
Abstract
The solid waste generated from tannery wastewater treatment is hazardous as it contains high level of chromium (Cr) which is carcinogenic. To reduce its environmental risk and health concern, recovery and recycling is attempted. The recovery of Cr was performed in three steps, viz., extraction of Cr from the tannery waste sludge, oxidation of Cr(III) to hexavalent Cr(VI), and finally reduction to Cr(III). Total chromium in the sludge was determined using EPA3050(B) method and found to be about 8514 to 9130 mg/kg. The first step, i.e. Cr extraction from tannery sludge, was carried out under three different conditions, viz., neutral, acidic, and oxidizing conditions. The acidic extraction using 4% H2SO4 (v/v) on raw sludge extracts 90% of total Cr in the sludge. Though extraction under oxidizing condition using piranha solution (H2SO4 + H2O2 in ratios 3:1) resulted in complete dissolution of sludge, due to its highly corrosivity, strong oxidizer, economy and experimental safety concerns thus acidic extraction was chosen for further experiment. The second step using advanced oxidation process (H2O2 + UV) at pH 10 achieved maximum oxidation (83%) to Cr(VI) at 3 h. Finally, the reduction of Cr(VI) to Cr(III) as chromium sulphate [Cr2(SO4)3] was performed using sodium sulphite at acidic pH 2 with overall recovery of about 83%. The study showed promising results for recovery of chromium, but the main problem associated with this process is the high dilution of chromium sulphate solution obtained.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The solid waste discarded by tannery industries, which contains high concentration of chromium (Cr), is a major environmental and health concern due to its toxicity. The wastewater treatment from tannery industries produces sludge containing high COD, salinity, and heavy metals like Cr poses serious threat to human health as it is carcinogenic. In India, tannery industry is an oldest industry and it is one of the major sources of environmental pollution by heavy metal chromium (Cr). There are more than 2000 tanneries in India, and the wastewater generated from the tannery industry at the end of all processes contains chromium concentration of 80–200 mg/l, but the wastewater generated at chroming tanning stage has a concentration of 1500–3000 mg/l (MoEF 2010). The permissible limit of total chromium in industrial effluent is 2 mg/l as per The Environment (Protection) Rules, 1986 (Schedule VI). While in case of potable water, the limit is 0.05 mg/l as per IS 10500:2012 (2012). Aqueous chromium is found mainly in two forms: trivalent Cr(III) and hexavalent Cr(VI). The Cr(VI) is more toxic than Cr(III) due to high water-soluble, and can accumulate in the body and damage the liver, kidney, and other organs.
To reduce this risk on human health and environment, recovery and recycling of chromium is given importance nowadays. The process of selective separation of an element of interest from a heterogeneous waste matrix and sending it back into industrial process from where it has been generated is called recovery and recycling. Many methods have been developed for recovering Cr(III) from the tanning wastewater, which include direct recycling, flocculation, chemical precipitation, ion exchange, extraction, electrolysis, and membrane separation (Macchi et al. 1991; Guo et al. 2006; Kiliç et al. 2011; Li et al. 2014; El-Sheikh and Rabah 2015). An environmental friendly removal and recovery of Cr(III) using natural media was also extensively studied (Fabbricino et al. 2013; Fabbricino and Gallo 2010; Cesaro et al. 2008). Among these methods, chemical precipitation is preferred due to its maturity in technique, simplicity in equipment, flexibility in operation, and ability to recover Cr(III) (Mao et al. 2015).
The use of Cr(III) in the form of basic chromium sulphate [Cr2(SO4)3] as tanning agent is extensive in leather tanning process (Ramteke et al. 2010). About 40% of the chromium salt remains in the liquid without reacting with the hide and only 60% react with the hide (Li et al. 2014). Therefore, the sludge generated due to the treatment of this tanning wastewater containing unreacted chromium is treated as hazardous waste. Sludge contains mostly Cr(III) and only traces of hexavalent chromium Cr(VI). The sludge are mostly disposed off on the soil surface directly with further treatment, the redox proper of soil as well as the presence of manganese oxides Mn(III/IV) can oxidize Cr(III) into Cr(VI) (Trebien et al. 2011). Due to this oxidation of Cr, its toxicity as well as mobility also increases.
