
Abstract
In recent years, noise pollution has become one of the most critical human environmental problems. It has adverse effects on people’s health and their work efficiency. Therefore, porous materials have gained enormous attention because they offer excellent sound absorption properties, low density, high specific strength, etc. In this review article, sound absorption in materials with specifically related properties such as sound absorption coefficient, sound absorption mechanisms, and types of metallic and non-metallic sound-absorbing foams are studied and discussed. Moreover, various kinds of porous polymeric materials are summarized, and in this respect polyurethane (PU) composite foams are represented with more details. Polyurethanes have several advantages such as reasonable physical, mechanical and thermal properties, acceptable processability, and chemical resistance. Polyurethane foam is a polymeric material with a cellular structure which makes it an effective sound absorber. Furthermore, various methods of preparing polymer foams are also presented. Different nanoparticles, synthetic and natural fibers are added to PU foam to enhance its acoustic properties. These additives and their effects on the sound absorption properties of PU foams are listed. Besides, various polymeric foam formation methods are explained with their advantages and disadvantages. Finally, discussion covers “porosity” as one of the most important factors on sound absorption properties of materials.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Sound pollution has been perceived as an important issue in recent centuries. Various motions produce sounds that propagate as an acoustic wave through a gas, liquid, or solid medium [1]. Human beings can distinguish acoustic waves only in the frequency range of 20 Hz–20 kHz (the audio frequency range). However, Kumar claimed that an unpleasant sound corresponds to spectral frequencies between 2500 and 5500 Hz [2]. The ear is more sensitive to sounds between 3000 and 4000 Hz. An unpleasant noise is primarily associated with noise intensity at frequencies between 2000 and 5000 Hz [3]. Various sets of sounds, such as transportation, road traffic, construction, industrial plants, public work, home appliances, and buildings, have several disadvantages: sleep disturbance, fatigue, hypertension, hearing impairment, and decreased school performance [4, 5]. Due to fast urbanization, industrial development, transportation, and the drastic increase in vehicles, sound pollution has become a critical issue globally [6, 7]. Therefore, it is of utmost importance to develop sound absorption materials to counteract the adverse effect of these unpleasant sounds and reduce the reverberant noise levels. Sound absorption materials are usually used as: (1) interior lining for apartments, automotive, aircraft, and ducts; (2) enclosures for noise equipment; and (3) insulations for appliances [8, 9]. They are very beneficial in controlling sound transmission due to their ability to absorb most of the sound energy striking the material, with very little reflection. They can be located near the source of noise or close to the receiver, or in various paths (above barriers). There is a wide range of sound-absorbing materials, but porous materials have the highest range of sound absorption coefficient. A porous absorbing material is a solid that contains cavities and channels so that sound waves can enter and pass through them. These porous materials can be divided into two main groups: closed-cell and open-cell materials. In closed-cell materials, pores are entirely isolated from their neighbors, while in open-cell materials, pores have continuous connections with each other. The openness or closeness of pores affects the macroscopic properties such as bulk density, mechanical strength, and thermal conductivity. In sound absorption, open-cell materials are more efficient than closed-cell ones [10, 11]. Polymeric foams are extensively used in various applications, including sound-absorbing materials, due to their favorable properties compared to counterpart materials. However, their foam applications are limited owing to poor mechanical strength and low thermal and dimensional stability. The addition of various types of nanoparticles and fibers to foams can lead to a new class of materials (composite) that are lightweight, high in strength, and multifunctional [12, 13]. Among different polymer foams, polyurethane (PU) foams have become the most important class of polymeric foams for sound absorption applications, mainly due to their low density, lightweight, good mechanical properties and ease of manufacturing [14, 15].
In this article, sound absorption mechanism is briefly explained, and then various types of sound-absorbing materials are reviewed. Next, recent works on sound absorption properties of various polymer foams are summarized, which is followed by an introduction on foam formation processing methods. Then the acoustic properties of polyurethane (PU) foams are extensively investigated. In the subsequent section, the effect of various types of nanoparticles and fibers on sound absorption properties of PU foams is listed, and their most effective parameters are specified. Finally, porosity is defined, and the results of recent works on the correlation between porosity and sound absorption behavior are examined.
Sound absorption
Sound absorption coefficient
When sound waves strike a surface, the total sound energy may be expressed as below:
where Ei is the total incident sound energy, Er is the reflected sound energy, Ea is the absorbed sound energy, and Et is the transmitted sound energy (Fig. 1) [16].

Schematic of the sound absorption process. Reprinted with permission from Ref. [17]
The sound absorption coefficient (α) is defined as the ratio of absorbed energy to incident energy quantifying the amount of sound absorbed by a material.
The absorption coefficient depends on the frequency [17]. The impedance tube method is extensively used to measure sound absorption coefficients of acoustic materials as a function of frequency [18, 19].
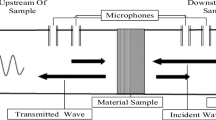
The measurement method is based on the relationship between the incident and reflected sound from the sample surface. The sound pressure is measured by two microphones at two different locations near the sample. Then, the calculation of α is performed by invoking a transfer function based on the pressure differences between the two microphone positions. These pressure differences depend on the degree of reflection and absorption of the standing waves that are influenced by the sample under test. Figure 2 illustrates a schematic of the impedance tube system. The impedance tube is equipped with two microphones (Mic.1 and Mic.2), a loudspeaker (located at one end of the tube), a sample holder, and frequency analysis. A loudspeaker propagates broadband random sound waves at one end of the tube, which are transmitted to the surface of a sample at the other end. The reflected waves are recorded by the microphones on the tube wall before the calculation of normal incidence absorption coefficient by the analyzer. The specimen is positioned on the rigid plate, and no air gap at the backside of the sample is allowed to exist. The distance between the loudspeaker and the specimen should be long enough (900 mm) due to the propagation of the plane wave in the tube. The impedance tube system used in the experiment includes a large tube with a diameter of 100 mm and a small tube with a diameter of 30 mm to measure the absorption coefficients at low frequencies (63–1600 Hz) and high frequencies (1600–6300 Hz) limits, respectively. The full frequency range for the sound absorption coefficients presented in this report is a combination of the values measured in the large tube (63–1600 Hz) and the small tube (1600–6300 Hz) which gives the measured frequency range of 63–6300 Hz. The measurement of the sound absorption coefficient was repeated four times. All the tests were accomplished at formulated temperature conditions of 22 °C, relative humidity of (45 ± 10)% and pressure of 101.7 kPa [20]. Samples of 30 mm (low) and 100 mm diameter (high), and 20 mm thickness have been prepared for carrying out this test (Fig. 2) [21].

Schematic diagram of sound absorption measurement system. Reprinted with permission from Ref. [155]
Sound absorption mechanism
Active or passive noise control is a means of sound emission reduction. A power source is used in active sound control, while a noise-reducing material (such as sound absorbers or sound insulators) is applied in passive noise control. Their mechanism and their frequency region are shown in Fig. 3. Passive noise control is more cost- and energy-efficient as it does not need any power source. However, it does not perform well at low frequencies. This is the main weak point of passive sound absorbers that has been investigated in many studies to improve their sound absorption behavior at low frequencies [22].

a Active and passive noise control mechanisms, and b frequency response region of the active and passive noise control methods. Reprinted with permission from Ref. [22]
When sound waves penetrate the surface of a passive sound absorber, sound energy is converted into heat energy through frictional and viscous resistance in the fibrous or cellular structure of porous materials [18]. Although there are differences in the configuration of porous materials, the sound absorption mechanisms are similar. Sound energy is reduced due to (1) air movement in the pores that creates friction with the walls of pores, and as a result, the sound energy is converted into heat and then dissipated; (2) air in the pores which are intermittently compressed and released, leading to energy reduction through the process of energy conversion; (3) the resonance of pore walls that the sound energy would be converted into mechanical and heat energy [18, 23, 24].
Sound absorption materials
Sound absorption materials absorb most of the sound energy hit on them and some are slightly reflected. Therefore, sound-absorbing materials can be considered as valuable materials for noise control [25]. There are two main types of sound absorbers: resonant sound absorption materials and porous sound absorption materials [18, 26, 27].
Resonant sound absorption materials can be classified as Helmholtz resonators (HR), membrane absorbers, and perforated panels. These materials usually exhibit good sound absorption properties at low frequencies, but the main disadvantage is their sound absorption ability only in a narrow frequency range [18]. The Helmholtz resonator is made up of a cavity connecting with an external duct through an orifice. It is an efficient device for noise reduction in a narrow band at its resonance frequency [28]. Due to the durable, tunable, and simple HR features, it has been used in various duct structure systems, such as ventilation and air conditioning systems in buildings, automotive duct systems, and aero-engines [28, 29].
Moreover, their applications extend to other fields such as notch filters and ultrasonic metamaterials [30, 31]. Membranes can be used in various applications, including sound absorbers in a lightweight, durable, translucent, flexible, and designable form [32]. A conventional membrane absorber comprises a single leaf impervious membrane placed in front of a rigid wall, with an air cavity between them [32, 33]. Their sound absorption characteristics depend on the surface density, membrane tension, and back-cavity depth [33]. Membrane absorbers are effective sound absorbers only at one or two octaves of their resonance frequency. Therefore, they are usually combined with microperforated panels (MPPs) to increase their sound absorption bandwidths [33]. Panel sound absorbers are typically used to absorb low-frequency noise in architectural applications such as concert halls, theaters, recording studios, and so on. In these systems, flexible panels are usually made of metal, wood, gypsum, or plastic board overlaid on an air space that can be partially or completely filled with porous materials [34, 35].
