
Abstract
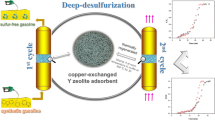
A promoted NaY zeolite ion exchanged by Cu, Zn, Co, and Ni characterized by XRD, FESEM, BET surface area, TGA, and XRF techniques, and evaluated in desulfurization of diesel fuels as an adsorbent. Commercial diesel fuel containing 2020 ppm sulfur-containing materials is used as feed, which is reduced to 89, 75, 78, and 75 ppm by Co, Ni, Cu, and Zn ion-exchanged zeolite Y, respectively. Also, the recycle life results exhibited a high thermal and chemical stability of prepared adsorbents at 4500C. It showed that the desulfurization capacity of prepared zeolites is stable after seven cycles of the adsorption process. The optimum calcination temperature showed that the most of adhered organic molecules were eliminated from the adsorbents between 450 and 5000C. The contact time result showed that more than 92% of the desulfurization process has done in the initial 10 min. The diesel efficiency yield results showed that the most of diesel have released after the desulfurization process, and Cu, Co, Zn, and Ni ion-exchanged zeolites passed about 94, 90, 87, and 91% refined diesel after desulfurization, respectively. Therefore, an ion-exchanged zeolite Y has been considered a useful adsorbent for industrial applications.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fossil fuel has considered the most abundant energy source, but sulfur compounds in these fuels are the main source of SOx production that can cause acid rain and human health matters [1]. Thus, the United State Environmental Protection Agency (EPA) and European Union have set tough laws to decrease sulfur compounds from fossil fuels [2]. The sulfur content of fuel in the European Union has reduced considerably in recent years, for example since January 2009 all UK fuel has contained less than 10 ppm sulfur [3].
The removal of sulfur compounds from fossil fuels has regarded as an important issue for protecting the environment. Several ways have existed to reduce sulfur compounds from fossil fuels. Among them, hydro desulfurization (HDS), bio desulfurization (BDS), oxidative desulfurization (ODS), extractive desulfurization (EDS), and adsorptive desulfurization (ADS) have been applied extensively [4,5,6,7,8,9,10,11,12,13,14]. HDS is a catalytic process, which always has been utilized in oil refineries performed at high temperatures (300–400 °C) and pressure (5 to 13 MPa) [15,16,17]. The HDS process has been recognized as an expensive method because of the utilization of rare earth metals as a catalyst and an expensive hydrogen gas in high temperatures and pressure. The removal of sulfur compounds from petroleum production by microorganisms and enzymes was named BDS [18]. The BDS method has some disadvantages that cause it not to be applied on a large scale[15, 17, 19, 20]. EDS has been used to extract sulfur compounds from refineries productions without using chemicals at ambient conditions [15, 17, 20]. The ODS process has formed an indirect two-step process. Firstly, sulfur compounds in petroleum derivatives have oxidized to more polar sulfones and sulfoxides in the presence of suitable oxidants and catalysts. Secondly, the more polar sulfur compounds have been extracted by appropriate extractants (EDS process) [15, 21, 22].
ADS includes the removal of sulfur compounds from fossil fuels by the physicochemical adsorption process at relatively low temperatures and pressure. The selectivity of sulfur compounds has related to the textural and porosity of an adsorbent. Thus, the ADS process has recognized a cheap and safe method for decreasing sulfur compounds from fossil fuel fractions [14, 23]. In the last decade, researchers have studied the utilization of the ADS process [14, 23,24,25]. Many adsorbents have been used to desulfurize petroleum derivatives such as MOFs [25, 26], carbon compounds[9], and zeolites [17, 27, 28]. According to Yang et al. report[25], MOFs have a high desulfurization capability because of their porosity and high surface area. But they have some disadvantages such as their expensive organic linkers, temperature sensitivity, and reusability[25, 26, 28,29,30]. Zeolites which are belonged to aluminosilicate compounds are low-cost, have a high surface area, and have high reusability [31, 32]. Also, their internal alkali metals can exchange with transition metals which promotes their desulfurization capacity[32]. Nuntang et al. used cation-exchanged Y and ultra-stable Y (USY) zeolites with metal ions such as Cu, Ni, Zn, and La, for the removal of thiophenic sulfurs at ambient conditions[33]. The results showed that LaNaY, LaUSY, and CuNaY possessed the highest adsorption capacity toward thiophene (T), benzothiophene(BT), and dibenzothiophene(DBT), respectively. Wang et al. studied the investigation of selective adsorption over Ce–Ni-loaded zeolite Y [23]. Also, the effect of Ce metal ions in the Ni- metal ions as a co-cations loaded zeolite Y has been carried out to promote a more effective adsorbent for the desulfurization process. Results showed that Ni–CeY exhibits higher adsorption selectivity for DBT than NiY and CeY adsorbents. Oliveira et al. studied the adsorption of T and toluene by ion-exchanged NaY with Ag (I), Ni(II), and Zn(II) [34]. Results showed that the adsorption of T for prepared adsorbents is as follows: NaY < ZnY < NiY < AgY, respectively. There are many studies are reported on model diesel [6, 20, 23, 34,35,36], but desulfurization of real-refinery fractions was negligible[4, 11]. Real diesel includes various types of organo-sulfur compounds which may affect on adsorbent structure of an ion-exchanged Y zeolite. Thus, it is important to have general insight about a sulfur compounds and intruder species in real diesel, which may changed the zeolite structure.
