
Abstract
This paper presents an in-depth experimental evaluation conducted on a 660-MW supercritical boiler having a steam generation of 1917 tonnes and a steam pressure of 242 kg/cm2. Significant parameters affecting the performance of boilers are analyzed, viz. size of coal, various air distribution nozzles through primary air (PA) nozzles with coal flow, concentric firing secondary air (CFS) nozzles, direct flow secondary air (DFS) nozzles, over-fire air (OFA) nozzles, and excess air ratio. The other parameters affecting the performance of the boiler and causing environmental pollution are also discussed, viz. the quality of coal, water quality, excess air. The analysis indicates that the NOx emissions are decreased to 238 mg/m3 from 300 mg/m3, and boiler performance is increased to 86.628% from 83.435% through modified combustion processes. Finally, the analysis indicates that the un-burnt carbon in fly ash decreases from 2.85 to 1.32% volumetrically through these novel combustion processes. This paper also recommends that the fly ash obtained through this combustion process could be used in other industrial applications like cement manufacturing and fly ash brick manufacturing.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The demand for industrial and domestic usage of electricity is increasing day by day. Out of all the fossil fuels like natural gas and diesel, coal is the cheapest fuel that is available in plenty. Almost 50% of the power generation comes from thermal power plants, where coal is the primary source. But, there are many challenges from thermal power plants like global warming, acid rains, and respiratory problems for living creatures. A nitrogen oxide (NOx), that comprises nitrogen dioxide (NO2) and nitrogen oxide (NO), is one of the major pollutants, which causes ozone layer depletion and acid rain. NOx could react with volatile organic compounds to damage forests, causing acid rains, chemical smog, respiratory and vision defects for humans and animals. The environment can be protected by monitoring the levels of CO, SOx, and NOx (major contributors to environmental pollution.)
The NOx emitted from boilers can be reduced by two approaches in a 660-MW supercritical power plant, as shown in Fig. 1. The first one deals with reducing NOx generation by adjusting/modifying the combustion in the furnace and the second one with post-combustion which reduces pollution from NOx by injecting a reagent like ammonia into the outlet gas for reaction with pollutants like NOx, SOx. Supercritical plant firing system modification is less expensive than the post-combustion system as more chemicals should be needed in the post-combustion system. Corner-fired technology is used in supercritical boilers to generate steam for the system. Corner-fired boilers have excellent flame strength, high combustion performance, and release fewer pollutants than subcritical boilers.

Line diagram of 660-MW supercritical thermal power plant, [1]
Over-fire air (OFA) or air distribution combustion arrangement system is the best system for reducing NOx emission, as given in Fig. 2. In this paper, NOx emission reduction through various dampers and adjustment through combustion optimization in the furnace are discussed. The secondary air supplies to the wind box in two ways: (a) direct flow secondary air (DFS) nozzles and (b) concentric flow secondary air (CFS) nozzles. In addition to secondary air nozzles, there is another type of nozzle, over-fire air (OFA), placed directly above the coal nozzles in the wind box. 70–80% air is supplied through burners and the balance 20% air is supplied through OFA. Two types of OFA nozzles located in the boiler are closed circular over-fire air (CCOFA) and secondary over-fire air (SOFA). The total combustion process occurs in two zones: the initial combustion zone and the secondary combustion zone. In the initial combustion zone, the air stoichiometric ratio (SR1) is less than 1; the fuel burns with less quantity air resulting in more incombustible and more pollutants’ release from this zone The second zone that has OFA dampers gives a stoichiometric ratio (SR2) air more (SR2 > 1), which results in significant decreases of NOx pollution and percentage of un-burnt carbon in ash.

Schematic of the combustion system in 660-MW supercritical thermal power plant, [2]
Air distribution systems such as CCOFA and SOFA have been developed and applied to the supercritical boilers to enhance boiler performance and reduce NOx pollution. CCOFA reduces fuel-burning resident time in the initial combustion zone (fuel-rich zone) and increases the burning time of the fuel in the secondary combustion zone (oxygen-rich zone). SOFA provides air between initial combustion and tertiary combustion zones, and excess air in the initial combustion zone and less in the secondary combustion zone. SOFA nozzles are identified through a wind box separated from the main wind box allowing the mixtures of fine pulverized coal with primary and secondary air into the boiler furnace.
The balance between NOx pollution and boiler performance is very significant for boilers with an air distribution system. It is also important for power professionals to make the atmosphere less polluted and have optimum utilization of coal. This paper mainly concentrates on various parameters of operating a fully loaded boiler: secondary air supply through CCOFA and SOFA, coal fineness, and excess air ratio. This experiment was conducted on a 660-MW supercritical corner-fired boiler. The final experiment outcomes show that both boiler thermal efficiency and NOx pollution could be improved through the adjustment of various operating conditions.