Porous sound absorption materials are made up of channels, cracks, or cavities. They can be divided into three main categories based on their microscopic configurations: cellular, fibrous, and granular. Open-celled foams are examples of cellular materials, while fibrous materials include those made from natural or synthetic fibers. Asphalt, porous concrete, granular clays, sands, gravel, and soils are examples of granular materials [25, 36].
The ability of a material for sound absorption is affected by various factors such as thickness, density, porosity, tortuosity, compression, airflow resistance, fiber size, surface impedance, and position of sound absorption material [8, 37].
Acoustic foams
Noise reduction materials are often made of porous foams because of their low density and high specific surface area [38]. Metallic and polymeric foams are the two main types of acoustic foams.
Metallic foams
Metal foam is one kind of porous material, which acts as an effective sound absorber because it has both metallic and porous structured properties [39]. Metallic foams have gained significant attention because of their multifunctional abilities, such as ability to absorb while being lightweight and having high stiffness, mechanical isolation, fire protection, and chemical stability, and so forth [40, 41]. Among all different kinds of metals, aluminum (Al) foams have been investigated extensively [42, 43]. Open-cell Al foams have relatively good sound absorption ability because sound energy is consumed by viscous friction between air molecules and pore walls and thermal heat [44]. Closed-cell Al foams cannot be as good as open-cell sound absorbers because air permeability is a fundamental requirement in sound absorption materials. Sound absorption properties of closed-cell Al foams can be significantly enhanced by modifying their surface and structure [45]. Unlike Al foams, titanium foams [46] and nickel foams [38] have been quite rarely investigated in their standpoints of acoustic properties. The vast majority of studies on porous metal materials generally focus on acoustic properties under normal conditions. Wang experimentally investigated the sound absorption features of metal foams at high sound pressure levels, which is faced in aircraft engine liners and combustion chambers for rocket engines [47].
Polymeric foams
Polymer foams are polymer matrices containing many holes inside and are known as porous materials. They have some advantages such as low density, good heat insulation, good sound absorption, high specific strength, and resistance to corrosion [48]. Polymer foams can be characterized by their density, cell size, and wall thickness. They can be divided into two main groups depending on the processing method: open-cell foam (cells are connected) and closed-cell foam (cells are isolated) (Fig. 4). In the closed-cell foams, the sections are isolated, making them more rigid than open-cell foams.

Images of open-cell and closed-cell foams. Reprinted with permission from Ref. [50]
In contrast, interconnected cells in open-cell foams make them more flexible with better absorbent properties [49]. However, closed-cell foams possess higher strength and more excellent resistance to air or water vapor leakage. The choice of foam depends on the application performance and specific characteristics.
Low mechanical strength, poor surface quality, and low thermal and dimensional stability are weak points of polymer foams that can be improved by adding various types of fibers and nano-size particles [51, 52]. Polymer foams with nanoparticles (polymer nanocomposite foams) have unique structures and properties due to the tailorable characteristics of nanoparticles. Shape, size, and surface chemistry can easily be customized to control foam structure and properties [49]. The strength, surface area, and damping properties of polymer nanocomposite foams have increased compared to those of conventional polymer foams [53, 54].
Polymeric foams as sound absorbers
Polymeric foams have been extensively used as efficient sound absorbers in buildings and various types of vehicles. They are particularly suitable for weight-sensitive applications, such as sound absorption in aircraft cabins, due to their low-density, resulting from the cellular structure of the foams [55]. Polyimide (PI) foams can be used as an effective sound absorption material in aircraft and rockets in particular, as they have outstanding acoustic properties reported in Table 1 [56, 57]. The acoustic performance of PI foam was optimized through chemical and physical reticulation [58]. Moreover, the sound acoustic behavior of PI, especially at low-frequency regions, was improved through structural design such as cellular structure precision controlling and sharp holes introducing [59]. The effect of 4,4-diamino diphenyl ether (ODA) on the sound absorption properties of polyimide (PI) foam was investigated. By adding ODA, PI foam showed a high acoustic absorption coefficient, while PI foam without ODA has a vast acoustic broadband [60].
The effects of manufacturing parameters such as foaming temperature, particle size, and percentage of foaming agent on the sound absorption properties of PMMA foams were investigated. The sound absorption behavior of various PMMA foams produced at different foaming temperatures with different NaCl particle sizes and different NaCl contents has been studied. The results show that the PMMA sample B, which has been foamed at a temperature of 80 °C, and the PMMA sample E, foamed using higher NaCl particle sizes (˃500 µm), and the PMMA sample F, containing 70% NaCl, have the best sound absorption performance [61].
The acoustic performance of polyether urethane (PEU) foam was examined by adding a low amount of carbon nanotubes (CNT) and discovered a limitation on the addition of CNTs to improve the sound absorption properties of PEU foam. PEU foam, containing 0.05% CNT, showed the best sound absorption behavior [62].
The sound absorption properties of open-cell polyolefin (PO) foams are investigated. The results reveal that the open-cell PO foams show better acoustic absorption performance than the closed-cell ones. They can be considered as an excellent alternative to PU foams for acoustic absorption due to their superb acoustic behavior [63, 64]. Another study on the hybrid polyethylene (PE)/polypropylene (PP) showed that closed-cell hybrid PE/PP foams have good sound absorption behavior over a broad frequency range and are especially effective at low frequencies. With the increase of perforation density, the absorption peak increases, and the sound curve moves to higher frequencies because of the higher surface area for air frictional losses [65]. In another investigation on the sound absorption properties of polypropylene (PP) foam, a novel strategy was developed to produce cavity-integrated acoustic foams. The cavity-integrated acoustic foams exhibit significantly better sound absorption behavior in comparison with acoustic foams without a cavity. The cavity-integrated foams presented a peak absorption coefficient of 0.65–0.95 in a frequency range of 950–1200 Hz [66].
The sound absorption performance of polylactic acid (PLA) was studied in different studies, and the data are gathered in Table 1 [67, 68]. The effect of thermal annealing on the sound absorption coefficient of polyvinylidene fluoride (PVDF) foam was studied. A significant increase in the sound absorption was demonstrated after the thermal annealing of the PVDF foams at 140 °C [69]. Polyvinyl formal foam is another polymeric foam whose acoustic behavior was studied, and the results are summarized in Table 1 [70].
A mixture of 70% meta-kaolin and 30% blast furnace slag powders is employed as a raw material in the production of inorganic polymeric foams (IPF). The effect of density on sound absorption behavior of IPF was investigated. Sound absorption coefficients increase with decreasing density. Thus a sample with a density of 400 kg/m3 shows the best acoustic performance [71]. The sound absorption performance of rigid and flexible green biopolymer foam was studied. A flexible foam offers better acoustic properties compared to a rigid foam mainly due to its morphology structure. Flexible foams give an open-cell structure, while rigid foams have a closed-cell structure [72].
Polymeric foam formation methods
There are three main foaming methods: (1) mechanical foaming: air is added to the polymer by mechanical stirring. Figure 5 shows a schematic diagram of mechanical foaming. There is no additional foaming agent, and the process is simple. This method is safe, cost-effective with high efficiency. However, this method needs more equipment [48]. (2) Physical foaming: in this method, a low-boiling-point (BP) liquid and a polymer are mixed to form a homogeneous mixture. This is usually done through heating and pressurization, as shown in Fig. 6. Consequent pressure reduction or temperature increase results in a supersaturation state and gas-forming nuclei and expanding. Physical foaming agents such as carbon dioxide and nitrogen are low in cost, so they are economical. This method does not release any pollutants. It has little effect on the characteristics of produced foam. But, this method needs high technical equipment and special injection molding machine [12, 48]. (3) Chemical foaming: this method can be carried out in two different ways. As shown in Fig. 7a, a blowing agent is added to a molten polymer, and mixed, which is followed by a gas release. After this, foam is produced by heating and pressurizing. In a second way (Fig. 7b), two different polymers are mixed, and the chemical reaction between them produces inert gases, and then foam is produced. Unlike physical foaming, chemical foaming can be performed with an ordinary injection molding machine. However, the cost of the mold is high. It requires a second clamping pressure device during the high-pressure foaming process [48].

Schematic diagram of mechanical foaming. Reprinted with permission from Ref. [48]

Schematic diagram of physical foaming. Reprinted with permission from Ref. [48]

Schematic diagram of chemical foaming. Reprinted with permission from Ref. [48]
The physical foaming method is a preferred technique for polymeric foam production due to the lack of hazardous chemical components [49]. Supercritical fluids, especially CO2, have gained attention for polymer foaming processes as physical blowing agents. CO2 is stable, non-toxic, non-flammable, low cost, easily accessible, and recyclable. It has a relatively high solubility in polymers, diffuses into polymer melt, and reduces the viscosity. CO2 can be used in both the continuous (extrusion) and non-continuous (injection molding) foaming processes [73, 74].