The main aim of the present work is based on the utilization of high-capacity ion-exchanged Y zeolite adsorbent by Co, Zn, Ni, and Cu, to desulfurize a real diesel to preserve the environment from sulfur contamination. Also, some necessary factors, which are useful for industrial applications, such as contact time, recycle life, and diesel efficiency yield, have been evaluated in the present work. Furthermore, the optimum regeneration temperature of the used adsorbent was studied for the first time in our work and has not been introduced anywhere. The optimum regeneration temperature is useful to understand the appropriate temperature for the adsorbent's calcination.
Experimental
Chemical
Cobalt nitrate hexahydrate (Co(NO3)3.6H2O), sodium aluminate (14% Al2O3, 25% Na2O and 61% H2O), and nickel nitrate hexahydrate (Ni(NO3)3.6H2O) were purchased from Sigma. The zinc nitrate hexahydrate (Zn(NO3)2.6H2O and copper nitrate hexahydrate (Cu(NO3)2.6H2O) were purchased from Aldrich Chem. Co. Sodium silicate solution (Na2SiO3, 28% SiO2, 8% Na2O) and sodium hydroxide (NaOH, 98%) purchased from Merck Co. Real commercial diesel (2020 ppm sulfur content) brought from the diesel station of Mashhad city (Iran). All reagents were of the highest grade analytically available.
Zeolite synthesis
NaY zeolite was synthesized using sodium aluminate, sodium silicate solution, and sodium hydroxide by hydrothermal method. The composition of the initial gel was as 3.2 Na2O: 1 Al2O3: 10 SiO2: 205 H2O, which were aged for 24 h at ambient temperature. The hydrothermal crystallization was carried out in an oven with a controlled temperature of 95 °C for 24 h. After the crystallization, the prepared zeolite was filtered, washed with distilled water several times, and dried at 120 °C for 24 h.
Ion-exchange procedure
The ion-exchange process was carried out by mixing 500 ml of Ni(NO3)3.6H2O solution 0.05 M (NiNaY1), 0.1 M (NiNaY2), 0.15 M (NiNaY3), 0.2 M (NiNaY4), 0.25 M (NiNaY5) and the prepared NaY zeolite with 1:40 ratio (1 g zeolite in 40 ml Ni(NO3)3.6H2O solution). The mixed solution was stirred for 24 h to complete an ion-exchange process. The modified zeolite Y with Ni has been filtered by a vacuum flask accompanied by 5 liter of distilled water. Then, the adsorbents were dried in an oven at 110 oC for 3 h and calcined at 450 oC for 4 h. The NaY zeolite modified with Co, Cu, and Zn prepared as same as the NiNaY sample. The ion-exchanged zeolites with Ni, Cu, Co, and Zn have shown in Fig. 1 before and after desulfurization.

The adsorbent images (A) before the desulfurization process (B) after the desulfurization process
Adsorbent characterization
The X-ray diffraction (XRD) pattern of the samples was recorded using a GNR power X-ray diffraction apparatus with Detris (Faststrip) and Cu Kα radiation (40 kV, 40 mA)[36, 37]. X-ray fluorescence (XRF) technique is used for the determination of the chemical composition of the ion-exchanged zeolites using Philips (Pw1480) device spectroscopy. Thermogravimetric analysis (TGA) of ion-exchanged zeolites was carried out using the Shimadzu, TGA-50 analyzer to evaluate the thermal stability of adsorbents during regeneration via calcination with a heating rate of 10 °C min − 1 up to 800 °C in air.
The surface area, pore volume, and average pore size of samples were measured by Brunauer–Emmett–Teller (BET) and the Barrett–Joyner–Halenda (BJH) approaches used by the Toosnano, GasSorb I instrument using nitrogen physical absorption. Before analysis, 0.5 g of example was degassed at 100 °C for 1 h, and was heated to 300 °C for 2 h, and then analyzed by using N2 physisorption at − 196 °C. The structure and morphology of the obtained samples were detected with a field emission scanning electron microscope (FESEM, MIRA3 TESCAN, Czech Republic).
Adsorption and regeneration process
For the desulfurization of real diesel, 1 g of the ion-exchanged zeolite Y was mixed with 10 ml of the real diesel in a sealed flask. The mixture was stirred for 24 h at ambient temperature. Then, it was filtered and the deactivated adsorbent and the residual diesel were collected in the sealed-plastic sample holder, separately. The deactivated adsorbent was used for regenerating time, and the desulfurized diesel was used to analyze the total sulfur content.
The deactivated adsorbent in the previous procedure was dried in an oven at 200 °C. Then it was calcined in the furnace at 450 oC. The regenerated adsorbent was gathered and used for the desulfurization process.
