
Abstract
This study investigated the corrosion and microstructural characteristics of a group of copper alloy artifacts dating to the Byzantine period at the Khirbet Yajuz archaeological site, Jordan. Scanning electron microscopy coupled with energy-dispersive x-ray spectroscopy (SEM–EDX) analyses revealed that those artifacts were mainly of ternary Cu–Sn–Pb and quaternary Cu–Sn–Zn–Pb alloys. The x-ray diffraction (XRD) analysis of representative corrosion product samples revealed the presence of cuprite (Cu2O), tenorite (CuO), atacamite/paratacamite (α– and γ–Cu2(OH)3Cl), sampleite (NaCaCu5(PO4)4Cl·5H2O), and aurichalcite ((Cu, Zn)5(CO3)2(OH)6). A few corrosion products of the copper alloying elements were also detected such as cassiterite (SnO2), pyromorphite (Pb5(PO4)3Cl), smithsonite (ZnCO3), and spencerite (Zn4(PO4)2(OH)2·3H2O). The metallographic examination revealed the microstructural characteristics of the internal alloy, which helped to clarify the casting characteristics or degrees of working and heat treatment in the manufacture of the artifacts. The microhardness testing results were consistent with composition and manufacturing techniques of the artifacts. The presence of stable oxide and phosphate corrosion products of copper and its alloying elements improved the stability of the artifacts and reduced the risk of activating the cuprous chlorides (CuCl) present in the internal corrosion pits. The artifacts could be conserved by a direct conservation treatment using either corrosion inhibitors or potentiostatic reduction methods or in a passive way by controlling the relative humidity to a stable value below 40%, with continuous monitoring of the environmental conditions at the storage area to maintain the stability of the artifacts.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Archeological copper alloy artifacts form an essential part of the cultural heritage of humanity. The analytical investigation of their composition, microstructure and corrosion products provides important information on their archeological history and environmental context in the burial soil and the storage or exhibition area after excavation [1,2,3,4]. The complex nature of burial soil with its various parameters such as soil type, pH, electrical resistivity, oxygen and moisture content is attested to by the wide variety of complex corrosion products that were found on the recovered artifacts. In addition, the type of copper alloy, the manufacturing technique of the artifact, and the presence of other types of archeological materials surrounding the copper alloy artifact affect the corrosion type and mechanism. Moreover, the improper environmental factors of the storage or exhibition area such as relative humidity, temperature and pollutants contribute to the activation or acceleration of the corrosion processes. Therefore, metal conservators conduct analytical investigations to identify the composition of the artifacts, their metallurgical aspects, state of preservation and conservation needs [5, 6].
Several analytical studies have been conducted on archeological copper alloy artifacts [7,8,9,10,11,12,13,14,15]. Those studies revealed a wide range of composition and technical characteristics of these archeological materials, which provided evidence on the importance of comprehensive analytical investigation to reveal the properties of the artifacts with respect to their composition, manufacturing technique and context. The analytical evidence allowed conservation scientists to propose suitable conservation approaches and procedures which do not detract from the esthetic properties of the artifacts and their chemical and physical stabilities.
This paper presents the results of an analytical study conducted on five copper alloy artifacts from the Byzantine period (324 A.D–636 A.D) at the Khirbet Yajuz archaeological site, Jordan. The study aimed to identify their chemical composition and microstructural characteristics and thus their archeological context and corrosion mechanisms so as to determine their preservation state and conservation needs.
Materials and Methods
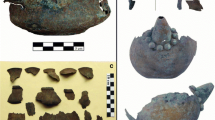
This study examined a group of five copper-based artifacts, which included a bell, an arrowhead, a button, a pin, and a bent pin (Fig. 1). These artifacts are representative of several similar artifacts excavated from Khirbet Yajuz, which is an archeological site that is located about 11 km northwest of the center of Amman, Jordan. This site lies on the cardinal coordinates of longitude: 35.91000 and latitude: 32.03567 and has an elevation of 849 m above sea level. The architectural and material objects discovered at the site during the archeological excavations indicated that the site was inhabited in the Roman, Byzantine, Umayyad, and Abbasid periods [16]. The artifacts are heterogeneously corroded; but they have not been analytically studied since their discovery and placement in the storage area of the University of Jordan Archaeological Museum (UJAM) in Amman back in the last decade of the twentieth century. Therefore, there was a need for an analytical investigation for those artifacts to shed light on the chemical composition of the alloys, their corrosion mechanism, manufacturing techniques, preservation state, and conservation needs.

