
Abstract
The present research work is aimed at experimental investigations for surface roughness and dimensional accuracy of fused deposition modeling (FDM) parts through barrel finishing (BF) by using Taguchi L18 OA (as a case study). Six controllable parameters of FDM and BF namely; geometry of FDM parts, parts layer density, part orientation, shape of BF media, weight of media and finishing cycle time were studied, by considering one parameter of two levels and five parameters of three levels, to find out their affect on surface roughness and dimensional accuracy of FDM part. The combined optimization performed by considering both output parameters of equal importance resulted into high composite desirability (≈0.98). Additionally, scanning electron microscopic graphs and surface roughness profiles have been studied for better understanding the mechanism involved in finishing of FDM parts.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, manufacturing industries are changing their requirements, frequently, such as: short product life cycle, fickle consumer demands, complex shaped design, high quality, reducing the cost and time to market for new product and shorter product development times. The industries are looking for solutions in order to meet the current customer requirements. As an available solution, rapid prototyping (RP) technologies are gaining ever greater importance and industrial demand is driving manufacturers to improve the specifications of RP machines [1]. The great spread of RP technologies such as rapid tooling (RT) or rapid manufacturing (RM) has fuelled a strong research effort to improve their characteristics [2]. Commercially, fused deposition modeling (FDM) based RP technique is economical and widely used technology under its category after stereo-lithography.
The main benefits of FDM technology are in-terms of: availability of variety of materials, ease of use, low maintenance costs, quick production of thin parts, negligible waste, tight geometrical tolerance (up to ±0.1 mm) [3], minimum human interference, non-toxic materials, compact size, lower operating temperature, etc. Particularly, due to low process waste and recyclability of the waste, this process can be considered as a green manufacturing process. Apart from the various advantageous, this technique badly suffers from poor surface finish of the resultant prototypes due to stair-casing effect which resulted into formation of stepping surface. During the fabrication of parts with RP system, the layers are deposited in 2-D coordinate as a result of which the layers in third coordinate stacked up, discontinuously, on the top of each other. This resulted into the formation of stair-case steps on the part surface and is mainly responsible for the poor surface finish of the FDM parts [4]. The FDM technology has some disadvantages like: seam line between layers, material tends to bump-up, axial weakness, larger area of build requires longer production times and temperature fluctuations during production could lead to delaminating [5]. These aspects lead to aesthetic and functional requirements misfit and to assembly problems. Due to the rough geometrical textures, FDM patterns demands for post processing treatments prior to their use in various manufacturing processes such as: investment casting, vacuum moulding, silicon moulding, etc. [6,7,8]. These rough surface parts need secondary finishing operations.
In this current scenario, number of methods is available for the treatment of FDM part surface like: machining, chemical methods and mass finishing. Hot cutter machining is used for those parts which are having simple geometrical sections as some of the geometrical features are inaccessible [9]. Abrasive flow machining and abrasive jet de-burring techniques are used for metallic parts produced with processes like: stereo-lithography, selective laser sintering, etc. [10, 11]. Chemical finishing method is promising and the solution used (di-methyl-ketone) attacks only peaks without affecting object shape [5, 12]. Mass finishing operation such as barrel finishing (BF) is currently employed in industry for FDM surface improvements. BF is also considered as green process because it uses cheaper and non hazardous media for finishing (wooden media) and less wastage of media. It is widely used in industry to perform several operations such as: de-burring, lustering, polishing, radiusing, roughing, finishing, etc. [13, 14]. Notwithstanding the industrial challenges and the development of newer and more specialized technologies, BF continues to find useful applications. This is because almost every material can be processed, part has no geometric limitation (holes, concavities and non-symmetric components can be easily machined), part does not need to be fixed, the equipment is not expensive and no specialized operators are required. BF is time saving and cost saving process and no need of special tools for finishing of FDM parts. These aspects make the BF suitable for finishing of FDM parts which have complex geometry.
BF process is widely used to improve the surface finish and dimensional features of metallic/non metallic/reinforced metal–plastics parts using different types of media. As a matter of fact with change in surface roughness (R a ) features of master pattern, also the dimensional changes in pattern is important consideration from investment casting, vacuum casting, silicon molding point of view. The main objective of present research work is to investigate the effect of BF process on R a and dimensional accuracy (∆d) of acrylonitrile–butadiene–styrene (ABS) replicas prepared with FDM system for casting applications. Six controllable parameters of FDM and BF namely: geometry of prototype, layer density, part orientation, types of BF media, weight of media and finish cycle time were studied using Taguchi’s L18 orthogonal array (OA) to find out their effect on R a and ∆d of the master pattern. Experimental details including details about BF station, selection of the benchmarks, input process variable/their levels and design of experiment (DOE) technique is given as below.
2 Experimental Procedure
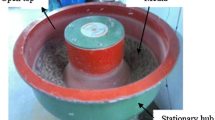
In the present research work, BF station (make: Tasta, India) used for finishing of FDM patterns is shown in Fig. 1. This machine consists of a rotary drive mechanism and an open-topped bowl. Mass finishing is initiated by loading the work pieces and media (commonly called the workload) from the top into the bowl. The disk rotates and drives the workload in a helical path around the centerline of the bowl.