Results and discussion
Adsorbent characterization
The XRD patterns of NaY and the four ion-exchanged Y zeolites have shown in Fig. 2. As shown in Fig. 2, the peaks located at 6.8°, 10.1°, 12.1°, 15.5°, 18.8°, 20.4°, 24.1°, 26.9°, and 31.4° are assigned to the (111), (220), (311), (331), (511), (440), (533), (642), and (555) crystal planes of high crystallinity NaY zeolite lattice structure, respectively, (JCPDS card No.: 43–0168). Also, all ion-exchanged zeolites have retained the characteristic of diffraction peaks of Y zeolite, however, the (111), (220), (311), (331), and (533) diffraction peaks were somewhat weakened in ion-exchanged zeolites. It indicates that the introduction of Ni, Cu, Co, and Zn ions on the crystal structure of zeolite Y was reduce zeolite crystallinity [36, 37]. The ion-exchange process can lead to site disorder or vacancies within the framework, which can affect the intensity of certain peaks in the XRD pattern of ion-exchanged zeolites.

XRD pattern of prepared samples
Table 1 illustrates the chemical composition of the ion-exchanged Y zeolite that it has determined. The result in Table 1 showed that the Si/Al ratio for fresh NaY zeolite structure is about 1.56, and the amount of Zn is 16.07 wt% and 21.09 wt% in ZnNaY1 and ZnNaY5 adsorbents, the amount of Co is 14.18 wt% and 17.44 wt% in CoNaY1, and CoNaY5 adsorbents, the amount of Ni is 14.50 wt%, and 16.31wt% in NiNAY1, and NiNaY5 adsorbents, and the amount of Cu is 13.57 wt% and 17.48 wt% in CuNaY1, and CuNaY5 adsorbents, respectively. The decrement in Na2O w% has been attributed to an ion-exchange process with Zn, Co, Ni, and Cu atoms. The LOI% in Table 1 is attributed to volatile species in the samples, and the NaY sample has the most LOI% because volatile species on an ion-exchanged adsorbent have reduced after the calcination process.
TGA results of ion-exchanged CoNaY1, NiNaY1, CuNaY1, and ZnNaY1 adsorbents are shown in Fig. 3. The results showed that the decomposition of the ion-exchanged zeolites Y starts at about 450 °C. Therefore, the calcination process at 450 °C doesn’t decompose the ion-exchanged zeolites. Consequently, all of the samples are thermal stable during the calcination process. Also, as shown in Fig. 3, the ion-exchanging process reduces the stability of the zeolite lattice structure, and the most effective is related to Co.The BET surface area, average pore diameter, and total pore volume of NaY, ZnNaY, CuNaY, CoNaY, and NiNaY are reported in Table 2. The result showed that the ion-exchanged process increased the specific surface area and total pore volume of zeolites.

TGA results of ion-exchanged samples, CoNaY1, NiNaY1, CuNaY1, and ZnNaY1 adsorbents
The surface morphology of the prepared NaY zeolite was evaluated by the FESEM micrograph in Fig. 4. Results show the cubic crystalline particles of the synthesized NaY zeolite which shows a uniform particle size with regular shape.

FESEM of NaY zeolite
Desulfurization
Figure 5 shows sulfur content in desulfurized diesel by ion-exchanged zeolite which is labeled as XNaY1 (0.05 M), XNaY2 (0.1 M), XNaY3 (0.15 M), XNaY4 (0.2 M), and XNaY5 (0.25 M), which X is the ion-exchanged metals, Co, Cu, Ni, and Zn and fresh diesel total sulfur content is 2020 ppm. As shown in Fig. 5, the amount of sulfur content in desulfurized diesel after the desulfurization process is between 50 and 90 ppm, which shows about a 95.5–97.5% reduction in the total sulfur content. As shown in Fig. 5, the total sulfur content in desulfurized diesel has an inverse relationship with the number of ion-exchange atoms. Also, the effect of ion-exchanged transition metals on desulfurization content is as Co > Cu > Zn > Ni, respectively. The capacity of the desulfurization process of fresh diesel by adsorption depends on a sulfur-selectable transition metal on an adsorbent zeolite structure. A transition metal can accept nonbonding electron pairs of organic compounds due to their accessible d orbitals. So, a sulfur-selectable transition metal in the zeolite Y structure could promote desulfurization capacity [2]. Consequently, if used transition metals are sulfur selectable, an ion-exchange process promotes diesel desulfurization. But if ion-exchange transition metals are not sulfur selectable, the ion-exchange process decreases the desulfurization capacity of the adsorbent[28, 34]. The interaction between sulfur-containing molecules and the adsorbents can be divided into π-complexation and sulfur–metal (S–M) interaction. Transition metals like Co, Zn, Cu, and Ni atoms are mainly interacted with sulfur-containing molecules via π-complexation, whereas rare earth metals mainly adsorbed sulfur compounds via the S–M interaction[10, 38, 39]. As shown in Fig. 5, higher ion exchange of Na with Co, Zn, Cu, and Ni atoms shows a decrease in sulfur removal from the real diesel feed. Oliveira et al. studied the adsorption capacity of thiophene and toluene by ion-exchanged zeolite Y with Ni, Zn, and Ag [34]. The results showed that the adsorption capacity for thiophene dissolved in isooctane, increased as follows (at 30 0C): NaY < ZnY < NiY < AgY.