Excess Air
An efficient combustion process requires a perfect ratio of air and fuel quantity in the boiler. For the safe operation of the boiler and maintenance requirement, excess air beyond the theoretical requirement is to be added to the firing process, known as "excess air." The absence of this excess air in the combustion process of the boiler may cause an increase of unburned fuel, black smoke from the chimney, soot deposits on surfaces of water tubes, carbon monoxide generation due to insufficient oxygen, and also creates extra emissions and surface deposition problems. Proper control of excess air could control flame unsteadiness and other boiler hazards. Too much air can decrease the performance of the boiler in terms of drier flue-gas leakage, an increase in fuel consumption. From a practical point of view, depending on the specific application of the boiler, 15–20% of excess air should be used. The airflow varies according to excess air ratios used in the boiler for primary and tertiary combustions. The different excess air ratios for different airflows used in an experimental boiler are shown in Table 1.
In a boiler, the excess air calculation depends on the percentage of oxygen and the percentage of carbon monoxide. Excess air consumption in the boiler depends on the combustion of fuel in the furnace; it also avoids the boiler explosion or contraction in emergencies, thus reducing the chance of damage to both life and property. A 10–25% excess air is considered in this boiler in finding the best-optimized combustion inside the supercritical boiler. The equation of excess air and actual mass of air [3] is as follows:
Boiler Losses
The heat produced in the boiler by the combustion process cannot be utilized fully. Different losses reduce the performance of the boiler in terms of efficiency. Those losses are un-burnt carbon losses, dry flue gas losses, sensible heat loss from the fly ash, loss of moisture in combustion air, loss of moisture in the fuel, loss of hydrogen in fuel, loss of heat due to fractional alteration of carbon to carbon monoxide and loss of radiation from the boiler. In this present work, the major losses that reduce the boiler efficiencies are dry flue gas losses and sensible heat loss from fly ash [3].
Yang et al. [4] conducted experimental research on NOx reduction from the combustion of high-volatile pulverized coals with various elemental analyses. Senli et al. [5] have done experiments on two boilers for determining NOx emissions levels, one with normal secondary distribution airflow and another with combining SOFA and CCOFA. Deboli et al. [6] have experimented on deep air staging, for heat transfer and NOx emission from a 600-MW tangentially fired boiler. Jack et al. [7, 8] have done experimental work on the principle of NOx reduction. This resulted in incomplete fuel combustion and high levels of unburned carbon in the fly ash, thus reducing boiler efficiency. Wang et al. [9] have done an experimental study on coal fineness related to boiler efficiency. Finer coal particles lead to a rise in boiler efficiency and a decrease in the loss of un-burnt carbon. Chacon et al. [10] explored the optimization and design of emission burner with low NOx-CO. Analytical computational fluid dynamics (CFD) simulations and experimental evaluations were conducted. Yao et al. [11] have experimented on water wall panels and found that the flame length and burnout degree are influenced by coarse coal particles, causing a severe reduction in the atmosphere near the wall. Qiongliangzha et al. [12] had conducted experiments on a 600-MW tangential fired pulverized coal boiler by quantitative data of heat transfer and NOx emissions through intense-air staging parameters. Makino [13]’s primary air nozzle experiment has shown that the primary air nozzles are a wide range (WR) burner and a vertical bias combustion burner. The primary air nozzle greatly contributes to combustion in the boiler. Li et al. [14] experimented and proved that the NOx reduction usually results in incomplete combustion and high rates of carbon residue in the fly ash, which decreases the boiler efficiency.
In Li et al.’s study [15], the gas temperature experiment was performed and the gas temperature drops in the primary combustion zone with an enhanced flow rate due to primary air slowing the air-to-fuel mixing and ignition phase. Ligang Xu et al. [16] have done experimental research on water wall corrosion at high temperature in a 630-MW boiler. They have concluded that high-temperature corrosion could reduce by optimizing combustion parameters. Kouprianovet al. [17] had analyzed the excess air optimization for enhancing the environmental efficiency of a 150-MW lignite-fired boiler, whereas Hong Weichen et al. [18] had taken up a performance analysis and optimization of damper opening of a co-firing boiler in a 300-MW plant. Mana et al. [19] had also performed experimental work and proved that then OFA damper nozzles introduced nearly 20% excess of the total combustion air. Tang et al. [20] have done a numerical analysis of a tangentially fired boiler and proved that a tangentially fired device is commonly used for steam generation in power plants due to its good adaptability to various types of fuels. Zhang et al. [21] have done an experimental study on 3-MW subcritical boiler at full-load operation; they proved that by optimization of SOFA dampers in the air system NOX emissions reduced. Tong Moxu et al. [22] had done an experimental study on a 300-MW subcritical steam boiler and optimized the boiler efficiency and NOx emission by combustion adjustment.
Zhong et al. [23] had done an experimental study on NOx emission and reduced the NOx emission using combustion controls and post-combustion controls with oxygen supply. Oland CB [24] has done an experiment on the tangentially fired boiler for combustion system modification and selection of suitable combustion equipment for achieving low NOx emission in the boiler. Natesan et al. [25] have studied corrosion resistance on alloyed steels and concluded that the resistance to high corrosion is possible with high-alloyed steels as the materials for water wall panels in supercritical boilers. Yang et al. [26] have analyzed the effect of the near-wall air (NWA) technology to increase the oxidizing atmosphere close to the water wall. This study helps the water wall material to assess atmospheric conditions at which the environmental impact is more. Laux et al. [27] have found that the fuel-rich environment evolves fuel-N (intermediate nitrogen compounds) to N2 there by lessening the development of fuel NOx in the burnout zone in the boiler. Lis et al. [28] had done an experimental study to optimize the coal burning in a 1-MW tangentially fired boiler by combustion control method and also with post-combustion controls approach. Zhang et al. [29] had done an experimental study on parallel tubes heat flux circulation and improper heat absorption in the platen-type super heater tubes with remaining furnace exit spin for safe operation on a 660-MW supercritical boiler.
