
Abstract
In the perspective of world’s apprehension with the environment, the current work proposes to determine an alternative way for disposing bamboo leaf ash (BLA) residual debris. The widespread utilization of bamboo results in widespread accumulation of bamboo leaf residual wastes, and the unchecked burning of the residual debris for the disposal of bamboo leaf stages a grave threat for both human and environment. The higher reserves of siliceous and aluminous materials in bamboo leaf ash can be used as effective filler material during the fabrication of several eco-friendly, low-cost, low-weight, amply available composite material systems. The current research chiefly aspires for inspecting the heat treatment characteristics of nickel-deposited aluminium-reinforced bamboo leaf ash composites. Al-BLA composites are fabricated by engaging a classic stir casting practice varying the reinforcement compositions, i.e. wt.% 2, 4, 6. The fabricated Al-BLA composites are nickel plated by employing a customary stirred watts bath. Potentiodynamic polarization tests have been executed for assessing the corrosion behavioural traits of the composites preceding and succeeding the T6 heat treatment in aerated 3.5% NaCl ambience. Microstructural and surface morphologies are determined by engaging XRD and SEM techniques.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
According to the world estimates, India is the second-largest reservoir for bamboo cultivation. Bamboo utilization has paved way into all industrial, agro-sectors with diversified applications. The widespread usage of bamboo results in accumulation of higher amounts of bamboo leaf residual wastes which occupy majority of the landfills. The unrestricted and uncontrolled methods (especially burning) adopted for the disposal of bamboo leaf solid waste have some serious adverse effects on the environment. Under controlled burning conditions, bamboo leaf ash flaunts tremendous amounts of pozzolanic properties, i.e. higher traces of silica and aluminium. The higher reserves of siliceous and aluminous materials in bamboo leaf ash can be used as effective filler material during the fabrication of several eco-friendly, low-cost, low-weight, amply available composite material systems [1, 2]. Industrialists and research enthusiasts are employing novel ways to find replacements for the traditionally high-priced and scarcely accessible reinforcements [3,4,5]. In recent times, industrial agro-by-products such as rice husk ash, fly ash, coconut shell ash are found efficient in enhancing the material properties to a greater extent with minimized fabrication costs [6,7,8,9,10,11]. Therefore, the incorporation of bamboo leaf ash as reinforcement in various matrix systems will be minimizing the adverse effects on the environment by reducing the CO2 emissions and minimizing the depletion of traditional high-cost reinforcements. Reinforcing the core system with industrial–agro-by-products filler materials was been found to be efficient in enhancing the mechanical behaviour, wear and corrosion resistance to a greater extent [12, 13].
Daily life interaction of most monolithic metals and composites with various hostile environments and exterior activities has some serious adverse effects on the material's life. Corrosion is often accounted as an inevitable process which causes deterioration in the material's life [14, 15]. Corrosion is often coined as a degenerative progression which initiates a step-by-step deterioration of the various metallic systems interfering with the harsh environmental and electrochemical agents. In a survey by NACE (National Association of Corrosion Engineers), it is assessed that the corrosion expenditures accounted for US$276 billion in 1998 and the global corrosion costs for the year 2016 were spiked up to a whopping US$2.5 trillion. Besides, this inevitable corrosion phenomenon poses a serious threat to depletion of natural resources in an attempt to replace the corroded materials [5, 16].
The surface of the metal substrate is exposed to harsh thermal, chemical, ambient and mechanical conditions which deteriorate the superficial layers. For shielding the substrate's superficial layers, several surface treatments are employed to the metal substrate. Surface deposition treatments are often after-treatment techniques aimed at enhancing the aesthetics, mechanical traits, extending the substrate's life [17, 18]. Among the several surface deposition techniques, nickel electrosurface deposition is often recognized as the utmost feasible, economical surface deposition practice which offers the purest form of nickel deposition for the enhancing the mechanical properties, energy dissipation, corrosion and wear resistance [19,20,21,22,23]. For improving material’s inherent characteristics such as hardness, stiffness and toughness through contemporary heating followed by cooling, heat treatment is performed [24]. In a study by Molina et al [25], it was evident that nickel-deposited aluminium test samplings render enhanced corrosion resistance upon the nucleation of Ni–Al intermetallics upon heat treatment. Conversely, in another review, the excessive accumulation of the intermetallic phase at the sites of matrix reinforcement enhanced corrosion deterioration succeeding the heat treatment [26].