The diesel desulfurization activity by ion-exchanged zeolites
Regnerated time
The number of times that the deactivated adsorbent in the adsorption process is recovered by heat treatment and this recovered adsorbent is used again is evaluated in the present work and the results are shown in Fig. 6. The number of times that recovered adsorbents could be used in desulphurization is called the regenerated time. The repetition time is to investigate the ability of an ion-exchange adsorbent for industrial application. As shown in Fig. 6, the repetition time result of real diesel desulfurization has been done in seven steps. The result showed that the ion-exchanged zeolite by Cu, Co, Ni, and Zn has thermal and chemical stability, and the adsorbent capacity shows preserved after each recovery process. According to TGA results in Fig. 3, the ion-exchanged zeolite Y shows thermal stability at 450 °C [9].

The recycle time of the prepared zeolites
Nuntang et al. studied on desulfurization of model and real diesel by ion-exchanged NaY and HUSY zeolites by Cu, Ni, Zn, and La [26]. They evaluated the reusability of ion-exchanged LaNaY and LaHUSY zeolites in thiophene removal from model diesel. The results showed that LaNaY and LaHUSY reusability reached 35% and 68% after 4 cycles, respectively, due to the zeolite structure damage [33]. But in this work, no structural damage was observed in the regenerated ion-exchange zeolite by Co, Ni, Zn, and Cu in the real diesel desulfurization process.
Optimum regenerated temperature
After the deactivation of an industrial adsorbent, it should be able to be recovered and reused. Two recovery methods have been introduced (i) solvent recovery and (ii) calcination process. In the first method, a deactivated adsorbent is immersed in a particular solvent to liberate its active sites from adhered adsorbate molecules. This method is utilized for temperature-sensitive adsorbents for instance MOFs [40]. Solvent recovery has been considered an expensive process because of an expensive chemical solvent. The second method is based on the calcination of deactivated adsorbent to recover the adsorbent's active sites. The calcination process is appropriate for some adsorbents like zeolites, which are stable at high temperatures. The calcination process is energy-consuming, and more temperature enhancement means more energy consumption. Therefore, it is essential that estimates and introduce a specific temperature for a calcination process to make the calcination process economical.
Figure 7, shows the temperature variation versus the weight loss of deactivated adsorbent in the calcination recovery process for used ion-exchange zeolites which introduced an optimal calcination temperature. After the adsorption process, some diesel is stuck into the pores of the zeolite Y and it is hard to eliminate them. As shown in Fig. 7, the locked-up diesel was vaporized at 200 °C, while the zeolite Y structure started to degrade at 500 °C. Therefore, the upper and lower range of optimal calcination temperature was measured between the 200–500 °C range in Fig. 7. As shown in Fig. 7, an ion-exchanged zeolite with Co has two sensible change in weight between the 200–350 °C and 400–500 °C range. These two deflections could have been attributed to the elimination of organic compounds with two different intermolecular interactions. According to Saha et al. work [15], the selectivity of adsorbents toward diesel molecules depends on either physical (van der Waals force) or chemical interaction (σ and π bond interaction) between adsorbate and active sites on the adsorbent surface. Removal of organic compounds by physical interaction requires less energy than chemical interaction. Hence, van der Waals and acid–base interactions of diesel molecules were removed at a temperature between the 200–350 °C range. Furthermore, the elimination of chemical σ and π interaction was observed at a high temperature between the 400–500 °C range. Similar behavior was observed in other ion-exchanged zeolite Y with Cu, Zn, and Ni atoms.

The appropriate calcination temperature for the prepared zeolites, A (200 oC), B (300 oC), C (350 oC), D (400 oC), E (450 oC), and F (500 oC)
As shown in Fig. 7, the Ni and Co ion-exchanged adsorbents have maximum and minimum variation between 200 and 350 °C (A–C, Fig. 7), respectively. Also, Co and Cu ion-exchanged adsorbents have more variation between 400 and 500 °C (D–F, Fig. 7). However, Zn and Ni ion-exchanged zeolite has less variation in this temperature range (400–500 °C). It shows that the Ni ion-exchanged zeolite always interacted with diesel molecules via weak intermolecular force (A–C, Fig. 7). But the Ni and Zn ion-exchanged zeolites show less tendency to form a strong chemical bond to diesel molecules (D–F, Fig. 7). Similarly, it is undesirable for Co ion-exchanged zeolite to interacted by diesel molecules via weak intermolecular interaction (A–C, Fig. 7), but it would form a strong chemical bond by diesel molecules (D–F, Fig. 7). As shown in Fig. 7, Cu ion-exchanged zeolite has the deep variation at two temperature area (A–C and D–F). It shows that the Cu ion-exchanged zeolite should form both physical and chemical interactions with diesel molecules.