Zhou et al. [30] had done a numerical evaluation of the 1000-MW tangentially fired pulverized-coal boiler NOx emissions fitted with a multilayer SOFA procedure. Zhang et al. [31] had developed the multi-surface reactions (MSR) model—three mixed reactions were considered through a single-film kinetic/diffusion-limited model. Complete char depletion rate corresponded to the summation of all the surface reaction amounts. Liu et al. [32] have done an experimental study on the addition of the CFS air; CFS air reinforces the remaining swirl intense causing severe temperature deviance in the horizontal flue with the similar biased direction of SOFA and CFS air. Bazooyar et al. [33] have done a comparison of biodiesel, which is made from pure edible vegetable oil and diesel on boiler performance and various emission levels by using input air variation on the combustion process. Results have shown that at excess air, the low thermal capacity of boiler and flue gas temperature values are not changed. Emissions of CO2, CO, and SO2 are less with biodiesel than diesel, but NOx is more than diesel due to the double bond in the structure. Bazooyar and Shariati [34] have done a comparison of biodiesel, which is made from corn oil and diesel on boiler performance and various emission levels by using a wide range of fuel pressures. Results have shown that at high pressure of the fuel, the performance of thermal capacity of the boiler and exhaust flue gas temperature is nearly the same from both biodiesel and diesel fuels, but emission values reduce by utilizing biodiesel compared with diesel fuel.
Experimental Section
Supercritical tangential fired boiler having dimensions 20.988 m width, 18.444 m depth, and 64.481 m height is used. The capacity of the boiler is 1917.3 tones, 242 bar pressure with a 565 °C temperature. Various experiments were conducted on this boiler to obtain good results in boiler performance and NOx reduction. The boiler was having six levels of PA nozzles (A–F), six levels of CFS nozzles (AI/AII to FI/FII), six levels of DFS (AA–EF), five levels of SOFA nozzles, and two levels of CCOFA nozzles.
The primary air with coal flow forms a small imaginary circle near the furnace water walls, and secondary air having concentric firing and direct flow forms a large imaginary circle. The small imaginary circle with a lean air-rich mixture contributes to primary combustion and the large imaginary circle having an air-rich mixture contributes to secondary/final combustion in the furnace, and the mixture also protects the wall of the furnace from slagging. In a concentric firing system, the mixture of air/fuel and coal burning is deferred simultaneously; hence, combustion temperature and NOx formation are reduced.
Water Quality
Certain values have been maintained through the test. The water has been processed through the RO and DM systems. Chemicals like Na3PO4, N2H4, and chlorine were added to the water before it passes to the boiler, as given in Table 2.
Coal Quality
Initially, coal is processed through clarifiers and crushers. The outlet size of coal at the exit of the crusher is 25 mm, which goes to the bowl mill for further crushing and gets 500 µm size in the mill. The same 500 µm size goes to the boiler for combustion. The detailed coal proximate and elemental analysis is given in Tables 3, 4. In boiler burning, fuel oxidation with the help of air is the major source of nitrogen oxide formation. After oxidation of fuel, nitrogen oxide in fuel could be divided into two types, namely volatiles and char. These two types are very important for NOx formation. Depending on fuel structure and temperature, nitrogen could be the distribution between char and volatiles. At 900 °C, the sharing of burnt N and unstable N was 40 °C and 60 °C temperature; at 1150 °C temperature the sharing of burnt N and explosive N was 27% and 73%, respectively.
Experiment Setup
The boiler has six numbers of primary air and coal mixture nozzles, six numbers of direct flow secondary nozzles, six sets of (AI/AII to FI/FII) concentric flow nozzles, two numbers of CCOFA dampers, and 3 numbers of SOFA dampers. In this experiment, PA nozzles 'F' and SA nozzles 'EF and FI/FII' were taken out of service, as the boiler gets full load with five mills operation—one mill remains in standby mode condition until any emergency condition occurs. There were a total of 26 cases conducted at full-load conditions, which are shown in Table 5. All dampers open by a manual isolation handle, which is individual tapping from the mainline. In all cases, total air is equally distributed through dampers to the furnace. Case I to VIII were conducted to determine the excess air ratio and also to identify the optimum excess air ratio for the NOx emission. Once optimum excess air is identified from the experiment, then the experiment is continued for the other valuable areas [35] by keeping the percentage of excess air constant. Case X to XIV was conducted to determine optimum direct flow secondary air damper opening on NOX emission and performance of the boiler. Once optimum direct flow, secondary air damper opening is determined at optimum excess air ratios, and then, the experiment is continued in other areas.
