
Abstract
In this work, the effects of different process parameters were investigated on the performance of TiCl4/internal donor/MgCl2/AlEt3 catalytic system and produced polyethylene in a semi-batch stirred reactor. Various methods such as Brunauer–Emmett–Teller (BET) surface area analysis, scanning electron microscope (SEM), sieve shaker and melt flow index (MFI) measurement were used to investigate the catalyst activity and final polyethylene product. The results showed that cyclohexylchloride as promotor, in the presence of external donor, increased the catalyst activity up to 110% at optimum ratio to titanium. On the other hand, the polymer particle size and fine particles, which were directly related to the catalyst activity in the most cases, increased up to 15% in the presence of optimal halocarbon/Ti ratio and decreased up to 45% using hydrogen in the studied range. Also, in the optimal ratio, cyclohexylchloride increased the active site concentration and as a result, the MFI increased significantly. Also at low agitator speeds, due to low heat and mass transfer, the catalyst particles were severely fragmented and the particle size was decreased clearly. The results also showed that due to the special catalyst structure, pre-polymerization with propylene increased the catalyst activity by approximately two times compared to ethylene pre-polymerization.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polyethylene as the most widely consumed polymer in the world is manufactured in a variety of products such as low-density polyethylene (LDPE), high-density polyethylene (HDPE), medium-density polyethylene (MDPE), linear low-density polyethylene (LLDPE) and ultrahigh-molecular weight polyethylene (UHMWPE) [1]. It is also available in different grades of pipe, film, blow molding, injection and fibers which vary in molecular weight (Mw), molecular weight distribution (MWD), additive types and density [2].
Ziegler–Natta catalysts are more complicated now than the one which was invented seventy years ago by Ziegler and Natta [3]. The new catalysts have based on a variety of catalyst metals, cocatalyst, supports, internal and external donors, promotors and also preparation methods. The modern catalysts have high ability to produce more complex polyolefins with fewer processing difficulties during production, including fine, wax and fouling and also excellent processability, high physical and mechanical properties and low cross-linking degradation in extruder [4, 5].
One of the special catalysts in commercial polyethylene plants is based on TiCl4 supported on magnesium chloride which produced spherical and coarse polymer particles compared to usual catalysts [6]. The production of spherical magnesium chloride as Ziegler–Natta catalyst grade has its complexities such as low impurities, acceptable mechanical strength and resistance to high fragmentation during catalyst preparation and polymerization to prevent fine production [7].
On the other hand, some magnesium chloride-based catalysts for ethylene polymerization require propylene and/or α-olefins pre-polymerization to maintain catalytic activity and also diffusion and accesses of ethylene to the active sites. Otherwise, the activity of the catalyst drops sharply over time [8]. For this purpose, these catalysts are pre-polymerized with propylene and then polymerized with ethylene. The results showed that in these special cases, using pre-polymerization with propylene, the catalyst activity was clearly increased [9].
In general, hydrogen is used to control molecular weight and its distribution, which acts as chain transfer agent. Hydrogen also significantly reduces catalyst activity, which could be expected on the Kissin’s β-agostic deactivation theory. According to this theory, hydrogen causes the formation of dormant sites due to the formation of β-agostic coordination from the ethyl group formed after hydrogen termination. According to this theory, the more hydrogen is used, the more is β-agostic coupling and the smaller percentage of Ti is in a polymerizing state. This β-agostic would, thus, explain the lower activity level of a polymerization where more hydrogen has been used [10].
On the other hand, to control the tacticity and morphology of the initial polypropylene, it is necessary to use external donors to prevent the production of atactic polypropylene, fouling and adhering of the polymer particles. The most important industrial donors such as dicyclopentyldimethoxysilane (donor D) and cyclohexylmethyldimethoxysilane (donor C) are used to control poly α-olefins tacticity [11].
Also, in different studies, halogenated hydrocarbons as promoters have increased the catalytic activity in optimum contents and affected the catalyst and polymer properties, clearly [12]. Halocarbons are a group of organic materials that comprise a hydrocarbon branch with one or more halogen atoms that are used today as promoters in polymerization industry [13,14,15]. Halocarbons have been able to answer some of the industrial problems, improve the polymerization process and enhancing the quality of some polyethylene grades. They are used by several petrochemical companies such as UCC and BP. Promoters are also used to produce specific EPR grades [16].
