various sectors to find materials that were both lightweight and exceptionally strong. Since aluminum Matrix Composites (AMMCs) are minimal in weight while yet maintaining a high strength-to-weight ratio, they are typically utilized in applications in which the weight of the material is a limiting factor. In this part of the literature review, we will be focusing on a small portion of the work that was carried out by some of the researchers.
The properties of A6061–(Glass fiber + Al2O3 + SiC + B4C) composite that was produced using stir casting were the subject of research conducted by Subramani Nanjan et al. [5]. The findings indicate that the incorporation of SiC and B4C into the aluminum composite will result in an improvement in the mechanical characteristics of the material. A study was conducted by Divakar Bommana et al. to investigate the impact of a 6 weight percent particle reinforcement (B4C + SiC) on the mechanical characteristics of AA6061 aluminum composites [6]. The findings obtained through microscopic examination demonstrate that the AA6061 matrix contains a consistent distribution of dual particles, specifically SiC and B4C.
Research conducted by Hashir Shafi et al. looked into the mechanical characteristics of aluminum MMCs [7]. It has been discovered that the composite material has a higher tensile strength in comparison to the alloy that was initially used, and it has also been proven to be more robust when the reinforcement represents the largest percentage. Studies on the mechanical behavior of Al6061–B4C composites were carried out by Vasanth Kumar et al. [8]. In comparison to the properties of Al6061 matrix, the properties of Al6061 composites with different weight percentages of B4C were seen to be superior and enhanced.
Stir casting method was used to fabricate AA 6061 MMCs. Ansar Kareem and his colleagues conducted a review of these composites [9]. AA 6061 aluminum alloy matrix composites that were manufactured using the stir-casting method are the subject of this study, which offers an overview of the material. The bulk of the investigations demonstrated that the mechanical characteristics of the composites were enhanced when the reinforcement content was increased through the use of reinforcement.
Composites are bi- or multi-phase materials with improved mechanical properties compared to the individual constituent materials. These properties are achieved by combining two or more phases into a single material. One of the phases is typically discontinuous, more rigid, and more powerful; this phase is referred to as reinforcement. In contrast, the phase that is continuous, less rigid, and weaker is referred to as matrix. A second phase known as the interface can sometimes exist between the matrix and the reinforcement [10]. This can be the result of chemical interactions, but it can also be the result of other processing effects.
The properties of composite materials are determined by the properties of the components that make up the composite, in addition to the geometry of the phases and the distribution of those phases. The volume (or weight) proportion of the reinforcement, often known as the fiber volume ratio, is considered to be one of the most essential characteristics. Reinforcement distribution throughout a material determines its degree of homogeneity or uniformity. If the reinforcement is distributed in a manner that is not uniform, then the material will be more heterogeneous, and the likelihood of failure in places with the lowest strength will increase. An important factor in determining the anisotropy of the system is the geometry and direction of the reinforcement [11].
The function of each of the composite system’s various phases depends on the specific composite material and application. Low and medium efficiency composites typically feature reinforcement in the form of short fibers or particles, which add some stiffness at the expense of overall material strength. On the other hand, the matrix is the primary load-bearing element, and as such, it is the substance that is responsible for determining the mechanical characteristics of a material.
High-performing structural composites often employ continuous fiber reinforcement as the material’s backbone, as it is liable for assessing the material’s stiffness and strength along the direction of the fibers. Matrix phase functions include load distribution over the fiber reinforcement and preservation of the fragile fibers. The interface, despite its minute size, may play a vital role in establishing the material’s failure processes, fracture toughness, and overall stress–strain behavior.
Researchers conducted research on the increase in metal-matrix composite research and development activities that have been taking place all over the world, with a specific focus on cast metal-matrix particulate composites [12]. In India, cast composites offer a wide variety of potential applications, particularly in the transportation, energy, and electromechanical machinery sectors. The widespread use of composites has the potential to result in substantial savings in costs in these areas, in addition to a reduction in pollution in certain instances. Another perk of using composites is that they might help cut down on trash.