Various studies have been conducted for the removal and recovery of Cr from tannery sludge in past such as Macchi et al. (1991) extracted chromium from tannery sludge using sulphuric acid, and 90% extraction was attained at a pH 1. Oxidation of Cr(III) to Cr(VI) yielded 79% oxidation at pH 10 and at a temperature of 60 °C. But the duration of heating required was 30 h, which is time- as well as energy-consuming. Finally, reduction of Cr(VI) to Cr(III) was performed with sulphur dioxide (SO2). Guo et al. (2006) performed sludge dissolution using H2SO4, and precipitation of Cr(III) was done by using different alkali such as NaOH, MgO, CaO, NaHCO3, and Na2CO3, about 60% recovery was achieved. Kiliç et al. (2011) recovered chromium from tannery sludge by oxidation of Cr(III) to Cr(VI) form using 50% H2 −O2 at pH greater than 10 and then reduced to Cr(III). About 70% of chromium recovery was obtained at pH 2. It was observed that the oxidation of Cr(III) would be the governing factor in the recovery processes which is generally followed. Therefore, to achieve higher oxidation of Cr(III) advanced oxidation process (AOP) with H2O2 and UV was attempted.
The objective of the study is to extract Cr from the tannery wastewater sludge, and to oxidize the sludge to get to Cr(VI) which is further reduced to Cr(III) and its subsequent removal by precipitation and coagulation. Cr recovery processes from sludge extract is mostly governed by its oxidative capacity to Cr(VI). Therefore, this study further utilizes the effective oxidation procedure using H2O2 and advanced oxidation process (AOP—H2O2 + UV) to get higher concentration of Cr(VI). And finally, Cr(VI) may be effectively reduced to Cr(III), using sodium sulphite, Na2SO3.
Materials and methods
Tannery sludge characteristics
Sludge from tannery wastewater treatment plant near Ranipet area, Vellore, Tamil Nadu, was collected in a sealed polyethylene bag and stored at a temperature of 5 °C. The water content of the sludge was determined by gravimetric method, and the organic matter was determined by loss of ignition (LOI) method. Total chromium concentration in the sludge was determined by as per USEPA 3050 B.
Extraction procedure
The extraction process was carried out at different conditions such as neutral, reducing, and oxidizing conditions using distilled water, 4% H2SO4 (v/v), and piranha (H2SO4 + H2O2 in ratios 3:1), respectively. The various methods used in the extraction procedure are discussed in the following sections for efficient recovery process. All the experiments were carried out in duplicates so as to avoid undue error with acceptable limits of 10% being considered.
Extraction in neutral condition
For neutral condition extraction, distilled water alone was used as the sludge dissolution medium. Dissolution was carried out by adding 1 g of wet sludge to 50 ml of distilled water (L/S = 50) which was taken in 250-ml conical flask. This experiment was performed to find the leachability of sludge, which may potentially harm the environment. Then, the flask was placed in an orbital shaker at 250 rpm for 24 h. The supernatant was collected and placed in a centrifuge at 8000 rpm for 10 min and analysed for metal concentration.
Extraction in acidic condition
Acidic extraction was carried out with 4% (v/v) H2SO4 for sludge dissolution. 1 g of wet sludge was mixed to 50 ml of 4% H2SO4 which was taken in 250-ml conical flask. Similarly, H2SO4 was commonly used in the extraction procedure of Cr from the sludge (Macchi et al. 1991; Guo et al. 2006; Kiliç et al. 2011; Li et al. 2014) and reported significant amount of Cr extractions up to 90% of total Cr in the sludge. The resultant supernatant was centrifuged at 8000 rpm for 10 min and then analysed.
Extraction in oxidizing condition
Piranha solution, a strong oxidizing agent, is a mixture of sulphuric acid and hydrogen peroxide in the ratio of 3:1, respectively. Since the reaction is exothermic and produces fumes, the preparation was carried out inside a fume hood by placing the acid in a water bath. The L/S ratio was kept at 50 and similar procedure was followed, and the samples were analysed.
Oxidation of Cr(III) to Cr (VI)
Oxidation of Cr(III) to Cr(VI) was carried out in three ways, viz., chemical oxidation using H2O2, combining H2O2 + UV (advanced oxidation process—AOP), and oxidation using piranha solution. Cr(VI) concentration was measured using Cyberlab UV-100 UV spectrophotometer by diphenylcarbazide method.
