
Abstract
Two kinds of nano-metallic oxides (nano-Al2O3 and nano-ZrO2) were introduced separately into phenolic (PF) foams, and a series of PF foams modified with different loadings of the two nano-oxides were prepared. The test results of mechanical properties indicated that the flexural, compressive and impact strengths of the PF foams, modified by nano-Al2O3 at 5 phr loading, increased by 33, 46 and 51 % in the above order, and the strengths of the PF foams modified by nano-ZrO2 at 5 phr loading increased by 31, 30 and 49 % in the same order, compared to the corresponding data of pure PF foam. The pulverization ratio of the modified PF foams decreased gradually with the increase in nano-oxides contents. The pulverization ratio of the PF foam modified by nano-oxides at 5 phr, decreased to 2.3 % for Al2O3 and that of ZrO2 decreased to 2.2 %, which were quite lower than the pure PF foam value of 8 %. The combustion characteristics of the PF foams, modified by the nano-oxides, were evaluated by the limiting oxygen index (LOI), UL-94 and cone calorimetry tests. The LOI values of the foams modified by both nano-Al2O3 and nano-ZrO2 decreased slightly with an increase in the loading of the nano-oxides, still all above 36 %. The UL 94 test results indicated that all foams could pass a V0 rating. The cone calorimeter results showed that the peak heat release rates of the modified foams were lower than 50 kW/m2. Moreover, thermal stability of the foams modified by the nano-oxides was investigated.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Phenolic (PF) foams have recently attracted much attention due to their excellent flame-retardant properties compared with polyurethane (PU) foams and polystyrene (PS) foams in the field of building insulation materials [1]. However, PF foams have some serious shortcomings such as brittleness and pulverization, which greatly limit their applications in some cases [2]. Thus, researchers have focused their attention on the toughening and strengthening of PF foams [3]. The commonly used toughening agents for PF foams include polyethylene glycol (PEG), polyurethane, epoxy resins, etc. Gao et al. [4] investigated the effect of PEG on the mechanical and flame-retardant properties of phenolic foams and observed a great increase in compressive and impact strengths, but a decrease in the limiting oxygen index (LOI). Auad et al. [5] applied epoxy resins to modify PF foams and found that the modification improved the compressive, shear, and friable properties of the PF foam; nonetheless, the flammability of the modified foam increased greatly. Moreover, polyurethane prepolymer has often been used to toughen PF foams [6].
During the last two decades, nanomaterials have been used to toughen and strengthen polymeric materials [7, 8]. The introduction of small amounts of nanomaterials into the polymer matrix can combine the advantages of the polymer matrix and the discrete nanomaterials and result in great improvements on thermal and mechanical properties [9]. Several researchers have also employed many kinds of nanomaterials with different morphologies as additives to modify phenolic resin and its foams. For example, Ma et al. [10] used elastic nanoparticles of nitrile butadiene rubber (NBR) to toughen phenolic resin and found that the impact and flexural strengths of the toughened resin were significantly improved due to the chemical reaction occurring between the matrix and the nano-oxides. Yu et al. [11] studied the preparation of nano carboxylic acrylonitrile butadiene rubber latex tough end phenolic resins (XNBRL-PF) through in situ polymerization and found that the impact strength of XNBRL-PF was remarkably improved compared with that of pure PF. Attapulgite (ATP) and hexadecyltrimethylammonium bromide attapulgite (HTAB-ATP) nanocomposites which belong to fibrous materials were used to strengthen PF foams, and it was found that the compressive strength, thermal stability and pulverization were improved [12]. Yang et al. [13] observed that the mechanical properties and thermal stability of the PF foams modified by multi-walled carbon nanotubes were all improved. Carbon nanoparticles would promote the compressive strength, thermal stability and thermal conductivity of the foams; typically, the foam structure became more uniform and regular at the same time [14]. It has also been reported that nanometallic oxides such as nano-Al2O3 and nano-ZrO2 have good effect on the mechanical properties of polymer materials [15–17]. Especially, ZrO2 has been used as a toughening component and presents a good toughening effect [18]. However, to our knowledge, there are no publications on the use of two nano-oxides to modify PF foams.
In this paper, attempts have been made to prepare PF foams with improved mechanical strengths and friability while maintaining their excellent flame-retardant properties by means of two nano-oxides, i.e., nano-Al2O3 and nano-ZrO2. The mechanical properties and pulverization ratio of the PF foams modified by the two nano-oxides were investigated. Moreover, the flame-retardant properties of the modified foams were evaluated by the LOI, UL 94 and cone calorimetry tests.
Experimental
Materials
Phosphorus acid, p-toluene sulfonic acid, n-pentane and Tween-80 were purchased from Sinopharm Chemical Reagent Co. (Shanghai, China) and used without further purification. Nano-Al2O3 and nano-ZrO2 aqueous dispersions were supplied by Suzhou Yougao Nano Materials Co., Ltd (both with solid content of 40 wt % and the average particle sizes (D50) of 162 nm for nano-Al2O3 and 191 nm for nano-ZrO2. Resol-type phenolic resin was provided by Shandong Shengquan Chemical Co., Ltd. (Shandong, China).
Preparation of modified phenolic foams