Researchers looked into how porosity affected metal matrix composites’ mechanical properties. In cast metal matrix composites (MMC), porosity is a defect that has traditionally been known to impair the improvement of the material’s strength. This is especially true in particle-reinforced MMC. The occurrence of porosity can be ascribed to various factors, such as the incorporation of air bubbles into the material forming the molten matrix, the existence of water vapor on the particle surfaces, the entrapment of gas during the mixing procedure, the generation of hydrogen, and the shrinkage that takes place during the solidification process. Because the failure process begins in the spaces that are produced, the presence of porosity in cast MMC resulted in deterioration in the mechanical characteristics of the material [13].
The processing of MMCs has been playing a significant role in recent years, and the majority of applications for MMCs center on aluminum as the matrix metal. MMCs are also known as matrix metal composites. aluminum alloys are commonly utiliszed in aviation components and automotive applications due to its superior characteristics, including a higher strength to weight ratio, chemical inertness, corrosion resistance, and excellent low-temperature performance. These attributes contribute to their high machinability index. This is owing to the fact that these properties make aluminum alloys ideal for use in these applications. The liquid metallurgy or vortex technique is the one that is used to build MMCs the most frequently out of all known techniques of fabrication for MMCs [14]. This is owing to the fact that it is the easiest method to manufacture and it is also the most cost-effective method. Porosity, blow holes, and an uneven grain structure are just some of the flaws that can be found in MMC materials that have been processed using primary procedures like stir casting and the powder metallurgy technique.
Among the available ceramic materials, Silicon Carbide (SiC) is the most commonly used due to easy availability, strong interfacial bonding, higher melting point, higher electrical resistance, higher hardness which gives rise to desirable characteristics of the composite material. The process variables such as preheating temperature of particles, melt temperature, stirring speeds etc., were considered for fabricating composites and the Al/SiC MMCs exhibited superior properties.
The stir casting method, a form of liquid metallurgy, was explored by Kumar et al. for the production of Al6061–SiC, a particulate MMC. Reinforcement was added in steps of 0%, 6%, and 9% by weight, and the average particle size was 125 μm. The results demonstrated that a higher percentage of SiC particles led to a greater rise in the BHN of the composites samples. Also, the results demonstrated that a higher percentage of particles increased the strength of the engineered composites. However, when reinforcing percentages increased, ductility declined [8].
B4C is one of the most extensively used reinforcement particulates in the aluminum based MMCs because it is very compatible with aluminum matrix. B4C has excellent mechanical, thermal, and wear resistance characteristics, which makes it useful in a wide variety of contexts. A heat treatment method can improve the matrix material’s thermal conductivity. Al–B4C alloys are extensively used for applications in the mechanical and tribological elements of IC engines, such as piston, cylinder blocks, cylinder heads, etc., because of their good castability, good formability, resistance against corrosion and light weight. However, the poor seizure resistance property of the materials restricts their use for the tribological application, addition of reinforcement materials leads to enhancement in the tribological characteristics of the materials. Particulates of Boron carbide are reinforced in the MMC due to their enhanced specific properties which are of most important in the applications of automotive components [15].
Researchers studied on the characteristics of aluminum-B4C composite materials where in the percentage of reinforcement is being varied in every 5% of volume addition fabricated by stir casting process. The outcomes of the tests performed indicate that a progressive increase in the strength is being noted up to 10% whereas for the 15% volume addition there is a reduction in the properties. The overall mechanical characteristics of the material were noted to following the similar trend of change in the properties [16].
According to the earlier review of relevant literature, no efforts have been made so far to produce and evaluate the microstructure studies and properties of Al6061–SiC–B4C composites. Therefore, an effort was undertaken in this study to produce Al6061–SiC–B4C composites. The microstructure of Al6061–SiC–B4C composites is investigated and their properties are analyzed in this paper.
Materials and Experimental Work Details
The materials and experimental work required for the current study are discussed in detail below.
Selection of Matrix and Reinforcement Materials
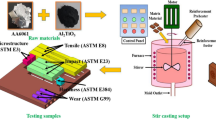
In the current study SiC and B4C particle (30 µm) is added as reinforcement material along with Al6061 matrix material. SiC carbide particles are taken as 3% and is kept constant. B4C particles are varied in steps of 2% from 2 to 8%. The Al6061–SiC–B4C composite is produced by using liquid stir processing technique which is normally termed as Stir casting process. Table 1 summarizes the particulars of the reinforcements’ % usage in this investigation.
The materials are processed by the stir casting method wherein the preheated reinforcement particulates were incorporated to the molten aluminum material. Samples are prepared according to ASTM standards for mechanical properties testing.
Figure 1 shows the Al6061 in the form of the billets that are used in the current research. The reinforcing particles (SiC and B4C) utilized in this investigation have an average particle size of 30 µm as shown in Figs. 2 and 3.