Chemical oxidation involving 30% H2O2 was performed in 1:1 ratio volumetrically. Advanced oxidation process (AOP), i.e. combination of H2O2 and UV, was set up in laboratory with UV-C radiation (wavelength 280–100 nm). Kiliç et al. (2011) reported that higher efficiency of oxidation was observed using H2O2 at a pH range of 10 and above.
Oxidation of Cr using piranha solution was performed by adding 5 ml of piranha solution to 15 ml of the extract obtained by dissolving sludge in 4% H2SO4. A precipitate formation was noticed in a clear solution after the addition. The solution was analysed for its metal concentration. The precipitate was dried, and it was given gold coating by sputtering process. Then, the gold-coated sample was analysed for the presence of chromium using EVO 18 Research Zeiss scanning electron microscope (SEM) and energy-dispersive X-ray spectroscopy (EDS).
Reduction of hexavalent chromium as chromium sulphate
The final step is the reduction of Cr(VI) to Cr(III) as chromium sulphate. For this step, reducing agents such as sodium sulphite (Na2SO3), sulphur dioxide (SO2), and ferrous compounds can be used under acidic condition (Macchi et al. 1991; Erdem 2006). Among these reducing agents, sodium sulphite (Na2SO3) and SO2 are the most preferred (Erdem 2006). This is because reducing agents Na2SO3 and SO2 do not contain foreign ions. As SO2 is toxic and considering its safety, Na2SO3 was used to obtain the recovered Cr in the form of chromium sulphate [Cr2(SO4)3] which is relatively pure and suitable for re-tanning processes.
Analytical procedure
Usepa 3050b
The total chromium (Cr) content in the sludge was determined using US EPA 3050 (B) sludge digestion methods. 1 g of moist sludge aliquot was taken in a digestion vessel, and 10 ml of 50% (v/v) HNO3 was added. The vessel was covered with vapour recovery device, heated to 95 ± 5°C, and refluxed for 10–15 min without boiling. The sample was cooled, and then 5 ml of conc. HNO3 was added and refluxed for 30 min. Then, the sample was cooled, and 2 ml of distilled water and 3 ml of 30% H2O2 were added and heated until effervescence got subsidized. Finally, 10 ml of conc. HCl was added to the sample and refluxed at 95 ± 5°C for 15 min. The cooled digestate was filtered and collected in a 100-ml volumetric flask, then a mark was made, and analysed by Varian AA240 atomic absorption spectrometer (AAS). All the experiment of digestion of sludge was performed in duplicates, and most of the results were below 10% variation.
Results and discussion
This section shows the significant result and discussion of the analysis for the recovery of chromium from the tannery sludge. The characteristics of the sludge collected and the various steps involved in the recovery process, viz., chromium extraction, oxidation of Cr(III), and reduction of Cr(VI) as chromium sulphate, are discussed.
Characterization of sludge
The sludge collected from tannery wastewater treatment plant was moist, dark brown in colour. It is alkaline with a pH 8.3. The water content of the wet sludge was about 64%. Organic matter was estimated as per loss of ignition method from the weight loss of a dry aliquot of sludge after washing at 550 °C for 2 h, and organic matter was about 31% of dry mass. Total chromium content in the sludge was 8514–9130 mg/kg of sludge as per USEPA 3050B.
Extraction of chromium from sludge
The extraction of Cr from tannery sludge which is the first step of recovery process was performed under three different extraction conditions, and the supernatant obtained was analysed for metal concentration using atomic absorption spectroscopy (AAS).
Extraction in neutral condition
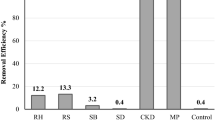
The neutral extraction by using distilled water was about 145 mg/kg of Cr. This corresponds to about 1.5% (wt.) of total Cr extracted using EPA 3050B. As the sludge contains enormous amount organic matter, the Cr metal which is in Cr(III) form always gets bound to these particles, and there is not much release of chromium into the solution when the sludge was dissolved in distilled water. At a pH around 8.3, iron will be in insoluble ferric (Fe3+) state and might be removed along with the solids filtered. Magnesium (Mg) concentration was 1574 mg/kg and manganese (Mn) 14.05 mg/kg of sludge. The metal concentration obtained by extraction under neutral condition is shown (Fig. 1). Higher Mg in sludge is due to the use of magnesium oxide, to increase the pH thus allowing chromium to bind with the skin protein (Anthony 2009).

