
Abstract
Tablet compaction is an important unit operation in the pharmaceutical industry. Among the compaction parameters, dwell time is a key parameter that has been consistently been shown to impact the mechanical quality of tablets. Compacts experience a state of relatively constant strain during the dwell phase and this allows time dependent reactions such as viscoelastic flow to take place within the tablet microstructure. The importance of time dependent compact deformation during the dwell phase has been extensively researched over the years. The amount of plastic flow during the dwell phase has been quantified by researchers by calculating the amount of compaction force decay from stress relaxation curves and by determining certain deformation parameters from compaction force–time profiles during high speed tableting. Dwell time prolongation often led to significant enhancements in the mechanical strength of the tablets, due to a favorable time-dependent shift in the elastic–plastic equilibrium in the compact. The influence of dwell phase on tablet properties is governed by the predominant deformation properties of constituents being compressed along with other coexisting compaction parameters such as strain rate during the consolidation phase of the compaction cycle. Research work on the impact of dwell time on tablet compaction in conjunction with formulation and process variables are useful as the findings that are representative of manufacturing conditions would be useful for understanding of the compaction process especially in high speed tableting. Press or tool designs may also be accentuated at increasing dwell time without compromising tablet production rate.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Tablet compaction is one of the most important production step in manufacture of the popular pharmaceutical dosage form and often, the rate limiting step as well. The production of tablets is a complex process involving many variables and engineering principles, and the quest for the better understanding of the physics and mechanics involved during the compaction cycle, especially with different formulations, has been an ongoing process. Tablet compaction is defined as the axial application of a pressure onto a powder bed confined in a die and compressing it into a coherent compact with certain mechanical attributes. However, over time, it has been consistently demonstrated that together with the magnitude of the applied force, time dependent factors such as the rate of loading could have a pronounced influence on the compaction process and quality of the resultant tablets. Thus, there is a strong interest to identify the different stages of the compaction process and establish the relationships between various compaction parameters and tableting-related problems. Ultimately, the understanding derived could help to predict or mitigate potential complications and hence, eliminate or minimize them.
The dwell stage is one such compaction parameter that has been investigated by some researchers along with tablet press and compression tooling manufacturers. It has been identified that dwell time is a key compaction parameter that can significantly affect the tablet quality and has to be optimized for a successful tableting program (Augsburger and Hoag 2008). Dwell time is often prolonged by reducing tableting speed to mitigate tableting problems such as tablet failures, capping or lamination, which undesirably reduce tablet production rates or even product rejection. There are some tableting strategies that are introduced in an effort to prolong dwell time and thereby improve manufacturing efficiency of tablet press by increasing tableting speeds, without necessary compromising on production output or product quality.
It is the interest of researchers to understand the influence of dwell time on tablet compaction, in relation with other compaction parameters and time dependent particle deformations that occur at various rates under the compaction cycle sequence. In this review article, basic principles of dwell phase and its impact on compact deformation and resultant tablet properties are discussed.
Dwell time definition
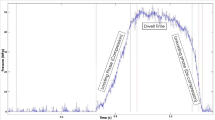
Dwell time is defined in terms of tableting punch displacement or compaction force profile. Tableting punches experience vertical and linear motion upon contact with the compression roll of a rotary press, with maximum penetration achieved in the die at peak displacement (Fig. 1a). The duration during which the punches no longer experience vertical displacement in reference to the rolls is designated as the dwell time. Dwell time has also been defined as the duration taken for the compression rolls to transit across the head flats of the punches when there are no vertical punch movements. Thus, by this definition, the size of the head flat determines the duration of dwell. These definitions might not be applicable to tableting instrumentation setups where the rolls are absent such as in compaction simulators. In such scenarios, the period under which the separation distance between the upper and lower punches remain constant can be identified as dwell time.