Al6061 billets

SiC powders

B4C powders
Stir Casting Process
Figure 4a, b and c shows the Stir casting furnace, Graphite crucible, and Stirrer used for processing of the composite material. Figure 4d shows the casted samples. The SiC and the B4C particles are pre heated up to 400 °C for 4 h to avoid the thermal mismatch during the casting process, the preheating also helps in removing the moisture content from the materials. The stirring process is carried out where in stirrer is rotated at 300 rpm to obtain a good vortex which aids in uniform distribution [17]. The stirring is done for a period of time that ranges from 15 to 20 min. In order to reduce the amount of iron that the liquid metal picked up from the stirrer blades, they were manufactured of stainless steel and coated with a ceramic substance. SiC carbide particles are taken as 3% and is kept constant. B4C particles are varied in steps of 2% from 2 to 8%. After ensuring that the molten melt remained in a stationary state, it was poured into the metal mold in order to achieve the appropriate shape for each of the castings.

Stir casting process
Specimens Preparation
In accordance with ASTM standards, cast rods were subjected to machining in order to prepare samples for hardness, tensile, compression and wear test.
Figure 5a, b, c and d shows the hardness, tensile test, compression and wear test specimens used in conducting the above tests.

Hardness, tensile, compression and wear test specimens
Hardness of both reinforced and non-reinforced composites were measured using Brinell hardness testing machine. The hardness tests were carried out as per ASTM E10 standard. All the tests measure the resistance to the indentation on the composites by the application of load [18]. A load of 10 kgf is applied gradually during the test on the surface of the sample.
The tensile tests were performed as per ASTM E8 standard. At least three tensile specimens were machined from a section of cast composite and unreinforced alloy, respectively, and tested using universal tensile testing equipment [19].
The compression test techniques were conducted in compliance with the ASTM B577 standard. Using universal tensile testing equipment, at least three tensile samples were machined from a segment of cast composite and unreinforced alloy, respectively. These samples were then subjected to testing.
The wear test procedures were conducted in compliance with the ASTM G99 standard. By utilizing a pin-on-disc testing apparatus, a minimum of three wear specimens were fabricated from a section of cast composite and an unenhanced alloy, correspondingly.
Results and Discussions
This section provides an in-depth examination of the findings obtained in the ongoing investigation.
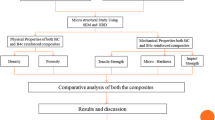
Microstructural Properties
Scanning Electron Microscopy of SiC
In order to conduct the micro structural analyzes, samples were obtained by cutting cast bars and then grinding them using grit paper of varying sizes. The mounted specimens were then mechanically polished with an alumina-powder that was 1 micron in size. After that, fine polishing to achieve a finish that was nearly mirror-like was accomplished with 0.5 micron diamond paste, and the specimens were etched with Keller’s reagent. Figure 6 indicates the SEM image of the SiC particulates, it can be observed from the images that the reinforcement particles are having sharp corners which help in adhering to the Al6061 matrix [20]. It is seen that the particles are of uniform size and shape having average particle size of 30 µ. Figure 7 shows the EDAX image of the SiC powders and it can be observed that the purity of the material is being highlighted with the sharp narrow peaks in the analysis. Table 2 indicates the elemental composition of the SiC where in Si content is found to be the major element.

SEM of SiC powders

EDAX of SiC powders
Scanning Electron Microscopy of B 4 C
The scanning electron microscopy (SEM) image of the B4C particles is displayed in Fig. 8. It is clear from the photographs that the reinforcement particles also have sharp corners, which contribute to their ability to adhere to the matrix material. It can be observed that the particles are of a consistent size and shape, with an average particle size of thirty-three micrometers. Figure 9 shows the EDAX image of the B4C powders and it can be observed that the purity of the material is being highlighted with the sharp narrow peaks in the analysis [21]. Table 3 indicates the elemental composition of the B4C where in Boron content is found to be the major element.