The copper alloy artifacts under investigation: (a) bell, (b) arrowhead, (c) button, (d) pin, and (e) bent pin
Scanning electron microscopy (SEM) coupled with energy-dispersive x-ray spectroscopy (EDX) spot analysis and x-ray elemental mapping were used to investigate the corrosion stratigraphy and elemental distribution in the original alloys and corrosion layers. A FEI Quanta 600 scanning electron microscope with a secondary electron detector and coupled with an energy-dispersive x-ray spectrometer was used for this investigation. For each artifact, a cross section was taken at its edge and prepared for this investigation according to the procedure described in [14]. Wet mode at 0.5 Torr H2O and an electron beam of 30 kV were employed. The samples were gold coated before their analysis to avoid charging effects at the corroded edges of the cross sections.
The corrosion products of three artifacts were analyzed by x-ray diffraction (XRD) analysis using a Shimadzu LabX, XRD-6000 x-ray diffractometer operating at 40 kV and 30 mA. A small amount of the corrosion products was scratched off from the internal side of the bell, then mixed and dispersed in ethanol and spread on a microscopic glass slide. After evaporation of the ethanol, the slide was placed in the XRD instrument for analysis. For the arrowhead and button, since they had semi-flat surfaces, the analysis was carried out directly on the artifact, which was placed at the site of the sample holder of the XRD machine. The x-ray was generated from an anticathode copper (Cu) tube with a wavelength CuKα = 1.54178 Å. The analysis range was 5–90° 2θ and the scan speed was 2° per minute. The pin and bent pin did not have enough corrosion products for powder diffraction, their cylindrical shape and narrow diameter made it difficult to carry out a direct analysis at the place of the sample holder, and therefore, their SEM–EDX analysis aided the identification of their corrosion products.
The embedded cross sections were also examined under optical microscope (OM) using an Optika IM-3MET inverted metallurgical microscope. The corrosion profiles of the cross sections were investigated under cross-polarized light, and they were then etched with alcoholic ferric chloride (120 ml ethanol: 30 ml hydrochloric acid HCl: 10 g ferric chloride FeCl3) to examine their microstructures using bright-field illumination, which helped to identify the manufacturing techniques of the artifacts [17]. The photomicrographs were taken using an Optika C-P8 digital camera attachment.
The microhardness of the internal alloys of the artifacts was also investigated using a digital micro-Vickers hardness tester (HVD-1000 M). A diamond indenter was used to measure the microhardness of the internal alloy in the cross sections taken from the artifacts. The measurements were obtained using a 4.904 N load with a 15 s dwell time. The microhardness measurements were calculated from the average values of six points measured for each cross section [14].
Results and Discussion
Alloy Compositions and Microstructures
The SEM/EDX analysis of the internal alloy in the cross section taken from the bell showed that it was made of a leaded bronze alloy with high tin content (21%) (Fig. 2a). The percentage of lead in the internal alloy analyzed by SEM/EDX was about 7%. The SEM image showed the presence of air holes and small islands distributed in the alloy, which were identified as the tin-rich (α + δ) eutectoid by EDX analysis. The EDX elemental mapping images demonstrated the distribution of the copper-rich α-phase, tin-rich (α + δ) eutectoid and the lead globules in the whole analyzed area. They also showed the presence of underlying chloride ions attacking the internal phases of the artifact. The OM image of the etched internal alloy of the bell showed a coarse dendritic microstructure, which included cored copper-rich α-dendrites and dark tin-rich (α + δ) eutectoids, with the presence of air porosity and gray lead globules (Fig. 2b). The coring in the alloy is manifested by the presence of compositional gradient that appears as areas of darker etching material in the outer parts of the dendrites. The internal parts of the dendrites appearing yellow in the OM image are richer in copper, which is the first solidifying constituent of the cast alloy, while the outer darker parts are richer in tin, which solidifies at a lower temperature. The alloy composition is within the range of ancient bell alloy compositions; they were usually made of cast ternary tin bronzes containing of about 20–25% Sn, 2–10% Pb and the rest is Cu. Above 586 °C, bronze with this amount of Sn lies in the β-phase of the bronze system; however, when it cools slowly to room temperature it decomposes into (α + δ) and becomes impossible to work [17]. Therefore, it can be inferred that the bell was made by casting the molten alloy, which was allowed to cool slowly at room temperature. During the cooling process, the alloy decomposed to cored α-phase and (α + δ)-interdendritic phase, and the artifact was not worked or annealed after the solidification of the cast alloy.