Figure 8 shows the CoNaY1 adsorbent images at different calcination temperatures. A (200 °C), B (300 °C), C (350 °C), D (400 °C), E (450 °C), and F (500 °C), which is described in Fig. 7. As shown in Fig. 8, the adsorbent's color (CoNaY1) change during calcination process at various temperature. The different colors are attributed to the incomplete combustion of adsorbed diesel molecules at different temperatures. As shown in Fig. 8, the Co ion-exchanged zeolite returns to its fresh adsorbent color between 450 and 500 °C (E and F, Fig. 7). It introduced that most adsorbed hydrocarbons eliminated from the adsorbent's pores.

The CoNaY1 images at different calcination temperatures. A, B, C, D, E, and F pictures are referred to in Fig. 7 at various temperatures
Contact time
One of the important factors to use an adsorbent in industrial plants is the contact time between feed and adsorbent during the desulfurization process. Increasing the contact time allows more interaction between the active sites of the adsorbent and the reactants in the desulfurization process. But for an adsorbent to be used in an industrial process, the contact time must reach a minimum value.
The contact time between the ion-exchanged zeolite Y with Co atoms (CoNaY1) and real diesel in the present work has been studied between 10 and 420 min and the results are reported in Fig. 9. As shown in Fig. 9, more than 92% of desulfurization of real diesel is completed in the first 10 min of the process.

Effect of contact time on the prepared zeolite Y (CoNaY1)
There are very few reports about the residence time of the desulfurization process in the published literature, but some authors reported beneficial tips about the contact time for MOF adsorbents[26, 28]. Huo et al. reported that the composite of CuO-ZIF-8 adsorbent is saturated after 250 min (60 mg S/g adsorbent)[26]. However, they reported that about 55 (mg S/g adsorbent) of sulfur compounds are adsorbed in the initial 20 min of the process (about 91.6%), which is in agreement with the present work. Also, the authors marked that the amount of CuO nano sheet on ZIF-8 can affect a final adsorbent capacity in a restricted time. Yang et al. reported an effect of contact time and initial benzothiophene (BT) concentration on MOF adsorbents at 250C [25]. The results showed that the initial sulfur content in the diesel model affects the contact time.
Diesel efficiency yield
A fraction of diesel that has not stuck to the adsorbent during desulfurization is called diesel efficiency yield in the present work. The intermolecular interaction between the adsorbent structure and diesel's organic molecules caused locked up the diesel molecules into the zeolite structure after the desulfurization process. Thus, it is impossible to recover the locked-up diesel molecules into the zeolite structure after the desulfurization process. Figure 10, shows the diesel efficiency yield for the ion-exchanged zeolites by Co, Ni, Zn, and Cu, which are 94%, 87%, 91%, and 90%, respectively. It has been observed that the ion-exchanged zeolite with Cu shows the most remaining diesel after filtration. It is the most practical adsorbent among any else of the prepared adsorbents.

The diesel efficiency after filtration
Adsorption desulfurization pathways by ion-exchanged zeolites
Real diesel fuels include various organic compounds accompanied by different functional groups that affect on adsorptive desulfurization process. It is difficult to identify all functional groups of organo-sulfur compounds in real diesel fuel, but it is possible to categorize them according to their molecular interaction with the adsorbent's transition metal sites.
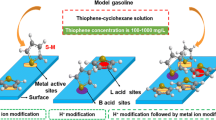
Sulfur-organic compounds could eliminate by transition metals of zeolite adsorbent via the adsorption method either directly or indirectly, which is shown in Fig. 11. The direct desulfurization procedure involves an attack of the sulfur nonbonding electron pair to the ion-exchanged transition metals in zeolite framework (Type1). Type 1 is organic compounds that just have sulfur atoms in their molecular structure such as mercaptans or disulfides. These compounds have just reacted to the adsorbent via S–M interaction. Adsorbents must be sulfur selectable to eliminate these compounds. But according to [2, 10, 15, 34, 38, 39], an ion-exchanged zeolite Y with Ni, Co, Zn, and Cu atoms has a weak tendency to S–M interaction. Organic compounds that have σ and π electron pairs in their carbon structure (N, O, multiple bond exception sulfur atom) such as cyclohexene, 1-butene, and amine compounds, are classified as Type 2. These compounds are known as competitors that could occupy an adsorbent's active sites and be considered an intruder. The presence of these organic compounds reduces the desulfurization capacity of the adsorbent.

Some of the various organic compounds in real diesel. 'Type 1' Some organic molecules just react via sulfur–metal interaction (S–M interaction).'Type 2' Some organic molecules just react via σ and π-complexation interaction (exception S atoms) that are considered as an intruder. 'Type 3' Some organic molecules that react with both S–M interaction, σ, and π-complexation
The indirect desulfurization procedure involves an attack of other aggressive functional groups in a backbone of molecular structures such as O, N, and multiple bonds to the ion-exchanged transition metals (Type3). The compounds in Type3 have both sulfur atoms and competitive functional groups (N, O, multiple bonds) in their molecular structure such as thiophene, benzothiophene, dibenzothiophene, and their derivatives. The presence of these compounds allows the adsorbent to desulfurize sulfur-containing molecules via σ, π-complexation, and S–M interaction, simultaneously. Consequently, three types of aggressive organic compounds may exist in real diesel (Fig. 11).