SEM of b4c powders

EDAX of B4C powders
Scanning Electron Microscopy of Composite with SiC and B 4 C
It can be seen from the pictures that the reinforcement particles have been incorporated on to the matrix material with a good bond. The SEM image of the composite material with SiC and B4C particulates is indicated in Fig. 10a, b, c and d. It is observed that the particles are dispersed in an even manner throughout the matrix material, which contributes to the achievement of desirable levels of mechanical and tribological qualities [22]. Figure 11 shows the EDAX image of the Composite material with SiC and B4C particles and it can be observed both the identical elements are present in the Al6061 matrix and the same is reflected in the Table 4.

SEM of composite materials

EDAX of Al6061 + 3%SiC + 6%B4C composite
Evaluation of Properties
Brinell Hardness Test
The hardness of composites made utilizing Al6061 with SiC and B4C particles as reinforcements is determined by using Brinell hardness testing machine. SiC carbide particles are taken as 3% and is kept constant. B4C particles are varied in steps of 2% from 2 to 8%.
It is seen in Fig. 12 that an increase in the quantity of reinforcements leads to an increase in the hardness of the material. It is possible that the higher density of hard reinforcing particles is responsible for the enhanced intensity of the material [23]. Among the processed material Sample 4 (3%SiC + 6%B4C) has experienced higher hardness compared to other samples.

BHN versus percentage of reinforcement
By increasing the composite material’s resistance to plastic deformation, reinforcing particles boost the material’s hardness. When a soft ductile matrix contains a hard ceramic phase, it is noticed that the ductility of the composites decreases. Because the presence of the hard ceramic phase reduces the amount of ductile metal, the hardness value dramatically increases. It can also be observed from the figure that the BHN has been increased upto 6% and decreased for 8%, the reason could be the brittleness nature of obtained for the higher percentage. As the reinforcement fraction increases, more reinforcement particles will be dispersed throughout the matrix. Because of this, there is a greater possibility that a load will restrict the movement of the reinforcement particles [24]. This behavior causes the composite material to become brittle, which in turn lowers the material’s overall level of hardness. The composites have hardness values that are higher than those of the alloys made of aluminum 6061. The inclusion of stronger and stiffer SiC and B4C particles is responsible for this phenomenon. While the matrix is being tested for its hardness, these particles prevent the matrix from deforming in a plastic manner. In addition to this, the presence of these particles results in the atomic layers in the base alloy that is identical being less regular.
Tensile Strength Test
Similar to the hardness test the tensile strength test has also been carried out for the processed composite material as per the ASTM E8 standard and an average of three trials for identical percentages has been performed to obtain the tensile strength.
Figure 13 demonstrates that increasing the proportion of reinforcement leads to an improvement in the tensile strength of the composites. It can be noted from the figure that the 3%SiC and 6%B4C reinforced composite materials have obtained a higher amount of strength compared with the other percentages. The enhancement in tensile strength can be attributed to the increased matrix and reinforcement material bonding, along with increased hardness of the material itself [25]. The matrix material’s strength has increased as a result of the reinforcement particles being distributed uniformly throughout the matrix material, which has resulted to an increase in the material’s overall strength; nevertheless, when a higher proportion of reinforcement is used, there is a small drop in the material’s overall strength owing to the brittleness of the materials. A material’s tensile strength is proportional to its hardness, and as the hardness of the material varies, so does the material’s tensile strength. The SiC and B4C particles that are present in the alloy provide support to the matrix that is more delicate. The increase in ultimate tensile strength (UTS) can be attributed to the enhanced solid rigidity of the framework mixture, which is achieved by including hard ceramic particles such as SiC and B4C. This is because they contribute value to the previously indicated mix of frameworks [26].