The resol-type phenolic resin, Tween-80 (surfactant), and nano-aluminum aqueous dispersion or nano-zirconium aqueous dispersion were added into a mixer at room temperature. The mixture was stirred vigorously and treated ultrasonically. The curing agent (phosphoric acid: p-toluene sulfonic acid: water = 1:2:2, mass ratio) and n-pentane (foaming agent) were then added to the above mixture while stirring vigorously and quickly. The obtained viscous mixture was poured into the mold and cured at 80 °C for 1 h. To maintain the density of the foam (16 ± 0.5 kg/m3) constant, the same amount of the mixture was introduced into the mold. The obtained foam was carefully cut as test samples. The formulations of phenolic foams are presented in Table 1.
Measurements and characterization
Optical microscope
The microstructure of pure and modified phenolic resin foams were observed by an XPL-30TF transflective polarizing microscope (Shanghai Weitu Instrument Co., Shanghai, China) on transmission types.
LOI and UL-94 vertical burning test
Limiting oxygen index was measured by an HC-2 oxygen index meter (Jiangning Analysis Instrument Co.) according to GB/T2406-2009. The specimens used for the test were 80 × 10 × 10 mm3. UL-94 vertical burning test was carried out on a CFZ-2-type horizontal and vertical burning tester (Jiangning Analysis Instrument Co., Nanjing, China) according to the UL-94 test standard. The dimensions of the specimens used were 130 × 13 × 3 mm3. Five samples were used in each experiment, and the result of LOI was an average value.
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was examined using an STD Q600 (simultaneous differential scanning calorimetry—TGA) thermo-analyzer instrument (TA Co., New Castle, DE, USA) at a heating rate of 10 °C/min under a nitrogen atmosphere. The weight of all samples was kept within 5 mg in an Al2O3 pan and heated from room temperature to 800 °C.
Cone calorimeter test
Cone calorimeter test (CCT) was carried out on an FTT cone calorimeter following the procedure according to ISO 5660. The dimension of samples was 100 × 100 × 20 mm3. All the specimens were exposed horizontally to an external heat flux of 35 kW/m2. Various combustion properties such as time to ignition (TTI), heat release rate (HRR), average heat release rate (AHRR) and peak heat release rate (PHRR) were measured. Two samples were used in each test, and the average results were given.
Scanning electron microscope (SEM)
The microstructure of the residue of the burned foams after the CCT test was observed by the Hitachi S-2360N SEM.
Pulverization ratios
The pulverization ratio was obtained by the following method. The size of each foam was 50 × 50 × 50 mm3. A weight of 200 g was put onto the sample which was placed on a 300 mesh abrasive paper. The samples were pushed back and forth with a constant force 30 times on the paper. Each single-pass friction distance was 250 mm. The pulverization ratio was measured by the weight loss of a sample after friction, which was calculated according to Eq. (1):
where M 1 is the weight before friction and M 2 the weight after friction.
Mechanical properties
The flexural strength of foams was tested by a CMT5105 universal testing machine, according to GB/T20974-2014 (specified GB/T8812.1-2007), and the dimension of the samples was 120 × 25 × 20 mm3. The compressive strength of the foam was measured by a DXLL-5000 universal testing machine according to GB/T 20974-2014 (specified GB/T8813-2008) and its dimension was 50 × 50 × 50 mm3. The impact strength of each sample was tested according to GB/T1043.1-2008 and its dimension was 80 × 10 × 4 mm3. At least five samples were tested to obtain an average value for the mechanical tests.
Results and discussion
Mechanical properties
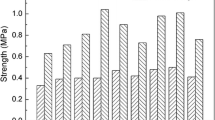
The testing results of flexural and compressive strengths of pure PF foam and PF foams modified by nano-Al2O3 and nano-ZrO2 are given in Figs. 1 and 2, respectively. It can be seen from Fig. 1 that the flexural strengths of both nano-Al2O3 and nano-ZrO2 modified PF foams first increase with an increase in the loading, then reach a maximum value at 5 phr and finally decrease sharply after 5 phr loading. Compared to pure PF foam, the flexural strengths of nano-Al2O3 and nano-ZrO2 modified PF foams at 5 phr loading increase by 33 % and by 31 %, respectively. The flexural moduli of PF foams are shown in Fig. 3. It is evident in Fig. 3 that the moduli exhibit similar variation trends as the strengths. As can be seen from Fig. 2, the influence of nano-Al2O3 or nano-ZrO2 on the compressive strength of PF foam is quite similar to that of each nano-oxide on the flexural strength. The compressive strengths of the PF foams modified by nano-Al2O3 and nano-ZrO2 are about 46 and 30 %, respectively, higher than that of pure PF foam. Figure 4 shows the impact strengths of pure PF foam and the modified PF foams. As shown in Fig. 4, the impact strength also increases first with the addition of nanoparticles, then reaches a maximum value at 5 phr and decreases greatly after that loading. The increase in the mechanical properties caused by the incorporation of the nano-oxides into the PF foam is probably because these rigid nano-oxides can promote the nucleation process of the foam, and thus make the cells uniform and strong [19]. When the foam with the nano-oxides receives force, stress concentration is generated on the oxides, which can trigger crazing absorbing energy and hinder the development of cracks. It thus results in increases in the strengths and moduli [20]. Nano-Al2O3 is more effective in improving the mechanical strengths of PF foam than nano-ZrO2. However, too much nano-oxides tend to cause agglomeration which can trigger cracks directly and lead to destruction of the foam [21]. As shown in Figs. 1, 2 and 4, the strengths of the modified foams at 6 phr of the nano-oxides decrease sharply. The reason for this great drop can be attributed to the larger cell size and the non-uniform cell structure, which are adverse to the ability to undergo high external force for the modified PF foams.