In this work, as novelty, we used a special magnesium chloride-based Ziegler–Natta catalyst under different conditions; the impacts of cyclohexylchloride and external donor on the catalyst integrity and final product were investigated, simultaneously. Also, various parameters such as catalyst activity, particle size, wax and MFI have been studied, as well.
Experimental
Materials
A commercial fourth-generation TiCl4/internal donor/MgCl2 Ziegler–Natta catalyst with a titanium content of 2.02% (Table 1) and a narrow particle size distribution (Fig. 1) was used for polymerization. Triethylaluminium (teal) was used as cocatalyst and supplied by Schering Co., (Bergkman, Germany) and also cyclohexylmethyldimethoxysilane (donor C) as external electron donor was purchased from Sigma-Aldrich (Germany). Polymerization grade ethylene and propylene gases (purity 99.9%) were supplied by Arak Petrochemical Co. (Arak, Iran) and were used without further purification. Also, nitrogen and hydrogen gases (purity 99.99%) were supplied by Roham Co. (Tehran, Iran). 1-Hexene and cyclohexylchloride were purchased from Merck (Darmstadt, Germany) and were used as received. n-Heptane was supplied by Arak Petrochemical Co. and distilled over calcium hydride and stored over sodium wire and 13× and 4-Å activated molecular sieves.

Particle size distribution of the used catalyst
Characterization
To measure the catalyst surface area, pore volume and pore size, Brunauer–Emmett–Teller (BET) surface area analysis method was used by nitrogen adsorption and desorption measurements at 77 K, using a Quanta chrome Corp. Nova 2200, Version 7.11. By dissolving the catalyst sample in H2SO4, titanium was oxidized with H2O2 and was determined by a Shimadzu 6800 (Japan) UV–Vis spectrophotometer (λ = 410 nm). Using Volhard’s method of precipitation with silver nitrate, the chlorine amount in the catalyst was determined. The titration was also used for magnesium determination with EDTA in an acidic solution of catalyst. Moreover, the particle size distribution of the used catalyst was determined by laser diffraction technique using a Malvern laser particle sizer 3600 E (UK) instrument.
Particle size distribution (PSD) measurements of the produced samples were done by Sieve analysis. Sieves are normally considered to measure the distribution for sieve stack. Industrial parameter “d50” means that 50% of the particles have less than or equal to the corresponding indicated particle diameter (μm). Also as an industrial term, the amount of particles below 63 microns is called fine.
ASTM D1238 test method was used to determinate the melt flow index (MFI) of the polyethylene with the mass of 5 kg (MFI5) and 21.6 kg (MFI21) at 190 °C; the results were expressed in grams per 10 min. The FRR as flow rate ratio was referred to MFI21/MFI5 ratio.
The produced wax as soluble part of the polyethylene was separated with boiling n-heptane for 2 h by Soxhlet extraction. About 0.5 g of PE sample was put into a thimble. The insoluble part left in the thimble were dried in oven overnight to obtain the wax amount, corresponding to the proportion of the material extracted from the initial polyethylene.
Polymerization experiments
The pre-polymerization and polymerization process were performed, respectively, in 1-L stirred Buchi stainless steel reactor capable of controlling temperature, pressure and stirring speed. A Huber circulator, model Polysat CC3 was used to control the polymerization temperature, as well. To eliminate polar contaminations such as water and oxygen inside the reactor, 500 mL of hexane and 2 mL of teal were added to the reactor under nitrogen at the closed mode and 93 °C for 1 h. After contamination purging and solvent removing, heptane (500 mL), catalyst (10 and/or 5 mg), teal (Al/Ti: 200, 400, 600 and 800) and donor C (ED/Ti: 0, 20, 40 and 60) were added, respectively. Pre-polymerization with propylene (0.5 bar) and/or ethylene (0, 0.5 and 1 bar) was carried out for 10 min at 35 °C. Then, by removing the pre-polymerization gas, 1-hexene (0, 1 and 2 g), cyclohexylchloride (HC/Ti: 0, 100, 200 and 300) and hydrogen (0, 2 and 4 bar) were added, respectively. Then, ethylene gas was fed to maintain a reactor pressure of 8.5 bar, the temperature was controlled at 75 °C, and stirring speed was 100, 200 and/or 500 rpm. Polymerization time was kept constant at 50 min and at the end of it, the reactor was discharged and the polymer powder was dried in air.