Foams can be produced by both continuous processes such as extrusion foaming and non-continuous processes such as batch foaming and injection molding foaming [12]. Foam extrusion molding and foam injection molding are two main processing techniques [48]. Continuous extrusion foaming (both single- and twin-screw extruders) is the most commonly used method in the plastic foam industry. A blowing agent such as carbon dioxide (CO2) or nitrogen (N2) is usually used in extrusion molding. Extruder consists of several heating zones and is heated to a specified temperature according to process conditions. Then, a polymer is added to the hopper of the extruder. A syringe pump is used to introduce a blowing agent (supercritical fluid) in the barrel zone. The supercritical fluid is dissolved in the polymer melt and produces a homogenous mixture. When this mixture passes through a die, a rapid pressure drop induces phase separation and cell nucleation. Pressure drop, especially its rate, is the main driving force for cell nucleation. Finally, microcellular foams were obtained [48, 75, 76]. Foam injection molding is more suitable for the production of complex components than extrusion foaming [77]. This method is extensively used in civil and mechanical construction, automotive and aerospace industries, packaging, transportation, and household products [78]. In the injection foaming method, a polymer is molten, and a supercritical fluid is injected into the barrel. They mix and form a homogeneous solution. This solution is injected into the cavity and undergoes a rapid decrease in pressure, which is the driving force for cell nucleation and growth [79, 80].
Polyurethane foams
Polyurethanes (PU) are synthesized by the reaction between diisocyanate/polyisocyanate and polyols in the presence of catalysts [81, 82]. Isocyanate is responsible for PU reactivity and curing properties [83], while polyols lead to long flexible segments, which produce soft elastic polymers [84]. The role of catalysts is to accelerate the reaction between the isocyanate and polyols and allow the reaction at lower reaction temperature [85, 86].
Polyurethanes (PU) are the most versatile kind of polymers. They have a wide range of materials with various properties mainly due to their structural diversity, resulting from the type of polyols or polyisocyanates from which PUs are made [86,87,88]. PUs have the durability and toughness of metals and the elasticity of rubbers simultaneously, which made them appropriate alternatives to metals, plastics, and rubbers in various applications [85, 89].
PUs can be used as foams, coatings, elastomers, sealants, and adhesive-based products [54]. The most important PU application is in its foam, which is the primary market of PU [90]. PU foams can be categorized into flexible and rigid foams based on open or closed cells [91]. There are some differences between these two types. Rigid PU foams (RPUFs) are a kind of highly cross-linked polymer with a fundamentally close cell structure. They have numerous desirable properties such as low density, low thermal conductivity, good mechanical properties, high strength-to-weight ratio, superb damping abilities, low moisture permeability, low water absorption, excellent weather ability, and excellent dimensional stability [92, 93]. Flexible PU foams (FPUFs) are highly cellular polymers. They exhibit excellent viscoelasticity, making them suitable for packaging applications, comfortable cushions in furniture and automotive, bed mattresses, carpet underlays, and tough floor covers [54, 94, 95]. Additionally, they can be considered as good sound absorbers, mainly in transportation, due to their low density, flexibility, and ease of manufacturing [91, 96]. However, FPUFs are easily ignitable and highly explosive, limiting their more significant usage [94].
PU foams account for the largest market among polymeric foams. A wide range of PU foam applications are briefly listed here. (1) Automotive industry: flexible polyurethane foams are extensively used for automotive seat construction because they can make seats more comfortable [97]. Also, due to a high sound absorption efficiency of PU foams, they are used as sound absorption materials to control and decrease noise and vibration levels in vehicles. Apart from these, they can also be used in car bodies, doors, windows, ceilings, and bumpers because PU foams can increase the performance/weight ratio [98]. (2) Aerospace industry: shape memory PU (SMPU) foam has been applied in hinges, foldable truss booms, coilable truss booms, STEM booms, solar arrays, deployable panels, reflector antenna, and morphing wings in aerospace applications [99]. (3) Building and construction applications: owing to excellent heat insulation capacity, highly desirable strength-to-weight ratio, low cost, easy installation, versatility, and durability, PU foams are extensively used in different parts of buildings. This could be considered as a positive trend because PU foams reduce energy consumption and conserve natural resources and the environment [100,101,102]. (4) Radar absorption applications: PU foams can be used as the core materials in the sandwich structures, which are appropriate structures for this purpose due to their high strength-to-weight ratio [103, 104]. (5) EMI (electromagnetic interference) shielding applications: PU foams have gained attention in this regard owing to their flexibility, lightweight, corrosion resistance, and ease of processability compared with metals, which are made of traditional shields. The main disadvantage of PU foams for this purpose is their low electrical conductivity, which can be improved by adding various kinds of carbon fillers such as carbon black, carbon fibers, carbon nanotubes, and graphene [105, 106]. (6) Biomedical applications: PU foams have been used as central venous catheters, vascular grafts, cardiac valves, mammary prostheses, ocular implants, and drug delivery systems [14]. Improvements in biostability of PU foams through using more stable polysiloxanes and polyolefins and surface modification by the addition of nanoparticles such as graphene, graphene oxide, and CNTs, made them desirable materials for drug release systems, scaffolds, or stents in soft tissue engineering, the absorption of biological fluids or as biocatalytic air filters, with high pH resistance, resistance to solvents, or high temperatures [14, 107,108,109]. (7) Oil absorbents: PU foams can be considered as a good absorbent because of some features such as oleophilicity, hydrophobicity, high uptake capacity, high uptake rate, oil recovery from absorbents, retention over time, reusability, and biodegradability of absorbents [92].
PU foaming methodologies
Foams are a type of materials containing gaseous cavities surrounded by a liquid or solid. Once cured, they consist of cells, which can be opened with interconnected cells or closed with separate cells, which are often non-permeable [110]. Various methods can be used to produce PU foams with various properties suitable for different applications. Molding, slabstock, and spraying are standard techniques used at large scales. In the molding procedure, the reactants are injected into a mold. After curing, the molded foam is detached. This method is extensively used to produce seat cushions for furniture and vehicles. In the slabstock process, the reactants are continuously poured into a moving conveyor. Cushioning and comfort materials are usually produced by this method. In the spraying technique, PU is projected on a surface or cavity. This is typically used to make insulation layers on flat surfaces such as roofs [14]. Polyurethane spray foams may either be open cells or closed cells. Open-cell polyurethane spray foam has a high-density range of 6.4–19 kg/m3 [92]. A new technology named three-dimensional (3D) printing has been recently used to produce PU foams [111, 112]. This technology provides an opportunity for engineers to design products in tailored sizes and shapes for packaging applications.
PU foams as sound absorbers
As mentioned earlier, PU foams are extensively used as construction materials not only as thermal insulators but also as sound absorbers, especially for industrial applications, theaters, offices, and sound studios [14]. Additionally, PU foams are frequently used in the automobile industry to provide comfortable driving conditions for passengers and drivers. In vehicles, undesirable noise is generated from two different sources: airborne noise (500–8000 Hz) due to collisions of air molecules with the car and structure-borne noise (30–500 Hz) due to mechanical vibrations [14, 113, 114]. A significant number of research works have been done to investigate the effect of various types of nanoparticles and fibers on the sound absorption of PU foams and try to enhance the sound absorption coefficient of PU foams.
The effect of various nanoparticles with different dimensions on the sound absorption properties of PU foam is listed in Table 2.
Figure 8 indicates the sound absorption coefficient (α) of PU foam with additive species (MWCNT/PFA). As seen in this figure, the maximum sound absorption coefficient is shifted to lower frequencies range with increasing MWCNT in the range of up to 1% by weight [116].

Sound absorption coefficient of PU foam with additive species (MWCNT/PFA) and frequency. Reprinted with permission from Ref. [116]
Figure 9 shows the sound absorption coefficient (α) of polyurethane composite foams (a) including talc filler for 0–1% by weight contents and (b) three types of fillers (talc, zinc borate, aluminum hydroxide) at 1% by weight [120]. As seen in Fig. 9a, the increase in talc fillers changes the maximum sound absorption coefficient (α) of composites to lower frequencies. However, as seen in Fig. 9b, the maximum sound absorption also depends on the hydrophobicity of nanoparticles. The pore size of composite foams with hydrophobic fillers is smaller than that of foams with hydrophilic fillers due to differences in cell decay phenomena. This difference in the surface properties of fillers, including the pore size and pores of the composite foams, significantly affects the sound absorption properties of the composite material and the sound absorption efficiency of the foams, causing the sound absorption coefficient to follow a similar trend with its drop modulus. This shows that the measurement reflects the energy lost between the polymer chains and the filler material through microstructural deformation [120].

Sound absorption coefficient of polyurethane composite foams a including talc filler at various contents, and b three types of fillers (talc, zinc borate, aluminum hydroxide) at 1% by weight. Reprinted with permission from Ref. [120]
Table 3 represents the effect of various synthetic and natural fibers on the sound absorption behavior of PU foam. As seen in this table, the best sound absorption behavior of PU foam with synthetic fiber belongs to PU with 0.07% polyethylene fiber with sound absorption of 82–85% in the frequency range of 1600–6300 Hz and with a frequency peak at 5000 Hz [130]. Table 3 also indicates the sound absorption behavior of PU-5% natural fiber rice hull (RH) foam that has a sound absorption of about 98% in the frequency range of 50–1000 Hz and a frequency peak at about 850 Hz [131].