From the former literature, it is apparent that the no studies have been reported on the heat treatment characteristics of nickel surface-deposited present Al-BLA composites. In addition, there exists some dearth pertaining to the research regarding bamboo leaf ash metal matrix composites. Henceforth, the present study chiefly aspires to investigate the heat treatment behaviour of nickel-deposited Al-BLA composites.
Experimentation
Fabrication of Al-BLA Composites
The current investigation involves fabrication of A356.2 alloy and bamboo leaf ash (particle size of 25 µm) by engaging stir casting practice. The material constituents of the duo, i.e. the base matrix system A356.2 alloy and reinforcement system BLA, are depicted in Tables 1 and 2. Al-BLA composites are fabricated by varying the reinforcement weight percentages, i.e. 2, 4, 6% in argon gas atmosphere. To promote wettability, degassing tablet is added to the molten metal. Before incorporation of the reinforcement phases into the molten metal, the BLA particles are preheated to 350 °C for a time period of 30 min for removing the excess moisture content and enhancing the effective dispersion of the filler particulates into the base A356.2 matrix core system. The entire fabrication of composites is carried out following the ASTM standards B26/B26M-09. The raw materials utilized for the fabrication were acquired from Balco/Vedanta native retailer.
Nickel Surface Deposition
Electrodeposition is the most feasible and economical way of depositing fine layers on to metal substrates without altering the material characteristics. The stir-cast Al-BLA composites are nickel electrodeposited by immersing into an electrolytic aqueous bath, i.e. Watts solution containing the chemical reagents mentioned in Table 3. In Watts solution, the test samples were dipped in a zincating bath for 40 s before immersion. Several trial-and-error electroplating experiments are conducted at a current density of 25 A/dm2 for 30 min and duration before obtaining an uniform coating thickness of 25 micro-meter. Before immersion, the test samplings surface is cleansed thoroughly by using alkali acid cleaning and etching in sulphuric acid for enhancing superior adhesion characteristics. Prior to the immersion in aqueous electrolytic solution, the test samples are submerged for nearly 30 s in zincating bath. Periodic stirring is performed for facilitating the effective transfer of ions.
T6 Heat Treatment
The base A356.2 alloy and nickel-deposited Al-BLA composites are solution heat-treated by employing a conventional muffle furnace to 540 °C for a period of 5–6 h. Following this quenching operation is engaged by submerging the heat-treated test specimens in cold water for about 6 s. The test samples are age hardened, i.e. subjected to precipitation hardening for a duration of 6–8 h.
Corrosion Testing
The corrosion traits of aluminium-reinforced bamboo leaf ash composites preceding and succeeding T6 heat treatment are studied thoroughly by employing an electrochemical arrangement (Gill AC). This software-based electrochemical arrangement uses potentiodynamic polarization curves for evaluating the corrosion characteristics of base nickel surface-deposited A356.2 alloy and Al-BLA composites preceding and succeeding heat treatment. The Gill AC electrochemical system is engaged for reviewing the corrosion characteristic which is equipped with a carbon electrode which acts as an auxiliary electrode and a saturated calomel electrode (SCE) working as a reference electrode. The polarization experiments were initiated at 0.166 mV s−1 from a starting value of −0.25 V (OC) SCE until the entire scan is completed. The entire experimentations was conducted at an exposure area of 1 cm2. The corrosion potential Ecorr of sampling is accounted as the potential at merging point of the duo, i.e. anodic and cathodic branches.
Results and Discussion
Microstructural Characterization
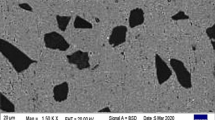
From the microstructural characterizations, it is obvious that the refined bamboo leaf ash particulates are embedded into the A356.2 core system. Therefore, engaging the classic stir casting approach, Al-BLA composites are successfully synthesized. The incorporated BLA particulates are observed to be of distinctive shapes and sizes as depicted in Fig. 1. From the surface deposition morphology techniques as shown in Fig. 2, it is apparent that a fine nickel deposit is achieved with no noticeable blemishes and is found almost even throughout the substrate surface.

