
Abstract
This study investigates the structural behavior of HVOF-sprayed NiCr/Mo coating. The main objective of the coating is to improve the surface properties such as micro-cutting, cavity, and cracks, to avoid the corrosion, and to determine self-life and wear resistance at room temperature and high temperature also. The coating structures are very sensitive to processing and working conditions, to overcome all these aspects, the surface metal has to undergo microstructure analysis, porosity, microstructure hardness, and X-ray diffraction (XRD), and to improve mechanical properties of metal. HVOF spraying technique was used to deposit the coating on mild steel plate than the coated sample characterized using scanning electron microscope (SEM), X-ray diffraction (XRD), microhardness, microindentation, and wear test. Moreover, we introduce the NiCr/Mo at different percentage levels (5%, 10%, and 15%) to evaluate the mechanical properties, to improve the performance and life span of the fracturing operations in aggressive conditions, which is essential in components replacement and economic savings in various industries such as aerospace, automotive, marine, etc.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
HVOF-based NiCr/MO coatings in gas and oil industries are widely used to prevent wear and corrosions. Compared to electroplated chromium NiCr/MO coating wear three to five times, resistance and manufacturing costs are low [1,2,3]. Coating is applied on the surface of an object which is referred as a substrate, it is mainly used to improve its surface properties and to create a protective shield against deterioration of the surface due to its reaction with environment [4,5,6,7].
HVOF is one of the types of thermal spray coating used to produce extremely dense coating with a very strong bond to work piece material. The main reason is to prevent corrosion and also to increase shelf life of a material. Spray coating technique, in which the ink is forced through the nozzle where by aerosols in fine form, is formed [8,9,10,11]. When coating is sprayed, characteristics performances of the poly solar cells are subjected to some drawbacks which are isolated droplet, irregular surfaces, pinholes, versatile economics, a rapid coating process for different object types, dimensions, and geometries, as well as a substantial surface area [12,13,14,15,16]. For different types of spray guns and equipment’s, such as airless spray, air atomized, conventional spray, and air-assisted airless sprays, both viscous and non-viscous liquid coatings can be applied manually and automatically with high transfer efficiency for uniform quality finishing. Those very same sprays can provide optimal material use by addressing highly personalized performance standards, such as desired film thickness, quality of finishing, reduction of over spray edge builds up, wasted product concern, and materials that are used other than Ni which are pure metals such as chromium (Cr), nickel chrome (NiCr), and molybdenum (MO) [17,18,19,20,21,22,23,24,25,26,27,28]. Nearly every material ranging from metals to polymers can be deposited with different thermal spray coating processes where characteristics such as wear and corrosion resistance are improved [29,30,31].
Furthermore, the pin-on-disk method performs a wear test. To determine the surface coating's lost weight, the pin-on-disk method is utilized to access the surface coating's coefficient of friction in conjunction with the wear volume. The coating exhibits good wear resistance at a very high rate in the dry sliding wear conditions. The coating created by high-velocity oxy fuel (HVOF) exhibits a high ability to resist the frictions better with the wear performance, indicating the application of facilities mild steel. This seems to be due to its properties, low porosity, and high hardness, specifically in the context of heat treatment at 650 °C, ASTM standards were followed for the testing [32,33,34,35,36,37,38,39,40].
Coating is a part covered, that is applied on the surface of an object, and that is referred as a substrate. Coating can be applied to change the properties of surface which can act as corrosion resistance or wear resistance layer. The coating technologies are necessary to protect metallic components exposed to environment [41,42,43,44]. The process that we have used for coating is thermal spray coating process, which is used to reduce the problem by using oxidation resistance materials. Nearly every material ranging from metals to polymers can be deposited by using different thermal spray coating processes and characteristics to improve the wear and corrosion resistance [45,46,47,48,49,50].
In the present work, we study the influences to comparison of the different loads, distance of sliding, lubrication, and service temperature of the wear of coating, and causes are discussed on the basis of the characteristics interface.
Material and Methods
In the present case, compound nickel chromium molybdenum coated on mild steel was produced in three different percentage variations in 5%, 10%, and 15% of thickness 250 microns. It was coated using HVOF technique from a spray met surface technology, Bengaluru. The formulation of coatings percentage is listed in Table 1.