Results and discussion
The used catalyst was a commercial fourth-generation type that has a narrow particle size distribution with d50 of 50 microns that retained its sphericity in the normal conditions (Fig. 1). Table 1 shows the amount of catalyst components and its surface area. Though, high surface area (321 m2/g) of the catalyst was one of the reasons for its high activity. In addition, Fig. 2a, b shows SEM micrographs of the catalyst particles at two different magnifications. These micrographs show that the catalyst particles were completely spherical. The catalyst sphericity was related to the magnesium chloride support, which with high porosity exhibited significant physical strength during the exothermic polymerization process and resulted in the high growth spherical polymer particles (Fig. 2c). Proportional diffusion of titanium active sites onto the catalyst surface is another factor that preserves the catalyst structure during polymerization. This catalyst can be a potential catalyst for ethylene polymerization, especially in the gas and slurry phases.

SEM micrographs of: a, b catalyst surface and c produced polymer particle of experiment 2
By the use of this catalyst, 26 different tests have been performed under different ratios of Al/Ti, ED/Ti, HC/Ti and pre-polymerization charges with ethylene and propylene, hydrogen, and 1-hexene and various stirring speeds. Table 2 shows the conditions of all performed reactor tests under different process parameters. Also, the related results such as catalyst activity, polymer powder particle size (d50, fine), polymer melt viscosity (MFI, FRR) and wax of the polymers are shown in Table 3.
Effect of different parameters on the catalyst activity
Experiments 1–4 in Table 2 show the effect of Al/Ti ratio on the catalyst activity. As can be seen, the ratio of 400 had the highest activity with 21 kg PE/g catalyst. Compared to titanium-based magnesium ethoxide catalysts, the used catalyst showed the highest activity at higher ratios of aluminum/titanium [14]. Due to the acceptable mechanisms in the Ziegler–Natta catalysts, the access and diffusion of teal molecules to the titanium sites at the internal catalyst surface are very difficult, and therefore, higher concentrations of teal are required for the normal catalyst activity. Although, some teal was used to remove polar contaminants such as oxygen and water [12].
In another study [17], the mechanism of Ziegler–Natta catalysts using external donor has been investigated. Generally, when external donor reacts with magnesium and titanium simultaneously, donor deactivates the titanium active sites, while only reacting with magnesium chloride support, which will increase the catalyst activity and polymer tacticity. On the other hand, halocarbon converted the teal dimer into monomer and greatly enhanced its activity [18]. However, it becomes much more active to convert the dimer into monomer, especially to eliminate contamination. In general, cyclohexylchloride significantly increased the amount of effective teal in the reaction.
Experiments 2, 5, 6 and 7 show the effect of donor C as external donor on the catalyst activity. The results showed that increasing donor C reduced the catalyst activity clearly (32–15 kg PE/g cat). Since propylene was used in pre-polymerization, the catalyst without donor C strongly produced atactic polymer, which caused the formation of adhered fouling material in the reactor. At the ratio of 40 or higher, the polymer had very little atactic content and the produced powder could be isolated.
Since the discovery of TiCl4/internal donor (ID)/MgCl2/AlR3/external donor (ED) as the propylene polymerization and pre-polymerization catalysts, great efforts have been made to study the mechanism of electron donor effects [19, 20]. Taniike et al. [21] investigated the effects of ID and ED on the propagation rate constant of different active centers based on stopped-flow polymerization. Bukatov et al. [22] compared the active centers concentration and chain propagation rate constant (kp) of a series of supported ZN catalysts. It was concluded that addition of ED in MgCl2-supported ZN catalysts decreased the concentration of active centers ([C*]/[Ti]) and catalyst activity, and hence increased kp.