SEM photomicrographs 6% Al-BLA composites

Cross-sectional SEM image of nickel surface deposition
Adhesion, Hardness, Residual Stresses
The surface-deposited nickel coat adhesion properties preceding and succeeding heat treatment are assessed by engaging nanoscratch technique. The current study employs a stylus of 4.4 mm diameter and a static load of 50 nm for determining the nickel deposit adhesion of the metal substrate. From the scratch test SEM images displayed in Fig. 3, it is apparent that nickel surface deposition offered superior adhesion traits with aluminium substrates with no gesture of debonding. It is even noted that the Al-BLA composites after heat treatment yielded superior adhesion with minimal peeling and debonding. From the test results, hardness values of 343 HV and 319 HV are reported for the nickel surface-deposited base alloy after and before the heat treatment respectively. The residual stresses acting on the nickel deposited base alloy after T6 heat treatment are fluctuating between 62 and 65 MPa, while the residual stresses without heat treatment are fluctuating between 72 and 79 MPa. The reduced intensities of residual stresses are mostly compressive acting on the heat treated test specimens can be accounted for harsh process parameters tailored for nickel deposition and the incorporation of the right amount of electrodeposition contents [24, 26].

Scratch test SEM photomicrographs of nickel surface-deposited alloy a preceding and b succeeding heat treatment
Corrosion Behaviour
The polarization graphs of base alloy and nickel surface-deposited base alloy preceding and succeeding the T6 heat treatment are depicted in Fig. 4. Based on the preceding graphs, it is apparent that the corrosion potentials of the untreated base A356.2 alloy and heat-treated base A356.2 alloy are −260 mV and −191 mV respectively. The test samplings succeeding the heat treatment flaunted much elevated positive corrosion potentials in contrast to the untreated samplings due to attainment of thermodynamic stability. It is further perceived that the samplings after the heat treatment witnessed lower current densities which restrict the free mobility of integral elements and thereby enhance the corrosion resistance [21, 22]. Figure 5 illustrates the polarization plots of Al-BLA composites preceding and succeeding the heat treatment. From the aforesaid graphs, it is apparent that the corrosion potentials for the heat treated nickel surface-deposited Al-BLA composites with varying reinforcement weight percentages of 2, 4, 6% are −252, −220, −175 mV respectively. Likewise, for untreated Al-BLA, the corrosion potentials for composites with varying reinforcement weight percentages of 2, 4, 6% reinforced samples are −395, −357, −267 mV respectively. From the observed results it can be concluded that corrosion deterioration in NaCl ambience is highly reduced with the increase in the dispersoid percentage in aluminium matrix system for the duo, i.e. preceding and succeeding the heat treatment. In the current study, the objective was to review the T6 heat treatment traits of the nickel surface-deposited Al-BLA composites. From the aforesaid test results succeeding the heat treatment Al-BLA composites have displayed enhanced corrosion resistance when compared to the untreated Al-BLA composites. For the duo, i.e. preceding and succeeding the heat treatment, the corrosion deterioration has been minimized significantly upon increasing the percentage of the filler content which can be accounted for the intermetallics which nucleated among the matrix and reinforcement system. The XRD plots for the duo, i.e. preceding and succeeding the heat treatment, are depicted in Fig. 6. From the XRD plots, it is apparent that prior to the heat treatment the Al-BLA composites have nucleated a Ni3Al phase across the matrix and particulate interfaces. These nucleated intermetallic phases have played a prominent role in minimizing the corrosion deterioration under the corrosive ambience. While succeeding the heat treatment the composite flaunted much harder, superior and stable nickel aluminide intermetallics, i.e. Ni2Al3 were obtained [25, 27]. Several research enthusiasts have worked on Al-Ni intermetallics, and from the available literature it is apparent that the nucleation of Al-Ni interphases undergoes multiple dissolutions and localized saturations for the formation of thermally stable Ni2Al3 phases. The presence of much stable, coherent Ni2Al3 intermetallic phases chiefly reflects the restriction of the solid state diffusions. The elevated corrosion resistance succeeding the heat treatment can be accounted for nucleation of a distinctive, continual finely bounded metallic core structure, i.e. Ni2Al3 [27, 28]. It is obvious that the test samplings preceding the heat treatment witnessed minimal amounts of microcracks, pores, and pits with the maximal amount of protection from the corrosive NaCl ambience.