The effect of the formation of interpenetrated polymer networks (IPN) on the acoustic behavior of PU foam was investigated with different ratios of PU/PMMA. PU/PMMA IPN foams have better sound absorption properties compared to PU and PMMA homopolymers. The 75:25 IPN sample showed the highest sound absorption coefficient compared to other ratios, especially in the frequency range of 1500–4000 Hz. The acoustic performance of the foams improved at a particular frequency because of the formation of IPN foams [140]. Table 4 and Fig. 10 represent the effect of interpenetrating polymer networks (IPN) on the sound absorption behavior of PU foams.

Sound absorption coefficients of PU and IPN foams with different PU/PMMA mass ratios. Reprinted with permission from Ref. [140]
Porosity and sound absorption
One of the most important factors that should be considered in the acoustic behavior of porous materials is the number, size, and type of pores. There should be sufficient pores on the surface of materials to allow the sound waves to enter the porous materials, pass through the pores, being dissipated by air friction, and consequently to be absorbed [8, 141]. Porosity is defined as the ratio of the air volume contained within a porous material to the total volume of the material [142]. The porosity value for porous materials is between 0 and 1, while for polymer foams and fibrous materials is in the range of 0.95–0.99 [27]. Porous materials are categorized into three main types of foams depending on the degree of cell opening: open-cell foams, closed-cell foams, and semi-open foams [143]. Generally, materials with open pores have superior sound-absorbing properties than materials with closed pores [144]. Semi-open foams with adequate cell openness can be appropriate sound absorbers [145]. The relationship between the cell openness of PU foam and acoustic behaviors was studied. The PU foam with the greatest cell openness demonstrated better sound absorption performance than others [143, 146]. The effect of pore size on the sound absorption properties of PMMA was investigated. The results revealed that nanoporous PMMA shows a different acoustic behavior compared to microporous PMMA. Microporous PMMAs show one wide peak, while nanoporous PMMAs exhibit two narrower peaks at different frequencies. Besides, nanoporous PMMAs do not absorb sound at high frequencies (6000 Hz), unlike microporous PMMAs [147]. In a study on phenolic foam, it is evident in SEM images that by adding epoxy resin to such foam it has reduced its pore size. With the increase in the amount of epoxy, the pore size becomes smaller, and the distribution of pores becomes more concentrated and homogeneous. The sound absorption performance of phenolic foam was considerably improved by adding epoxy resin from 35% for the pure phenolic foam to 70% for foam with 5% epoxy resin. With the increase in epoxy resin (from 5 to 10% and 15%), the sound absorption coefficient increased significantly. It can be concluded that the higher open-cell porosity and more homogeneous cell distribution result in a higher sound absorption coefficient. Besides, the sound absorption coefficient of phenolic foam increases by reducing pore size [148]. In polyurethane foams, the results revealed that with the reduction of mean cell diameter, the acoustic damping efficiency in low-frequency ranges enhances [149]. For fully reticulated PU foam, reducing pore size increases airflow resistivity and improves sound absorption behavior [150]. The relationship between sound absorption properties of flexible polyurethane (FPU) foam and cell structure was investigated by controlling the cavities and pores in the foam by applying two different kinds of gelling catalyst DBTDL (dibutyltin dilaurate 95%) and DABCO (33% triethylenediamine and 67% dipropylene glycol). DBTDL catalyst is more active in gelling than DABCO, which results in a higher number of small pores and cavities in the FPU foam. Thus, DBTDL-catalyzed foams have lower density values than DABCO-catalyzed foams. Density reduction results in a decrease in sound absorption. However, many small cells compensate for the negative effect of low density on sound absorption by providing irregular transmission routes for the sound waves [114]. In polyurethane composite foam, the effect of magnesium hydroxide (MH) on pore size, porosity, and sound absorption coefficient was investigated. Significant differences were not shown in the pore size by the addition of MH. Therefore, it cannot be a crucial point to comprehend the sound absorption behavior of PU composite foam. In this case, the porosity is the only influencing factor on sound absorption behavior. An increase in open porosity improves the sound absorption properties until an optimum amount, where after that, an increase in porosity has a negative impact on the sound absorption coefficient. The optimum porosity of PU composite foam is 63% with 1% MH, which has reached the highest noise reduction coefficient of 0.53 [113]. Additionally, the effects of multiwall carbon nanotube (MWCNT) and perfluoroalkane (PFA) additives on the sound absorption properties of flexible polyurethane foams were studied. With increasing PFA content up to 1.25 phr, the cell size of the PU foam reduced. Further increase of PFA to 1.75 and 2.50 phr leads to increase in cell size. Therefore, the minimum cell size of 431 µm is achieved by 1.25 phr of PFA. Similar trends were shown by adding hexamethyldisiloxane (HMDS) and MWCNT and the optimum amount was reported to be 1.25 phr and 0.5 phr. The results suggest that a reduction of the cell size within the PU foam by the addition of additives improves the sound absorption behavior [116]. Similar trends in the relationship of cell size and sound absorption coefficient of PU foam were observed by the addition of talc, zinc borate (ZB), and aluminum hydroxide (AH) [120]. Moreover, in another research, the impacts of pore size on the acoustic absorption properties of the closed-cell PU foams were studied. Over the frequency range of 125–2000 Hz, the sound absorption coefficient of closed-cell PU foam increased by pore size increment. Foams with larger pores contained more air and could produce more frictional heat and thus reduce sound energy and improve acoustic properties. Besides, the investigation on the influence of open porosity on the sound absorption coefficient of open-cell PU foam showed that acoustic absorption behavior improved with an increase in open porosity over the frequency range of 125–4000 Hz [146]. Furthermore, in another study, the results revealed that PU foams with uniform cell structure and small cell size have better sound absorption properties than samples with non-uniformed cell structure and large cell size. With decreasing pore size, the number of pores increases. Therefore, the high number of pores results in a high number of cavities which can produce irregular transmission routes of sound waves [151] (Fig. 11).

Acoustic analysis of the75PU-25PMMA IPN nanocomposite foams with different nanoclay contents in the frequency range of 50–6300 Hz. Reprinted with permission from Ref. [36]
The effect of the number of pores on the sound absorption performance of PU foam was studied. The experimental results showed that the sound absorption coefficient of the PU foam is affected by pore numbers. The more pores exist in a foam, the better would be the sound absorption performance [152]. Moreover, in studying the effect of the porosity on sound absorption coefficients, it was demonstrated that sound absorption at low frequency increases with the increase of the porosity of the kapok-based fiber nonwoven fabrics. The easy movement of the fibers is due to more porosity, which leads to a further reduction of sound waves and, as a result, better sound absorption behavior [153]. Another research proved this direct correlation between porosity and sound absorption coefficient for silica-fume-based foams [154]. In other words, samples with higher values of total porosity exhibit superior sound absorption properties. Table 1 indicates the effect of different components in polymeric foams on pore size, open porosity, and the sound absorption coefficient. As seen in this table, the epoxy component in phenolic foam (PF) has an essential effect on increasing the sound absorption coefficient up to 99%. Besides, polyurethane (PU) foam with pore sizes of about 70 µm and fully reticulated PU foam with DABCO catalysts show promising results in the sound absorption coefficient up to 99% (Tables 5, 6).
Conclusion
Porous materials, particularly polymeric foams, are the most effective sound absorbers among a wide range of existing sound-absorbing materials. Polyurethane (PU) foams have become the most important class of polymeric foams for sound absorption applications because of their low density, lightweight, good mechanical properties, and ease of manufacturing.
Mechanical foaming, physical foaming, and chemical foaming are the three main foaming methods. The physical foaming method is a preferred technique for polymeric foam production owing to the lack of hazardous chemical components. Foam extrusion molding as a continuous process and foam injection molding as a non-continuous process are the most commonly used techniques for the plastic foam industry.
Various types of nanoparticles and fibers are used to improve the acoustic performance of PU foam. Generally, the effect of nanoparticles on the enhancement of sound absorption is more than the effect of fibers. The addition of CNT, nanoclay, nano-silica, PE fiber, and rice hull significantly increases the sound absorption properties of PU foam. The formation of interpenetrating polymer networks (IPNs) can substantially increase the sound absorption coefficient of PU foams. However, the effect of the IPNs is rarely investigated and can be an area for future investigations.
Pore size and open porosity are the most critical factors influencing the acoustic behavior of foams. Commonly, materials with open pores have superior sound-absorbing properties than materials with closed pores. The higher open-cell porosity and more homogeneous cell distribution result in better sound absorption performance. The addition of nanoparticles and fibers affects the cell size and open porosity of the foams and consequently improves the sound absorption behavior of PU foams.