As shown in Fig. 5 and Table 1, enhancing the transition metals on the zeolite Y structure decrease the desulfurization capacity. According to experimental data, it has been predicted that the dominant organic compounds of used diesel are Type 2.
Figure 12 shows the mechanism of the desulfurization process by zeolite adsorbents. In sulfides, adsorption on zeolite has been explained by using two distinct mechanisms: sulfide-sorbent π-complexation and S–M interaction based on direct coordinate bonding. Figure 12 shows that the nonbonded free electron pairs of sulfur atoms in sulfur-containing molecules connect to the ion-exchanged metal of zeolite Y which is called S–M interaction. But the real diesel includes some organic molecules that have nonbonded free electron pairs or multiple bonds which occupy the active sites of Y zeolite structure. The interaction between these competitors and the ion-exchanged metal of zeolite is called π-complexation and σ-interaction. These compounds reduce the desulfurization capacity of zeolite adsorbent. As shown in Fig. 12, two other interactions may be existed in the desulfurization process, acid–base Lewis and van der Waals force interactions. The capacity of the zeolite in the desulfurization process can be concluded from the mechanism of the desulfurization process by zeolite adsorbents in Fig. 12.

The mechanism of the desulfurization process by zeolite adsorbents
Conclusions
In this work, the desulfurization of real diesel has been studied by an ion-exchanged zeolite Y with Co, Zn, Ni, and Cu atoms. Some desulfurization factors have been studied such as desulfurization yields, contact time, the effect of an ion-exchanged metal, optimum calcination temperature, and regenerated time. The result showed that all prepared ion-exchanged zeolite Y could desulfurize more than 95% of real diesel. So, the type of transition metal has a negligible effect on the desulfurization of used diesel. Also, regeneration time results showed that zeolite Y has high thermal and chemical stability. All regenerated adsorbents show more than 96% after seven cycles of the regeneration process. Furthermore, the contact time in the desulfurization process has shown that 92% of desulfurization is done in the first 10 min. So, the ion-exchange zeolite Y should promise an adsorbent for industrial plants.
References
Z. Zhao, Z. Zuhra, L. Qin, Y. Zhou, L. Zhang, F. Tang et al., Confinement of microporous MOF-74(Ni) within mesoporous γ-Al2O3 beads for excellent ultra-deep and selective adsorptive desulfurization performance. Fuel. Process Technol. 176, 276–282 (2018). https://doi.org/10.1016/j.fuproc.2018.03.037
Z.Y. Zhang, T.B. Shi, C.Z. Jia, W.J. Ji, Y. Chen, M.Y. He, Adsorptive removal of aromatic organosulfur compounds over the modified Na-Y zeolites. Appl. Catal. B Environ. 82, 1–10 (2008). https://doi.org/10.1016/j.apcatb.2008.01.006
F. Lima, L.C. Branco, A.J.D. Silvestre, I.M. Marrucho, Deep desulfurization of fuels: are deep eutectic solvents the alternative for ionic liquids? Fuel 293, 120297 (2021). https://doi.org/10.1016/j.fuel.2021.120297
F. Seyedeyn-Azad, A.H. Ghandy, S.F. Aghamiri, R. Khaleghian-Moghadam, Removal of mercaptans from light oil cuts using Cu(II)–Y type Zeolite. Fuel. Process Technol. 90, 1459–1463 (2009). https://doi.org/10.1016/j.fuproc.2009.06.028
R. Ding, Y. Zu, C. Zhou, H. Wang, Z. Mo, Y. Qin et al., Insight into the correlation between the effective adsorption sites and adsorption desulfurization performance of CuNaY zeolite. J. Fuel. Chem. Technol. 46, 451–458 (2018). https://doi.org/10.1016/S1872-5813(18)30020-3
H.-Y. Sun, L.-P. Sun, F. Li, L. Zhang, Adsorption of benzothiophene from fuels on modified NaY zeolites. Fuel. Process Technol. 134, 284–289 (2015). https://doi.org/10.1016/j.fuproc.2015.02.010
N.A. Khan, S.H. Jhung, Low-temperature loading of Cu+ species over porous metal-organic frameworks (MOFs) and adsorptive desulfurization with Cu+-loaded MOFs. J. Hazard Mater. 237–238, 180–185 (2012). https://doi.org/10.1016/j.jhazmat.2012.08.025