On the other hand, the catalyst activity using cyclohexylchloride in experiments 2, 8, 9 and 10 showed the maximum peak value with HC/Ti ratio of 200. The optimum HC/Ti ratio with very high activity depends on many parameters such as the used Al/Ti ratio during polymerization [14], though ED/Ti ratio as effective parameter can affect the HC/Ti ratio and also the catalyst activity. In general, halocarbons play a significant role in enhancing the catalyst activity by modifying the oxidation state of titanium to its optimum state as well as converting the dimer of teal into monomer [23, 24].
Due to the use of propylene in the pre-polymerization stage, cyclohexylchloride in the pre-polymerization stage significantly reduced the catalyst activity. It may be affected by different optimum titanium oxidation numbers in ethylene and propylene polymerization and as well as the nature of the catalyst. Therefore, cyclohexylchloride was used at the polymerization stage.
The effect of HC/Ti ratio on the Rp during polymerization time is illustrated in Fig. 3. As can be seen, in both cases (with and without cyclohexylchloride), after about 10–15-min catalyst activity reached to a maximum peak value and then decreased with time; therefore, it can be concluded that Rp trend has not been changed. However, in the presence of halocarbon, rate of ethylene consumption was higher than that in the blank system.

Rate of ethylene consumption (Rp) versus time for different HC/Ti ratios at Al/Ti: 400, ED/Ti: 40, pre-polymerization: propylene: 0.5 bar, T: 35 °C, t: 10 min, polymerization: ethylene: 8.5 bar, T: 75 °C, t: 50 min, agitator speed: 500 rpm
On the other hand, using ethylene at the pre-polymerization stage and/or without pre-polymerization, the catalyst activity was significantly reduced and even halved compared to propylene pre-polymerization. The results showed that by propylene pre-polymerization and formation of higher permeable layers with lower crystallinity than polyethylene, the access of ethylene and even teal to the inner layers of the spherical titanium-based magnesium chloride catalyst particles was facilitated. It could increase the catalyst activity compared to ethylene pre-polymerization with lower permeability.
Ethylene pre-polymerization was performed at three different pressures of 0, 0.5 and 1 bar and two different conditions of with and without donor C (experiments 11–16). The results showed that with increasing pressure, the production of low-molecular weight polyethylene was somewhat increased. As a result, ethylene and teal could be better adsorbed on the catalyst surface in polymerization stage. Therefore, by increasing the ethylene pressure in pre-polymerization stage, the catalyst activity was rather increased (9–12 kg PE/g cat). Also, in ethylene pre-polymerization, using donor C, the catalyst activity was reduced compared to the same mode without donor C.
Experiments 2, 17, 18, 19 and 20 show the simultaneous effect of hydrogen and cyclohexylchloride on the catalyst activity. The results showed that by increasing hydrogen pressure (0–4 bars), the catalyst activity was significantly decreased (21–7 kg PE/g cat). While, cyclohexylchloride in the presence of hydrogen clearly increased the catalyst activity compared to the same mode without cyclohexylchloride. However, according to experiments, in the presence of hydrogen, cyclohexylchloride appeared to be more effective in the catalyst performance. This is in accordance with previous work; thus, halocarbon may reduce the effect of Kissin’s β-agostic deactivation theory on reducing catalytic activity [10, 11, 25].
The effect of cyclohexylchloride on the catalyst activity in the presence of 1-hexene has also been investigated through experiments 2, 21, 22, 23 and 24. The results show that 1-hexene as heavy co-monomer decreased the propagation rate and resulted in decreasing the catalyst activity (21–12 kg PE/g cat) in the 1-hexene studied range (0–2 g) which is in accordance with other research works [26, 27].
In general, catalyst reactivity decreases with the increase in the size of the olefinic chain, especially in comonomers that have chains longer than that of octene. The reduced activity can be expressed by absorption and competition in the reaction of ethylene and alkyl aluminum with the active centers. But, 1-hexene further reduces oxidation of titanium and disables active centers and increases transfer reactions at its high concentrations [28]. Cyclohexylchloride in the presence of 1-hexene clearly increased the catalyst activity under optimum titanium oxidation state. Senso et al. [27] showed that Ti oxidation state had great effects on its catalytic activity in both homo- and co-polymerization of ethylene with 1-hexene.