Concentration of metals under neutral extraction condition
Extraction in acidic condition
The metal extraction carried out under acidic condition using 4% (v/v) H2SO4 solution showed Cr concentration of about 7843 mg/kg of sludge at pH 0.4. This comprises about 90% of total chromium present in the sludge, similar results were also reported by Macchi et al. (1991) and Li et al. (2014). The decreased extraction yield of total chromium was due to the metal adsorption and bonding on the insoluble organic matters as well as the formation of metal precipitates (Shen et al. 2001). Fe concentration was 841 mg/kg of sludge, Mg concentration was 5627 mg/kg of sludge, and Mn concentration was 231 mg/kg of sludge as shown in (Fig. 2). Iron in the sludge can be due to the use of iron compounds as coagulants in tannery wastewater treatment process.

Concentration of metals under acidic extraction condition
Extraction in oxidizing condition
A complete dissolution of sludge was observed under oxidizing condition using piranha solution (H2SO4 + H2O2 in ratios 3:1). Total Cr extraction with piranha solution at solid solution ratio 1:50 was about 8845 mg/kg of sludge. Piranha solution (H2SO4 + H2O2), which is a highly oxidizing agent, oxidizes all the organics by the reactive atomic oxygen formed by the reaction between sulphuric acid and hydrogen peroxide (Koh et al. 2012) as shown in Eq. 3.1.
This atomic oxygen disrupts all the carbon bonding, liberating the bounded chromium into the solution. Fe concentration was 3754 mg/kg of sludge and its co-ions Mn was found to be 877 mg/kg dissolved under this condition as shown (Fig. 3). Iron in the sludge can be due to the use of iron compounds as coagulants in tannery wastewater treatment process. Magnesium was 6437 mg/kg of sludge and its source is magnesium oxide which is used to increase the pH (Anthony 2009).

Concentration of metals under oxidizing extraction condition
Oxidation of Cr(III)
Even though total Cr extraction was achieved using piranha solution, but considering the operational safety of the process, acidic extraction using 4% (v/v) H2SO4 yielding significantly 90% of Cr extraction was chosen. The preparation and handling of this solution is easier, safe, and economical.
Oxidation of Cr(III) to Cr(VI) which is the next step after extraction process was carried out in three ways such as chemical oxidation using hydrogen peroxide (H2O2), advanced oxidation process (H2O2 + UV), and oxidation using piranha solution.
Chemical oxidation using H2O2
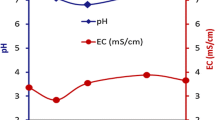
The chemical oxidation of Cr(III) to Cr(VI) using H2O2 suggested slow rate and equilibrium was observed at about 2.5 h after the addition of H2O2 as shown in (Fig. 4) at 30 °C. Kiliç et al. (2011) reported best recovery involving oxidation of Cr at pH above 10 due to the formation of hydroxyl radical. Similarly, for this study an alkaline range was chosen to effectively oxidize the tannery sludge with high organic matter where additional heating may be avoided. The oxidation reaction was performed, and the equilibrium concentration of oxidized Cr(VI) was 27 mg/l which constitute about 17% of total Cr in the solution. Under alkaline condition, the oxidation process takes place as shown in Eq. 3.2

Chromium oxidation using 30% H2O2
As per the equation shown above, peroxide abstracts electron from Cr(III) and converts it into Cr(VI). The variation in oxidation yield with respect to time is shown in Fig. 4.
The graph (Fig. 4) shows high rate initial oxidation up to 60 min, but after this the rate of oxidation reduces till it reaches the equilibrium. Bokare and Choi (2014) reported the oxidation of Cr(III)/H2O2 systems as
Although this equation explains the general oxidation mechanism, the unexpected pH-dependent reactivity is attributed to the formation and oligomerization of Cr(III)-hydroxo complexes. All these oligomers react with H2O2 and generate HO•, but the reaction rate is inversely proportional to the degree of oligomerization which in turn is directly proportional to the solution pH (Bokare and Choi 2011).