References
Muzet A (2007) Environmental noise, sleep and health. Sleep Med Rev 11:135–142. https://doi.org/10.1016/j.smrv.2006.09.001
Kumar S, Forster HM, Bailey P, Griffiths TD (2008) Mapping unpleasantness of sounds to their auditory representation. J Acoust Soc Am 124:3810–3817. https://doi.org/10.1121/1.3006380
Moradi G, Omidi L, Vosoughi S, Ebrahimi H, Alizadeh A, Alimohammadi I (2019) Effects of noise on selective attention: the role of introversion and extraversion. Appl Acoust 146:213–217. https://doi.org/10.1016/j.apacoust.2018.11.029
Hong OS, Kerr MJ, Poling GL, Dhar S (2013) Understanding and preventing noise-induced hearing loss. Dis Mon 59:110–118. https://doi.org/10.1016/j.disamonth.2013.01.002
Park M, Park HK, Shin HK, Kang D, Pant B, Kim H, Song JK, Kim HY (2019) Sound absorption and insulation properties of a polyurethane foam mixed with electrospun nylon-6 and polyurethane nanofibre mats. J Nanosci Nanotechnol 19:3558–3563. https://doi.org/10.1166/jnn.2019.16128
Ma BG, Zhu HB, Dong RZ (2002) Development of a high sound absorption material CEMCOM. J Wuhan Univ Technol Mater Sci Ed 17:5–8. https://doi.org/10.1007/bf02838405
Chen S, Jiang Y, Chen J, Wang D (2015) The effects of various additive components on the sound absorption performances of polyurethane foams. Adv Mater Sci Eng. https://doi.org/10.1155/2015/317561
Seddeq HS (2009) Factors influencing acoustic performance of sound absorptive materials. Aust J Basic Appl Sci 3:4610–4617
Moradi G, Nassiri P, Ershad-Langroudi A, Monazzam MR (2018) Preparation of sound absorption material based on interpenetrating polymer network (PU/PMMA IPN). Heal Scope 7:e64862. https://doi.org/10.5812/jhealthscope.64862
Opiela K, Zielinski T, Dvorak T, Jr SK, Opiela K, Zielinski T, Dvorak T, Kudela S, Perforated J (2020) Perforated closed-cell metal foam for acoustic applications. In: Forum Acusticum. hal-03235488, Lyon, pp 2879–2886
Drozdov AD, de Claville CJ (2020) The effect of porosity on elastic moduli of polymer foams. J Appl Polym Sci 137:1–10. https://doi.org/10.1002/app.48449
Lee LJ, Zeng C, Cao X, Han X, Shen J, Xu G (2005) Polymer nanocomposite foams. Compos Sci Technol 65:2344–2363. https://doi.org/10.1016/j.compscitech.2005.06.016
Dadpanah A, Rabiee A, Mohammadi F, Ershad Langroudi A, Zeynali ME (2021) Preparation and characterization of AM-co-APTAC/TiO2 nanocomposite for environmental applications. Polym Bull 25:1–7. https://doi.org/10.1007/s00289-020-03512-w
Gama NV, Ferreira A, Barros-timmons A (2018) Polyurethane foams: past, present, and future. Materials 11:1841. https://doi.org/10.3390/ma11101841
Mohammadi B, Safaiyan A, Habibi P, Moradi G (2021) Evaluation of the acoustic performance of polyurethane foams embedded with rock wool fibers at low-frequency range; design and construction. Appl Acoust 182:108223. https://doi.org/10.1016/J.APACOUST.2021.108223
Muehleisen R (2007) Measurement of the acoustic properties of acoustic absorbers. Illinois Institute of Technology, PDF 1–30
Bujoreanu C, Nedeff F, Benchea M, Agop M (2017) Experimental and theoretical considerations on sound absorption performance of waste materials including the effect of backing plates. Appl Acoust 119:88–93. https://doi.org/10.1016/j.apacoust.2016.12.010
Cao L, Fu Q, Si Y, Ding B, Yu J (2018) Porous materials for sound absorption. Compos Commun 10:25–35. https://doi.org/10.1016/j.coco.2018.05.001
Koruk H (2014) An assessment of the performance of impedance tube method. Noise Control Eng J 62:264–274. https://doi.org/10.3397/1/376226
Corredor-Bedoya AC, Acuña B, Serpa AL, Masiero B (2021) Effect of the excitation signal type on the absorption coefficient measurement using the impedance tube. Appl Acoust 171:107659. https://doi.org/10.1016/j.apacoust.2020.107659
Doutres O, Salissou Y, Atalla N, Panneton R (2010) Evaluation of the acoustic and non-acoustic properties of sound absorbing materials using a three-microphone impedance tube. Appl Acoust 71:506–509. https://doi.org/10.1016/j.apacoust.2010.01.007
Rajappan S, Bhaskaran P, Ravindran P (2017) An insight into the composite materials for passive sound absorption. J Appl Sci 17:339–356. https://doi.org/10.3923/jas.2017.339.356
Rahimabady M, Statharas EC, Yao K, Mirshekarloo MS, Eng F, Tay H (2017) Hybrid local piezoelectric and conductive functions for high performance airborne sound absorption. Appl Phys Lett 111:241601. https://doi.org/10.1063/1.5010743Nowadays
Peng L, Song B, Wang J, Wang D (2015) Mechanic and acoustic properties of the sound-absorbing material made from natural fiber and polyester. Adv Mater Sci Eng 2015:274913. https://doi.org/10.1155/2015/274913
Arenas J, Crocker M (2010) Recent trends in porous sound-absorbing materials. Sound Vib 44:12–18
Koizumi T, Tsujiuchi N, Adachi A (2002) The development of sound absorbing materials using natural bamboo fibers. WIT Trans Built Environ 59:157–166. https://doi.org/10.2495/HPS020161
Sagartzazu X, Hervella-Nieto L, Pagalday JM (2008) Review in sound absorbing materials. Arch Comput Methods Eng 15:311–342. https://doi.org/10.1007/s11831-008-9022-1
Cai C, Mak CM (2018) Noise attenuation capacity of a Helmholtz resonator. Adv Eng Softw 116:60–66. https://doi.org/10.1016/j.advengsoft.2017.12.003
Sugimoto N, Imahori H (2006) Localized mode of sound in a waveguide with Helmholtz resonators. J Fluid Mech 546:89–111. https://doi.org/10.1017/S0022112005007020
Isozaki A, Takahashi H, Tamura H, Takahata T, Matsumoto K, Isozaki A, Takahashi H, Tamura H, Takahata T (2014) Parallel Helmholtz resonators for a planar acoustic notch filter. Appl Phys Lett 105:241907. https://doi.org/10.1063/1.4904509
Ma G, Sheng P (2016) Acoustic metamaterials: from local resonances to broad horizons. Sci Adv 2:e1501595
Sakagami K, Uyama T, Morimoto M, Kiyama M (2005) Prediction of the reverberation absorption coefficient of finite-size membrane absorbers. Appl Acoust 66:653–668. https://doi.org/10.1016/j.apacoust.2004.02.006
Zhao J, Li X, Wang Y, Wang W, Zhang B, Gai X (2017) Membrane acoustic metamaterial absorbers with magnetic negative stiffness. Acoust Soc Am 141:840–246. https://doi.org/10.1121/1.4976042
Arenas JP, Ugarte F (2016) A note on a circular panel sound absorber with an elastic boundary condition. Appl Acoust 114:10–17. https://doi.org/10.1016/j.apacoust.2016.07.002
Yildiz F, Parlar AG, Parlar Z, Bakkal M (2017) Properties of sound panels made from recycled footwear treads. Acta Phys Pol A 132:936–940. https://doi.org/10.12693/APhysPolA.132.936
Moradi G, Monazzam M, Ershad-langroudi A, Parsimeher H, Keshavarz ST (2020) Organoclay nanoparticles interaction in PU : PMMA IPN foams : relationship between the cellular structure and damping-acoustical properties. Appl Acoust 164:107295. https://doi.org/10.1016/j.apacoust.2020.107295
Kalauni K, Pawar SJ (2019) A review on the taxonomy, factors associated with sound absorption and theoretical modeling of porous sound absorbing materials. J Porous Mater 26:1795–1819. https://doi.org/10.1007/s10934-019-00774-2
Cheng W, Duan C, Liu P, Lu M (2017) Sound absorption performance of various nickel foam-base multi-layer structures in range of low frequency. Trans Nonferrous Met Soc China 27:1989–1995. https://doi.org/10.1016/S1003-6326(17)60223-1
Liu PS, Liang KM (2001) Functional materials of porous metals made by P/M, electroplating and some other techniques. J Mater Sci 36:5059–5072. https://doi.org/10.1023/A:1012483920628
Perrot C, Chevillotte F, Tan Hoang M, Bonnet G, Bécot FX, Gautron L, Duval A (2012) Microstructure, transport, and acoustic properties of open-cell foam samples: experiments and three-dimensional numerical simulations. J Appl Phys. https://doi.org/10.1063/1.3673523
Hakamada M, Kuromura T, Chen Y, Kusuda H, Mabuchi M (2006) High sound absorption of porous aluminum fabricated by spacer method. Appl Phys Lett 88:1–4. https://doi.org/10.1063/1.2216104
Hakamada M, Kuromura T, Chen Y, Kusuda H, Mabuchi M (2006) Sound absorption characteristics of porous aluminum fabricated by spacer method. J Appl Phys 100:114908. https://doi.org/10.1063/1.2390543
Ko YH, Son HT, Cho JI, Kang CS, Oh IH, Lee JS, Kim HM, Kim JC (2007) Investigation on the sound absorption and transmission for aluminum foam and its composite. Solid State Phenom 124–126:1825–1828. https://doi.org/10.4028/www.scientific.net/ssp.124-126.1825
