
Abstract
The tribological behavior of graphene nano platelets (GnP) reinforced Nylon66 polymer Nano composites were studied using a pin-on-disc apparatus under dry sliding conditions. The influence of wear control factors like applied load, velocity, sliding distance and weight percentage of GnP reinforcement on the responses like specific wear rate and frictional coefficient were investigated. Nano composites were developed by melt mixing of various weight fractions of GnP (0/0.5/1/2) with nylon 66 using twin screw extruder. A design of experiments based on the Taguchi technique was performed to acquire data in a controlled way and was successfully used to identify the optimal combinations of control factors influencing the outputs. Analysis of variance was employed to investigate the influence and contribution of control factors on the responses. The results showed that the inclusion of GnP as reinforcing material in Nylon66 Nano composites, decreases the friction coefficient and increases the wear resistance of the Nano composites significantly.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymer matrix composites are of main focus for engineering applications because of their good wear resistance and low friction, high modulus of elasticity, light weight and low cost [1]. The main limitations of using polymer matrix composites are poor thermal stability, low hardness, reactive to moisture, chemicals and solvents while metal matrix composites are sensitive to acids, bases, humidity and salts which limits their applications [2]. In order to avoid these problems, glass matrix composites reinforced with carbon fibers were developed [2] and it has been a topic of research over the last three decades [3, 4]. Glass matrix composites exhibit increase in hardness, less sensitivity to moisture, acids, chemicals or salts, along with the advantage of self-lubricating effect that graphite fiber provides to the composites [5].
In recent years, work has been done on wear behavior of composites composed of various engineering polymers reinforced filler materials such as glass fiber, PTFE, zinc oxide, alumina, silica, calcium carbonate, titanium oxide, CNTS, graphite but less attention has been focused on the tribological performance of Nano composites. Due to the discovery of graphene, research studies were extended on developing graphene reinforced ceramics [6], glass matrix [7, 8], polymer matrix [9] and metal matrix composites [10]. The addition of graphene also improves the functional properties of glass/ceramic composites. Porwal et al. [7] reported that the addition of only 2.5 vol% of graphene oxide nano-platelets improves the fracture toughness of silica nano-composites by ~35 %, when compared to pure silica glass.
Graphene consists of a two dimensional atomic layer thick sheet of carbon atoms and has better mechanical [11], electrical [12] and thermal [13] properties, when compared to graphite. Inclusion of small loading of graphene when compared to graphite, CNTs and carbon black in a matrix can lead to significant improvements in properties due to its high specific area. Fan et al. [14] reported a value of 1000 S/m electrical conductivity with addition of only 2.35 vol% of graphene nano-platelets in an alumina matrix, while Miranzo et al. [15] reported 100 % improvement in thermal conductivity of silicon nitride–graphene nano-composites. An improvement in the electrical properties of graphene nano-composites can be useful for electronic applications, while the high specific surface area and excellent mechanical properties of graphene can be useful for fabricating advanced composites with improved mechanical and tribological properties.
Graphene composites are expected to have better tribological properties compared to graphite fiber reinforced glass composites along with improved electrical and thermal properties [11–13]. Moreover, the two-dimensional platelet geometry of graphene and graphene based materials may offer certain property improvements that SWCNTs cannot provide when dispersed in polymer composites. Though a large quantum of literature is devoted to the study of sliding wear performance of synthetic as well as natural fiber composites, tribological performance of Nano composites were seldom reported. Hence in the present study, Nylon66/GnP Nano-composites with loading of different wt% of GnP were fabricated using twin screw extruder and their tribological properties were investigated using a pin on disc apparatus.
Experimentation
Materials
Nylon66 with grade 101 L was chosen as polymer matrix material, while Graphene Nano platelets (GnP) having average diameter of 5 μm, avg. thickness of 2 nm and surface area 500 m2/g was selected as reinforcing material. Nylon66/GnP was blended in the current study and their characteristics are shown in Table 1.