The main aim of the air distribution system is to provide air-rich atmosphere to the boiler with the use of CFS, DFS, CCOFA, and SOFA. This air distribution system results in the initial combustion zone having a fuel-rich atmosphere near water walls, reduces combustion with a lot of un-burnt carbon, CO pollution, and reduces boiler efficiency. The excess amount of carbon liberated in fly ash affects the selling cost in cement manufacturing and other industrial applications. To get good combustion in the boiler and decrease un-burnt carbon in fly ash, there should be low NOX pollution and high thermal efficiency of the boiler. The distribution gives good results; in this system, secondary air is divided and supplied to the boiler at different points through various dampers for air-rich conditions near the water wall to get tertiary combustion.
Fly ash mapping has been provided in the system. Fly ash samples were collected by a probe that contains a filter for collecting ash particles. Flue gas concentrations were measured by infrared analyzers. Flue gas tapping has been provided before APH for measuring CO, NO2, SO2, P.M, etc. An infrared analyzer is used to measure the levels of CO, NO2, SO2, and P.M. The flue gas temperature at the tapping is 170 °C, which is above the flue gas dew point temperature. At the same place, another end of the boiler oxygen analyzer was also provided to determine O2 for combustion and excess air status. The primary and secondary air ratios were at 20% and 80% throughout the experiment. Coal feeding rate 478 TPH is throughout the experiment from 5 mills and gets un-burnt carbon in fly ash ± 0.01%, as shown in Table 5.
Results and Discussion
Excess Air Ratio Influence on Boiler Performance and NOX Pollution
Sufficient excess air supply is needed for good combustion in the boiler furnace. Excess air is important in the furnace, as some air losses occur, while air goes into the boiler. These air losses could be overcome by giving extra air/excess air for good combustion. Less air ratio reduces dry flue gas losses, which go out to the atmosphere, increase incombustible in the furnace, and decrease the performance of the boiler. High excess air ratio increases dry flue gas losses, decreases incombustible in the furnace, and decreases the performance of the boiler. Air distribution of primary and secondary through dampers plays a major role in good combustion. The primary air from the primary air fan passes through the rotary air preheater and takes some heat from flue gas to the mill. In the mill heated, primary air preheats the pulverized coal and it lifts the coal in the mill to the furnace through a wind box with primary air nozzles in six layers. The secondary air from the secondary air fan passes through the rotary air preheater and takes heat from flue gas to the furnace for territory combustion in the furnace.
Flue gas is a mixture of air supplied to the furnace and combustibles. While going into the atmosphere, it carries some amount of heat from the furnace. These losses are termed dry flue gas losses. Loss of heat through flue gas loss is the major loss that reduces the efficiency of the boiler. By continuous monitoring, the dry flue gas losses and un-burnt carbon losses in fly ash and excess air to the furnace could be maintained.
Figure 3 shows the UBC, CO, and NOx emission effects at different excess air ratios. As per the experiment, optimum excess air selection of 0.2% gives 1.42% UBC in ash, 98 ppm of CO, NOx 203 mg/m3, but dry flue gas losses increase to 0.06%. UBC is the percentage of carbon present with ash after the combustion process is completed. This would badly affect the combustion behavior of the boiler. UBC from the fly ash could be found out from microwave technology in the laboratory. Further by increasing excess air to 0.2%, un-burnt carbon losses decrease and dry flue gas loss rises. But above this excess air ratio, there is a chance for the development of slag on boiler tubes, which restricts the heat transfer from furnace to feed water as the combustion temperature inside the furnace at 23 m maintains 1200–1300 °C. The best operating point of the boiler at the excess air ratio of 0.2% is considered throughout the experiment.

Influence of excess air ratio on percentage of UBC and CO production
The influence of excess air ratios on the carbon loss, dry flue gas loss, and boiler efficiencies is measured in Figs. 4 and 5. The boiler efficiency is more or less constant with the variations in percentage of excess airflow. Experiments were carried out, and the furnace temperature measurements were taken at different elevations. At 0.2% excess air ratio, carbon losses 0.861%, dry flue gas losses 4.112%, and boiler efficiency 86.30%, as shown in Fig. 6.

Influence of excess air ratio on NOx emission, dry flue gas losses, and un-burnt carbon losses

The excess air ratio influences boiler efficiency

The excess air ratio vs boiler temperature
Boiler Efficiency
As per the power trading corporation (PTC) 4.1 guidelines, boiler efficiency was calculated either by the direct method or indirect method [3]. Nevertheless, the indirect method is the best method that contains all losses generated by the boiler. By subtracting all losses from the boiler, boiler efficiency could be evaluated. The various losses of the boiler are:
-
1.
$${\text{Losses\;due\;to\;dry\;flue\;gas}}\;\left( {{\text{L1}}} \right) = \frac{{m*Cp*\left( {Tf - Ta} \right)*100}}{G.C.V\;of\;fuel}$$(3)
-
2.
$${\text{Losses\;due\;to\;hydrogen\;in\;fuel}}\;\left( {{\text{L}}2} \right) = \frac{{9*H_{2} * \{ 584 + Cp*\left( {Tf - Ta} \right)*100}}{G.C.V\;of\;fuel}$$(4)
-
3.