Li Y, Li Z, Han F (2014) Air flow resistance and sound absorption behavior of open-celled aluminum foams with spherical cells. Procedia Mater Sci 4:187–190. https://doi.org/10.1016/j.mspro.2014.07.591
Byakova A, Gnyloskurenko S, Bezimyanniy Y, Nakamura T (2014) Closed-cell aluminum foam of improved sound absorption ability: manufacture and properties. Metals 4:445–454. https://doi.org/10.3390/met4030445
Liu PS, Qing HB, Hou HL (2015) Primary investigation on sound absorption performance of highly porous titanium foams. Mater Des 85:275–281. https://doi.org/10.1016/j.matdes.2015.06.118
Wang X, Li Y, Chen T, Ying Z (2015) Research on the sound absorption characteristics of porous metal materials at high sound pressure levels. Adv Mech Eng 7:1–7. https://doi.org/10.1177/1687814015575429
Jin FL, Zhao M, Park M, Park SJ (2019) Recent trends of foaming in polymer processing: a review. Polymers 11:953. https://doi.org/10.3390/polym11060953
Chen L, Rende D, Schadler LS, Ozisikb R (2013) Polymer nanocomposite foams. J Mater Chem A 1:3837–3850. https://doi.org/10.1039/c2ta00086e
Gaulon C, Pierre J, Derec C, Jaouen L, Bécot FX, Chevillotte F, Elias F, Drenckhan W, Leroy V (2018) Acoustic absorption of solid foams with thin membranes. Appl Phys Lett 112:1–6. https://doi.org/10.1063/1.5025407
Dai X, Liu Z, Wang Y, Yang G, Xu J, Han B (2005) High damping property of microcellular polymer prepared by friendly environmental approach. J Supercrit Fluids 33:259–267. https://doi.org/10.1016/j.supflu.2004.08.003
Saha MC, Mahfuz H, Chakravarty UK, Uddin M, Kabir E, Jeelani S (2005) Effect of density, microstructure, and strain rate on compression behavior of polymeric foams. Mater Sci Eng A 406:328–336. https://doi.org/10.1016/j.msea.2005.07.006
Chen L, Schadler LS, Ozisik R (2011) An experimental and theoretical investigation of the compressive properties of multi-walled carbon nanotube/poly (methyl methacrylate) nanocomposite foams. Polymer 52:2899–2909. https://doi.org/10.1016/j.polymer.2011.04.050
Verdejo R, Stämpfli R, Alvarez-Lainez M, Mourad S, Rodriguez-Perez MA, Brühwiler PA, Shaffer M (2009) Enhanced acoustic damping in flexible polyurethane foams filled with carbon nanotubes. Compos Sci Technol 69:1564–1569. https://doi.org/10.1016/j.compscitech.2008.07.003
Willemsen AM, Rao MD (2015) Sound absorption characteristics of nanocomposite polyurethane foams infused with carbon nanotubes. Noise Control Eng J 5:424–438. https://doi.org/10.3397/1/376338
Liu XY, Zhan MS, Wang K (2012) Influence of foam structure and service environment on sound absorption characteristics of polyimide foams. High Perform Polym 24:646–653. https://doi.org/10.1177/0954008312448073
Qi K, Zhang G, Li S, Liu L, He Z (2011) Preparation and properties of high performance polyimide foam. Adv Mater Res 221:66–71. https://doi.org/10.4028/www.scientific.net/AMR.221.66
Doutres O, Atalla N, Wulliman R, Ferguson S, Bailey S (2011) Optimization of the acoustic performance of Polyimide foams. NoiseCon 2011:1–11
Ren X, Wang J, Sun G, Zhou S, Liu J, Han S (2020) Effects of structural design including cellular structure precision controlling and sharp holes introducing on sound absorption behavior of polyimide foam. Polym Test 84:106393. https://doi.org/10.1016/j.polymertesting.2020.106393
Yao Y, Zhang G, Li J, Wang A, Shi X (2017) Effects of 4, 4 -diaminodiphenyl ether on the structures and properties of isocyanate-based polyimide foams. J Appl Polym Sci 135:46029. https://doi.org/10.1002/app.46029
Atalla Y, Fu J, Atalla N, Naguib HE (2010) Study of the effects of processing parameters on the sound absorption of open-cell microcellular polymeric foams. Noise Control Eng J 58:18–26. https://doi.org/10.3397/1.3264660
Basirjafari S, Malekfar R, Khadem SE, Basirjafari S, Malekfar R, Khadem SE (2012) Low loading of carbon nanotubes to enhance acoustical properties of poly (ether) urethane foams Low loading of carbon nanotubes to enhance acoustical properties of poly (ether) urethane foams. J Appl Phys 112:104312. https://doi.org/10.1063/1.4765726
Rodriguez-Perez MA, Alvarez-Láinez M, De Saja JA (2009) Microstructure and physical properties of open-cell polyolefin foams. J Appl Polym Sci 114:1176–1186. https://doi.org/10.1002/app.30283
Álvarez-Láinez M, Rodríguez-Pérez MA, De Saja JA (2014) Acoustic absorption coefficient of open-cell polyolefin-based foams. Mater Lett 121:26–30. https://doi.org/10.1016/j.matlet.2014.01.061
Subramonian S, Remy L, Schroer D (2004) Acoustics and forming of novel polyolefin blend foams. Foam 2004 4th Int Conf Thermoplast Foam Process Technol Tech Pap 23:105–118. https://doi.org/10.1177/026248930402300601
Jahani D, Ameli A, Jung PU, Barzegari MR, Park CB, Naguib H (2014) Open-cell cavity-integrated injection-molded acoustic polypropylene foams. Mater Des 53:20–28. https://doi.org/10.1016/j.matdes.2013.06.063
Mosanenzadeh SG, Naguib HE, Park CB, Atalla N (2014) Development of polylactide open-cell foams with bimodal structure for high-acoustic absorption. J Appl Polym Sci 131:1–11. https://doi.org/10.1002/app.39518
Yao R, Yao Z, Zhou J, Liu P (2016) Mechanical and acoustical properties of polylactic acid based multilayer-structured foam biocomposites. J Reinf Plast Compos 35:785–795. https://doi.org/10.1177/0731684416629762
Mohamed AM, Yao K, Yousry YM, Chen S, Wang J, Ramakrishna S (2018) Open-cell poly(vinylidene fluoride) foams with polar phase for enhanced airborne sound absorption. Appl Phys Lett 113:092903. https://doi.org/10.1063/1.5048336
Xue B, Li R, Deng J, Zhang J (2016) Sound absorption properties of microporous poly (vinyl formal) foams prepared by a two-step acetalization method. Ind Eng Chem Res 55:3982–3989. https://doi.org/10.1021/acs.iecr.6b00127
Hung TC, Huang JS, Wang YW, Lin KY (2014) Inorganic polymeric foam as a sound absorbing and insulating material. Constr Build Mater 50:328–334. https://doi.org/10.1016/j.conbuildmat.2013.09.042
Mat Hassan NN, Mohd Rus AZ, Ghazali MI (2013) Acoustic performance of green polymer foam from renewable resources after UV exposure. Int J Auto Mech Eng 9:1639–1648
Cooper AI (2003) Porous materials and supercritical fluids. Adv Mater 15:1049–1059. https://doi.org/10.1002/adma.200300380
Alessi P, Cortesi A, Kikic I, Vecchione F (2003) Plasticization of polymers with supercritical carbon dioxide: experimental determination of glass-transition temperatures. J Appl Polym Sci 88:2189–2193. https://doi.org/10.1002/app.11881
Fei Y, Fang W, Zhong M, Jin J, Fan P, Yang J, Fei Z, Xu L, Chen F (2019) Extrusion foaming of lightweight polystyrene composite foams with controllable cellular structure for sound absorption application. Polymers 11:106. https://doi.org/10.3390/polym11010106
Keshtkar M, Nofar M, Park CB, Carreau PJ (2014) Extruded PLA/clay nanocomposite foams blown with supercritical CO2. Polymer 55:4077–4090. https://doi.org/10.1016/j.polymer.2014.06.059
Wang C, Huang M, Shen C, Zhao Z (2016) Warpage prediction of the injection-molded strip-like plastic parts. Chin J Chem Eng 24:665–670. https://doi.org/10.1016/j.cjche.2015.12.012
Altan M (2010) Reducing shrinkage in injection moldings via the Taguchi, ANOVA and neural network methods. Mater Des 31:599–604. https://doi.org/10.1016/j.matdes.2009.06.049
Wang G, Zhao G, Zhang L, Mu Y, Park CB (2018) Lightweight and tough nanocellular PP/PTFE nanocomposite foams with defect-free surfaces obtained using in situ nanofibrillation and nanocellular injection molding. Chem Eng J 350:1–11. https://doi.org/10.1016/j.cej.2018.05.161
Barbosa RCN, Campilho RDSG, Silva FJG (2018) Injection mold design for a plastic component with blowing agent. Procedia Manuf 17:774–782. https://doi.org/10.1016/j.promfg.2018.10.128
Panda SS, Panda BP, Nayak SK, Mohanty S (2018) A review on waterborne thermosetting polyurethane coatings based on castor oil: synthesis, characterization, and application. Polym Plast Technol Eng 57:500–522. https://doi.org/10.1080/03602559.2016.1275681
Soto M, Sebastián RM, Marquet J (2014) Photochemical activation of extremely weak nucleophiles: highly fluorinated urethanes and polyurethanes from polyfluoro alcohols. J Org Chem 79:5019–5027. https://doi.org/10.1021/jo5005789