The effects of stirring speed on the catalyst activity were also investigated in experiments 2, 25 and 26. The results showed that as the stirrer speed increased from 100 to 500 rpm, the catalyst activity decreased slightly. Due to the coarseness and sphericality of the catalyst particles and high fragmentation at lower speeds under high heat generation and lower mass transfer and also higher catalyst surface area, the catalyst activity increased to some extent (24–21 kg PE/g cat) with decreasing stirring speed. As the catalyst surface increases, the catalyst activity increases in comparative terms because access to active sites increases, as well.
Effect of different parameters on particle size of produced polymer
Perhaps, the particle size of the produced polymer is the most important catalyst parameter next to its activity. The potential industrial catalysts, in addition to high activity, high hydrogen and comonomer response and low wax production, must be able to produce polymer powder particles with acceptable size and minimum fine. In general, any parameters that can increase the catalyst activity and prevent its fragmentation increase the polymer particles size [11]. As the catalyst activity increases, naturally, the catalyst particles produce more polymer, thus more products aggregate on the catalyst particles, which make larger polymer particles. Generally, two parameters “d50” and “fine” are the most important particle size parameters that are considered in industry.
Typically, the polymer particles smaller than 63 microns is called “fine” that are very effective in producing reactor fouling and are difficult to be separated from solvent by centrifuge due to its lightness. In the industry, polymer powder with higher “d50” and lower fine contents creates lower processing problems, especially in powder transfer and reactor fouling.
At Al/Ti studied range (experiments 1–4) the Al/Ti ratio of 400 had the most catalyst activity and produced polymer powder with the highest d50 (790–872 microns). On the other hand, experiments 2, 5, 6 and 7 showed the effect of donor C on the polymer particle size. At ED/Ti ratios of 0 and 20, due to the remarkable production of atactic polypropylene, the polymer particles had adhered together and their size were unmeasurable. However, in the ratio of 20, particle adhesion decreased significantly. On the other hand, by increasing ED/Ti (40–80) and decreasing catalyst activity, d50 was decreased (872–740 microns) and fine was increased (~ 0 to 0.3%) clearly. Also, using cyclohexylchloride in experiments 2, 8, 9 and 10, due to the significant increase in catalyst activity, the particle size exhibited significant growth and d50 was increased at optimum ratio up to 15%. On the other hand, in experiments 11, 12 and 13 with and without ethylene pre-polymerization, due to decrease in the catalyst activity compared to propylene pre-polymerization (experiment 2), the particle size of polymer powder was decreased significantly (872–601 microns) and fine was somewhat increased (~ 0 to 0.2%). However, the decrease in particle size (872–501 microns) and the increase in fines (~ 0 to 0.3%) were much higher in the presence of donor C and ethylene pre-polymerization.
Experiments 2, 17, 18, 19 and 20 showed the simultaneous effect of hydrogen pressure and cyclohexylchloride content on d50 and fine. Hydrogen as a chain transfer significantly affects the propagation and termination rate of the active sites and reduces the catalyst activity by decreasing the propagation constant [29]. The results show that in the presence of hydrogen due to the decrease in catalyst activity, d50 was significantly decreased (872–495 microns) and fine increased clearly (~ 0 to 4.3%). The works done in the field also show that as the concentration of hydrogen increases, the size of the polyethylene particles decreases clearly [30]. Additionally, cyclohexylchloride significantly increased the d50 but decreased the produced fine in the presence of hydrogen. Promoters have a great influence on improving the particle size of the produced polymers which can be attributed to more growth of particle size due to increase in the catalyst yield in their presence [30].
The results also showed that in the presence of 1-hexene due to decrease in catalyst activity, d50 was also reduced (872–645 microns). In this study, agitator speed had the greatest effect on polymer particle size. Also, the results based on experiments 2, 25 and 26 showed that at low speeds (100 and 200 rpm) due to high thermogenicity of polymerization process and low heat transfer, high heat was created at the catalyst surface. The created hot spots strongly enhanced the fragmentation process and thus, catalyst failed, strongly. By reducing the stirrer speed from 500 to 100 rpm, the average d50 had fallen sharply (872–220 microns) and fine particles was increased clearly (~ 0 to 11.2%). Also, at low agitator speeds (100 and 200 rpm), the polymer particles were completely aspherical and irregular. In general, the physical strength and size of different catalysts are varied, and catalyst with low mechanical strength and large particle size can fail at low stirring speeds and high heat generation.