Nano Composite Fabrication
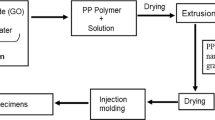
Before blending, the polymer granules and fillers were dried at 80 °C for 4–5 h in a dehumidifier and then dry filler material was hand mixed with polyamide 66 and other additives. Selected weight fraction based filler compositions were mixed with polymer and extruded in a co-rotating twin screw extruder. The L/D ratio of the screw was 40:1, main barrel speed of 200 rpm, feeder speed of 11 rpm and setting current as 16 A were maintained for all the compositions.
The extrudates from the die were quenched in a tank at 24–30 °C and then palletized. For melt blending, the temperature profile of the extrusion were Zone 1 (220 °C), Zone 2 (229 °C), Zone 3 (255 °C), Zone 4 (237 °C), Zone 5 (233 °C), Zone 6 (246 °C) Zone 7 (252 °C) with the die temperature of 239 °C and melting temperature as 243 °C. The extrudates of the composition were palletized in palletizing machine. The rpm of the palletizer was maintained in the range of 60–80 rpm. The granules of the extrudates were pre dried in dehumidifier at 80 °C for 10 h and injection molded in a microprocessor based 75 T injection molding machine fitted with a master mould containing the cavity for tensile strength, flexural and impact specimens. After its removal from the mould, specimens were sent for ageing process at room temperature for 1 or 2 days. Now the fabricated specimens were obtained as per ASTM 256 Standards. Processing parameters are Zone 1 (280 °C), Zone 2 (226 °C), Zone 3 (232 °C), Zone 4 (232 °C). The composition details of the fabricated composites with their hardness values for the present investigation are tabulated as shown in Table 2.
Friction and Wear Measurements
To evaluate the friction and sliding wear of GnP reinforced Nylon66 nano composites under dry sliding conditions, the wear tests were conducted on a pin-on-disc apparatus as shown in Fig. 1. The specimen was held stationary and the disc was rotated while a normal force was applied through a lever mechanism. The counter body disc is made up of hardened ground steel (EN-32, surface roughness (Ra) 0.6 μm, hardness of 72 HRC). During the test, the friction force was measured using friction monitoring unit. A personal computer-based data acquisition system was used to acquire the friction force continuously. The material loss from the composite surface is measured using a precision electronic balance with an accuracy of +0.01 mg and the average weight loss was used to calculate the specific wear rate (Ws). The difference in the weight measured before and after test gives the volume loss and the specific wear rate (mm3/Nm) is then expressed on ‘volume loss’ basis using Eq. (1).
where ΔV(mm3) is loss of wear volume, D (m) is sliding distance, Fn (N) is the normal load acting on the pin.

Pin-on disc apparatus
The wear rate of the nano composites were studied as a function of the weight percentage of GnP reinforcement (wt%), sliding distance (SLD), load and velocity. Wear rate data reported here is the average of two runs.
Taguchi Design of Experiments
The Taguchi design of experiment (DOE) approach eliminates the need for repeated experiments and thus saves time, material and cost. Taguchi DOE is a powerful analysis tool for modeling and analyzing the influence of control factors on performance output. The most important stage in the design of experiment lies in the selection of the control factors. In the present work, the impact of four such control factors are studied using L16 orthogonal design as presented in Table 3.
Taguchi DOE based on Orthogonal Arrays (OA) generates 16 experimental runs (L16) for combination of 4 factors with four levels. Taguchi L16 array is helpful to predict only the main effects of the control factors but not their interactions. In this paper, 16 runs out of 44 experiments were considered based on Taguchi partial factorial DOE along with recorded responses like specific wear rate (WS) and friction coefficient (µ) as a function of four independent control factors (like load, velocity, sliding distance and wt% of reinforcement) with four levels each. The SN ratio determined using Eq. (2) are tabulated in Table 3 and are used to evaluate optimality of the control factors. Later, ANOVA is used for analyzing their influences and contribution [16, 17].
where ‘n’ is observation number, ‘yi’ is observation value.
The formulae for individual optimum response determination basing on the SN ratios, is mentioned in the Eq(s). (3)–(4) [18].
where ‘n’ observation number, ‘ηopt’ optimum S/N ratio, ‘ηavg’ average S/N ratio, ‘ηideal’ ideal S/N ratio level of each control factor.