Flexural strength of pure PF and PF foams modified with different loadings of nano-oxides

Compressive strength of pure PF and PF foams modified with different loadings of nano-oxides

Flexural modulus of pure PF and PF foams modified with different loadings of nano-oxides

Impact strengths of pure PF and PF foams modified with different loadings of nano-oxides
Pulverization ratios
Friability is always a deadly drawback of PF foams and so great efforts have been done to improve it [11, 22]. Figure 5 presents the pulverization ratio of pure PF foam and PF foams modified with nano-oxides. The pulverization ratio of pure PF foam is 8.16 %. As shown in Fig. 5, the pulverization ratio of the modified PF foams decreases gradually with the increase in the content of the nano-oxides. The pulverization ratio of the modified PF foams are all lower than that of pure PF foam. Specially, the ratios of the PF foams modified with nano-Al2O3 and nano-ZrO2 at 5 phr decrease to 2.3 and 2.2 % in the given order. It is obvious that the pulverization ratio of the modified foams with nano-ZrO2 is lower than that of the modified foams with nano-Al2O3 at the same loading level, indicating that nano-ZrO2 is more effective in reducing the friability of PF foam than nano-Al2O3, because ZrO2 has not only a strengthening effect but also some toughening effect on the matrix [18]. ZrO2 has been used as toughening agent for Al2O3 ceramics; this indicates that ZrO2 has better toughness than Al2O3 [23, 24]. The reason for the decrease in the pulverization can be explained by the fact that the existence of the nano-oxides in cell ribs and cell walls of the modified foams can undergo external force and thus improve the damage endurance in the foams.