Advanced oxidation process using H2O2 and UV
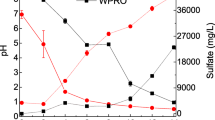
Advanced oxidation process (AOP) was similarly performed under alkaline condition of pH 10, and at the end of 3 h Cr(VI), concentration was 131 mg/l which is about 83% oxidation of Cr (Fig. 5). At the end of AOP process, the solution colour was yellowish indicating higher Cr(VI) concentration. The reason mainly attributed for this higher oxidation of Cr(III) ion to Cr(VI) ions is due to the hydroxyl radicals generated by the photolysis of H2O2 molecules by the UV radiation (Beltran 2003) as shown in Eq. 3.4

Chromium oxidation using 30% H2O2 + UV (AOP)
These hydroxyl radicals react typically a 106–109 times faster than ozone and hydrogen peroxide. The hydroxyl radical attacks the Cr(III) by direct electron transfer to fill the electro hole created in it and produces Cr(VI) and hydroxide ions. At the end of advanced oxidation process (AOP), the pH of the solution increased to 12.5 which indicate the formation of hydroxide ions. This rise in pH also indicates that the oxidation of Cr(III) is due to the electron removal from chromium atom by hydroxyl radical. The reason for 83% oxidation to Cr(VI) may be due to the parallel formation and precipitation of less reactive Cr(III) species (Macchi et al. 1991).
The oxidation of Cr using AOP (Fig. 5) showed very high oxidation of Cr(III). UV-C radiation which has a wavelength in the range of 280–100 nm is used for the photolysis of hydrogen peroxide (H2O2), since the energy of the photon to break the O–O bond should be greater than 213 kJ/mol which can be easily produced with radiation of wavelength less than 280 nm. This activates the molecule from ground state to the excited state. As a result of this excitation, the molecules undergo homolytic or heterolytic breakage which might lead to oxidation of Cr(III). In most of the conditions, homolytic rupture occurs resulting in the production of radicals (Litter 2005).
Oxidation using piranha solution
The oxidation of Cr(III) by adding piranha solution to the 4% (v/v) H2SO4 extract in the ratio of 1:3 (H2SO4:H2O2) was most significant. The total Cr concentration in the sample was reduced to 66 mg/l which is about 60% reduction. The negligible concentration of Cr(VI) can be due to the low pH of the piranha solution. A precipitate was formed, and it was analysed for energy-dispersive X-ray spectroscopy (EDS) (Fig. 6). The result of EDS analysis using EVO 18 Research Zeiss scanning electron microscope (SEM) confirmed the presence of Cr in the precipitate.

Precipitate analysis using energy-dispersive X-ray (EDX) spectroscopy
Chromium recovery as chromium sulphate [Cr2(SO4)3] using Na2SO3
The final step in the recovery process is the reduction of the Cr(VI) ions using a reducing agent. The Cr(VI) from the above process was completely reduced to Cr2(SO4)3 using sodium sulphite in room temperature at a pH of 2 ± 0.1 (Erdem 2006) as shown in Eq. 3.5. The Cr(VI) concentration was below detection limit. The solution obtained was pale green in colour indicating the presence of trivalent chromium.
The Cr2(SO4)3 thus obtained is relatively pure and can be directly reused in the tanning operations. As there was 83% of oxidation, almost all the Cr(VI) ions were reduced to chromium sulphate [Cr2(SO4)3], indicating total reduction of oxidized chromium, i.e. Cr(VI). The main disadvantage in this recovery process is the high dilution of Cr2(SO4)3 solution recovered from tannery wastewater sludge.
Conclusion
This research work focused on the recovery of chromium (Cr) from tannery sludge. To achieve this goal efficiently, three steps, viz., extraction of Cr from sludge, oxidation of Cr(III) into Cr(VI), and finally, reduction of Cr(III), were investigated and the following conclusions were drawn.
Acidic condition using 4% (v/v) H2SO4 solution, comprising of 90% of the total chromium present (USEPA 3050B) in the sludge, was chosen for the further steps of recovery process, since the preparation and handling of 4% H2SO4 solution is easier, safe, and economical. Advanced oxidation process (AOP) using H2O2 + UV showed dominant oxidation of 83% of Cr(III) to Cr(VI) under alkaline pH 10 at 3 h. Finally, the Cr(VI) was completely reduced to Cr(III) in the form of chromium sulphate [Cr2(SO4)3] using sodium sulphite. This indicates recovery is about 83%. Even though about 83% of recovery was reached, high dilution of the recovered chromium sulphate limits the use of this technology in a large scale.