SEM–EDX, EDX elemental mapping (a) and OM (b) of the internal alloy of the bell
For the arrowhead, the SEM/EDX analysis identified that it was made of a leaded bronze alloy containing about 4% tin added to toughen the alloy and 5% lead added to improve the casting properties of the molten alloy (Fig. 3a). The small amount of tin in the arrowhead means that the phase diagram is dominated by the presence of the copper-rich α-phase and most of the tin appears to have remained in solid solution. The presence of low amount of Fe is most probably due to the presence of iron in the smelted copper ore, in the form of iron sulfides or the use of an iron–copper sulfide ore such as chalcopyrite CuFeS2 [18]. The OM image of the cross section taken from the arrowhead showed a distorted dendritic structure. It also showed that the porosity in the metal was not eliminated by cold working and the gray lead globules and elongated iron sulfide black inclusions were distributed across the whole area of the micrograph (Fig. 3b). The distorted dendritic microstructure suggests that hot-working or annealing was not conducted in the fabrication of the artifact [17, 19].

SEM–EDX, EDX elemental mapping (a) and OM (b) of the internal alloy of the arrowhead
Similarly, the SEM/EDX analysis identified that the button was made of a leaded bronze alloy containing about 5% tin added to toughen the alloy and 5% lead added to improve the casting properties of the molten alloy. The SEM/EDX analysis together with EDX elemental mapping showed the tin was completely soluble in the copper-rich solid solution, while the insoluble lead globules distributed in the alloy (Fig. 4a). The OM image showed that the microstructure of the internal alloy is partially recrystallized with the presence of some annealing twins; however, coring from the cast alloy has not been completely removed by the annealing process, it appears in the micrograph as areas of darker etching material in the irregular grain structures (Fig. 4b) [14, 17].

SEM–EDX, EDX elemental mapping (a) and OM (b) of the internal alloy of the button
SEM–EDX analysis of the pin’s internal alloy was consistent with a leaded bronze alloy. The SEM image showed the presence of big air holes and white lead spots and globules, and it also showed the presence of finely distributed small islands, which are associated with the presence of the tin-rich (α + δ) eutectoid (Fig. 5a). The EDX elemental mapping images demonstrated the distribution of the copper-rich α-phase, tin-rich (α + δ) eutectoid and the lead spots and globules in the alloy. The EDX spot analysis on several white spots showed that they contained about 55–65 wt% lead. Based on the Cu–Pb binary system [17], Pb is immiscible in Cu and these spots should contain about 99.9% Pb; however, the presence of Cu and Sn in the analysis results is attributed to the influence of the surrounding bronze matrix in the EDX analysis [18]. The lower than expected lead content of the white SEM spots is due to area integration errors implicit in this model of SEM. The lead spots close to the edge of the cross section are chloride-corroded as indicated by the Cl mapping image. Investigating the etched internal alloy microstructure using OM showed an as-cast dendritic microstructure consisting of copper-rich α-dendrites and tin-rich (α + δ) eutectoid with the presence of air porosity, lead spot and globules (Fig. 5b).

SEM–EDX, EDX elemental mapping (a), and OM (b) of the internal alloy of the pin
Finally, the SEM–EDX analysis of the bent pin internal alloy indicated a quaternary Cu–Zn–Sn–Pb alloy. The SEM image together with EDX analysis and elemental mapping revealed spherical and elongated lead globules distributed in the alloy, which also included gradient distribution of tin and zinc (Fig. 6a). Investigating the etched internal alloy microstructure using OM showed an as-cast dendritic microstructure consisting of copper-rich α-dendrites with the presence of air porosity and lead globules. The coring in the copper-rich α-dendrites is attributed to the migration of tin from the α solid solution to the (α + δ) eutectoids surrounding the dendrites during the cooling of the cast alloy (Fig. 6b) [17].

SEM–EDX, EDX elemental mapping (a), and OM (b) of the internal alloy of the bent pin
Corrosion Characteristics
XRD Analysis
The XRD analysis conducted on three of the artifacts revealed the presence of cuprite (Cu2O) as a primary corrosion product (Fig. 7). Cuprite is the primary corrosion product on copper-based objects affected by oxygen and moisture, and it is also the predominant oxide of copper over a wide range of conditions. In the aerobic corrosion process of buried archeological copper alloy artifacts, the cuprite corrosion layer overlays the original surface layer of the alloy, and it may develop with the migration of copper ions in the oxidation process and form different layers below the original surface or above it, which embeds the original surface details within this corrosion zone [20]. In addition to cuprite, XRD analysis of the bronze arrowhead revealed the presence tenorite (CuO) (Fig. 7b). Tenorite is rarely detected as a corrosion product for archeological copper-based artifacts; its presence indicates a high-temperature oxidation and high pH environment. This suggests that the arrowhead would have been subject to heating or fire before or during burial, and the presence of the calcium compounds in the burial environment would have been the source of high pH, therefore induced tenorite formation [20]. The presence of atacamite/paratacamite (α– and γ–Cu2(OH)3Cl) and in the XRD analysis of the bell suggests that the initially formed nantokite (CuCl) in the burial soil underwent oxidative hydrolysis, with the formation of atacamite/paratacamite under the uncontrolled storage conditions. The SEM/EDX showed the presence of Cl ions attacking the internal alloy; therefore, it is suggested that nantokite is present deeper in the alloy such that it was not collected in the sample obtained for the XRD analysis [21].