Analysis of Variance (ANOVA) and Regression Modeling
ANOVA investigates the significance of design factors on the responses and also depict their contribution on the generated responses based on F-Statistics test equations [16, 17] and the contribution is evaluated using Eq. (5) [17].
Regression second order linear models were derived based on the experimental response values of the designed DOE. It helps in predicting the behavior and effect of control factors on responses to aid the selection of working factors for a given required response. The Response (R) can be model as
where A, B, C and D are control factors, while K, a, b, c, d are model parameters to be estimated from experimental results.
The exponential form of responses may be converted to linear model with help of logarithmic transformation and modeled as:
The proposed second order model developed from the above functional relationship is:
where \(Y\) is the true response on a logarithmic scale, where xo = 1 (dummy variable), x1, x2, x3, x4 are logarithmic transformations of wt%, Load, Velocity and SLD respectively. βo, β1, β2,…β9 are the parameters to be estimated and ε is the experimental error.
Data Analysis and Discussions
ANOVA of SN ratios as shown in Tables 4, 5, 6, and 7 indicate that the load is highly significant with 89 % contribution in generating Avg. Sp. wear rate, while wt% and load are significant in generating friction coefficient with a minimum of 44 % contribution each.
Tables 8 and 9 show the analysis of regression models on the responses and indicates that the model depicts a significance with more than 95 % confidence level. The regression models show that load and wt% are predominant factors in predicting the Sp. wear rate and friction coefficient. The regression models were generated from the experimental results using Eq:6-8 and are as shown in Eqs: 9–10:
and
Discussions on Optimality
Based on mean S/N ratios as shown in Fig. 2a, b, the optimal combinations of control factors were found as A3–B1–C3–D4 and A4–B1–C1–D2 for Sp. wear rate and friction coefficient respectively. Based on Eqs. (2)–(4) and according to the smallest is the best quality characteristic, the optimal average wear rate and frictional coefficient were determined as 0.36 × 10−6 mm3/Nm and 0.073 respectively.

Main effects of parameters on SN ratios. a Main effect plot for wear rate, b main effect plot for friction coefficient
Surface plots were plotted for the first two predominant control factors on the generated responses, as shown in Fig. 3a, b. Figure 3a interprets that the wear rate tends to be decreasing effectively up to 1 wt% of reinforcement, while Fig. 3b shows the tendency of decreasing friction coefficient throughout.

Surface plots of the responses. a Surface plot of wear rate against factors, b surface plot of friction coefficient against factors
Based on the optimal control factors combinations of wear rate and friction force, the validation of experiments has been carried out and values of ‘Ws’ and ‘µ’ are tabulated in Table 10.
Microscopic Results
The specimens are examined under the Olympus optical microscope to determine the micro structure. Each and every specimen was cleaned with acetone, before and after the wear test to visualize the microstructures of the materials and their wear track using this optical microscope. A 5× zoom lens was used to capture image at 500 µm using computer software. Nylon66/GnP nano composites with different combination of control factors were examined on wear test rig and worn out surfaces of wear tracks were observed under microscope. Among all these combinations, the pure Nylon66 and Nylon66/GnP at 1 wt% of the tested specimens are shown in Fig. 4.

Microstructures of prepared specimens before and after wear tests. a Nylon 66 before, wear test, b Nylon 66 after wear test, c 1 % GnP before wear test, d 1 % GnP after wear test
Conclusion
From DOE, the following conclusions are drawn from the present work:
-
1.
The incorporation of the GnP particles in the polymer matrix as a reinforcement increases the wear resistance of the material.
-
2.
From ANOVA and % contribution, effect of variables i.e., load and wt% is more predominant on the wear and friction coefficient of the composite rather than sliding velocity and sliding distance.
-
3.
From microscopic structures, 1 wt% nylon/GnP blended specimen showing enhanced wear resistance due to less wear track widths and depths.
-
4.
Regression modeling correlates a minimum of 80 % R2 (goodness-of-fit) with the experimental values.
-
5.
The confirmation test shows an error of maximum 9.09 and 1.39 % for wear rate and frictional coefficient respectively.