A. Nakhaei Pour, M.R. Housaindokht, S.F. Tayyari, J. Zarkesh, Deactivation studies of nano-structured iron catalyst in Fischer-Tropsch synthesis. J. Nat. Gas. Chem. 19, 333–340 (2010). https://doi.org/10.1016/S1003-9953(09)60061-X
J. Wu, J. Wang, T. Guan, G. Zhang, N. Wang, K. Li, Tailored C-N bond toward defect-rich hierarchically porous carbon from coal tar pitch for high-efficiency adsorptive desulfurization. Fuel 292, 120251 (2021). https://doi.org/10.1016/j.fuel.2021.120251
B. Yoosuk, A. Silajan, P. Prasassarakich, Deep adsorptive desulfurization over ion-exchanged zeolites: individual and simultaneous effect of aromatic and nitrogen compounds. J. Clean. Prod. 248, 119291 (2020). https://doi.org/10.1016/j.jclepro.2019.119291
A. Aghaei, S. Shahhosseini, M.A. Sobati, Regeneration of different extractive solvents for the oxidative desulfurization process: an experimental investigation. Process Saf. Environ. Prot 139, 191–200 (2020). https://doi.org/10.1016/j.psep.2020.04.013
A. Nakhaei Pour, M.R. Housaindokht, S.F. Tayyari, J. Zarkesh, S.M.K. Shahri, Water-gas-shift kinetics over a Fe/Cu/La/Si catalyst in Fischer-Tropsch synthesis. Chem. Eng. Res. Des. 89, 262–269 (2011). https://doi.org/10.1016/j.cherd.2010.07.008
S. Rostami, A. Nakhaei Pour, A. Salimi, A. Abolghasempour, Hydrogen adsorption in metal- organic frameworks (MOFs): effects of adsorbent architecture. Int. J. Hydrogen. Energy 43, 7072–7080 (2018). https://doi.org/10.1016/j.ijhydene.2018.02.160
H. Wang, L. Song, H. Jiang, J. Xu, L. Jin, X. Zhang et al., Effects of olefin on adsorptive desulfurization of gasoline over Ce(IV)Y zeolites. Fuel. Process Technol. 90, 835–838 (2009). https://doi.org/10.1016/j.fuproc.2009.03.004
B. Saha, S. Vedachalam, A.K. Dalai, Review on recent advances in adsorptive desulfurization. Fuel. Process Technol. 214, 106685 (2021). https://doi.org/10.1016/j.fuproc.2020.106685
A. Nakhaei Pour, A.M. Rashidi, K.J. Jozani, A. Mohajeri, P. Khorami, Support effects on the chemical property and catalytic activity of Co-Mo HDS catalyst in sulfur recovery. J. Nat. Gas. Chem. 19, 91–95 (2010). https://doi.org/10.1016/S1003-9953(09)60032-3
Y. Yang, S. Mandizadeh, H. ZHANG, M. Salavati-Niasari, The role of ZnO in reactive desulfurization of diesel over ZnO@Zeolite Y: classification, preparation, and evaluation. Sep. Purif. Technol. 256, 117784 (2021). https://doi.org/10.1016/j.seppur.2020.117784
N. Etemadi, A.A. Sepahy, G. Mohebali, F. Yazdian, M. Omidi, Enhancement of bio-desulfurization capability of a newly isolated thermophilic bacterium using starch/iron nanoparticles in a controlled system. Int. J. Biol. Macromol. 120, 1801–1809 (2018). https://doi.org/10.1016/j.ijbiomac.2018.09.110
A. Nakhaei Pour, Z. Keyvanloo, M. Izadyar, S.M. Modaresi, Dissociative hydrogen adsorption on the cubic cobalt surfaces: a DFT study. Int. J. Hydrogen. Energy 40, 7064–7071 (2015). https://doi.org/10.1016/j.ijhydene.2015.04.028
T.P. Silva, L. Alves, S.M. Paixão, Effect of dibenzothiophene and its alkylated derivatives on coupled desulfurization and carotenoid production by Gordonia alkanivorans strain 1B. J. Environ. Manage 270, 110825 (2020). https://doi.org/10.1016/j.jenvman.2020.110825
S.A. Ganiyu, S.A. Lateef, Review of adsorptive desulfurization process: overview of the non-carbonaceous materials, mechanism and synthesis strategies. Fuel 294, 120273 (2021). https://doi.org/10.1016/j.fuel.2021.120273
S. Farahani, M.A. Sobati, A novel method for the management of sulfone-rich waste produced in the oxidative desulfurization (ODS) process. Chinese J. Chem. Eng. 28, 2447–2456 (2020). https://doi.org/10.1016/j.cjche.2020.04.004
J. Wang, F. Xu, W. Xie, Z. Mei, Q. Zhang, J. Cai et al., The enhanced adsorption of dibenzothiophene onto cerium/nickel-exchanged zeolite Y. J. Hazard Mater. 163, 538–543 (2009). https://doi.org/10.1016/j.jhazmat.2008.07.027
A. Nakhaei Pour, E. Hosaini, A. Tavasoli, A. Behroozsarand, F. Dolati, Intrinsic kinetics of Fischer-Tropsch synthesis over Co/CNTs catalyst: effects of metallic cobalt particle size. J. Nat. Gas. Sci. Eng. 21, 772–778 (2014). https://doi.org/10.1016/j.jngse.2014.10.008