XRD analysis of the corrosion products: (a) bell, (b) arrowhead, and (c) button
The copper phosphate minerals sampleite (NaCaCu5(PO4)4Cl·5H2O) was detected in the corrosion products of the bell. The source of phosphate species causing the formation of these corrosion products would be hydroxyapatite (Ca5(PO4)3OH) coming from the decomposition of bones and teeth of the buried bodies in the graves where the artifact was found. It is suggested that the reaction of soluble sodium and chloride ions in the ground water of the burial environment with the cupric and phosphate ions formed the sampleite corrosion product [7, 13, 15, 20, 22].
For the corrosion products of copper alloying elements in the bell, cassiterite (SnO2) and pyromorphite (Pb5(PO4)3Cl) were detected. The presence of cassiterite is attributed to the high amount of tin present in the alloy of the bell and the anticipated corrosion of the inherently more reactive element in a tin–copper alloy. The possible formation mechanism of the cassiterite includes the formation of soluble SnCl3– complex ions, which migrated to the external surface and underwent oxidative hydrolysis, which produced SnO2 as the final thermodynamically stable corrosion product [23]. The high amount of lead in the alloy of the bell made it possible to detect its corrosion product (pyromorphite (Pb5(PO4)3Cl)) in the XRD analysis. The Pb(H2PO4)2 and PbHPO4 formed by the reaction of Pb2+ with the H2PO4− and HPO42− ions resulting from the hydrolysis of hydroxyapatite converted to pyromorphite in the chloride containing burial environment [13, 24].
For the corrosion products of copper alloying elements in the button, although the SEM/EDX analysis did not show the presence of zinc in the internal alloy, the XRD analysis on the surface corrosion layer indicated the presence of smithsonite (ZnCO3) and aurichalcite ((Cu, Zn)5 (CO3)2((OH)6), which suggests the presence of zinc in surface alloy as will be seen in the SEM/EDX and EDX elemental mapping of the corroded edge of the embedded cross section. These corrosion products were formed by the dissolution of zinc ions, which reacted with ground water containing dissolved carbon dioxide, therefore precipitated as carbonate minerals [20, 25]. The basic zinc phosphate mineral spencerite (Zn4(PO4)2(OH)2·3H2O) was also detected, which could be attributed to the reaction of hydrogen phosphate, resulting from the hydrolysis of hydroxyapatite, with the released zinc ions [15, 26]. The formation of stable copper and zinc phosphate minerals on the surface of the artifact seems to have impeded Zn(II) and Cu(I) dissolution, therefore improved the corrosion resistance of the internal alloy [27].
SEM/EDX, EDX Mapping, and PLM
The SEM/EDX analysis and EDX elemental mapping the external corroded area of the bell showed the presence of three corrosion zones over the internal alloy (Fig. 8a, areas a, b, c). The outer zone is rich in Cu and contains O and Cl, which suggests the presence of atacamite/paratacamite penetrating the cuprite layer, which conforms with the XRD analysis result. This also indicates a decuprification of the copper-rich α-phase as depicted by the Cu mapping image. This is consistent with an oxygenated burial microenvironment, which is confirmed by the oxygen-rich external layer as appearing in the O mapping image. The second zone appearing white in the SEM image contains lead as the main element, and it also contains Cu, P, O, Cl, C, Ca and Sn. The EDX analysis of the area marked (b) and EDX elemental mapping conform with the presence of pyromorphite and sampleite detected by the XRD analysis. The internal interface layer marked (c) in the SEM image is rich in Sn and O, while the interdendritic tin-rich (α + δ) eutectoid marked (d) in the SEM image is chloride rich. This suggests that the tin (IV) oxide remained as a primary thin corrosion layer underneath the secondary copper corrosion layer, i.e., the copper oxidized and leached out the eutectoid leaving a mineralized tin-rich δ-phase [23, 28]. The PLM image of the corroded edge of the bell showed a complex corrosion profile containing stratified and/or overlapping corrosion products (Fig. 8b). Inspecting the PLM image shows the presence of an external green corrosion including the atacamite/paratacamite minerals (upper left side of the image), a red–brown cuprite patina, and blue–green and white corrosion products intermixed with the cuprite including the sampleite and pyromorphite minerals (upper right side of the image). The internal yellow–orange phase underneath the cuprite layer is the cuprous chloride nantokite (CuCl) present at the interface between the external corrosion layers and internal alloy, and it is surrounded by the corroded tin-rich (α + δ) eutectoid and lead globules [9].