Pulverization ratios of PF and PF foams modified with different loadings of nano-oxides
Microstructures
Optical microscope was used to study the effect of the nano-oxides on the microstructure of PF foams. As shown in Fig. 6, all the foams consist of a majority of closed cells. We used the software, Image J, to calculate the cell sizes of the foams, and the methods of the detailed analysis are provided in the publication [25]. It is found that the average diameter of the cells in the modified foams first decreases slightly and then increases with the addition of nano-oxides compared to those of pure PF foam. The average diameter of cells in the modified foams of pure PF foam is 168 µm, while the values of PFAl1, PFAl3, PFAl5 and PFAl6 are 165, 161, 164 and 251 µm, respectively, and those of PFZr1, PFZr3, PFZr5 and PFZr6 are 167, 152, 136 and 246 µm, respectively. Moreover, the shapes of the cells modified by the nano-oxides change obviously with increasing the loading of nano-oxides, especially at high loadings. The reason for the above change is because the nano-oxides in the foams would initiate more micro-bubbles, increase the number of cells and decrease the combination of the cells. It is known that the thickness of the cell membrane decreases as the number of cells increases [19, 26]. However, due to easy aggregation of the nano-oxides at a higher loading (6.0 phr), the cell size becomes larger and the cell structure becomes non-uniform, as shown in Fig. 6e, i.

Optical images of a PF, b PFAl1, c PFAl3, d PFAl5, e PFAl6, f PFZr1, g PFZr3, h PFZr5 and i PFZr6. The magnification of all images is ×40
Combustion behavior
The flame-resistant behavior of pure PF foam and the modified foams by the nano-oxides was evaluated by the LOI and UL-94 vertical burning test. As shown in Fig. 7, the LOI values of the foams modified by nano-Al2O3 change a little below 3 phr, while the values of the foams modified by nano-ZrO2 decrease slightly. When the loading of the nano-oxides increases to 5 phr, the LOI values decrease further. This may be due to the nucleation effect of the nano-oxides, which will make the cell membrane a little thinner and easier to burn [24]. Meanwhile, the nano-oxides are nonflammable and will not greatly affect the flame-retardant properties of phenolic foams. The LOI values of the modified foams are above 36 %, and all the foams can pass the UL-94 V0 rating, as shown in Fig. 7, which indicates the foams still maintain excellent flame-retardant properties.

Effect of nano-oxides on the LOI of phenolic foams
The combustion characteristics of the modified PF foams were also studied using the cone calorimeter. The heat release rate (HRR) curves of the modified PF foams are shown in Figs. 8 and 9, and the corresponding data are listed in Table 2. The peak heat release rate (PHRR) of pure PF foam is 36 kW/m2, and the PHRR value decreases to 33 kW/m2 (sample PFAl1) and to 35 kW/m2 (sample PFZr1) at low loading of the nano-oxides (1 phr). A further increase in the loading of the nano-oxides leads to a slight increase in the PHRR value, but all the values are below 50 kW/m2. The effects of the nano-oxides on the average heat release rate (AHRR) and total heat release (THR) results are similar to their effects on PHRR. The above results may be explained by the fact that the weak nucleation effect of the nano-oxides at low loading (1 phr) brings about a slight change on the cell membrane of the foams, and the non-combustible oxides may lead to a decrease in the PHRR. The slight decrease in PHRR of the PF foam with 1 phr loading can be explained by the reason that as the non-combustible nanoparticles are incorporated into the PF foams, the dispersed inflammable nanoparticles hinder the decomposition of the polymer chains of PF foams. However, a further increase in the nano-oxides will make the cell membrane of the foams thinner, which would be easier to burn. As seen from SEM images of the char residue after cone calorimeter test (Fig. 10), the cell structure of the char left by the modified foams with higher loadings of the nano-oxides becomes less regular (even damaged in some parts) compared to that of the pure PF foam and the modified foams with low loadings of the nano-oxides.