Fang C, Zhou X, Yu Q, Liu S, Guo D, Yu R, Hu J (2014) Synthesis and characterization of low crystalline waterborne polyurethane for potential application in water-based ink binder. Prog Org Coatings 77:61–71. https://doi.org/10.1016/j.porgcoat.2013.08.004
Tibério Cardoso G, Claro Neto S, Vecchia F (2012) Rigid foam polyurethane (PU) derived from castor oil (Ricinus communis) for thermal insulation in roof systems. Front Archit Res 1:348–356. https://doi.org/10.1016/j.foar.2012.09.005
Akindoyo JO, Beg MDH, Ghazali S, Islam MR, Jeyaratnam N, Yuvaraj AR (2016) Polyurethane types, synthesis and applications—a review. RSC Adv 6:114453–114482. https://doi.org/10.1039/c6ra14525f
Chattopadhyay DK, Raju KVSN (2007) Structural engineering of polyurethane coatings for high performance applications. Prog Polym Sci 32:352–418. https://doi.org/10.1016/j.progpolymsci.2006.05.003
Charlon M, Heinrich B, Matter Y, Couzigné E, Donnio B, Avérous L (2014) Synthesis, structure and properties of fully biobased thermoplastic polyurethanes, obtained from a diisocyanate based on modified dimer fatty acids, and different renewable diols. Eur Polym J 61:197–205. https://doi.org/10.1016/j.eurpolymj.2014.10.012
Mahmood zia K, Anjum S, Zuber M, Mujahid M, Jamil T (2014) Synthesis and molecular characterization of chitosan based polyurethane elastomers using aromatic diisocyanate. Int J Biol Macromol 66:26–32. https://doi.org/10.1016/j.ijbiomac.2014.01.073
Rafiee Z, Keshavarz V (2015) Synthesis and characterization of polyurethane/microcrystalline cellulose bionanocomposites. Prog Org Coatings 86:190–193. https://doi.org/10.1016/j.porgcoat.2015.05.013
Shoaib S, Shahzad Maqsood K, Nafisa G, Nafisa G, Waqas A, Muhammad S, Tahir J (2014) A comprehensive short review on polyurethane foam. Int J Innov Appl Stud 12:165–169
Verdolotti L, Di Caprio MR, Lavorgna M, Buonocore GG (2017) Polyurethane nanocomposite foams: correlation between nanofillers, porous morphology, and structural and functional properties. Polyurethane Polym 2017:277–310. https://doi.org/10.1016/B978-0-12-804065-2.00009-7
Kausar A (2018) Polyurethane composite foams in high-performance applications: a review. Polym Plast Technol Eng 57:346–369. https://doi.org/10.1080/03602559.2017.1329433
Widya T, Macosko CW (2005) Nanoclay-modified rigid polyurethane foam. J Macromol Sci Phys 44B:897–908. https://doi.org/10.1080/00222340500364809
Liang S, Neisius M, Mispreuve H, Naescher R, Gaan S (2012) Flame retardancy and thermal decomposition of flexible polyurethane foams: structural influence of organophosphorus compounds. Polym Degrad Stab 97:2428–2440. https://doi.org/10.1016/j.polymdegradstab.2012.07.019
Madaleno L, Pyrz R, Crosky A, Jensen LR, Rauhe JCM, Dolomanova V, De Barros TAMMV, Cruz Pinto JJ, Norman J (2013) Processing and characterization of polyurethane nanocomposite foam reinforced with montmorillonite-carbon nanotube hybrids. Compos A 44:1–7. https://doi.org/10.1016/j.compositesa.2012.08.015
Sung G, Kim SK, Kim JW, Kim JH (2016) Effect of isocyanate molecular structures in fabricating flexible polyurethane foams on sound absorption behavior. Polym Test 53:156–164. https://doi.org/10.1016/j.polymertesting.2016.05.028
Deng R, Davies P, Bajaj AK (2003) Flexible polyurethane foam modelling and identification of viscoelastic parameters for automotive seating applications. J Sound Vib 262:391–417. https://doi.org/10.1016/S0022-460X(03)00104-4
Njuguna J, Michałowski S, Pielichowski K, Kayvantash K, Walton AC (2011) Fabrication, characterization and low-velocity impact testing of hybrid sandwich composites with polyurethane/layered silicate foam cores. Polym Compos 32:6–13. https://doi.org/10.1002/pc.20995
Liu Y, Du H, Liu L, Leng J (2014) Shape memory polymers and their composites in aerospace applications: a review. Smart Mater Struct 23:023001. https://doi.org/10.1088/0964-1726/23/2/023001
Serrano A, Borreguero AM, Garrido I, Rodríguez JF, Carmona M (2016) Reducing heat loss through the building envelope by using polyurethane foams containing thermoregulating microcapsules. Appl Therm Eng 103:226–232. https://doi.org/10.1016/j.applthermaleng.2016.04.098
Ma X, Tu R, Ding C, Zeng Y, Wang Y, Fang T (2018) Thermal and fire risk analysis of low pressure on building energy conservation material flexible polyurethane with various inclined facade constructions. Constr Build Mater 167:449–456. https://doi.org/10.1016/j.conbuildmat.2018.02.027
Yanes-armas S, De CJ, Keller T (2017) Long-term design of FRP-PUR web-core sandwich structures in building construction. Compos Struct 181:214–228. https://doi.org/10.1016/j.compstruct.2017.08.089
Hunjra MAM, Fakhar MA, Naveed K, Subhani T (2016) Polyurethane foam-based radar absorbing sandwich structures to evade detection. J Sandw Struct Mater 19:647–658. https://doi.org/10.1177/1099636216635856
Rahmani S, Saeed M, Dorraji S, Rahmani S, Hajimiri I, Reza A, Ghadim A (2020) Loading GO/ZnFe2O4/NiO nanocomposite as a hybrid dielectric/magnetic material into polyurethane foam for induction of radar absorbing properties. J Mater Sci Mater Electron 31:5107–5516. https://doi.org/10.1007/s10854-020-03071-w
Ruan F, Zhang T, Li H (2019) Laser-induced breakdown spectroscopy in archeological science: a review of its application and future perspectives. Appl Spectrosc Rev 54:573–601. https://doi.org/10.1080/05704928.2018.1491857
Gavgani JN, Adelnia H, Zaarei D, Gudarzi MM (2016) Lightweight flexible polyurethane/reduced ultralarge graphene oxide composite foams for electromagnetic interference shielding. RSC Adv 6:27517–27527. https://doi.org/10.1039/C5RA25374H
Alves P, Coelho JFJ, Haack J, Rota A, Bruinink A, Gil MH (2009) Surface modification and characterization of thermoplastic polyurethane. Eur Polym J 45:1412–1419. https://doi.org/10.1016/j.eurpolymj.2009.02.011
Singhal P, Small W, Cosgriff-Hernandez E, Maitland DJ, Wilson TS (2013) Low density biodegradable shape memory polyurethane foams for embolic biomedical applications. ACTA Biomater 10:67–76. https://doi.org/10.1016/j.actbio.2013.09.027
Sivak WN, Zhang J, Petoud S, Beckman EJ (2009) Simultaneous drug release at different rates from biodegradable polyurethane foams. ACTA Biomater 5:2398–2408. https://doi.org/10.1016/j.actbio.2009.03.036
Torres-Sánchez C, Corney J (2009) Identification of formation stages in a polymeric foam customised by sonication via electrical resistivity measurements. J Polym Res 16:461–470. https://doi.org/10.1007/s10965-008-9249-4
Ge C, Priyadarshini L, Cormier D, Pan L, Tuber J (2017) A preliminary study of cushion properties of a 3D printed thermoplastic polyurethane Kelvin foam. Packag Technol Sci 31:361–368. https://doi.org/10.1002/pts.2330
Gama N, Ferreira A, Barros-timmons A (2019) 3D printed cork / polyurethane composite foams. Mater Des 179:107905. https://doi.org/10.1016/j.matdes.2019.107905
Sung G, Kim JW, Kim JH (2016) Fabrication of polyurethane composite foams with magnesium hydroxide filler for improved sound absorption. J Ind Eng Chem 44:99–104. https://doi.org/10.1016/j.jiec.2016.08.014
Gwon JG, Kim SK, Kim JH (2015) Sound absorption behavior of flexible polyurethane foams with distinct cellular structures. Mater Des 89:448–454. https://doi.org/10.1016/j.matdes.2015.10.017
Bahrambeygi H, Sabetzadeh N, Rabbi A, Nasouri K, Shoushtari AM, Babaei MR (2013) Nanofibers (PU and PAN) and nanoparticles (nanoclay and MWNTs) simultaneous effects on polyurethane foam sound absorption. J Polym Res 20:1–10. https://doi.org/10.1007/s10965-012-0072-6
Ryu SC, Kim DH, Kim J, Lee JW, Kim WN (2017) Effects of multiwall carbon nanotube and perfluoroalkane additives on the sound absorption properties of flexible polyurethane foams. Polym Compos 39:E1087–E1098. https://doi.org/10.1002/pc.24508
Basirjafari S (2018) Effects of CNT loading on cellular structures and sound absorption of PU foams. Micro Nano Lett 13:1501–1505. https://doi.org/10.1049/mnl.2018.5069
Yıldırım B, Sancak A, Navidfar A, Trabzon L, Orfali W (2018) Acoustic properties of polyurethane compositions enhanced with multi-walled carbon nanotubes and silica nanoparticles. Materwiss Werksttech 49:978–985. https://doi.org/10.1002/mawe.201700074