Schematic diagrams depicting the motion of punch head in relation with compression roll (a), and the graphical representation of compaction profile with the associated compaction parameters (b). were reprinted from Journal of Pharmaceutical Sciences, Vol. 106, Parthiban Anbalagan, Srimanta Sarkar, Celine V. Liew, Paul W.S. Heng, Influence of the punch head design on the physical quality of tablets produced in a rotary press, Pages No. 356–365, 2016, with permission from Elsevier. License (No. 4036211119493) obtained on Jan 26, 2017
Some researchers have defined dwell time as an interval during which maximum compaction pressure is maintained by the punches during the compaction cycle (Vezin et al. 1983). However, the force–time profiles of the majority of high speed rotary machines yield rounded pressure peaks, where the true time interval at peak pressure is infinitesimal due to compact relaxation under constant strain causing the compaction force to drop despite the absence of vertical movement of the punches during the dwell period. With such scenarios, it is more practical to define dwell time in terms of compaction pressure profile width at a given fixed fraction of peak height (Fig. 1b). Time interval in a compaction force profile during which compaction force is more or equal to 90% of its peak value, is a recognized definition of dwell time (Celik 2011).
Factors affecting dwell time
Tablet compaction tooling
Tablet compaction tooling configuration, particularly the punch head geometry, can significantly alter the dwell time. Tableting punches are designed with a flat top on the punch head (Fig. 2a), thus providing a space for constant strain onto the powder bed in the die while the head flats of the punches are on the compression rolls. Enlarging the head flat transverse length leads to a larger surface for the rolls to transit across the punch head, consequently increasing the dwell time as shown in Fig. 2b. Elongation of the head flat may be ellipsoid shaped instead of round. The change in dwell time (T dwell ) with head flat dimension can be approximated from Eq. 1.

Schematics showing tableting punch head designs with different head flat (HF) dimensions (a) and the graphical representation of compaction profiles associated with change in head flat dimensions (b). were reprinted from Journal of Pharmaceutical Sciences, Vol. 106, Parthiban Anbalagan, Srimanta Sarkar, Celine V. Liew, Paul W.S. Heng, Influence of the punch head design on the physical quality of tablets produced in a rotary press, Pages No. 356–365, 2016, with permission from Elsevier. License (No. 4036211119493) obtained on Jan 26, 2017
where D hf and D turret are the diameters of the head flat (if oval, the longest dimension) and turret in millimeters respectively, V turret is the velocity of the turret in revolutions-per-min (RPM). Extension of dwell time via head flat modification is however limited by punch body configuration. The initial contact of the pressure roll to the punch head is desirable to be within the diameter of the neck to provide support, otherwise punch head fracturing with prolonged use could occur, limiting the extent to which the head flat can be expanded (Augsburger and Hoag 2008). In view of this, the type of tableting tools affects the dwell time as well. The B-type and D-type tooling configurations are the most commonly used in the industry. B-type tooling is designed with a smaller barrel dimension allowing the insertion of a greater number of punches in a turret for a higher tablet production rate. The D-type tooling is designed with a larger body, favorable for large tablet compaction (American Pharmacists Association 2006). Due to its larger barrel diameter, the D-type tooling is able to accommodate a larger punch head and head flat profile, consequently providing a longer dwell time.
Turret velocity
Turret velocity is often expressed as revolutions-per-min (RPM), tablets-per-min (TPM) and tangential velocity (m/min). The use of RPM and TPM does not allow a true comparison of tableting speed for tablet presses with different turret sizes. Tangential velocity, calculated as a function of turret RPM and turret pitch circle diameter, allows normalization of turret size and allows useful comparison of different turret sizes. As the turret pitch circle diameter increases, the required RPM can be reduced to match a particular tangential velocity. Turret tangential velocity is incorporated into Eq. 1 for the approximation of dwell time. Turret velocity and dwell time follow an inverse relationship, slowing the turret velocity increases the dwell time as it takes more time for the roll to transit across the head flat. It has also been demonstrated that the dwell time’s sensitivity to changes in turret velocity decreases at higher turret rates at a constant head flat dimension, as shown by the reducing slope in dwell time-velocity curve in Fig. 3 (Natoli 2016).

Graphical representation showing the change in dwell time with increasing turret tangential velocity
Tablet press instrumentation
Tablet press manufacturers have developed effective tableting systems incorporated with innovative technologies that allow modification of dwell time independent of turret speed and tooling configurations. Courtoy (now GEA) manufactures tablet presses integrated with technology involving the use of air compensators mounted over the compression rolls, in particular, at the precompression roll (Courtoy 2014). When the compaction force applied exceeds a preset force value, the air compensator would withdraw the roll upwards, causing displacement of the roll, thereby maintaining a relatively constant applied force on the compact and consequently extending the dwell time without compromising the tableting speed. Another innovative press technology among others includes the compression dwell bar which maintains the pressure on the compact between the precompression and main compression stations and extends the dwell time in the process (Korsch 2016).