Wax
Wax is generally an industrial term used in polyethylene production that refers to chains which are dissolved in solvent during polymerization. Shorter polyethylene chains with more tertiary carbons are more likely to be soluble. Generally, in cases where no comonomer is used, the produced wax is negligible; whereas, the use of comonomer such as propylene, 1-butene and/or 1-hexene, results in low-molecular weight chains with high tertiary carbons that have a high percentage of comonomer [25].
Manufactured waxes cause problems in industry because they act like adhesives, resulting in the aggregation of polymeric fine particles that have a high surface area. In general, as polyethylene wax increases, the fouling in the reactor increases clearly. Experiments 2, 21, 22, 23 and 24 showed that with increasing 1-hexene, the amount of wax increased. However, in the presence of cyclohexylchloride under similar conditions, the amount of wax decreased up to 33%. Halocarbons enhanced narrower comonomer distribution along the polyethylene chains and narrower comonomer distribution reduced wax production [15].
Effect of cyclohexylchloride and hydrogen on melt flow index (MFI)
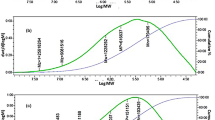
In general, use of hydrogen as chain transfer during polymerization of ethylene reduces molecular weight and viscosity of its polymer, clearly [24]. Without hydrogen, the viscosity and molecular weight of the produced polyethylene are very high and MFI instrument would not show any output and MFI of the sample would be zero. The MFI parameter can only be measured in the samples using hydrogen during the polymerization process. The MFI values for samples of experiments 17, 18, 19 and 20 were measured at 190 °C under two masses of 5 and 21.6 kg. The ratio of these two set of values of MFI, i.e., MFI21/MFI5 defined as flow rate ratio (FRR) had been compared as a function of molecular weight distribution under different conditions. The results show that with increasing hydrogen as chain transfer agent, the MFI increased as expected; whereas, in the samples using cyclohexylchloride, the MFI was significantly higher than the samples without it in accordance with the previous works [12, 14]. The increase in MFI can be contributed to an increase in the rate of the chain transfer agent in the presence of promoter.
It was proven that TEA can act as a chain transfer agent. Since the dimeric form of TEA would be converted into the monomeric form in the presence of the promoter, the order of TEA increased in the polymerization system. It can be resulted in the improvement of the chain transfer role of TEA. For this reason, a reduction in the polymer molecular weights was observed [18, 30].
On the other hand, at constant hydrogen and ethylene concentrations, cyclohexylchloride by activation of the inactive sites of titanium and optimizing its oxidation number spontaneously increased the number of existing active sites in the polymerization process. Hence, at a constant ethylene concentration (constant pressure and temperature), each active site received less amount of ethylene, which would reduce molecular weight of the produced polymer.
Generally, by increasing catalyst content or active sites concentration, the molecular weight of the produced polymer decreased compared to the similar conditions. This is also true for radical polymerization, and as the initiator increases, the molecular weight of the produced polymer decreases clearly [31]. The results showed that the halocarbons did not change the nature and mechanism of the used catalyst but only effective in enhancing the active sites. Ethylene consumption graphs can confirm this finding clearly (Fig. 3). On the other hand, in the presence of cyclohexylchloride, FRR as a function of molecular weight distribution was slightly reduced.
Conclusion
In this work, effect of various parameters such as Al/Ti, ED/Ti, pre-polymerization (type and pressure), halocarbon content (HC/Ti), hydrogen pressure, 1-hexene concentration and stirrer speed have been investigated on catalyst activity, polymer particle size, wax and melt flow index (MFI). The results showed that cyclohexylchloride in its optimum ratio increased catalyst activity and polymer particle size clearly; while, hydrogen and external donor significantly reduced the catalyst activity and, hence, polymer particle size. On the other hand, with the exception of the stirring speed and external donor concentration, any parameter that enhanced the catalyst activity increased the polymer particle size due to higher polymer production. Alternatively, due to the sensitivity of the studied catalyst to the surface heat, at low stirring speeds, the catalyst failed, the particle size decreased sharply and the produced fine particles increased clearly. Hydrogen reduced the molecular weight and melt viscosity, as chain transfer plays an effective role in different polyethylene grades. In general, to achieve a suitable polymer with minimal process problems, we must have the optimal parameters of agitator speed, Al/Ti and ED/Ti ratios, 1-hexene concentration, hydrogen pressure and cyclohexylchloride content in one or more reactors. It can help to produce a polymer with suitable MFI, FRR, narrow comonomer distribution, minimum wax and fine and appropriate particle size. If one of the above parameters is ignored, it can cause problems for the entire polyethylene production plant, and even the weakness of a catalyst in each of the plants can lose industrial mode. In general, for comprehensive study of any Ziegler–Natta catalyst and/or related process, like this effort, all of the process and structural parameters must be considered.