$${\text{Losses\;due\;to\;moisture\;in\;fuel}}\;\left( {{\text{L3}}} \right) = \frac{{M* \{ 584 + Cp*\left( {Tf - Ta} \right)*100}}{G.C.V\;of\;fuel}$$(5)
-
4.
$${\text{Losses\;due\;to\;moisture\;in\;the\;air}}\;\left( {{\text{L4}}} \right) = \frac{{AAS*humidity factor*Cp*\left( {Tf - Ta} \right)*100}}{G.C.V\,of\,fuel}$$(6)
-
5.
$${\text{Losses\;due\;to\;carbon\;monoxide}}\;\left( {{\text{L5}}} \right) = \frac{\% CO*C*5744*100}{{\% CO*\% CO_{2} *G.C.V\;of\;fuel}}$$(7)
-
6.
$${\text{Un-burnt\;carbon\;losses\;in\;fly\;ash}}\;\left( {{\text{L6}}} \right) = \frac{{Total\;ash\;collected{/}kg\; of\;fuel\;burnt*G.C.V of fly ash*100 }}{G.C.V\;of\;fuel}$$(8)
-
7.
$${\text{Un-burnt\;carbon\;losses\;in\;bed\;ash}}\;\left( {{\text{L7}}} \right) = \frac{{Total\;ash\;collected{/}kg\;of\,fuel\,burnt*G.C.V\,of\;bottom\;ash*100 }}{G.C.V\;of\;fuel}$$(9)
-
8.
Losses due to radiation (L8) = this can be measured by a thermograph on the surface of boiler metal parts.
Hence, the boiler efficiency = 100 − (Sum of all the losses from 1 to 8).
Primary Air Flow rate Influence on Boiler Performance and NOX Pollution
From the experiment, the first step of excess air ratio optimization has been done. The second step is to experiment on primary airflow. By varying the PA damper, which consists of both PA and coal mixture, optimized boiler performance and NOx emission levels are found out. More O2 injection into the furnace by increasing the primary airflow results in the ignition of fuel and combustion flame center. Only 10 to 20 tons of primary air variations consider reducing the combustion and transportation of fuel.
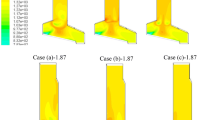
The boiler combustion temperature affects different primary air flows-flue gas temperature drops as the primary air flows rise from 435 to 470TPH in the combustion zone and the entire boiler, due to more primary air, cools the furnace which results in delaying the ignition process of primary airflow and coal flow, as given in Fig. 7. Due to this cause, un-burnt carbon loss and carbon monoxide loss increase. The boiler efficiency decreases from 86.328 to 86.265%, and NOx emission surges from 215 to 242 mg/m3. NOx emission and boiler efficiency affect different primary airflows. Primary airflow 435 TPH is the best operating condition from the experiment, as given in Fig. 8.

Various primary airflow influences combustion temperature throughout the boiler

Various primary airflows influence the efficiency of the boiler and the emission of NOX emission
The Concentric Flow Secondary Air Influence on Boiler Performance and the Emission of NOX
The flue gas temperature in the boiler rises due to the raise of CFS damper opening (AI/AII to FI/FII) from 30 to 40% as shown in Table 4. The increase of damper opening of CFS can introduce more O2 into the furnace for tertiary combustion of fuel, which results in increased NOx emission from 182 to 200 mg/m3, and increase boiler efficiency from 85.532 to 86.284% as shown in Figs. 9 and 10. Further increase in CFS can increase flue gas temperature till ash fusion temperature. This phenomenon also damages the water wall tubes of the boiler. Case XVI shows the increased damper opening percentage; there is no overheating of the evaporator and super heater tubes from this experiment at an optimized opening of 40% damper opening.

C.F.S air influence on combustion temperature

C.F.S air influence on the efficiency of the boiler and the emission of NOx emission
DFS air Influence on Boiler Performance and NOx Emission
Direct flow secondary air has an important part in the tertiary combustion of the boiler. The influence of flue gas temperature largely depends on the direct flow of secondary air. Case VII investigates excess air on boiler performance and NOx emission. From case X, the secondary air supply increases gradually along with the furnace. In case XIV damper opening of DFS decreases for reducing the oxygen supply at the top of the furnace. Due to this practice, the supply of secondary air increases at the bottom for proper tertiary combustion. Table 5 shows the operating parameters of the plant.
The detailed result of this experiment is shown in Figs. 11 and 12. The result has shown that secondary air distribution from higher flow to lower flow from the bottom of the furnace to the top gives minimum un-burnt carbon in ash and CO emission, and it greatly impacts NOx formation and boiler performance. Secondary air distribution through DFS dampers delays the combustion in the boiler for the proper air–fuel mixture. The adjustment of DFS dampers influences the air–fuel ratio primarily; then, it influences NOx formation. The air–fuel ratio reduces the impact on NOx formation, as NOx further decreases and increases un-burnt carbon in ash and CO emission.