K. Yang, Y. Yan, W. Chen, H. Kang, Y. Han, W. Zhang et al., The high performance and mechanism of metal–organic frameworks and their composites in adsorptive desulfurization. Polyhedron 152, 202–215 (2018). https://doi.org/10.1016/j.poly.2018.06.036
Q. Huo, J. Li, X. Qi, G. Liu, X. Zhang, B. Zhang et al., Cu, Zn-embedded MOF-derived bimetallic porous carbon for adsorption desulfurization. Chem. Eng. J. 378, 122106 (2019). https://doi.org/10.1016/j.cej.2019.122106
A. Nakhaei Pour, M.R. Housaindokht, S.M.K. Shahri, E.G. Babakhani, M. Irani, Size dependence on reduction kinetic of iron based Fischer-Tropsch catalyst. J. Ind. Eng. Chem. 17, 596–602 (2011). https://doi.org/10.1016/j.jiec.2011.05.002
S. Wang, Y. Zu, Y. Qin, X. Zhang, L. Song, Fabrication of effective desulfurization species active sites in the CeY zeolites and the adsorption desulfurization mechanisms. J. Fuel. Chem. Technol. 48, 52–62 (2020). https://doi.org/10.1016/S1872-5813(20)30003-7
A. Tavasoli, A. Nakhaei Pour, M.G. Ahangari, Kinetics and product distribution studies on ruthenium-promoted cobalt/alumina Fischer-Tropsch synthesis catalyst. J. Nat. Gas. Chem. 19, 653–659 (2010). https://doi.org/10.1016/S1003-9953(09)60133-X
F. Tian, Q. Shen, Z. Fu, Y. Wu, C. Jia, Enhanced adsorption desulfurization performance over hierarchically structured zeolite Y. Fuel. Process Technol. 128, 176–182 (2014). https://doi.org/10.1016/j.fuproc.2014.07.018
D.J. Moon, W.T. Lim, K. Seff, Crystal structure of a hydrogen sulfide sorption complex of anhydrous Mn2+-exchanged zeolite Y (FAU, Si/Al = 1.56). Microporous Mesoporous Mater. 279, 432–8 (2019). https://doi.org/10.1016/j.micromeso.2019.01.027
A. Khaleque, M.M. Alam, M. Hoque, S. Mondal, Haider J. Bin, B. Xu et al., Zeolite synthesis from low-cost materials and environmental applications: a review. Environ. Adv. 2, 100019 (2020). https://doi.org/10.1016/j.envadv.2020.100019
S. Nuntang, P. Prasassarakich, C. Ngamcharussrivichai, Comparative study on adsorptive removal of thiophenic sulfurs over Y and USY zeolites. Ind. Eng. Chem. Res. 47, 7405–7413 (2008). https://doi.org/10.1021/ie701785s
M.L.M. Oliveira, A.A.L. Miranda, C.M.B.M. Barbosa, C.L. Cavalcante, D.C.S. Azevedo, E. Rodriguez-Castellon, Adsorption of thiophene and toluene on NaY zeolites exchanged with Ag(I), Ni(II) and Zn(II). Fuel 88, 1885–1892 (2009). https://doi.org/10.1016/j.fuel.2009.04.011
Y. Shi, X. Yang, F. Tian, C. Jia, Y. Chen, Effects of toluene on thiophene adsorption over NaY and Ce(IV)Y zeolites. J. Nat. Gas. Chem. 21, 421–425 (2012). https://doi.org/10.1016/S1003-9953(11)60385-X
Y. Shi, W. Zhang, H. Zhang, F. Tian, C. Jia, Y. Chen, Effect of cyclohexene on thiophene adsorption over NaY and LaNaY zeolites. Fuel. Process. Technol. 110, 24–32 (2013). https://doi.org/10.1016/j.fuproc.2013.01.008
B. Jiang, T. Zhu, N. Jiang, M. Gong, G. Yang, F. Li et al., Ultra-deep adsorptive removal over hierarchically structured AgCeY zeolite from model gasoline with high competitor content. J. Clean Prod. 297, 126582 (2021). https://doi.org/10.1016/j.jclepro.2021.126582
R. Dehghan, M. Anbia, Zeolites for adsorptive desulfurization from fuels: a review. Fuel. Process Technol. 167, 99–116 (2017). https://doi.org/10.1016/j.fuproc.2017.06.015
A.J. Hernández-Maldonado, R.T. Yang, Desulfurization of commercial liquid fuels by selective adsorption via π-complexation with Cu(I)−Y Zeolite. Ind. Eng. Chem. Res. 42, 3103–3110 (2003). https://doi.org/10.1021/ie0301132
B. Yang, X. Zhou, Y. Chen, Y. Fang, H. Luo, Preparation of a spindle δ-MnO2@Fe/Co-MOF-74 for effective adsorption of arsenic from water. Colloids Surf. A Physicochem. Eng. Asp. 629, 127378 (2021). https://doi.org/10.1016/j.colsurfa.2021.127378
Acknowledgements
The authors of this work appreciate the financial support of the Ferdowsi University of Mashhad, Mashhad, Iran (Grant No.3/56862).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rostami, S., Nakhaei Pour, A. & Mohammadi, A. Diesel desulfurization by the adsorptive method using promoted Y zeolite by Zn, Cu, Co, and Ni metals. J IRAN CHEM SOC 20, 2069–2078 (2023). https://doi.org/10.1007/s13738-023-02827-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13738-023-02827-5