Tensile strength versus percentage of reinforcement
Tensile Fracture study
The above, Fig. 14a and b, display the tensile fracture surfaces of the Al6061 alloy and the Al6061 + 3%SiC + 6%B4C composite. The fracture surfaces of Al6061 alloy exhibit ductile characteristics when subjected to tensile forces. There is a natural tendency for the tensile fracture surfaces of the composite material Al6061 + 3%SiC + 6%B4C to be brittle. This is because there are particles of hard SiC and boron carbide present in the material [28]. The observed increased quantity of dimple generation on the shattered surface can be attributed to the structure of the non-reinforced Al6061 material, which exhibits a more ductile behavior compared to reinforced composites. This was observed as a result of the material’s structure. An observation was made that the presence of B4C in the material caused a reduction in the formation of dimples on the shattered surfaces. It is because of the trend of the B4C ratio, which causes composite materials to become more brittle, that this result occurred. It was observed that the B4C particles on the fractured surfaces had become detached from the matrix [12]. This is due to the inadequate bond between the Al6061 matrix phase and the B4C particles in composite materials that are strengthened with B4C.

a and 4.8 b fractured surfaces of Al6061 alloy and Al6061 + 3%SiC + 6%B4C composite
Compression Strength Test
The variation in compression strength when compared to several composite samples is depicted in the above Fig. 15. Increasing the proportion of boron carbide yields in rise in compression strength of up to 6%, after which it begins to drop. This is because reinforcement particles have clumped together in a cohesive manner. As the number of boron carbide particles in a composite material rises, the compressive strength of the material falls. The reason for this is that there are particles of boron carbide that are quite hard. A reduction in dislocation is achieved through the presence of reinforcing particles, which hold the aluminum matrix in place. There is a substantial difference between the compression strength of SiC and B4C particles and that of the Al matrix [27]. SiC and B4C particles have a significantly higher compression strength. Because of the way reinforcement behaves, the material is able to endure the compression load that is imparted to it. Consequently, the capacity to bear compressive loads rose even more as the proportion of these particles in the underlying material expanded. The particles occupy a larger volume, enabling them to effectively withstand the matrix’s deformation under load. The composite material Al6061 + 3%SiC + 6%B4C achieves the highest possible compression strength attainable.

Compression strength versus percentage of reinforcement
Wear Test
The difference in wear rate between the several combined specimens is depicted in the above Fig. 16. When the amount of boron carbide in a material increases, the wear rate lowers by up to six percent, and then it increases after that. This is because reinforcement particles have clumped together in a cohesive manner. As the number of boron carbide particles in a composite material rises, the rate of wear decreases [29]. The reason for this is that there are particles of boron carbide that are quite hard. A reduction in dislocation is achieved through the existence of reinforcing particles, which hold the aluminum matrix in place. The higher the hardness of the grains, the higher the quality of the composites, and the higher the quality of the composites, the greater the wear resistance these composites have. Using a composite consisting of Al6061, 3%SiC, and 6%B4C, the least wear rate is achieved.

Wear rate versus percentage of reinforcement
Worn-out Surface Study
Figure 17a and b illustrate the worn-out surfaces of the Al6061 alloy and the composite material consisting of Al6061, 3%SiC, and 6%B4C. These surfaces are illustrated in the previous figure. Wear tracks can be linked to the sliding of the sample against the disc, and the existence of carbide particles can be distinguished by the presence of white particles in the SEM pictures. According to the images obtained from the scanning electron microscope, adhesive wear is the principal mechanism responsible for wear [30]. The phenomenon known as adhesive wear occurs when a portion of the surface plows and adheres to a different segment of the surface. The significant amount of heat that is produced as a result of friction causes the component to adhere to the surface. The existence of reinforcement was discovered to result in a reduction in the breadth of the grooves, as can be seen in the images. There is evidence of delamination, which can be attributed to the production of wear debris. The composites were subjected to a wear test, and throughout the process, it was noted that the sliding direction contained fine and shallow grooves that contained very small debris. A reduction in groove width and debris generation was achieved as a consequence of the introduction of strong SiC and B4C reinforcement, which ultimately led to a reduction in wear rates [31]. The enhancements to the composite’s load-bearing capability also improved its abrasion resistance, which resulted in a reduction in the wear rate.