References
Anthony (2009) Tanning chemistry: the science of leather. The Royal Society of Chemistry, London
Beltran FJ (2003) Ozone–UV radiation-hydrogen peroxide oxidation technologies. In: Degradation Chemical (ed) Methods for wastes and pollutants: environmental and industrial applications, 10th edn. Marcel Dekker, New York, pp 1–76
Bokare AD, Choi W (2011) Advanced oxidation process based on the Cr(III)/Cr(VI) redox cycle. Environ Sci Technol 45:9332–9338
Bokare AD, Choi W (2014) Review of iron-free Fenton-like systems for activating H2O2 in advanced oxidation processes. J Hazard Mater 275:121–135
Cesaro R, Fabbricino M, Lanzetta R, Mancino A, Naviglio B, Parrilli M, Tortora G (2008) Use of chitosan for chromium removal from exhausted tanning baths. Water Sci Technol 58(3):735–739
El-Sheikh SM, Rabah MA (2015) Selective recovery of chromium ions from waste tannery solution for preparation of chromium oxide nanoparticles. Int J Environ Sci Technol 12:3685–3694
Erdem M (2006) Chromium recovery from chrome shaving generated in tanning process. J Hazard Mater 129(1–3):143–146
Fabbricino M, Gallo R (2010) Chromium removal from tannery wastewater using ground shrimp shells. Desalination Water Treat 23:194–198
Fabbricino M, Naviglio B, Tortora G, d’Antonio L (2013) An environmental friendly cycle for Cr(III) removal and recovery from tannery wastewater. J Environ Manage 117:1–6
Guo Z-R, Zhang G, Fang J, Dou X (2006) Enhanced chromium recovery from tanning wastewater. J Clean Prod 14(1):75–79
IS 10500:2012 (2012) Drinking Water Specifications, Bureau of Indian Standards (BIS), New Delhi
Kiliç E, Font J, Puig R, Colak S, Celik D (2011) Chromium recovery from tannery sludge with saponin and oxidative remediation. J Hazard Mater 185(1):456–462
Koh K, Chin J, Chia J, Chiang C (2012) Quantitative studies on PDMS–PDMS interface bonding with piranha solution and its swelling effect. Micromachines 3(2):427–441
Li H, Li J, Chi Z (2014) Enhanced chromium recovery from tannery waste by acid-alkali reaction in China. Adv Mater Res 878:185–193
Litter MI (2005) Introduction to photochemical advanced oxidation processes for water treatment. The handbook of environmental chemistry, vol 2. Springer, Berlin, pp 325–366
Macchi G, Pagano M, Pettine M, Santori M, Tiravanti G (1991) A bench study on chromium recovery from tannery sludge. Water Res 25(8):1019–1026
Mao L, Gao B, Deng N, Zhai J, Zhao Y, Li Q, Cui H (2015) The role of temperature on Cr(VI) formation and reduction during heating of chromium-containing sludge in the presence of CaO. Chemosphere 138:197–204
MoEF 2010—(Ministry of Environment and Forest) Technical EIA guidance manual for Leather, Skin and Hide Processing Industry. Prepared by IL&FS Ecosmart Limited, for, Government of India. 2010
Ramteke PW, Aswathi S, Srinath T, Joseph B (2010) Efficiency assessment of common effluent treatment plant (CEPT) treating tannery effluent. Environ Monit Assess 169:125–131
Shen SB, Tyagi RD, Blais JF (2001) Extraction of Cr(III) and other metals from tannery sludge by mineral acids. Environ Technol 22(9):1007–1014
Trebien DOP, Bortolon L, Tedesco MJ, Bissani CA, Camargo FAO (2011) Environmental factors affecting chromium-manganese oxidation-reduction reaction in soil. Pedosphere 21(1):84–89
Acknowledgements
The authors would like to thank VIT University, Environment and Water Resources Division faculty and staff for their support; Dr. Muruganandam, Dr. Bhaskar Das, and Mr. Praveen Rosario for their invaluable assistance in the laboratory; and also VIT—Technology Business Incubator for analysis of samples. Finally, the authors thank Dean Dr. S. K. Sekar for their support of this project.
Author information
Authors and Affiliations
Corresponding author
Additional information
Editorial responsibility: Tanmoy Karak
Rights and permissions
About this article

Cite this article
Raguraman, R., Sailo, L. Efficient chromium recovery from tannery sludge for sustainable management. Int. J. Environ. Sci. Technol. 14, 1473–1480 (2017). https://doi.org/10.1007/s13762-017-1244-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-017-1244-z