Heat release rate curves of the modified foams with different loadings of nano-Al2O3 (35 kW/m2)

Heat release rate curves of the modified foams with different loadings of nano-ZrO2 (35 kW/m2)

SEM images of the residues after the cone calorimetry test: a PF, b PFAl1, c PFAl3, d PFAl5, e PFZr1, f PFZr3 and g PFZr5
Thermal decomposition
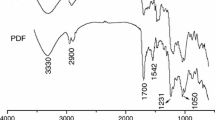
Figure 11 shows the TGA curves of the pure PF foam and PF foams modified by the two nano-oxides. It can be seen from the derivative thermogravimetric (DTG) curves (Fig. 12) that pure PF foam has five decomposition steps. The initial decomposition below 100 °C is mainly due to the evaporation of residual water and blowing agent (n-pentane, boiling point 36.1 °C); the second decomposition step occurring at about 160 °C may be on account of the dehydration of further curing of PF foams [6]; the third step at around 250 °C and the fourth step at nearly 350 °C may belong to the decomposition and evaporation of surfactant (Tween-80) and some curing agents(phosphorus acid and boron acid). The fith step (the main decomposition step) is located in the range of 400–800 °C, which is attributed to the decomposition of phenolic resin [27]. The thermal decomposition of the modified PF foams is also in five steps, quite similar to the one of pure PF foam. The incorporation of the two nano-oxides seems to have less influence on the first to fourth decomposition steps and only affects the fifth step. The T max (the temperature at a maximum weight loss) values of the modified foams, sample PFAl5 and sample PFZr5 at the fifth step, are 470 and 471 °C, respectively, which are slightly higher than that of pure PF foam (465 °C). The reason for the increase of T max values of the modified foams may be because the nanoparticles can protect the PF resin from thermal degradation by restricting the polymer chains in the PF foams [21]. Moreover, the weight loss of samples PFAl5 and PFZr5 at a fixed temperature in the range of 400–800 °C is less than that of the pure PF foam. The improvement in the thermal stability at high temperatures is easy to understand, since highly thermally stable nano-oxides are mixed with relatively thermally unstable phenolic resin [11].