Compact deformation during dwell
A compact under static compression force during the dwell phase experiences a different deformation mechanism when compared to other stages of the compaction cycle. Particles under compressive forces during the dwell phase undergo further plastic deformation and occupy the interstitial spaces within the compact, causing a reduction in porosity and increased interparticulate bonding (Cole et al. 1975). Alongside, some release in the built-up elastic energy would occur with particle–particle rearrangements. These processes cause the internal structure of the tablet to undergo stress relief during this period, characterized by a reduction in the applied force due to time dependent plastic deformation of the compressed materials. Extent of compact relaxation has been reported to be largely influenced by compact porosity and amount of stored energy in the compact during compression (Van der Voort Maarschalk et al. 1997). Several research studies have utilized the stress relaxation test to evaluate the viscoelastic behavior of tableting material during dwell phase. In a stress relaxation test, compacts are formed at a specified force level, and the punches are paused at the position where the maximal stated force is achieved, after which the reduction in the applied force in relation with time is monitored (Shlanta and Milosovich 1964). The amount of plastic flow during dwell can be quantified by determining the total amount of compaction force decay (Fig. 4) or by evaluating the viscoelastic slope from the initial linear portion of compaction force decay curves (David and Augsburger 1977).

Stress relaxation curve showing the decay in compaction force in a compact under constant strain. (∆F—total decay in compaction force)
The stress relaxation test has been adopted by several authors to analyze and differentiate particle deformation under constant strain. Augsburger et al. demonstrated the extent of plastic flow during the dwell phase in some commonly used directly compressible fillers and related the viscoelastic behavior to a Maxwell model (David and Augsburger 1977). Compaction force was shown to decay with time for all fillers, but a greater total amount of compaction force decay and a more accelerated rate of decay was noticed for microcrystalline cellulose and compressible starch than for lactose and dicalcium phosphate, attributed to the predominantly plastically deforming nature of the former excipients. Similar results were reported in a study by Rees and co-workers (Rees and Rue 1978). It was found that brittle fracturing materials showed minimal stress relaxation during the period of constant strain, and a large total stress relaxation was observed for materials such as Sta-Rx and Elcema which are relatively more ductile in nature. A possible influence of magnesium stearate on stress relaxation was also noted; sodium chloride compacts experienced less plastic flow in the presence of magnesium stearate during dwell phase. This observation was attributed to the presence of magnesium stearate at crystal–crystal interfaces which had enabled a more uniform stress distribution and reduced localized high stress concentrations. The contribution of lubrication to the viscoelastic behavior of tableting materials on compact deformation during dwell phase was further investigated by Ebba (Ebba et al. 2001). Three types of tablet lubricants—magnesium stearate, talc and glyceryl palmitostearate—were compacted with lactose/starch based granules and the extends of plastic flow via stress relaxation were measured. The study showed that the type of lubricant used influenced the extent of stress relaxation during dwell phase, with granules lubricated with magnesium stearate exhibiting the highest stress relaxation followed by talc and glyceryl palmitostearate. This outcome was largely attributed to the differences in fragmentation propensity of the granules lubricated with the different types of lubricants. Granules lubricated with magnesium stearate experienced least fragmentation and the formation of a coherent lubricated matrix formed stronger compacts. In a recent study, it was demonstrated that the cause of stress relief could further modelled in terms of the individual processes, with each process evaluated by means of elastic and plastic parameters. In the early stages of stress relaxation, release of elasticity in the compact was found to be influenced by bulk density of the tableting material while during the later stages, the relaxation process was more closely associated with bond formation in the compact (Rehula et al. 2012).