D.F.S dampers influence on percentage of UBC and CO emission

D.F.S dampers influence on NOx emission and boiler efficiency
From case XI of Table 4, the DFS damper opens 100% at the bottom of the furnace. As a result, more amount of air is introduced at the bottom of the furnace, and a large amount of nitrogen in fuel is released. NOX is then formed, with an excess of oxygen being present. Then it enters at the top of the furnace (upper combustion zone). At this zone, the DFS damper opening is 25–50%; NOx concentration decreases in this zone. Similarly, percentage of un-burnt carbon increases in fly ash due to insufficient air at the upper combustion zone.
CCOFA and SOFA Dampers Influence on Boiler Performance and NOX Emission
Both CCOFA and SOFA dampers contribute to the combustion process for effective combustion of a fuel with supplied air. At an optimized excess air ratio, which is found in case VI from Table 5, CCOFA and SOFA damper opening defined the air distribution between primary and tertiary combustion. If CCOFA and SOFA damper openings are widened, more oxygen is introduced at the top of the furnace for tertiary combustion, and at the same time, air supplied to the initial combustion zone decreases. Adjustments of both dampers decrease air in the initial combustion zone and control NOx formation. The excess air ratio value is optimized before this experiment followed by optimizing PA flow rate and SA flow control dampers. From case VII, excess air optimized with a value of 0.2%, optimized PA flow with the value of 435 TPH optimized CFS damper opening 40% from case XVII, then DFS damper opening from case XVIII.
CCOFA and SOFA damper opening influences the emission of NOx and performance of the boiler, as given in Fig. 13, and decreases NOx emission to a certain extent against an increase in the damper opening. Further opening of dampers increases NOx emission. At a given excess air ratio, damper positions of CFS and DFS, CCOFA, and SOFA damper increase the air in secondary combustion and decreases air in the initial combustion zone. There is NOx formation that happened in the initial combustion zone due to large char –N relates in the initial combustion zone. From this experiment case XVII to XXII, CCOFA dampers increase from 10–30% and SOFA dampers increase from 50–100%.

The SOFA and CCOFA dampers influence the efficiency of the boiler and the emission of NOx emission
Pulverized Coal Size Influence on Fly Ash Carbon Loss and Performance of the Boiler
From the secondary air dampers, both CCOFA and SOFA adjustment NOx emission can get reduced, but at the same time, un-burnt carbon losses can increase, which results in boiler efficiency reduction. To overcome this difficulty, coal size should vary. Initially, big lumps of coal come to the stockyard from the coal mine, and then, it moves to the crusher house to get 25 mm coal size; further, it goes through the mill to get 20 µm. By adjustment done with classifier in the mill, the required coal size of 14 µm can be got. The smaller the size of coal, i.e., 14 µm, the greater the combustion efficiency—very fine particles, i.e., < 14 µm, do not participate in the combustion process—these particles escape from the boiler to the atmosphere through the chimney by the draught of the boiler.
From this case, pulverized coal size does not influence NOx emission with other cases; NOx emission is negligible. But it greatly affects boiler performance and carbon losses in fly ash. When the size of coal is small, coal particles spread the entire combustion area equally, giving good combustion than with coarse coal. These results improve boiler efficiency and decrease un-burnt carbon losses. Fly ash un-burnt carbon of 1.32% and boiler thermal efficiency of 86.25% with R90-14 µm coal size are given in Fig. 14.

Finer pulverized coal influences the efficiency of the boiler and the un-burnt carbon in fly ash
The optimization parameters for different cases are listed, as given in Table 6. From Case I to IX, excess air is optimized at the value 0.2 (20%) with optimized parameters like UBC—1.42%, NOx emission—203 mg/m3, and boiler efficiency—86.301%. From Case X to XV, for the 100% DFS damper opening, the optimized parameters are: UBC—1.55%, NOx emission—212 mg/m3, and boiler efficiency—86.275%. From case XVI to XVIII, for the 30% CFS damper opening, the optimized parameters are: NOx emission—182 mg/m3 and boiler efficiency—85.532%. From case XVIII to XXII, for the 70% SOFA damper opening, the optimized parameters are: NOx emission—238 mg/m3 and boiler efficiency—85.140%. From case XXII to XVI, for the coal 14 µm coal fineness, the optimized parameters are: UBC—1.32%, NOx emission—238 mg/m3, and boiler efficiency—86.628%.
Conclusions
The experiment was conducted on a 660-MW supercritical pulverized fuel once-through a boiler having CFS dampers, DFS dampers, CCOFA dampers, SOFA dampers. Some important conclusions are given here in terms of boiler thermal efficiency, percentage of un-burnt carbon, and NOX emission. The various findings are as follows.
-
Excess air ratio adjustment is very important for supercritical boilers in terms of reduction in various emissions and enhancement of performance of the boilers. From the experiment, the best excess air ratio was achieved at 0.200%. At that point of excess air ratio, boiler efficiency achieved 86.301%, UBC has 1.42%, and NOx emission maintains 203 mg/m3.
-
Primary airflow influences the efficiency of the boiler and the emission of NOx. From the experiment, at 435 tonnes of primary airflow, slag formation on boiler tubes is reduced as the combustion temperature inside the boiler is low, i.e., 1210 °C than other flows. At that condition of flow, boiler efficiency achieved 86.328% and NOx emissions maintain 215 mg/m3.