Characterization of the Coating
Scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) were used to analyze the structural properties of the coating. The coating thickness of the structure was determined by the use of an image analyzer to measure the coating thickness. Energy-dispersive spectroscopy (EDS) and SEM were used to characterize the coating at various NiCr/Mo percentages. The EDAX machine was used for this purpose. With SEM, the composition was captured at the microscopic level, and EDS was used to determine the NiCr/Mo composition. The EDAX/SEM study was carried out with a magnification ranging from 5x to 30,000x using a JEOL scanning microscope (JEOL JSM-6380LA) attachment. To determine a substance's crystallographic structure, X-ray diffraction (XRD) is a method utilized. The X-ray diffraction (XRD) analysis was conducted using the DXGE-2P instrument from Jeol, Japan, operating at 40 kV and 40 mA. Cu-Kα radiation with a wavelength of λ = 0.154 nm was utilized for the analysis. The XRD patterns were scanned over the range of 10°–100°, employing a step size of 0.02°.
Microhardness Test
The mechanical characterization such as microhardness test was carried out using Vickers microhardness tester following ASTM E384. By using a pyramidal diamond indenter and a Vicker hardness testing machine, the material's hardness is determined by applying a 100-kgf load and holding the object still for 10 s. The microhardness average was determined after three trials were completed for each of the three specimens, whose molybdenum in NiCr/Mo % compositions varied.
Results and Discussion
Characterization Analysis of the Coating
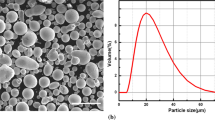
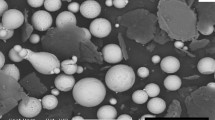
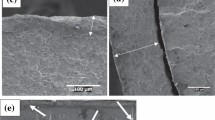
The powders had a heterogeneous microstructure comprising of acicular, long-shaped NiCr-rich precipitates that were equally dispersed within a Mo-rich matrix, as shown by SEM micrographs (Figs. 1, 2, and 3) and EDS analysis (Fig. 4). All three coatings exhibit the thickness in the range of 250–280 µm. In the EDX examination, NiCr-enriched compounds (in comparison with the surrounding region) are clearly visible (Figs. 5 and 6). Smooth surfaces with shallow abrasive grooves formed in the direction of the slide are visible in the SEM picture. On the worn surface of the pin, several ceramic particles had been seen. The surface morphology of the as-sprayed coatings, worn products, eroded surfaces, and coating powder was all examined using SEM.

SEM images of 5% NiCr/Mo

SEM images of 10% NiCr/Mo

SEM images of 15% NiCr/Mo

EDS result of 5% NiCr/Mo

EDS result of 10% NiCr/Mo

EDS result of 15% NiCr/Mo
Figures 7, 8, 9, and 10 display the results of an X-ray diffraction (XRD) examination of 5%, 10%, and 15% NiCr/Mo HVOF-sprayed coatings with different NiCr/Mo compositions. The crystalline structure of the coatings may be inferred from the XRD analysis. The patterns of the XRD may be seen. (Scheme 6) Austenitic (f.c.c.) ϒ matrix was found during examination, and many low-intensity peaks were attributed to chromium and iron mixed carbides and borides in particular. These seem to be the most prevalent secondary phases, with very little of the other phases being present. The majority of acicular Cr-rich precipitates most likely belong to this phase.

XRD images of 5% NiCr/MO

XRD images of 10% NiCr/MO

XRD images of 15% NiCr/MO

Microhardness plots of different percentages of Mo-based coatings
The coatings exhibited an austenitic (f.c.c.) γ-Fe phase, as shown in Fig. 7, with a few weak peaks attributed to chromium. Peak broadening and the dissolving of the carbides present in the powders are the results of the rapid cooling of molten or semi-molten particles upon impact, which causes major microstructural changes from powder to coatings. The ability to produce fine-grained precipitates and to dramatically increase the viscosity of the liquid metal alloy—thereby rendering the melt more stable than the relative crystalline phase—is noteworthy outcomes of the 15% NiCr addition [12,13,14].
As a matter of fact, alloys made up of elements with widely disparate atomic radii and high negative mixing temperatures produce a viscous melt with big atomic clusters, increasing the possibility that an amorphous phase will form in compliance with the conventional standards for the formation of metallic glass [26]. More investigation is needed to verify the presence of an amorphous phase (deeper microstructural characterization, e.g., TEM). It is clear that the microstructural changes in the NiCr coating were greater than those in the substrate.