a and 4.13 b worn-out surfaces of Al6061 alloy and Al6061 + 3%SiC + 6%B4C composite
Conclusions
Taking into account the findings of the ongoing investigation, the following conclusions can be drawn:
-
Stir casting process is effectively utilized in processing the composite material with constant SiC percentage and varying percentage of B4C as reinforcements.
-
The microstructural examinations that were conducted using the scanning electron microscope revealed that the matrix exhibited good bonding and homogeneous distribution, indicating the presence of reinforcing particles.
-
SEM of the composites upto 3%SiC and 6%B4C volume reinforcement has proven to be good with fair distribution which can be evident from the mechanical properties also.
-
It was demonstrated that the hardness, tensile strength, and compression strength of the material significantly enhanced up to a weight percentage of 6% of B4C; but, after that point, these characteristics began to decrease.
-
It has been observed that the Al6061 + 3%SiC + 6%B4C composite exhibits brittle tensile fracture surfaces.
-
The produced composites exhibit more tensile strength than the Al6061 matrix on its own, as evidenced by the results of the tensile strength tests. The maximum hardness is obtained for Al6061–3%SiC–6%B4C and is equal to 75.97 BHN. The maximum tensile strength is obtained for Al6061–3%SiC–6%B4C and is equal to 141.4 MPa.
-
The composite Al6061–3%SiC–6%B4C exhibits the highest compression strength.
-
The Al6061–3%SiC–6%B4C composite has the lowest wear rate. The presence of reinforcement was found to reduce the breadth of the grooves, as seen in the worn-out surfaces.
Data Availability
This study made no use of any data in its support.
References
P.O. Babalola, C.A. Bolu, A.O. Inegbenebor, K.M. Odunfa, Development of aluminum matrix composites: a review. J. Compos. Mater. 2, 1–11 (2019)
G.B.V. Kumar, C.S.P. Rao, N. Selvaraj, M.S. Bhagyashekar, Studies on Al6061-SiC and Al7075-SiC metal matrix composites. J. Miner. Mater. Charact. Eng. 4, 43–55 (2020)
B.V. Ramnath, B.R. Chennakesav, aluminum metal matrix composites - a review. Recent Adv. Mater. 23, 55–60 (2018)
V.C. Kale, aluminum based metal matrix composites for aerospace application: a literature review. J. Mech. Civ. Eng. 12, 2278–1684 (2019)
S. Nanjan, G.M. Janakiram, Characteristics of A6061/(glass fiber +Al2O3+SiC+B4C) reinforced hybrid composite prepared through STIR casting. Adv. Mater. Sci. Eng. (2019). https://doi.org/10.1155/2019/6104049
D. Bommana, T.R.K. Doral, N.P. Senapati, Effect of 6 Wt.% particle (B4C + SiC) reinforcement on mechanical properties of AA6061 aluminum hybrid MMC. SILICON (2021). https://doi.org/10.1007/s12633-021-01210-4
H. Shafi, N. Kumar, Beenu, A study on mechanical and microstructure properties of aluminum metal matrix composite. Int. J. Res. Public. Rev. 4(6), 953–957 (2023)
H.S.V. Kumar, U.N. Kempaiah, M. Nagaral, Investigations on mechanical behavior of micro B4C particles reinforced Al6061 alloy metal composites. Indian J. Sci. Technol. 14(22), 1855–1863 (2021). https://doi.org/10.17485/IJST/v14i22.736
A. Kareem, J.A. Qudeiri, A. Abdudeen, A review on AA 6061 metal matrix composites produced by stir casting. Materials 14(175), 1–22 (2021). https://doi.org/10.3390/ma14010175
G.J. Ajith, M. Manjaiah, S. Basavarajappa, R. Suresh, Wear performance optimization of SiC-Gr reinforced Al hybrid metalmatrix composites using integrated regression-antlion algorithm. SILICON 13(11), 3941–3951 (2021)
M.S. Raviraj, C.M. Sharanprabhu, G.C.M. Kumar, Experimental analysis on processing and properties of Al-B4C metal matrix composites. Sci. Direct Public. 5, 2032–2038 (2018)
G.V. Kumar, C. Rao, N. Selvaraj, M. Bhagyashekar, Studies on Al6061-SiC MMCs. J. Miner. Mater. Charact. Eng. 9, 43–55 (2018)
G. Veeresha, B. Manjunatha, V. Bharath, Synthesis, microstructural characterization, mechanical, fractographic and wear behavior of micro B4C particles reinforced Al2618 alloy aerospace composites. Frattura ed Integrità Strutturale 62, 385–407 (2022). https://doi.org/10.3221/IGF-ESIS.62.27