While the stress relaxation curves allow the overall viscoelastic character of various tableting materials to be quantified, it may not reflect the behavior of the compacts in the dwell phase when high speed tableting is involved since the consolidation behavior is also dependent on the extent of rate-dependent deformation processes. In the stress relaxation curves reported in literature, the stationary phase upon reaching maximum compaction force was maintained for long periods (20–360 ms) that were not representative of the actual dwell time during rotary tableting (0–100 ms). In addition, the strain rate of compaction, determined by speed of compaction or velocity of punch movements, in stress relaxation tests were often not representative of the rapid compaction kinematics of rotary tableting. The relevance of stress relaxation during tableting with rotary presses was studied by Dwivedi and co-workers and it was proposed that a peak offset time was considered as a deformation parameter, calculated from compaction force–time profiles obtained during rotary tableting, to quantify the extent of compact deformation during dwell phase (Dwivedi et al. 1991). The peak offset time is the difference between the time of peak compaction force and the middle of the dwell time. Peak offset time was proven as a valid measure of stress relaxation; punch stress decreased during the peak offset time as the strain remained essentially constant. Increasing peak compaction pressure, turret speed and the presence of tableting materials that deform predominantly by particle fracture affected the peak offset time. The influence of changing punch head profile on extent of stress relief under conditions of constant strain was also briefly demonstrated. In a similar attempt to quantify dwell phase deformation, Schmidt and Vogel proposed an alternative method based on the degree of asymmetry of the compaction force–time profiles (Schmidt and Vogel 1994). Dwell period was identified from the compaction profile and divided into halves. The areas under the force time curve were calculated for each half, with both areas decreased by the rectangles under the minimum compaction force in the dwell time. The ratio of the spatial areas (deformation quotient) provided an informative parameter that quantified deformation behavior and was demonstrated to be sensitive to compaction load and velocities, similar to the effect on the earlier proposed peak offset time. Increases in both factors caused an upward trend in the quotient values, indicating increasing elasticity in the compact system and reducing relaxation occurring during dwell phase (Vogel and Schmidt 1993). The quotient enabled differentiation of the deformation characteristics of different tablet excipients; plastically deforming materials occupying the lower levels of the quotient values and materials that undergo predominantly brittle and elastic deformations exhibiting higher quotient values (Schmidt and Leitritz 1997). However, deviations in the quotient values of highly ductile materials such as microcrystalline cellulose showed that the ability of particles to undergo stress relief within the confines of a die cavity became increasingly restricted as the porosity of the powder bed decreased.
Both methods of plastic flow quantification have been adopted by several researchers. Leitriz et al. studied the impact of moisture content on deformation mechanism of starch during the dwell phase and showed that with increasing moisture content, the plastic deformation of excipient is amplified so that an increasing part of the plastic deformation occurs during the consolidation phase, and a decreasing extent of plastic flow takes place during dwell phase (Leitritz et al. 1996). The quotient ratio was also demonstrated to be more robust and sensitive to deformational changes in the compact than peak offset time which exhibited larger error bars. In another study, Konkel further demonstrated the validity of the deformation parameters (quotient of partial areas and peak offset time) for classifying particle deformation mechanisms of different materials. Similar powder densification behaviors were obtained from eccentric and rotary tableting machines, leading to development of similar force–time curves with closely associated deformation parameters from the different tableting machines (Konkel and Mielck 1998).
Effect of dwell time on tablet quality
Tablet quality as characterized by tablet mechanical strength and tendency for tablet failure, associated with compaction speed has been widely investigated (Roberts and Rowe 1985, 1986; Armstrong and Palfrey 1989; Ishino et al. 1990; Garr and Rubinstein 1991; Marshall et al. 1993; Akande et al. 1997; Ruegger and Celik 2000; Garekani et al. 2001). Adjustments to compaction velocity often changes the entire compaction cycle and compaction parameters derived. An increase in tableting speed narrows the compaction profile (Fig. 5) with simultaneous reductions in consolidation or increased strain rate, dwell and decompression times. However, there are very few publications correlating the duration of the different components of the compaction cycle, particularly consolidation and dwell phases, to tableting performance and the consequent impact on tablet quality.