-
The circulated flow of secondary air influences to a small extent NOx emission and boiler performance. From the experiment, at 30% damper opening of secondary air, combustion temperature inside the boiler is 1200 °C, which is less than the 40% damper opening—1250 °C. At that condition, boiler efficiency achieved 85.532% and NOx emission maintains 182 mg/m3.
-
Direct flow of secondary air significantly influences NOx emission and boiler performance. From the experiment, at 70% dampers openings (case VII) of direct flow secondary air give CO concentration at 100 PPM, which is less than case XV—190 PPM. At that condition, the boiler achieved an efficiency of 86.321%, NOx emission maintains 205 mg/m3, and UBC has 1.4%.
-
Both CCOFA and SOFA dampers affect NOx emission and boiler performance in secondary combustion space. From the experiment, at 30% CCOFA dampers and 100% SOFA dampers (case XXII) opening gives boiler efficiency of 85.14% and NOx emission of 238 mg/m3.
-
The pulverized coal size influence on NOx emission is negligible as compared with other experiments. From the experiment with R90-14 µm coal size combustion improvement has been achieved, boiler efficiency achieved 86.628% and UBC achieved 1.32%.
Finally, by optimizing all the above cases (I–XXVI) experimentally, case XXV gives the best result, which indicates that the NOX emission decreased to 238 mg/m3 from 300 mg/m3 and boiler efficiency increased to 86.628% from 83.435% and un-burnt carbon in fly ash decreases from 2.85 to 1.32%.
Abbreviations
- PA:
-
Primary air
- SA:
-
Secondary air
- CO2 :
-
Carbon dioxide
- %:
-
Percentage
- NOx :
-
Nitrogen oxide
- NO2 :
-
Nitrogen dioxide
- NO3 :
-
Nitrogen trioxide
- MW:
-
Megawatt
- CO:
-
Carbon monoxide
- A:
-
Ash
- GCV:
-
Gross calorific value
- m3 :
-
Cubic meter
- ppm:
-
Parts per million
- °C:
-
Degree centigrade
- O2 :
-
Oxygen
- OFA:
-
Over-fire air
- CFS:
-
Concentric flow secondary air
- DFS:
-
Distributed flow secondary air
- CCOFA:
-
Closed circular over-fire air
- TPH:
-
Tonnes per hour
- SOFA:
-
Secondary over-fire air
- UBC:
-
Un-burnt carbon
- APH:
-
Air preheater
- P.M:
-
Particulate matter
References
C. Wang, M. Liu, B. Li, Thermodynamic analysis on the transient cycling of coal-fired powers: a simulation study of a 660 MW supercritical unit. Energy 122, 505–527 (2017)
W. Fan, Z. Lin, J. Kuang, Y. Li, the impact of air staging along with furnace height on NOx emissions from pulverized coal combustion. Fuel Process. Technol. 91(6), 625–634 (2010)
Energy efficiency books from BEE under the ministry of power, India
J. Yang, B. Sun, S. Sun, N. Hao, Y. Wang, Experimental study on NOx reduction from staging combustion of high volatile pulverized coals. Part 2. Fuel STAGING. Fuel Process Technol. 138, 445–454 (2015)
W.T. Bakker, G. Stanko, J. Blough, Water wall corrosion in pulverized coal burning boilers: root causes and wastage predictions, mater. High Temp. 24(4), 275–284 (2007)
Q. Zha, D. Li, D. Che, Numerical evaluation of heat transfer and NOx emissions under deep-air-staging conditions within a 600 MWe tangentially fired pulverized coal boiler. Appl Therm Eng 116, 170–181 (2007)
B. Jacek, Physical and numerical modeling of flow pattern and combustion process in pulverized fuel fired boiler. Royal Institute of Technology (KTH) SE-00 44 Stockholm, Sweden (2002)
S. Li, T.M. Xu, P. Sun, Q.L. Zhou, H.Z. Tan, S.E. Hui, NOx, and SOX emissions of a high sulfur self-retention coal during air-staged combustion. Fuel 87, 723–731 (2008)
J. Wang, W. Fan, Y. Li, M. Xiao, The effect of air staged combustion on NOx emissions in dried lignite combustion. Energy 37(1), 725–736 (2012)
J. Chacon, J.M. Sala, J.M. Blanco, Investigation on the design and optimization of a low NOx-CO emission burner both experimentally and through Computational Fluid Dynamics (CFD) simulations. Energy and Fuels 21, 42–58 (2007)
B. Yao, H. Zeng, Q. Jiao, The high-temperature corrosion on the water-cooled wall in large-scale boiler and its improvement. J. Huazbong Univ. Sci. Technol. 32(3), 20–22 (2004)
D. Qiongliangzha, Numerical evaluation of heat transfer and NOx emissions under deep-air staging conditions within a 600MW tangential fired pulverized coal boiler. Appl. Therm. Eng. 116, 170–181 (2017)
H. Makino, Development of advanced low NOx and wide range burner for pulverized coal combustion. Therm. Nucl. Power 50, 790–798 (1999). (in Japanese)
S. Li, T.M. Xu, P. Sun, Q.L. Zhou, H.Z. Tan, S.E. Hui, NOx and SOx emissions of a high sulfur self-retention coal during air-staged combustion. Fuel 87, 723–731 (2008)