References
Y.V. Suvorov, S.I. Alekseeva, M.A. Fronya, I.V. Viktorova, Investigations of physical and mechanical properties of polymeric nano composites (review). Inorg. Mater. 49(15), 1357 (2013)
Z. Eliezer, C.H. Ramage, H.G. Rylander, R.H. Flowers, M.F. Amateau, High-speed tribological properties of graphite fiber-Cu-Sn matrix composites. Wear 49(1), 119 (1978)
D.C. Phillips, R.A.J. Sambell, D.H. Bowen, The mechanical properties of carbon fibre reinforced pyrex glass. J. Mater. Sci. 7, 1454 (1972)
R.A.J. Sambell, D.H. Bowen, D.C. Phillips, Carbon fibre composites with ceramic and glass matrices-Part1. Discontinuous fibres. J. Mater. Sci. 7, 663 (1972)
S.B.C.A. Berg, J. Tirosh, Wear and friction of two different types of graphite fibre reinforced composite materials. Fibre Sci. Technol. 6(3), 159 (1973)
H. Porwal, S. Grasso, M. Reece, Review of graphene-ceramic matrix composites. Adv. Appl. Ceram. 112(8), 443 (2013)
H. Porwal, P. Tatarko, S. Grasso, C. Hu, A.R. Boccaccini, I. Dlouhý, M. Reece, Toughened and machinable glass matrix composites reinforced with graphene and graphene-oxide nanoplatelets. Sci. Technol. Adv. Mater. 14, 1–10 (2013)
H. Porwal, S. Grasso, L. Cordero-Arias, C. Li, A. Boccaccini, M. Reece, Processing and bioactivity of 45S5 bioglasss-graphene nanoplatelets composites. J. Mater. Sci. Mater. Med. 25(6), 1403–1413 (2014)
U. Khan, P. May, H. Porwal, K. Nawaz, J.N. Coleman, Improved adhesive strength and toughness of poly vinyl acetate glue on addition of small quantities of grapheme. ACS Appl. Mater. Interface 5(4), 1423 (2013)
M.C. Liu, C.L. Chen, J. Hu, X.L. Wu, X.K. Wang, Synthesis of magnetite/graphene oxide composite and application for cobalt(II) removal. J. Phys. Chem. C 115(51), 25234 (2011)
C. Lee, X.D. Wei, J.W. Kysar, J. Hone, Measurement of the elastic properties and intrinsic strength of monolayer grapheme. Science 321(5887), 385 (2008)
A.K. Geim, K.S. Novoselov, The rise of grapheme. Nat. Mater. 6(3), 183 (2007)
A.A. Balandin, Thermal properties of graphene and nano structured carbon materials. Nat. Mater. 10(8), 569 (2011)
Y.C. Fan, W. Jiang, A. Kawasaki, Highly conductive few-layergraphene/Al2O3 nano composites with tunable charge carrier type. Adv. Funct. Mater. 22(18), 3882 (2012)
P. Miranzo, E. Garcia, C. Garcia, J. Gonzalez-Julian, M. Belmonte, M.I. Osendi, Anisotropic thermal conductivity of silicon nitride ceramics. J. Eur. Ceram. Soc. 32, 1847–1854 (2012)
C. Ozay, V. Savas, The optimization of Cutting parameters on surface roughness in tangential Turn-milling using Taguchi method. Adv. Nat. Appl. Sci. 6(6), 866 (2012)
K. Arun Vikram, C. Ratnam, K. Sankara Narayana, B.S. Ben, Assessment of surface roughness and MRR while machining Brass with HSS tool and carbide inserts. Indian J. Eng. Mater. Sci. 22(3), 321 (2015)
S.M. Phadke, Quality Engineering using Robust Design, vol. 59 (PTR Prentice-Hall Inc., Englewood, 1989)
Acknowledgments
Authors acknowledge the support provided by Andhra University and GITAM University for carrying out the project work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Rights and permissions
About this article

Cite this article
Sankara Narayana, K., Suman, K.N.S. & Arun Vikram, K. Investigation on Dry Sliding Wear Behavior of Nylon66/GnP Nano-composite. J. Inst. Eng. India Ser. D 98, 71–78 (2017). https://doi.org/10.1007/s40033-016-0113-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-016-0113-0