Graphical representation of compaction profiles associated with change in tableting speed
Vezin et al. studied the influence of lag time (separation time between precompression and main compression) and dwell time on tablet properties (Vezin et al. 1983). It was reported that a relatively long lag time could be more important than dwell time extension in affecting tablet mechanical strength. Advantage of precompression for deaeration of the powder bed was enhanced by the longer separation time between the two distinct compression events (lag time, 200 ms) and not generally by the increases in contact or dwell times, suggesting the involvement of slow time dependent phenomena during the dual compaction process. However, in another study that investigated the relationship between lag time and dwell time, it was reported that dwell time had a more pronounced influence than lag time in affecting tablet physical quality (Akande et al. 1998). Application of a precompression cycle with a long dwell time (260 ms) generally led to a reduction in the tablet tensile strength when compared to tablets compacted without a dwell time and this was attributed to the accumulation of greater amount of elastic energy during the dwell phase. However, subsequent increases in the dwell time resulted in mechanically stronger tablets, indicating a favorable shift in the elastic–plastic equilibrium in the compact, leading to better energy utilization for bond formation. The study also demonstrated that the mechanical properties of tablets prepared could be sensitive to changes in the dwell time within a certain range of 260–500 ms used in the study. Further increase in dwell time beyond the range only produced a marginal change in tablet strength. The results from the two studies did not concur and it could be attributed to the differences in their tablet formulations used, relating to differences in the amounts of plastic and viscoelastic components as well as the differences in the duration of dwell phase employed. The benefit of dwell time extension has also been demonstrated in a multi-particulate tablet system. Xu et al. investigated the applicability of dwell time extension as one of many possible process strategies in minimizing pellet coat damage in a multiple-unit pellet system (Xu et al. 2016). Extending the dwell time from 10 to 40 ms strengthened the multiple-unit pellet system tablets without exacerbating the pellet coat damage and it was attributed to the plasticity of the cushioning agents used, micronized lactose and mannitol.
The influence of dwell time on tablet quality, in relation to different deformation mechanisms of feed materials was explored by Tye and co-workers (Tye et al. 2005). The impact of the dwell phase on tabletability was found to be dependent on the predominant deformation mechanism of the tablet feed matrix. Tabletability describes the effectiveness of the applied compaction force to increase the tensile strength of the tablets, often evaluated by the slope of a tensile strength-compaction pressure plot. Microcrystalline cellulose, a ductile material, was relatively unaffected by the change in dwell time (8–9000 ms) while pre-gelatinized starch was substantially affected, highlighting the impact of its viscoelastic behavior. Interestingly, tabletability of dicalcium phosphate compacts increased with reduction in dwell time as possibly, the higher tableting speed resulted in more extensive fragmentation and the increased interparticulate contact area favored bond formation. In another study, prolongation of dwell time was found to benefit compaction of brittle fracturing material (Hyunjo and Gopi 2005). Pectin, a rigid and brittle material, was compacted at different durations of dwell that were representative of rotary tableting. Harder tablets of pectin and significant reduction in peak force were observed during prolonged dwell time, associated with internal stress relaxation within the compact. The results indicated some degree of viscoelastic character in the pectin compact, despite its brittle nature.
Recent studies have highlighted the complex relationship between dwell time and strain rate during the consolidation phase and the impact on the resulting tablet properties. Sarkar et al. showed that the influence of strain rate as evaluated from the slope of the consolidation phase of the compaction profile, on tablet strength and capping tendency could predominate over dwell time, particularly when the compaction force employed is above the minimum force required for particle deformation (Sarkar et al. 2015). Simultaneous increases in dwell time (6–23 ms) and strain rate (362–477 N/ms), led to significant reduction in the tablet tensile strength and subsequent increase in capping tendency of paracetamol tablets. Higher strain rates reduced the time for particles to rearrange during the consolidation phase, and had possibly contributed to more air entrapment, consequently impacted interparticulate bond formation in the compact. However, extended dwell time at a low precompression force followed by application of a main compression force improved the tablet physical quality and alleviated the capping situation. It was explained that the prolongation of dwell time during the precompression stage allowed more time for particle movement and air escape resulting in improved conditions for compact formation at the main compression stage, leading to greater densification and bonding quality within the tablet microstructure. Similar findings pertaining to the influence of dwell under the presence of higher strain rates were reported in another study, in which dwell time and strain rate were adjusted using punches of different head configurations and compression rolls of different dimensions (Anbalagan et al. 2016). Plastic flow during dwell phase was evaluated using the quotient of spatial areas proposed by Schmidt and Vogel (1994). The study on punch head design highlighted the importance of the head flat as its inclusion is necessary for internal stress relaxation in the compact. Extension of head flat diameter produced small increments in dwell time (11–27 ms), which brought about significant reduction in capping tendency and improvement to tablet mechanical quality. At higher compaction forces, the benefits of prolonged dwell time was found to be reduced due to development of high elasticity in the tablets.