Peak widening is most likely caused by the development of a supersaturated austenitic solid solution with a fine structure, whereas the broad band underneath it most likely represents the production of an amorphous phase [44,45,46,47,48]. Similar wide bands have in fact been conclusively linked in the literature to the existence of substantial quantities of amorphous phase, as shown, for example, by TEM observation, in the diffraction patterns of thermally sprayed Fe-based alloys [14].
When it comes to NiCr, the smaller particle size distribution and higher oxygen flow rate result in more widespread heating and melting of the particles. This increases the flame temperature and produces the observed microstructural alterations. Furthermore, it is postulated that Mo increases high viscosity at high temperatures by stabilizing carbides and borides, which may increase the glass-forming ability (GFA) of the sprayed alloy [35,36,37,38,39,40].
The precise composition of the NiCr/Mo coatings, the processing parameters, and any extra components included in the coatings will determine the particular features that are revealed by the XRD examination. A thorough knowledge of the coatings' characteristics may be obtained by interpreting the XRD data in combination with additional investigations, such as SEM or mechanical testing.
Microhardness Test
The Hv (Vickers in hardness value) obtained for the same specimens; all of the three trials are of very close value. The Hv obtained for 5% composition is half the value obtained during 10% and 15% composition. The average value for 5% composition is 445 Hv, there is a huge steep in the upward increment of Hv from 5 to 10% as shown in Fig. 10. The average for 10% composition is 645.3 Hv but there is a very minimal difference of increment in the average Hv value for 15% which is 680 Hv. The hardest of the three compositions can be concluded as one with 15% composition. Since, the microhardness of 5% composition is lower than 10% coating due to low percentage of Mo.
In comparison with the other two lesser compositions, it is found that the 15% composition has a greater hardness. Therefore, materials with a greater composition will be more resistant to wear. Reducing the soft material Mo decreased the overall hardness of NiCr/M, according to Zhang et al. [12]. The substrate's microhardness value close to the border sharply dropped as a result of the substrate being bravely blasted with alumina before deposition. Because of the wider particle size dispersion than in the NiCr system, the less homogeneous microstructure included both molten and unmolten particles with different mechanical properties. In fact, as mentioned in a previous study [10], hardening due to solid solution strengthening may result from rapidly quenching a molten particle and subsequently solidifying it in a metastable state.
Nanohardness mostly reflects the intralamellar characteristics of the sprayed coating since it was obtained by indentation inside the particle at a modest penetration depth (300 nm) [10, 16]. The interlamellar characteristics are instead reflected in the microhardness that is acquired at higher penetration (3 N max stresses) [10, 18]. The literature [15,16,17, 51,52,53,54] demonstrates that the micro-to-nano hardness difference is a proxy for interlamellar cohesion, with the value increasing with decreasing cohesion. This indicates that this coating's interlamellar cohesion is not as good as that of the NiCr coating, which has a greater concentration of fully molten particles, which can be distinguished by their higher degree of flattening and the presence of finer precipitates and/or precipitate-free metastable solid solutions as previously mentioned. The most plausible explanation for this is the coarser NiCr powder's lower degree of melting.
Conclusions
This investigation concentrated on the microstructural analysis, and mechanical characterization of new HVOF-sprayed NiCr/Mo coatings utilized as standards. After studying their microstructural features, and micromechanical characteristics, behavior, the following are the primary findings that can be drawn from the data.
NiCr/Mo coatings exhibited a minimal porosity and a dense microstructure. Once the coatings are deposited, the powder microstructure is only partially maintained. Several particles melted in midair and deposited in a molten or semi-molten condition as a consequence of the high flame temperature. Particles rich in Cr and Ni were precipitated out of a supersaturated solid solution of Fe, and the precipitate was rapidly quenched and solidified. A finer particle size distribution and a warmer combination of spraying settings led to a higher level of microstructural change in NiCr/Mo. The coatings showed no evidence of notable oxide inclusions.
NiCr/Mo with 15% coatings has high inherent hardness compared to other two combinations.
In summary, NiCr/Mo coatings that were sprayed using HVOF have excellent coating quality and appropriate microhardness.
Data Availability
Not applicable.