Polarization curve of nickel surface deposited base alloy a preceding b succeeding heat treatment

Potentiodynamic polarization plots for nickel surface plated of 2%, 4%, 6% Al-BLA composites a preceding b succeeding heat treatment

XRD spectrum of nickel surface-deposited 4% Al-BLA composites a preceding b succeeding heat treatment
Microstructural characterization is accomplished for the base alloy and the surface-deposited Al-BLA composites preceding and succeeding the heat treatment and shown in Figs. 7 and 8 respectively. From the photomicrographs, it is distinct that the base alloy surface without surface deposition has witnessed the maximal number of cracks, with hoarse pits and micropores nucleating at the substrate surface. While the heat-treated and nickel surface-deposited alloy flaunted optimal corrosion resistance with a lesser number of pits and cracks in contrast to the untreated base alloy. It is further evident from the photomicrographs that the amount of cracks pits, pores lessen in number and intensity when the dispersoid percentage is elevated, i.e. heat-treated 6% reinforced Al-BLA composite witnessed minimal corrosion deterioration when compared to 2, 4% Al-BLA composites. The number and intensity of pits arsing for heat-treated composites are minimal in contrast to test samplings without heat treatment. The surface mutation is due to transfer of ions upon nickel deposition, refined grain structure, superelastic diffusion barrier, transmutation from Ni3Al to Ni2Al3, amplified carbon content upon heat treatment regime elevated the corrosion resistance and mechanical traits with the minimal extent of residual stresses.

SEM photomicrographs for nickel surface-plated a base alloy b 2%, c 4%, d 6% Al-BLA composites preceding polarization tests

SEM photomicrographs for nickel surface-plated a base alloy b 2%, c 4%, d 6% Al-BLA composites succeeding polarization tests
Conclusions
The subsequent inferences can be made based on the aforementioned results. Aluminium composites reinforced with bamboo leaf ash particulates are successfully synthesized following the stir casting approach. A fine homogenous nickel layer is surface deposited by engaging classical stirred aqueous electrolytic bath. The corrosion resistance of the heat-treated nickel surface-deposited base alloy and Al-BLA composites is enhanced significantly in contrast to the composites without heat treatment. Nucleation of the novel, superior nickel aluminide intermetallic phases upon heat treatment resulted in improved corrosion resistance. The test samples subjected to the heat treatment rendered superior adhesion, hardness with minimal corrosion deterioration and residual stresses.
References
E. Villar-Cociña, E.V. Morales, S.F. Santos, H. Savastano Jr., M. Frías, Pozzolanic behavior of bamboo leaf ash: characterization and determination of the kinetic parameters. Cement Concr. Compos. 33(1), 68–73 (2011)
M. Frías, H. Savastano, E. Villar, M.I.S. de Rojas, S. Santos, Characterization and properties of blended cement matrices containing activated bamboo leaf wastes. Cement Concr. Compos. 34(9), 1019–1023 (2012)
N.M. André, A. Bouali, E. Maawad, P. Staron, J.F. dos Santos, M.L. Zheludkevich, S.T. Amancio-Filho, Corrosion behavior of metal–composite hybrid joints: Influence of precipitation state and bonding zones. Corros. Sci. 158, 108075 (2019)
C. Muthazhagan, A. Gnanavelbabu, K. Rajkumar, G.B. Bhaskar. Corrosion behavior of Aluminium-Boron carbide-Graphite composites, in Applied Mechanics and Materials (2014, Vol. 591, pp. 51–54). Trans Tech Publications Ltd.
H.M. Zakaria, Microstructural and corrosion behavior of Al/SiC metal matrix composites. Ain Shams Eng. J. 5(3), 831–838 (2014)
D.A. Awizar, N.K. Othman, A. Jalar, A.R. Daud, I.A. Rahman, N.H. Al-Hardan, Nanosilicate extraction from rice husk ash as green corrosion inhibitor. Int. J. Electrochem. Sci. 8(2), 1759–1769 (2013)
S. Tiwari, M.K. Pradhan, Effect of rice husk ash on properties of aluminium alloys: a review. Materials today: proceedings 4(2), 486–495 (2017)
N.S. Ebenezer, P.S. Narayana, A. Ramakrishna, Mechanical and microstructural characterization nickel electroplated metal matrix composites. Mater. Today: Proc. 27(2), 1278–1281 (2020)