References
Chen Y, Zou H, Liang M, Liu P (2013) Rheological, thermal, and morphological properties of low-density polyethylene/ultra-high-molecular-weight polyethylene and linear low-density polyethylene/ultra-high-molecular-weight polyethylene blends. J Appl Polym Sci 129:945–953
Noorunnisa Khanam P, Al Ali AlMaadeed M (2015) Processing and characterization of polyethylene-based composites. Adv Manuf Polym Compos Sci 1:63–79
Feldman D (2008) Polymer history. Des Monomers Polym 11:1–15
Galli P, Vecellio G (2004) Polyolefins: the most promising large-volume materials for the 21st century. J Polym Sci A Polym Chem 42:396–415
Knuuttila H, Lehtinen A, Nummila-Pakarinen A (2004) Advanced polyethylene technologies—controlled material properties. In: Albertsson AC (ed) Long term properties of polyolefins. Advances in polymer science, vol 169. Springer, Berlin, pp 13–27
Wang D, Yang G, Guo F, Wang J, Jiang Y (2018) Progress in technology and catalysts for continuous stirred tank reactor type slurry phase polyethylene processes. Petrol Chem 58:264–273
Xia X, Liu Y, Zhang J, Wang X, Gao P, Qiao S, Yin M, Li W, Zhang T, Peng R, Chen Y, Zhang Z (2019) Spherical magnesium halide adduct, catalyst component and catalyst for olefin polymerization prepared therefrom. US Pat 10,239,969 B2
Smit M, Zheng X, Loos J, Chadwick JC, Koning CE (2006) Effects of propylene prepolymerization on ethylene/1-hexene and ethylene/1-octene copolymerization with an immobilized metallocene catalyst. J Polym Sci A Polym Chem 44:6652–6657
Soares JBP, Hamielec AE (1996) Effect of hydrogen and of catalyst prepolymerization with propylene on the polymerization kinetics of ethylene with a non-supported heterogeneous Ziegler-Natta catalyst. Polymer 37:4599–4605
Garoff T, Johansson S, Pesonen K, Waldvogel P, Lindgren D (2002) Decrease in activity caused by hydrogen in Ziegler-Natta ethene polymerization. Eur Polym J 38:121–132
Panchenko VN, Vorontsova LV, Zakharov VA (2017) Ziegler-Natta catalysts for propylene polymerization – Interaction of an external donor with the catalyst. Polyolefins J 4:87–97
Bahri-Laleh N, Abbas-Abadi MS, Haghighi MN, Akbari Z, Tavasoli MR, Mirjahanmardi SH (2010) Effect of halocarbon promoters on polyethylene properties using MgCl2 (ethoxide type)/TiCl4/AlEt3/H2 catalyst system. J Appl Polym Sci 117:1780–1786
Bahri-Laleh N, Arabi H, Mehdipor-Ataei S, Haghighi MN, Zohuri G, Seifali M, Akbari Z (2012) Activation of Ziegler-Natta catalysts by organohalide promoters: a combined experimental and density functional theory study. J Appl Polym Sci 123:2526–2533
Abbas-Abadi MS (2017) The production of high efficiency Ziegler-Natta catalyst with dual active sites nature using cyclohexyl chloride as promoter with super activity and produced superior polyethylene with controllable molecular weight distribution. Des Monomers Polym 20:524–531
Abbas-Abadi MS, Haghighi MN, Bahri Laleh N, Akbari Z, Tavasoli MR, Mirjahanmardi SH (2015) Polyolefin production using an improved catalyst system. US Pat 9,035,000 B2
Cann KJ, Nicoletti JW, Vasnetsov SA (1994) Ethylene/propylene copolymer rubbers. US Pat 5,480,850A
Bahri-Laleh N, Hanifpour A, Mirmohammadi SA, Poater A, Nekoomanesh-Haghighi M, Talarico G, Cavallo L (2018) Computational modeling of heterogeneous Ziegler-Natta catalysts for olefins polymerization. Prog Polym Sci 84:89–114