References
V. Matikainen, G. Bolelli, H. Koivuluoto, P. Sassatelli, L. Lusvarghi, P. Vuoristo, Sliding wear behaviour of HVOF and HVAF sprayed Cr3C2 based coating. Wear 388, 57–71 (2017)
T.K. Mishra, A. Kumar, S.K. Sinha, S. Sharma, Investigation of sliding wear behavior of HVOF carbide coating. Mater. Today Proc. 5(9), 3–8 (2018)
R. Subbaih, A. Arun, A.A. Lakshmi, A.N.S. Harika, N. Ram, N. Sateesh, Experimental study of wear behavior on Al-2014 alloy coating with thermal spray HVOF and plasma spray process. Mater. Today Proc. 18, 5151–5157 (2019)
H. Wang, Q. Qiu, M. Gee, C. Hou, X. Liu, X. Song, Wear resistance of HVOF sprayed WC-CO Coating by Complete densification of starting powder. Mater. Des. 191, 10586 (2020)
D.G. Bhosle, W.S. Rathod, Investigation of wear behaviour of SS316L atmosperic plasma and HVOF sprayed WC- Cr3C2-N coating for fracture tools. Surf. Coat. Technol. 390, 125679 (2020)
E.H. Williamson, M. Gee, D. Robertson, J.F. Watts, M.J. Whiting, J.A. Yeomans, A comparitive study of the wear performances of hard coatings for nuclear applications. Wear 488–489, 204124 (2022)
Wear Performance analysis and characterization HVOF deposited Ni-20 Cr2O3, Ni-30 Al2O3 and Al2O3–13TiO2 coatings (2021)
C.Y. Lee, T.-J. Lin, H.H. Sheu, H. Binley, A study on corrosion wear behavior of Fe – based amorphous alloy coating prepared by HVOF Method. J. Mater. Rese. Technol. 15, 4880–4895 (2021)
J. Pulford, F. Venturi, S. Kamnis, T. Hussain, Sliding wear behavior of WC-CO reinforced NiCrFeSiB HVOF thermal spray coating against WC-Co and Al2O3 counter bodies. J. Surf. Coat. 386, 125468 (2020)
R. Khuengpukheiw, A. Wisitsoraat, C. Saikaew, Wear behaviors of HVOF sprayed NiSiCrFeB, WC-Co/NiSiCrFeB and WC-Co coatings evaluated using a pin-on-disc tester with C45 steel pins. Wear 484, 203699 (2020)
N.G. Siddeshkumar, R. Suresh, C. Durga Prasad, L. Shivaram, N.H. Siddalingaswamy, Evolution of the surface quality and tool wear in the high speed turning of Al2219/n-B4C/MoS2 metal matrix composites. Int. J. Cast Met. Res. (2023). https://doi.org/10.1080/13640461.2023.2285177
N. Praveen, U.S. Mallik, A.G. Shivasiddaramaiah, N. Nagabhushana, C. Durga Prasad, S. Kollur, Effect of CNC end milling parameters on Cu-Al-Mn ternary shape memory alloys using Taguchi method. J. Inst. Eng. India Ser. D (2023). https://doi.org/10.1007/s40033-023-00579-3
C. Durga Prasad, S. Kollur, C.R. Aprameya, T.V. Chandramouli, T. Jagadeesha, B.N. Prashanth, Investigations on tribological and microstructure characteristics of WC-12Co/FeNiCrMo composite coating by HVOF process. JOM J. Miner. Met. Mater. Soc. (TMS) (2023). https://doi.org/10.1007/s11837-023-06242-2
V. Srinivasa Chari, S. Jhavar, T.N. Sreenivasa, H. Hanumanthappa, C. Durga Prasad, B.K. Shanmugam, Impact of post-processing techniques on the wear resistance of plasma beam treatment on SS316L components. J. Inst. Eng. India Ser. D (2023). https://doi.org/10.1007/s40033-023-00584-6
S. Gotagunaki, V.S. Mudakappanavar, R. Suresh, C. Durga Prasad, Studies on the mechanical properties and wear behavior of an AZ91D magnesium metal matrix composite utilizing the stir casting method. Metallogr. Microstruct. Anal. (2023). https://doi.org/10.1007/s13632-023-01017-2
K.S. Lokesh, K. Shashank Kumar, N. Keerthan, R. Revanth, S. Sandeep, S.B. Lakkundi, V. Bharath, H. Hanumanthappa, C. Durga Prasad, B.K. Shanmugam, Experimental analysis of the rice husk and eggshell powder-based natural fibre composite. J. Inst. Eng. India Ser. D (2023). https://doi.org/10.1007/s40033-023-00557-9