Pictorial view of BF station
The technical specification of BF station is given in Table 1.
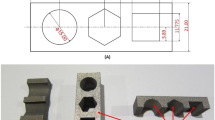
Figure 2 shows rhomboid and cubic shaped BF wooden media, which were used in this research. Sodium bi-carbonate powder and aliphatic hydrocarbons paste are commercially recommended for burnishing of plastic/polymers. Presently, sodium bi-carbonate powder (10 g/kg of BF media) was used with rhomboid shaped media and aliphatic hydrocarbons paste (10 g/kg of BF media) was used with cubic shaped media. The wooden abrasive media is used in mass finishing process modified the workpiece surfaces by removing small amounts of material from the surfaces through rubbing phenomenon.

2D and pictorial view of burnishing media a rhomboid shaped and b cubical shaped
Standard geometrical shapes (such as: cube, sphere and cone) were selected as the benchmarks and prepared with uPrint-SE FDM system (make: Stratasys Inc.) by keeping their volume constant to 5452 mm3. The reason behind the selection of three different shapes is due to the variations in their surface area exposure to burnishing media. So by considering different shapes as input process parameter most susceptible geometry can be investigated for its suitability to the BF process. Figure 3 shows the pictorial view of the benchmarks.

Pictorial view of benchmark components a cube (a = 17.6), b cone (h = 23; Ø = 30) and c sphere (Ø = 21.8)
Taguchi technique has been used to optimize process and product design, based on comprehensive experimental investigation [15]. The primary advantages of the design of experiments using Taguchi`s technique include simplification of experimental plan, feasibility of study of interaction effects among the different parameters. The process variable in FDM are build layer thickness, speed of deposition, though there are other factors like temperature, humidity and wire diameter which are however, kept constant in this study. Figure 4 shows the graphical illustration of different orientations used in the fabrication of benchmarks.

Graphical illustration of benchmarks at selected orientations
Table 2 shows the variables and levels selection for the study. The levels of input process parameter have been selected after preliminary examination of each parametric level in pilot experimentation. The design matrix based upon L18 orthogonal array (see Table 3), was chosen to account for factors and levels.
Each experiment has been repeated three times (18 × 3 = 54) for reducing the errors due to human and environmental intervention.
3 Result and Discussion
R a and ∆d of the benchmarks were measured using portable diamond stylus SJ-210 surface roughness tester (make: Mitutoyo) and Vernier Caliper/micrometer (make: Mitutoyo) respectively. R a tester was calibrated, before testing, on a standard specimen. Normally, Δd is the difference between the CAD dimensions and barrel finished FDM parts which need to be less for the betterment of the process. Accordingly, for the calculation of ∆d, the dimensional size of the benchmarks measured after BF operation was subtracted from the standard CAD dimensions. For cubical, spherical and conical geometries side, diameter and height was considered for the calculation of ∆d. The measurements of R a and ∆d were taken three times at different counters (average of which is given in Table 4) in order to reduce error.
Signal to noise (S/N) response of R a and ∆d results has been analyzed using Minitab-17 statistical software at ‘smaller the better’ option. Table 4 shows the results of R a , ∆d and their respective S/N ratio.
The S/N plots for the results of R a and ∆d are shown in Fig. 5a, b.

S/N plots for a R a and b ∆d
Tables 5 and 6 show the analysis of variance for R a and ∆d at 95% confidence level.
From Table 5, it has been found that only shape of BF media and parts layer density are having significant effect on R a of the FDM benchmarks. Similarly from Table 6 it has been observed that geometry of FDM parts and part orientation density are having significant effect on the ∆d of the FDM benchmarks.
In Fig. 5a, it has been observed that S/N ratio for parameter A is higher at level 1 i.e. with rhomboid shaped burnishing media. This may be because of the fact that with rhomboid shaped burnishing media the contact surface area was higher which results in high rubbing effect. The over processing of the FDM parts may result into distortion of the FDM parts in-terms of brittle fracture, radiusing, etc. Further the contribution of this parameter is 80.66% for surface roughness of FDM. Further parameter part layer density has been found to contribute around 8.81% for the surface roughness of the FDM parts. At low density the part produced have sparse packaging trend. However after BF operation, these loosely packed layers were easily processed and removed to give better R a .
As observed from Fig. 5b, ∆d is less in case of cubical geometry as compared to spherical and conical geometries. This may be due to fact that in case of cubical patterns, the material removal is less and in conical patterns, ∆d is high due to radiusing of the corners by BF.
The optimized process parametric settings for R a and ∆d as per the Taguchi L18 OA are given in Table 7. The percentage improvement after conducting confirmatory experimentation at the optimized settings for R a and ∆d resulted into 45.62 and 60% improvements respectively. These results are valid for 95% confidence limit and are in line with the observations made by other investigators [9, 13, 14, 16].
Since for both R a and ∆d the optimized process parametric settings are different so combined optimization has been performed using Minitab-17 statistical software package. Both R a and ∆d were assigned with equal weight (0.5) as of their equal importance from industrial aspects. Table 8 shows the response optimization for R a and ∆d, whereas the solutions of combined optimization are given in Table 9.
From Table 9, it has been found that composite desirability of the combined optimization is 0.98 which means that there are high chances to achieve the optimized results of R a and ∆d, simultaneously.
Further, the SEM analysis has been carried out for both un-finished and finished FDM based benchmark component. Figure 6 shows SEM micrographs and surface roughness plots for both un-finished and finished FDM based benchmark component. It has been found that prior to BF operation the surface of FDM benchmark contains high peaks as indicated in Fig. 6a by mark A and B. Generally, the FDM peaks results due to stair-case effect in manufacturing. Prior to BF, peak with 80 µm (max.) has been observed on FDM surface. However, with BF operation the height of peaks was significantly reduced (see Fig. 6b).