K. Gopalan, S. Rajabathar, M. Nagaral, H.R. Thippeswamy, Evaluation of mechanical behavior and tensile failure analysis of 8 wt.% of nano B4C particles reinforced Al2214 alloy nano composites. Manuf. Rev. 9(31), 1–9 (2022). https://doi.org/10.1051/mfreview/2022029
G.N. Kumar, S. Sairam, Mechanical properties and microstructure characterization of SiC, TiC and B4C reinforced Al-7075 metal matrix composite: a review. Int. J. Adv. Eng. Manag. (IJAEM) 4, 1611–1615 (2022)
K. Kumar, B.M. Dabade, L.N. Wankhade, Influence of B4C and SiC particles on aluminum metal matrix composites: a brief overview. Mater. Today: Proc. 44, 2726–2734 (2021). https://doi.org/10.1016/j.matpr.2020.12.697
A. Virupaxa, S. Srinath, Stir casting process for manufacture of Al-SiC composites. J. Rare Mater. 2, 1–10 (2015)
S. Venkatesh, aluminum alloy metal matrix composite: survey paper. Int. J. Eng. Resour. 2, 792–796 (2017)
R. Narayanan, C. Saravanan, V. Krishnan, K. Subramanian, Effect of particulate reinforced aluminum metal matrix composite – a review. J. Mech. Eng. 19, 23–30 (2016)
R.P. Sharma, S.P. Jha, K. Kakkar, K. Kamboj, P. Sharma, A review of the aluminum metal matrix composite and its properties. Int. J. Eng. Technol. 4, 832–842 (2017)
R. Praveen, S. Raghuraman, Silicon carbide reinforced aluminum metal matrix composites for aerospace applications: a literature review. Int. J. Innov. Resour. Sci. Eng. Technol. 7, 6336–6344 (2017)
M. Singla, D. Dwivedi, L. Singh, V. Chawla, Development of aluminum based silicon carbide particulate metal matrix composite. J. Miner. Mater. Charact. Eng. 8, 455–467 (2019)
H.J. Ryu, H.K. Jung, S.H. Hong, Effect of SiC reinforcement on mechanical properties of SiC/Al metal. J. Adv. Mater. 34, 745–750 (2019)
J.H. Ghazi, Production and properties of silicon carbide particles reinforced aluminum alloy composites. J. Mater. Sci. Eng. 1, 191–194 (2018)
K. Haider, M.A. Alam, A. Redhewal, V. Saxena, Investigation of mechanical properties of aluminum based metal matrix composites reinforced with SiC & Al2O3. J. Eng. Resour. Appl. 5, 63–69 (2015)
H. Singh, N.J. Sarabjit, A.K. Tyagi, An overview of metal matrix composite processing. Sci. Direct Public. 4, 72–78 (2018)
M.A. Vinoth, L.R. Arun, B. Patil, The fabrication process and mechanical characterization of pure Al-SiC MMC’s for engine applications. Int. J. Innov. Mater. 33, 13514–13521 (2016)
A.C. Reddy, E. Zitoun, Matrix Al-Alloys for SiC-B4C particle reinforced metal matrix composites. Indian J. Sci. Technol. 3, 1184–1187 (2018)
H. Ye, An overview of the development of Al-B4C-alloy based material for engine applications. J. Mater. Eng. Perform. 12, 288–297 (2018)
T.P.D. Rajan, R.M. Pillai, B.C. Pai, K.G. Satyanarayana, P.K. Rohatgi, Fabrication and characterization of Al7075-B4C metal matrix composites processed by different stir casting routes. Compos. Sci. Technol. 67, 3369–3377 (2018)
M.S. Raviraj, C.M. Sharanprabhu, G.C.M. Kumar, Experimental analysis on processing and properties of Al-B4C metal matrix composites. Sci. Direct Publ. 5, 2032–2038 (2018)
Acknowledgements
The Authors express their sincere gratitude to the Management and Principal of Dayanand Sagar College of Engineering, Bangalore, 560078, Karnataka, India, for the support and encouragement.
Funding
The authors state that they did not receive any money, grants, or other assistance for the creation of this paper.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
It is stated by the authors that they don’t have any competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ranjitha, P., Bavan, D.S., Ajaykumar, B.S. et al. Investigation of Mechanical Properties of Al6061–SiC–B4C Composites Produced by Using Stir Casting Method. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00649-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00649-0