G. Srinivasa Rao, U. Mukkamala, H. Hanumanthappa, C. Durga Prasad, H. Vasudev, B. Shanmugam, K.C. Kishore Kumar, Evaluating and optimizing surface roughness using genetic algorithm and artificial neural networks during turning of AISI 52100 steel. Int. J. Interact. Des. Manuf. (IJIDeM) (2023). https://doi.org/10.1007/s12008-023-01549-5
C. Manjunatha, T.N. Sreenivasa, P. Sanjay, C. Durga Prasad, Optimization of friction stir welding parameters to enhance weld nugget hardness in AA6061-B4C composite material. J. Inst. Eng. India Ser. D (2023). https://doi.org/10.1007/s40033-023-00562-y
C. Durga Prasad, S. Kollur, M. Nusrathulla, G. SatheeshBabu, M.B. Hanamantraygouda, B.N. Prashanth, N. Nagabhushana, Characterisation and wear behaviour of SiC reinforced FeNiCrMo composite coating by HVOF process. Trans. IMF (2023). https://doi.org/10.1080/00202967.2023.2246259
M. Arunadevi, M. Rani, R. Sibinraj, M.K. Chandru, C. Durga Prasad, Comparison of k-nearest neighbor & artificial neural network prediction in the mechanical properties of aluminum alloys. Mater. Today Proc. (2023). https://doi.org/10.1016/j.matpr.2023.09.111
H. Sharanabasava, M. Raviprakash, C. Durga Prasad, M.R. Ramesh, M.V. Phanibhushana, H. Vasudev, S. Kumar, Microstructure, mechanical and wear properties of SiC and Mo reinforced NiCr microwave cladding. Adv. Mater. Process. Technol. (2023). https://doi.org/10.1080/2374068X.2023.2257937
G.S. Kulkarni, N.G. Siddeshkumar, C. Durga Prasad, L. Shankar, R. Suresh, Drilling of GFRP with liquid silicon rubber reinforced with fine aluminium powder on hole surface quality and tool wear using DOE. J. Bio Tribo Corros. 9, 53 (2023). https://doi.org/10.1007/s40735-023-00771-8
S.D. Kulkarni, M. Manjunatha, U. Chandrasekhar, K.V. Manjunath, C. Durga Prasad, H. Vasudev, Design and optimization of polyvinyl-nitride rubber for tensile strength analysis. Int. J. Interact. Des. Manuf. (IJIDeM) (2023). https://doi.org/10.1007/s12008-023-01405-6
N. Praveen, U.S. Mallik, A.G. Shivasiddaramaih, R. Suresh, C. Durga Prasad, L. Shivaramu, Synthesis and wire EDM characteristics of Cu–Al–Mn ternary shape memory alloys using Taguchi method. J. Inst. Eng. India Ser. D (2023). https://doi.org/10.1007/s40033-023-00501-x
G. MadhuSudana Reddy, C. Durga Prasad, S. Kollur, A. Lakshmikanthan, R. Suresh, C.R. Aprameya, Investigation of high temperature erosion behaviour of NiCrAlY/TiO2 plasma coatings on titanium substrate. JOM J. Miner. Met. Mater. Soc. (TMS) (2023). https://doi.org/10.1007/s11837-023-05894-4
N. Praveen, U.S. Mallik, A.G. Shivasiddaramaih, R. Suresh, L. Shivaramu, C. Durga Prasad, M. Gupta, Design and Analysis of shape memory alloys using optimization techniques. Adv. Mater. Process. Technol. (2023). https://doi.org/10.1080/2374068X.2023.2208021
G. Madhusudana Reddy, C. Durga Prasad, P. Patil, N. Kakur, M.R. Ramesh, High temperature erosion performance of NiCrAlY/Cr2O3/YSZ plasma spray coatings. Trans. IMF (2023). https://doi.org/10.1080/00202967.2023.2208899
H. Sharanabasva, C. Durga Prasad, M.R. Ramesh, Characterization and wear behavior of NiCrMoSi microwave cladding. J. Mater. Eng. Perform. (2023). https://doi.org/10.1007/s11665-023-07998-z
G. Madhusudana Reddy, C. Durga Prasad, P. Patil, N. Kakur, M.R. Ramesh, Investigation of plasma sprayed NiCrAlY/Cr2O3/YSZ coatings on erosion performance of MDN 420 steel substrate at elevated temperatures. Int. J. Surf. Sci. Eng. 17(3), 180–194 (2023). https://doi.org/10.1504/IJSURFSE.2023.10054266