Conclusion
Dwell time can be a key compaction parameter especially with high speed tableting and it has been consistently shown to impact tablet quality. Compacts experience a state of constant strain during dwell phase and prolonged dwell allows more time for plastic flow to take place within the tablet structure. The amount of plastic flow during dwell can be quantified by determining the total amount of compressive force decay from stress relaxation curves or calculating certain deformation parameters from compaction force–time profiles. Dwell time prolongation often leads to improvements in the mechanical properties of the tablets due to a favorable time-dependent shift in the elastic–plastic equilibrium in the compact as well as the requisite time for bond formation in very high speed tableting. However, the influence of dwell phase on tablet properties is strongly associated with the deformation properties of feed materials and other coexisting compaction parameters such as strain rate during the consolidation phase of the compaction cycle. Research on the impact of dwell time on tablet compaction in conjunction with formulation and process variables as representative of manufacturing conditions in high speed tableting would be useful for the understanding and development of technologies that target dwell time.
References
Akande OF, Rubinstein MH, Rowe PH, Ford JL (1997) Effect of compression speeds on the compaction properties of a 1:1 paracetamol–microcrystalline cellulose mixture prepared by single compression and by combinations of pre-compression and main-compression. Int J Pharm 157:127–136
Akande OF, Ford JL, Rowe PH, Rubinstein MH (1998) The effects of lag-time and dwell-time on the compaction properties of 1:1 paracetamol/microcrystalline cellulose tablets prepared by pre-compression and main compression. J Pharm Pharmacol 50:19–28
Anbalagan P, Sarkar S, Liew CV, Heng PW (2016) Influence of the punch head design on the physical quality of tablets produced in a rotary press. J Pharm Sci 106:356–365
Armstrong NA, Palfrey LP (1989) The effect of machine speed on the consolidation of four directly compressible tablet diluents. J Pharm Pharmacol 41:149–151
American Pharmacists Association (2006) Tableting specification manual. American Pharmacists Association, Iowa City
Augsburger LL, Hoag SW (2008) Pharmaceutical dosage forms: Tablets. Informa Healthcare, New York
Celik M (2011) Pharmaceutical powder compaction technology. Informa Healthcare, New York
Cole ET, Rees JE, Hersey JA (1975) Relations between compaction data for some crystalline pharmaceutical materials. Pharm Acta Helv 50:28–32
Courtoy (2014) GEA-Courtoy tabletting equipment. Available from http://www.s3process.co.uk/solid-dosage/gea-courtoy/tabletting. Accessed 11 Dec 2016
David ST, Augsburger LL (1977) Plastic flow during compression of directly compressible fillers and its effect on tablet strength. J Pharm Sci 66:155–159
Dwivedi SK, Oates RJ, Mitchell AG (1991) Peak offset times as an indication of stress relaxation during tableting on a rotary tablet press. J Pharm Pharmacol 43:673–678
Ebba F, Piccerelle P, Prinderre P, Opota D, Joachim J (2001) Stress relaxation studies of granules as a function of different lubricants. Eur J Pharm Biopharm 52:211–220
Garekani HA, Ford JL, Rubinstein MH, Rajabi-Siahboomi AR (2001) Effect of compression force, compression speed, and particle size on the compression properties of paracetamol. Drug Dev Ind Pharm 27:935–942
Garr JSM, Rubinstein MH (1991) An investigation into the capping of paracetamol at increasing speeds of compression. Int J Pharm 72:117–122
Hyunjo K, Gopi V (2005) Original articles : Compaction simulator study on pectin introducing dwell time. Int J Pharm Investig 35:243–247
Ishino R, Yoshino H, Hirakawa Y, Noda K (1990) Influence of tabletting speed on compactibility and compressibility of two direct compressible powders under high speed compression. Chem Pharm Bull 38:1987–1992