Yang Y, Kim H, Lee J, Paik H, Jang HG (2000) Roles of chloro compound in homogeneous [Cr(2-ethylhexanoate)3/2,5-dimethylpyrrole/triethylaluminum/chloro compound] catalyst system for ethylene trimerization. Appl Catal A Gen 193:29–38
Jiang B, He F, Yang P, Zhang Z, Weng Y, Cheng Z, Fu Z, Fan Z (2019) Enhancing stereoselectivity of propylene polymerization with MgCl2-supported Ziegler-Natta catalysts by electron donor: strong effects of titanium dispersion state. Catal Commun 121:38–42
Wang Q, Murayama N, Liu B, Terano M (2005) Effects of electron donors on active sites distribution of MgCl2-supported Ziegler-Natta catalysts investigated by multiple active sites model. Macromol Chem Phys 206:961–966
Taniike T, Terano M (2013) The use of donors to increase the isotacticity of polypropylene. In: Kaminsky W (ed) Polyolefins: 50 years after Ziegler and Natta I. Advances in Polymer Science, vol 257. Springer, Berlin
Bukatov GD, Zakharov VA, Barabanov AA (2005) Mechanism of olefin polymerization on supported Ziegler-Natta catalysts based on data on the number of active centers and propagation rate constants. Kinet Catal 46:166–176
Luo H-K, Tang R-G, Yang H, Zhao Q-F, An J-Y (2000) Studies on highly efficient promoters for titanium-based Ziegler-Natta catalyst for ethylene polymerization. Appl Catal A Gen 203:269–273
Sukulova VV, Barabanov AA, Mikenas TB, Matsko MA, Zakharov VA (2018) Effect of hydrogen on the number of active centers and the propagation rate constant at ethylene polymerization over titanium-magnesium Ziegler-Natta catalysts. Mol Catal 445:299–306
Bialek M, Czaja K (2000) The effect of the comonomer on the copolymerization of ethylene with long chain α-olefns using Ziegler-Natta catalysts supported on MgCl2(THF)2. Polymer 41:7899–7904
Chien JCW, Nozaki T (1993) Ethylene–hexene copolymerization by heterogeneous and homogeneous Ziegler-Natta catalysts and the “comonomer” effect. J Polym Sci A Polym Chem 31:227–237
Senso N, Praserthdam P, Jongsomjit B, Taniike T, Terano M (2011) Effects of Ti oxidation state on ethylene, 1-hexene comonomer polymerization by MgCl2-supported Ziegler-Natta catalysts. Polym Bull 67:1979–1989
Jaber IA, Ray WH (1993) Polymerization of olefins through heterogeneous catalysis. XIV. The influence of temperature in the solution copolymerization of ethylene. J Appl Polym Sci 50:201–215
Mülhaupt R (2003) Catalytic polymerization and post polymerization catalysis fifty years after the discovery of Ziegler's catalysts. Macromol Chem Phys 204:289–327
Abedi S, Majdabadi-Farahani N, Daftari-Besheli M, Ghasempour H, Azadi F (2015) Promoting ethylene polymerization through cocatalyst modification. Polym Bull 72:2377–2388
Chauvin F, Alb AM, Bertin D, Tordo P, Reed WF (2002) Kinetics and molecular weight evolution during controlled radical polymerization. Macromol Chem Phys 203:2029–2041
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Abbas-Abadi, M.S., Rashedi, R., Sepahi, A. et al. The effect of different process parameters on the TiCl4/internal donor/MgCl2/AlEt3 catalytic system using external donor and cyclohexylchloride. Iran Polym J 29, 659–667 (2020). https://doi.org/10.1007/s13726-020-00829-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-020-00829-1