H. Sharanabasva, C. Durga Prasad, M.R. Ramesh, Effect of Mo and SiC reinforced NiCr microwave cladding on microstructure, mechanical and wear properties. J. Inst. Eng. India Ser. D (2023). https://doi.org/10.1007/s40033-022-00445-8
H.S. Nithin, K.M. Nishchitha, D.G. Pradeep, C. Durga Prasad, M. Mathapati, Comparative analysis of CoCrAlY coatings at high temperature oxidation behavior using different reinforcement composition profiles. Weld. World 67, 585–592 (2023). https://doi.org/10.1007/s40194-022-01405-2
G. Madhusudana Reddy, C. Durga Prasad, G. Shetty, M.R. Ramesh, T.N. Rao, P. Patil, Investigation of thermally sprayed NiCrAlY/TiO2 and NiCrAlY/Cr2O3/YSZ cermet composite coatings on titanium alloys. Eng. Res. Express 4, 025049 (2022). https://doi.org/10.1088/2631-8695/ac7946
C. Venkate Gowda, H. Hanumanthappa, B.K. Shanmugam, C. Durga Prasad, T.N. Sreenivasa, M.S. Rajendra Kumar, High-temperature tribological studies on hot forged Al6061-Tib2 in-situ composites. J. Bio Tribo-Corros. 8, 101 (2022). https://doi.org/10.1007/s40735-022-00699-5
G. Madhusudana Reddy, C. Durga Prasad, P. Patil, N. Kakur, M.R. Ramesh, Elevated temperature erosion performance of plasma sprayed NiCrAlY/TiO2 coating on MDN 420 steel substrate. Surf. Topogr. Metrol. Prop. 10, 025010 (2022). https://doi.org/10.1088/2051-672X/ac6a6e
G. Madhusudana Reddy, C. Durga Prasad, G. Shetty, M.R. Ramesh, T.N. Rao, P. Patil, High temperature oxidation behavior of plasma sprayed NiCrAlY/TiO2 & NiCrAlY/Cr2O3/YSZ coatings on titanium alloy. Weld. World (2022). https://doi.org/10.1007/s40194-022-01268-7
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, A. Sarkar, High temperature gradient cobalt based clad developed using microwave hybrid heating. Am. Inst. Phys. 1943, 020111 (2018). https://doi.org/10.1063/1.5029687
G. Madhusudana Reddy, C. Durga Prasad, G. Shetty, M.R. Ramesh, T.N. Rao, P. Patil, High temperature oxidation studies of plasma sprayed NiCrAlY/TiO2 & NiCrAlY/Cr2O3/YSZ cermet composite coatings on MDN-420 special steel alloy. Metallogr. Microstruct. Anal. 10, 642–651 (2021). https://doi.org/10.1007/s13632-021-00784-0
M. Mathapati, K. Amate, C. Durga Prasad, M.L. Jayavardhana, T.H. Raju, A review on fly ash utilization. Mater. Today Proc. 50(5), 1535–1540 (2022). https://doi.org/10.1016/j.matpr.2021.09.106
C. Durga Prasad, S. Lingappa, S. Joladarashi, M.R. Ramesh, B. Sachin, Characterization and sliding wear behavior of CoMoCrSi + Flyash composite cladding processed by microwave irradiation. Mater. Today Proc. 46, 2387–2391 (2021). https://doi.org/10.1016/j.matpr.2021.01.156
G. Madhu, K.M. MrityunjayaSwamy, D.A. Kumar, C. Durga Prasad, U. Harish, Evaluation of hot corrosion behavior of HVOF thermally sprayed Cr3C2–35NiCr coating on SS 304 boiler tube steel. Am. Inst. Phys. 2316, 030014 (2021). https://doi.org/10.1063/5.0038279
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, M.S. Srinath, Microstructure and tribological resistance of flame sprayed CoMoCrSi/WC-CrC-Ni and CoMoCrSi/WC-12Co composite coatings remelted by microwave hybrid heating. J. Bio Tribo-Corros. 6, 124 (2020). https://doi.org/10.1007/s40735-020-00421-3
R. Dinesh, R.S. Raykar, T.L. Rakesh, M.G. Prajwal, M. Shashank Lingappa, C. Durga Prasad, Feasibility study on MoCoCrSi/WC-Co cladding developed on austenitic stainless steel using microwave hybrid heating. J. Mines Met. Fuels 69(12A), 260–264 (2021). https://doi.org/10.18311/jmmf/2021/30113