Konkel P, Mielck JB (1998) Associations of parameters characterizing the time course of the tabletting process on a reciprocating and on a rotary tabletting machine for high-speed production. Eur J Pharm Biopharm 45:137–148
Korsch (2016) High speed, fully automated production. Available from http://www.korsch.de/en/applications/pharmaceutical-industry/production. Accessed 11 Dec 2016
Leitritz M, Krumme M, Schmidt PC (1996) Force-time curves of a rotary tablet press. Interpretation of the compressibility of a modified starch containing various amounts of moisture. J Pharm Pharmacol 48:456–462
Marshall PV, York P, Maclaine JQ (1993) An investigation of the effect of the punch velocity on the compaction properties of ibuprofen. Powder Technol 74:171–177
Natoli (2016) How crucial is compaction dwell time? Available from https://natoli.com/how-crucial-is-compaction-dwell-time/. Accessed 11 Dec 2016
Rees JE, Rue PJ (1978) Time-dependent deformation of some direct compression excipients. J Pharm Pharmacol 30:601–607
Rehula M, Adamek R, Spacek V (2012) Stress relaxation study of fillers for directly compressed tablets. Powder Technol 217:510–515
Roberts RJ, Rowe RC (1985) The effect of punch velocity on the compaction of a variety of materials. J Pharm Pharmacol 37:377–384
Roberts RJ, Rowe RC (1986) The effect of the relationship between punch velocity and particle size on the compaction behaviour of materials with varying deformation mechanisms. J Pharm Pharmacol 38:567–571
Ruegger CE, Celik M (2000) The effect of compression and decompression speed on the mechanical strength of compacts. Pharm Dev Technol 5:485–494
Sarkar S, Ooi SM, Liew CV, Heng PW (2015) Influence of rate of force application during compression on tablet capping. J Pharm Sci 104:1319–1327
Schmidt PC, Leitritz M (1997) Compression force/time-profiles of microcrystalline cellulose, dicalcium phosphate dihydrate and their binary mixtures—a critical consideration of experimental parameters. Eur J Pharm Biopharm 44:303–313
Schmidt PC, Vogel PJ (1994) Force-time-curves of a modern rotary tablet machine I. Evaluation techniques and characterization of deformation behaviour of pharmaceutical substances. Drug Dev Ind Pharm 20:921–934
Shlanta S, Milosovich G (1964) Compression of pharmaceutical powders I. Theory and instrumentation. J Pharm Sci 53(5):562–564
Tye CK, Sun CC, Amidon GE (2005) Evaluation of the effects of tableting speed on the relationships between compaction pressure, tablet tensile strength, and tablet solid fraction. J Pharm Sci 94:465–472
Van der Voort Maarschalk K, Zuurman K, Vromans H, Bolhuis GK, Lerk CF (1997) Stress relaxation of compacts produced from viscoelastic materials. Int J Pharm 151:27–34
Vezin WR, Pang HM, Khan KA, Malkowska S (1983) The effect of precompression in a rotary machine on tablet strength. Drug Dev Ind Pharm 9:1465–1474
Vogel PJ, Schmidt PC (1993) Force-time curves of a modern rotary tablet machine II. Influence of compression force and tableting speed on the deformation mechanisms of pharmaceutical substances. Drug Dev Ind Pharm 19:1917–1930
Xu M, Heng PW, Liew CV (2016) Formulation and process strategies to minimize coat damage for compaction of coated pellets in a rotary tablet press: a mechanistic view. Int J Pharm 499:29–37
Acknowledgements
Parthiban Anbalagan is a recipient of the National University of Singapore Graduate Research Scholarship. Financial support for the project was from the GEA-NUS PPRL fund (N-148-000-008-001).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors (P. Anbalagan, C. V. Liew and P. W. S. Heng) declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Anbalagan, P., Liew, C.V. & Heng, P.W.S. Role of dwell on compact deformation during tableting: an overview. Journal of Pharmaceutical Investigation 47, 173–181 (2017). https://doi.org/10.1007/s40005-017-0306-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40005-017-0306-z