J. Bienia, M. Walczak, B. Surowska, J. Sobczaka, Microstructure and corrosion behaviour of aluminum fly ash composites. J. Optoelectron. Adv. Mater. 5(2), 493–502 (2003)
K.R. Kumar, T. Pridhar, V.S. Balaji, Mechanical properties and characterization of zirconium oxide (ZrO2) and coconut shell ash (CSA) reinforced aluminium (Al 6082) matrix hybrid composite. J. Alloy. Compd. 765, 171–179 (2018)
A. Apasi, D.S. Yawas, S. Abdulkareem, M.Y. Kolawole, Improving mechanical properties of aluminium alloy through addition of coconut shell-ash. J. Sci. Technol. (Ghana) 36(3), 34–43 (2016)
S. Yogeshwaran, R. Prabhu, L. Natrayan, R. Murugan, Mechanical properties of leaf ashes reinforced aluminum alloy metal matrix composites. Int. J. Appl. Eng. Res 10(13), 11048–11052 (2015)
M.O. Bodunrin, O.P. Oladijo, O.O. Daramola, K.K. Alaneme, N.B. Maledi, Porosity measurement and wear performance of aluminium hybrid composites reinforced with silica sand and bamboo leaf ash. Ann. Faculty Eng. Hunedoara-Int. J. Eng. 14(1), 231–238 (2016)
K.K. Alaneme, M.O. Bodunrin, Corrosion behavior of alumina reinforced aluminium (6063) metal matrix composites. J. Miner. Mater. Charact. Eng. 10(12), 1153–1165 (2011)
K.K. Alaneme, S.I. Adama, S.R. Oke, Mechanical properties and corrosion behaviour of Zn–27Al based composites reinforced with silicon carbide and bamboo leaf ash. LEJPT 25, 58–71 (2014)
M. Ramachandra, K. Radhakrishna, Synthesis-microstructure-mechanical properties-wear and corrosion behavior of an Al-Si (12%)—Flyash metal matrix composite. J. Mater. Sci. 40(22), 5989–5997 (2005)
D.S. Prasad, N.S. Ebenezer, C. Shoba, The effect of nickel electroplating on corrosion behavior of metal matrix composites. Trans. Indian Inst. Met. 70(10), 2601–2607 (2017)
A.O. Gezerman, B.D. Corbacioglu, Analysis of the characteristics of nickel-plating baths. Int. J. Chem. 2(2), 124 (2010)
Z.A. Hamid, S.M. El-Sheikh, Enhancement of the properties of Ni composite electroplated using nano-chromium oxide powder. J. Metall. Eng. 2(2), 71–79 (2013)
K.S. Beenakumari, Electroplating of nickel on nickel titanate modified mild steel surface. J. Electrochem. Sci. Technol. 4(2), 57–60 (2013)
M. Gladkovas, V. Medelienė, M. Samulevičienė, E. Juzeliūnas. Corrosion study of electroplated nickel metal-matrix composites with B.
N.S. Ebenezer, P.S. Srihari, C.R. Prasad, P. Appalaraju, A. Tatahrishikesh, B.S. Teja, Experimental studies on damping behaviour of nickel electroplated A356.2 alloy. Mater. Today: Proc. 27(2), 1038–1044 (2020)
S.T. Aruna, V.W. Grips, K.S. Rajam, Ni-based electrodeposited composite coating exhibiting improved microhardness, corrosion and wear resistance properties. J. Alloy. Compd. 468(1–2), 546–552 (2009)
S. Barnes, I.R. Pashby, A.B. Hashim, Effect of heat treatment on the drilling performance of aluminium/SiC MMC. Appl. Compos. Mater. 6(2), 121–138 (1999)
J.M. Molina, R.A. Saravanan, J. Narciso, E. Louis, Surface modification of 2014 aluminium alloy–Al2O3 particles composites by nickel electrochemical deposition. Mater. Sci. Eng. A 383(2), 299–306 (2004)
S.A. Karrab, M.A. Doheim, M.S. Aboraia, S.M. Ahmed, Effect of heat treatment and bath composition of electroless nickel plating on cavitation erosion resistance. J. Eng. Sc. 41(5), 1989–2001 (2013)
M. Rezaei, R.A. Jeshvaghani, H.R. Shahverdi, R. Mojaver, M.J. Torkamany, Formation of Ni-rich aluminide layers on an A356 aluminum alloy by a combined electroplating/laser alloying treatment: microstructure and tribological characteristics. J. Manuf. Process. 29, 310–319 (2017)
F.C. Walsh, C. Ponce de Leon, A review of the electrodeposition of metal matrix composite coatings by inclusion of particles in a metal layer: an established and diversifying technology. Trans. IMF 92(2), 83–98 (2014)
Acknowledgements
The authors confirm that acknowledged principles of moral and specialized conduct have trailed during the current research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors share no conflict of interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ebenezer, N.S., Vinod, B. & Jagadesh, H.S. Effect of Heat Treatment on the Corrosion Behaviour of Nickel Surface-Deposited Agro-Reinforced Metal Matrix Composites. J. Inst. Eng. India Ser. D 102, 345–354 (2021). https://doi.org/10.1007/s40033-021-00266-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-021-00266-1