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, Comparative investigation of HVOF and flame sprayed CoMoCrSi coating. Am. Inst. Phys. 2247, 050004 (2020). https://doi.org/10.1063/5.0003883
C. Durga Prasad, A. Jerri, M.R. Ramesh, Characterization and sliding wear behavior of iron based metallic coating deposited by HVOF process on low carbon steel substrate. J. Bio Tribo Corros. 6, 69 (2020). https://doi.org/10.1007/s40735-020-00366-7
T. Naik, M. Mathapathi, C. Durga Prasad, H.S. Nithin, M.R. Ramesh, Effect of laser post treatment on microstructural and sliding wear behavior of HVOF sprayed NiCrC and NiCrSi coatings. Surf. Rev. Lett. 29(1), 225000 (2022). https://doi.org/10.1142/S0218625X2250007X
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, M.S. Srinath, B.H. Channabasappa, Comparison of high temperature wear behavior of microwave assisted HVOF sprayed CoMoCrSi-WC-CrC-Ni/WC-12Co composite coatings. Silicon 12, 3027–3045 (2020). https://doi.org/10.1007/s12633-020-00398-1
M.S. Reddy, C. Durga Prasad, P. Patil, M.R. Ramesh, N. Rao, Hot corrosion behavior of plasma sprayed NiCrAlY/TiO2 and NiCrAlY/Cr2O3/YSZ cermets coatings on alloy steel. Surf. Interfaces 22, 100810 (2021). https://doi.org/10.1016/j.surfin.2020.100810
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, M.S. Srinath, B.H. Channabasappa, Effect of microwave heating on microstructure and elevated temperature adhesive wear behavior of HVOF deposited CoMoCrSi–Cr3C2 composite coating. Surf. Coat. Technol. 374, 291–304 (2019). https://doi.org/10.1016/j.surfcoat.2019.05.056
K.G. Girisha, R. Rakesh, C. Durga Prasad, K.V. Sreenivas Rao, Development of corrosion resistance coating for AISI 410 grade steel. Appl. Mech. Mater. 813–814, 135–139 (2015). https://doi.org/10.4028/www.scientific.net/AMM.813-814.135
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, M.S. Srinath, B.H. Channabasappa, Development and sliding wear behavior of Co–Mo–Cr–Si cladding through microwave heating. Silicon 11, 2975–2986 (2019). https://doi.org/10.1007/s12633-019-0084-5
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, M.S. Srinath, B.H. Channabasappa, Microstructure and tribological behavior of flame sprayed and microwave fused CoMoCrSi/CoMoCrSi–Cr3C2 coatings. Mater. Res. Express 6, 026512 (2019). https://doi.org/10.1088/2053-1591/aaebd9
C. Durga Prasad, S. Joladarashi, M.R. Ramesh, M.S. Srinath, B.H. Channabasappa, Influence of microwave hybrid heating on the sliding Wear behaviour of HVOF sprayed CoMoCrSi coating. Mater. Res. Express 5, 086519 (2018). https://doi.org/10.1088/2053-1591/aad44e
K.G. Girisha, K.V. Sreenivas Rao, C. Durga Prasad, Slurry Erosion resistance of martenistic stainless steel with plasma sprayed Al2O3–40%TiO2 coatings. Mater. Today Proc. 5, 7388–7393 (2018). https://doi.org/10.1016/j.matpr.2017.11.409
K.G. Girisha, C. Durga Prasad, K.C. Anil, K.V. Sreenivas Rao, Dry sliding wear behaviour of Al2O3 coatings for AISI 410 grade stainless steel. Appl. Mech. Mater. 766–767, 585–589 (2015). https://doi.org/10.4028/www.scientific.net/AMM.766-767.585
Funding
Not applicable.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Venkate Gowda, C., Nagaraja, T.K., Yogesha, K.B. et al. Study on Structural Behavior of HVOF-Sprayed NiCr/Mo Coating. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00641-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00641-8