SEM micrographs and surface roughness profiles of FDM benchmark component a prior to BF and b after BF
It has been recorded that surface roughness has been reduced from 7.79 to 3.16 µm with BF processing of FDM based benchmarks.
4 Conclusion
The present research work has been carried out to investigate the effect of FDM-BF process parameters on R a and ∆d of the FDM benchmark components. Following are the major conclusions of the present study:
R a of the FDM benchmarks has been significantly affected by the shape of BF media and parts layer density, whereas geometry of FDM parts and part orientation density affected ∆d of the benchmarks. The individual optimization performed on both R a and ∆d highlighted variations among the levels on input parameters. The combined optimization performed by assigning equal weight (0.5) to the both parameters highlighted a composite desirability of 0.98.
From SEM micrographs along with surface roughness profiles, BF process has been found a promising treatment of FDM parts for improving the surface finishing of the FDM parts with negligible dimensional deviations. It has been observed that with BF operation the stair-case stepping has been removed due to the rubbing of burnishing media.
Abbreviations
- FDM:
-
Fused deposition modeling
- R a :
-
Surface roughness
- ∆d :
-
Dimensional accuracy
- BF:
-
Barrel finishing
References
Greul M, Pintat T, Greulich M (1995) Rapid prototyping of functional metallic parts. Comput Ind 28:23–28
Kruth JP, Levy G, Klocke F, Childs T (2007) Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann Manuf Technol 56:730–759
FDM uPrint-SE User Guide, Stratasys Inc. http://3dtiskalniki.si/uploads/files/uPrintSE-SEPlus-UserGuide-EN.pdf
Sreedhar P, Mathikumar MC, Jothi G (2012) Experimental investigation of surface roughness for fused deposition modeled part with different angular orientation. Adv Des Manuf Technol J 5:21–28
Galantucci LM, Lavecchia F, Percoco G (2009) Experimental study aiming to enhance surface finish of fused deposition modeled parts. CIRP Ann Manuf Technol 58:189–192
Pattnaik S, Jha PK, Karunakar DB (2014) A review of rapid prototyping integrated investment casting processes. Proc Inst Mech Eng L J Mater Des Appl. doi:10.1177/1464420713479257
Singh S, Singh R (2016) Fused deposition modelling based rapid patterns for investment casting applications: a review. Rapid Prototyp J 22:123–143
Pattnaik S, Karunakar DB, Jha PK (2013) Developments in investment casting process—a review. J Mater Process Technol 212:2332–2348
Pandey PM, Reddy NV, Dhande SG (2003) Improvement of surface finish by staircase machining in fused deposition modelling. J Mater Process Technol 132:323–331
Williams RE, Melton VL (1998) Abrasive flow finishing of stereo-lithography prototypes. Rapid Prototyp J 4:56–67
Leong KF, Chua CK, Chua GS, Tan CH (1998) Abrasive Jet de-burring of jewellery modals built by stereo-lithography apparatus. J Mater Process Technol 83:36–47
Garg A, Bhattacharya A, Batish A (2009) On surface finish and dimensional accuracy of FDM parts after cold vapor treatment. Mater Manuf Processes 31:522–529
Boschetto A, Giordano V, Veniali F (2013) 3D roughness profile model in fused deposition modeling. Rapid Prototyp J 19:240–252
Boschetto A, Giordano V, Veniali F (2013) Microremoval modeling of surface roughness in barrel finishing. Int J Adv Manuf Technol 69:2343–2354
Ross PJ (1996) Taguchi techniques for quality engineering, 2nd edn. McGraw Hill, New York
Patel MK, Patel MD (2012) Optimization of input process parameters for vibratory ball burnishing process using RSM. Int J Res Eng Appl Sci 2:2249–3905
Acknowledgements
The authors are thankful to AICTE (New Delhi) for financial support under NCP.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Singh, R., Trivedi, A. Experimental Investigations for Surface Roughness and Dimensional Accuracy of FDM Components with Barrel Finishing. Proc. Natl. Acad. Sci., India, Sect. A Phys. Sci. 87, 455–463 (2017). https://doi.org/10.1007/s40010-017-0367-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40010-017-0367-4