Liu T, Mao L, Liu F, Jiang W, He Z, Fang P (2011) Preparation, structure, and properties of flexible polyurethane foams filled with fumed silica. Wuhan Univ J Nat Sci 16:29–32. https://doi.org/10.1007/s11859-011-0706-2
Sung G, Kim JH (2017) Influence of filler surface characteristics on morphological, physical, acoustic properties of polyurethane composite foams filled with inorganic fillers. Compos Sci Technol 146:147–154. https://doi.org/10.1016/j.compscitech.2017.04.029
Sung CH, Lee KS, Kim JH, Kim MS, Jeong HM (2007) Sound damping of a polyurethane foam nanocomposite. Macromol Res 15:443–448
He L, Liu F, Liu T, Chen F, Fang P (2012) Preparation, structure, and properties of polyurethane foams modified by nanoscale titanium dioxide with three different dimensions. Wuhan Univ J Nat Sci 17:377–382. https://doi.org/10.1007/s11859-012-0858-8
Kim JM, Kim DH, Kim J, Lee JW, Kim WN (2017) Effect of graphene on the sound damping properties of flexible polyurethane foams. Macromol Res 25:190–196. https://doi.org/10.1007/s13233-017-5017-9
El Mogy SA, Youssef RS, Abd El Megeed AA (2019) Processing of polyurethane nanocomposite reinforced with nanosized zinc oxide: effect on mechanical and acoustic properties. Egypt J Chem 62:333–341. https://doi.org/10.21608/EJCHEM.2018.4655.1410
Lee J, Jung I (2019) Tuning sound absorbing properties of open cell polyurethane foam by impregnating graphene oxide. Appl Acoust 151:10–21. https://doi.org/10.1016/j.apacoust.2019.02.029
Gayathri R, Vasanthakumari R, Padmanabhan C (2013) Sound absorption, thermal and mechanical behavior of polyurethane foam modified with nano silica, nano clay and crumb rubber fillers. Int J Sci Eng Res 4:301–308
Choe H, Lee JH, Kim JH (2020) Polyurethane composite foams including CaCO3 fillers for enhanced sound absorption and compression properties. Compos Sci Technol 194:108153. https://doi.org/10.1016/j.compscitech.2020.108153
Küçük H (2014) Acoustic properties of waste particle mixed polyurethane composites. Cell Polym 33:171–188. https://doi.org/10.1177/026248931403300401
Peng HK, Wang XX, Li TT, Huang SY, Lin Q, Shiu BC, Lou CW, Lin JH (2018) Effects of hydrotalcite on rigid polyurethane foam composites containing a fire retarding agent: compressive stress, combustion resistance, sound absorption, and electromagnetic shielding effectiveness. RSC Adv 8:33542–33550. https://doi.org/10.1039/C8RA06361C
Zhu T, Chen S, Zhu W, Wang Y, Jiang Y (2019) Sound absorption property of polyurethane foam with polyethylene fiber. Medziagotyra 25:85–89. https://doi.org/10.5755/j01.ms.25.1.19720
Wang Y, Zhang C, Ren L, Ichchou M, Galland MA, Bareille O (2013) Influences of rice hull in polyurethane foam on its sound absorption characteristics. Polym Compos 34:1847–1855. https://doi.org/10.1002/pc.22590
Zhang X, Liu C (2013) Study of asound absorbing polyurethane based on porous composite material. Appl Mech Mater 275–277:1623–1627. https://doi.org/10.4028/www.scientific.net/AMM.275-277.1623
Tiuc AE, Vermeşan H, Gabor T, Vasile O (2016) Improved sound absorption properties of polyurethane foam mixed with textile waste. Energy Procedia 85:559–565. https://doi.org/10.1016/j.egypro.2015.12.245
Yuvaraj L, Jeyanthi S, Babu MCL (2018) Sound absorption analysis of castor oil based polyurethane foam with natural fiber. Mater Today Proc 5:23534–23540. https://doi.org/10.1016/j.matpr.2018.10.141
Ahsan Q, Ching CP, Bin Yaakob MY (2014) Physical and sound absorption properties of spent tea leaf fiber filled polyurethane foam composite. Appl Mech Mater 660:541–546. https://doi.org/10.4028/www.scientific.net/AMM.660.541
Ekici B, Kentli A, Küçük H (2012) Improving sound absorption property of polyurethane foams by adding tea-leaf fibers. Arch Acoust 37:515–520. https://doi.org/10.2478/v10168-012-0052-1
Choe H, Sung G, Kim JH (2018) Chemical treatment of wood fibers to enhance the sound absorption coefficient of flexible polyurethane composite foams. Compos Sci Technol 156:19–27. https://doi.org/10.1016/j.compscitech.2017.12.024
Chen S, Jiang Y (2016) The acoustic property study of polyurethane foam with addition of bamboo leaves particles. Polym Compos 39:1370–1381. https://doi.org/10.1002/pc.24078
Ji Y, Chen S, Cheng Y (2019) Synthesis and acoustic study of a new tung oil-based polyurethane composite foam with the addition of miscanthus lutarioriparius. Polymers 11:1144. https://doi.org/10.3390/polym11071144
Moradi G, Nassiri P, Ershad-langroudi A, Monazzam MR (2018) Acoustical, damping and thermal properties of polyurethane/poly (methyl methacrylate)—based semi-interpenetrating polymer network foams. Plast Rubber Compos 47:221–231. https://doi.org/10.1080/14658011.2018.1468146
Dunne R, Desai D, Sadiku R (2017) A review of the factors that influence sound absorption and the available empirical models for fibrous materials. Acoust Aust 45:453–469. https://doi.org/10.1007/s40857-017-0097-4
Egab L, Wang X, Fard M (2014) Acoustical characterisation of porous sound absorbing materials: a review. Int J Veh Noise Vib 10:129–149
Park JH, Minn KS, Lee HR, Yang SH, Yu CB, Pak SY, Oh CS, Song YS, Kang YJ, Youn JR (2017) Cell openness manipulation of low density polyurethane foam for efficient sound absorption. J Sound Vib 406:224–236. https://doi.org/10.1016/j.jsv.2017.06.021
Tiuc AE, Vasile O, Uscǎ AD, Gabor T, Vermeşan H (2014) The analysis of factors that influence the sound absorption coefficient of porous materials. Rom J Acoust Vib 11:105–108
Guan D, Wu JH, Wu J, Li J, Zhao W (2015) Acoustic performance of aluminum foams with semiopen cells. Appl Acoust 87:103–108. https://doi.org/10.1016/j.apacoust.2014.06.016
Zhang C, Li J, Hu Z, Zhu F, Huang Y (2012) Correlation between the acoustic and porous cell morphology of polyurethane foam: effect of interconnected porosity. J Mater 41:319–325. https://doi.org/10.1016/j.matdes.2012.04.031
Notario B, Ballesteros A, Pinto J, Rodríguez-Pérez MA (2016) Nanoporous PMMA: a novel system with different acoustic properties. Mater Lett 168:76–79. https://doi.org/10.1016/j.matlet.2016.01.037
Gong R, Xu Q, Chu Y, Gu X, Ma J, Li R (2015) A simple preparation method and characterization of epoxy reinforced microporous phenolic open-cell sound absorbent foam. RSC Adv 5:68003–68013. https://doi.org/10.1039/c5ra09908k
Park JH, Yang SH, Lee HR, Yu CB, Pak SY, Oh CS, Kang YJ, Youn JR (2017) Optimization of low frequency sound absorption by cell size control and multiscale poroacoustics modeling. J Sound Vib 397:17–30. https://doi.org/10.1016/j.jsv.2017.03.004
Doutres O, Atalla N, Dong K (2011) Effect of the microstructure closed pore content on the acoustic behavior of polyurethane foams. J Appl Phys 110:064901. https://doi.org/10.1063/1.3631021
Gwon JG, Kim SK, Kim JH (2016) Development of cell morphologies in manufacturing flexible polyurethane urea foams as sound absorption materials. J Porous Mater 23:465–473. https://doi.org/10.1007/s10934-015-0100-0
Ji Y, Chen S, Zhu W (2020) The effect of pore numbers in the cell walls of soybean oil polyurethane foam on sound absorption performance. Appl Acoust 157:107010. https://doi.org/10.1016/j.apacoust.2019.107010
Liu X, Yan X, Zhang H (2016) Effects of pore structure on sound absorption of kapok-based fiber nonwoven fabrics at low frequency. Text Res J 86:755–764. https://doi.org/10.1177/0040517515599742
Papa E, Medri V, Kpogbemabou D, Morinière V, Laumonier J, Vaccari A, Rossignol S (2016) Porosity and insulating properties of silica-fume based foams. Energy Build 131:223–232. https://doi.org/10.1016/j.enbuild.2016.09.031
Taban E, Khavanin A, Ohadi A, Putra A, Jafari AJ, Faridan M, Soleimanian A (2019) Study on the acoustic characteristics of natural date palm fibres: experimental and theoretical approaches. Build Environ 161:106274. https://doi.org/10.1016/j.buildenv.2019.106274
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rastegar, N., Ershad-Langroudi, A., Parsimehr, H. et al. Sound-absorbing porous materials: a review on polyurethane-based foams. Iran Polym J 31, 83–105 (2022). https://doi.org/10.1007/s13726-021-01006-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-021-01006-8