TGA curves of PF, PFAl5 and PFZr5

DTG curves of PF, PFAl5 and PFZ
Conclusion
Two nano-metallic oxides, i.e., nano-Al2O3 and nano-ZrO2, were used to modify phenolic (PF) foams. It was found that the incorporation of suitable amounts of the nano-oxides into the PF foams leads to a great increase in the flexural, compressive and impact strengths. Moreover, the pulverization ratio of the PF foams was reduced due to the addition of nano-oxides, where nano-ZrO2 was more effective in reducing the pulverization ratio than nano-Al2O3. The LOI values of the modified foams were all above 37 %, and their UL-94 ratings were V0. The cone calorimeter results proved that the peak heat release rates of the modified foams were below 50 kW/m2. The TGA results indicated that the residues of the foams modified with the nano-oxides left at high temperatures increased compared to that of pure PF foam.
References
Lei S, Guo Q, Shi J, Liu L (2010) Preparation of phenolic-based carbon foam with controllable pore structure and high compressive strength. Carbon 48:2644–2646
Huang Y, Wang C, Huang Y, Guo G, Nutt SR (2010) Enhancing specific strength and stiffness of phenolic microsphere syntactic foams through carbon fiber reinforcement. Polym Compos 31:256–262
Gietl TD, Lengsfeld HD, Altstädt VD (2006) The efficiency of various toughening agents in novel phenolic type thermoset resin systems. J Mater Sci 41:8226–8243
Hu XM, Wang DM, Cheng WM, Zhou G (2014) Effect of polyethylene glycol on the mechanical property, microstructure, thermal stability, and flame resistance of phenol–urea–formaldehyde foams. J Mater Sci 49:1556–1565
Auad ML, Zhao L, Shen H, Nutt SR, Sorathia U (2007) Flammability properties and mechanical performance of epoxy modified phenolic foams. J Appl Polym Sci 104:1399–1407
Yang H, Wang X, Yu B, Yuan H, Song L, Hu Y, Yuen RK, Yeoh GH (2013) A novel polyurethane prepolymer as toughening agent preparation, characterization, and its influence on mechanical and flame retardant properties of phenolic foam. J Appl Polym Sci 128:2720–2728
Wang W, Zhang H, Dai Y, Hou H, Dong H (2015) Effects of various nanomaterials on the properties of starch/poly(vinyl alcohol) composite films formed by blow extrusion process. Iran Polym J 24:687–696
Rezaei Abadchi M, JalaliArani A (2015) Synergistic effects of nano-scale polybutadiene rubber powder (PBRP) and nanoclay on the structure, dynamic mechanical and thermal properties of polypropylene (PP). Iran Polym J 24:805–813
Schmid G (1992) Large clusters and colloids. Metals in the embryonic state. Chem Rev 92:1709–1727
Ma H, Wei G, Liu Y, Zhang X, Gao J, Huang F, Tan B, Song Z, Qiao J (2005) Effect of elastomeric nano particles on properties of phenolic resin. Polymer 46:10568–10573
Yu Z, Li J, Yang L, Yao Y, Su Z, Chen X (2012) Synthesis and properties of nano carboxylic acrylonitrile butadiene rubber latex toughened phenolic resin. J Appl Polym Sci 123:1079–1084
Zhuang Z, He B, Yang Z (2010) Preparation and characterisation of phenolic foam/HTAB-ATP nanocomposites. Plast Rubber Compos 39:460–464
Yang Z, Yuan L, Gu Y, Li M, Sun Z, Zhang Z (2013) Improvement in mechanical and thermal properties of phenolic foam reinforced with multiwalled carbon nanotubes. J Appl Polym Sci 130:1479–1488
Song SA, Chung YS, Kim SS (2014) The mechanical and thermal characteristics of phenolic foams reinforced with carbon nanoparticles. Compos Sci Technol 103:85–93
Song H, Zhang Z, Men X (2006) Effect of nano-Al2O3 surface treatment on the tribological performance of phenolic composite coating. Surf Coat Technol 201:3767–3774
Song H, Zhang Z (2006) Investigation of the tribological properties of polyfluo wax/polyurethane composite coating filled with nano-SiC or nano-ZrO2. Mater Sci Eng, A 426:59–65
Cai H, Yan F, Xue Q, Liu W (2003) Investigation of tribological properties of Al2O3-polyimide nanocomposites. Polym Test 22:875–882
Malek O, Lauwers B, Perez Y, De Baets P, Vleugels J (2009) Processing of ultrafine ZrO2 toughened WC composites. J Eur Ceram Soc 29:3371–3378
Lee LJ, Zeng C, Cao X, Han X, Shen J, Xu G (2005) Polymer nanocomposite foams. Compos Sci Technol 65:2344–2363
Maharsia RR, Jerro HD (2007) Enhancing tensile strength and toughness in syntactic foams through nanoclay reinforcement. Mater Sci Eng A 454:416–422
Manoylov A, Bojarevics V, Pericleous K (2015) Modeling the break-up of nano-particle clusters in aluminum- and magnesium-based metal matrix nano-composites. Metall Mater Trans A 46:2893–2907
Hu L, Zhou Y, Zhang M, Liu R (2012) Characterization and properties of a lignosulfonate-based phenolic foam. BioResources 7:554–564
Rao PG, Iwasa M, Tanaka T, Kondoh I, Inoue T (2003) Preparation and mechanical properties of Al2O3-15 wt% ZrO2 composites. Scripta Mater 48:437–441
Tuan WH, Chen RZ, Wang TC, Cheng CH, Kuo PS (2002) Mechanical properties of Al2O3/ZrO2 composites. J Eur Ceram Soc 22:2827–2833
Guo HM, Nicolae A, Kumar V (2015) Solid-state microcellular and nanocellular polysulfone foams. J Poly Sci Part B 53:975–985
Kharbas H, Nelson P, Yuan M, Gong S, Turng L (2003) Effects of nano-fillers and process conditions on the microstructure and mechanical properties of microcellular injection molded polyamide nanocornposites. Polym Compos 24:655–671
Strečková M, Sopčák T, Medvecký Ľ, Bureš R, Fáberová M, Batko I, Briančin J (2012) Preparation, chemical and mechanical properties of microcomposite materials based on Fe powder and phenol-formaldehyde resin. Chem Eng J 180:343–353
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (Nos. U1205114 and 21174106).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhu, Y., Wang, Z. Phenolic foams, modified by nano-metallic oxides, improved in mechanical strengths and friability. Iran Polym J 25, 579–587 (2016). https://doi.org/10.1007/s13726-016-0447-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-016-0447-3