Z. Li, Z. Miao, X. Shen, J. Li, Prevention of boiler performance degradation under large primary air ratio scenario in a 660 MW brown coal boiler. Energy 155, 474–483 (2018)
L. Xu, Y. Huang, L. Zou, J. Yue, J. Wang, C. Liu, L. Liu, L. Dong, Experimental research of mitigation strategy for high-temperature corrosion of water wall fireside in a 630 MWe tangentially fired utility boiler based on combustion adjustments. Fuel Process Technol 188, 1–15 (2019)
V.I. Kouprianov, V. Tanetsakunvatana, Optimization of excess air for the improvement of the environmental performance of a 150 MW boiler fired with Thai lignite. Appl. Energy 74(3–4), 445–453 (2003)
H. Chen, Z. Liang, Damper opening optimization and performance of a co-firing boiler in a 300 MW plant. Appl. Therm. Eng. 123, 865–873 (2017)
C.K. Mana, J.R. Gibbins, J.G. Witkampb, Coal characterization for NOx prediction in air-staged combustion of pulverized coals. Fuel 84, 2190–2203 (2005)
G. Tang, B. Wu, K. Johnson, D. Fu, Numerical study of a tangentially fired boiler for reducing steam tube overheating. Appl. Therm. Eng. 102, 261–271 (2016)
J. Zhang, K. Chen, C.A. Wang, K. Xiao, Optimization of separated overfire air system for a utility boiler from a 3-MW pilot-scale facility. Energy Fuels 27, 1131–1140 (2013)
S. Li, T. Xu, S. Hui, X. Wei, NOx emission, and thermal efficiency of a 300 MWe utility boiler retrofitted by air staging. Appl. Energy 86(9), 1797–1803 (2009)
B.J. Zhong, W.W. Shiv, W.B. Fu, Effects of fuel characteristics in the NO reduction during the burning with coals. Fuel Process Technol 79, 93–106 (2002)
C.B. Oland, Guide to low-emission boiler and combustion equipment selection, Oak Ridge National Laboratory, ORNL/TM: 2002.19.
K. Natesan, J.H. Park, Fireside and steam side corrosion of alloys for USC plants. Int. J. Hydrog. Energy 32(16SI), 3689–3697 (2007)
W. Yang, R. You, Z. Wang, H. Zhang, Effects of near-wall air application in a pulverized-coal 300 MWe utility boiler on combustion and corrosive gases. Energy Fuel 31(9), 10075–10081 (2017)
S. Laux, J. Grusha, The benefits of coal/airflow measurement and control on NOx emission and boiler performance (Powergen Europe, Dusseldorf, 2003)
S. Li, T.M. Xu, Q.L. Zhou, H.Z. Tan, Optimization of coal burning in a 1 MW tangentially fired furnace. Fuel 86, 1169–1175 (2007)
D. Zhag, C. Meng, H. Zhang, P. Liu, W. Zhou, Study of heat flux distribution on the membrane walls in a 600 MW supercritical arch-fired boiler. Appl. Therm. Eng. 103, 264–273 (2016)
H. Zhou, G. Mo, K. Cen, Numerical simulation of the NOx emissions in a 1000 MWe tangentially fired pulverized-coal boiler: influence of the multigroup arrangement of the separated overfire air. Energy Fuels 25, 2004–2012 (2011)
J. Zhang, W. Prationo, L. Zhang, Computational fluid dynamics modeling on the air-firing and oxy-fuel combustion of dried Victorian brown coal. Energy Fuels 27, 4258–4269 (2013)
Y.C. Liu, W.D. Fan, M.Z. Wu, Experimental and numerical studies on the gas velocity deviation in a 600 MWe tangentially fired boiler. Appl. Therm. Eng. 110, 553–563 (2017)
B. Bazooyar, N. Hallajbashi, A. Shariati, A. Ghorbani, An investigation of the effect of input air upon combustion performance and emissions of biodiesel and diesel fuel in an experimental boiler. Energy Sour Part A 36, 383–392 (2014)
B. Bazooyar, A. Shariathi, A Comparison o the emissions and thermal capacity of methyl ester of corn oil with Diesel in an experimental boiler. Energy Sour Part A 35, 1618–1628 (2013)
C. Wang, Y. Liu, S. Zheng, A. Jiang, Optimizing combustion of coal fired boilers for Reducing NOx emission using Gaussian process. Energy (2018). https://doi.org/10.1016/j.energy.2018.01.003
Acknowledgements
The authors are thankful for the support by M/s. Lalitpur Power Generation Company Limited.
Funding
Not applicable as there were no funds to support this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors hereby affirm that they have no known competing financial interests or personal relationships that could have seemed to affect the work described in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gavirineni, N.K., Gundabattini, E. Investigation of the Performance of a 660-MW Supercritical Boiler in Terms of NOx Emission and Enhancing the Thermal Efficiency by Optimizing the Air Distribution System. J. Inst. Eng. India Ser. C 103, 1155–1168 (2022). https://doi.org/10.1007/s40032-022-00833-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40032-022-00833-9