SEM–EDX, EDX elemental mapping (a) and PLM (b) of the corroded edge of the bell
The SEM/EDX analysis and EDX mapping of the cross section taken from the arrowhead showed two corrosion zones and internal corrosion pits (Fig. 9a, areas a, b, c). The outer corrosion zone is rich in Cu and contains O, Si, and C, while the second zone is rich in Cu and contains O, Sn and Pb. This suggests that the external layer is rich in tenorite with the presence quartz particles and probably small amount of malachite, while the internal oxide layer is rich in cuprite with the presence of the copper alloying elements Sn and Pb, which conforms with the XRD analysis performed directly on the surface of the artifact. The internal corrosion pits are Cl rich, which suggests the presence of nantokite, which becomes active in moist air and undergoes oxidative hydrolysis to form basic cupric chlorides. The chlorides released by this oxidative hydrolysis attack the uncorroded metal in a new cycle of corrosion commonly known as bronze disease [8, 21, 29]. The PLM image of the corroded edge of the arrowhead showed an external black corrosion layer (tenorite) intermixed with small amount of blue–green corrosion product (malachite) over a red–brown layer (cuprite). The yellowish–brown internal pits below the cuprite layer are the nantokite corrosion cells, while the white globules and spots are Pb that is immiscible in Cu, and the black inclusions are the iron sulfides coming from the ore (Fig. 9b) [9].

SEM–EDX, EDX elemental mapping (a) and PLM (b) of the corroded edge of the arrowhead
The SEM/EDX analysis and EDX mapping of the cross section taken from the button showed that there was an external layer that is rich in Zn, with presence of significant amounts of Sn, O, P, Ca and C (Fig. 10a, area a). This suggests that the external corrosion layer is rich in zinc containing corrosion products such as aurichalcite, smithsonite, and spencerite detected in the XRD analysis. These Zn corrosion products cover and overlap with a Cu-rich zone that contains O, which conforms with a cuprite layer (Fig. 10a, area b). Since zinc chloride complexes are the primary corrosion products formed during the selective corrosion processes, they will have diffused out of the alloy, partly accounting for the observed porosity, and actively migrate to the surface. The changed microenvironmental conditions of decreased acidity and the presence of other anions, which have less soluble zinc corrosion products, explain why the zinc was not found in the button’s alloy area analyzed in Fig. 4. The presence of the hydroxy phosphate such as spencerite is typical of corrosion in the presence of human or animal bones and teeth. For the PLM examination, the zinc-rich zone appeared dark with the presence of greenish areas that could be associated with the mixed Cu, Zn basic carbonate (aurichalcite), while the reddish zone is the cuprite corrosion product (Fig. 10b). It can be inferred that zinc was probably introduced to the alloy to give it an attractive golden color. This could have been done using scrap leaded bronze in the cementation process to produce brass. In the process, the alloy is heated with zinc ore (such as roasted sphalerite ZnS or calcinated smithsonite ZnCO3) and charcoal in a crucible. The carbothermic reduction of the zinc ore produced metallic zinc vapor, which diffused and alloyed with the copper [30, 31]. An alternative way is by remelting scrap leaded bronze and brass to produce the quaternary Cu–Sn–Zn–Pb alloy, which is commonly called leaded gunmetal [11].

SEM–EDX, EDX elemental mapping (a) and PLM (b) of the corroded edge of the button
The SEM/EDX analysis and EDX mapping of the cross section taken from the pin showed the presence of external carbonate-based corrosion products intermixed with calcareous and siliceous materials coming from the burial soil of the artifact (Fig. 11). Based on the SEM/EDX elemental analysis (Fig. 11a) and the blue–green color appearing in the PLM image (Fig. 11b), the external layer could be assumed malachite. This is followed by a layer rich in Cu, O, and Pb (marked b in the SEM image), which appears as a red layer containing white spots in the PLM image, therefore conforms with a cuprite layer containing lead globules. The interface between the cuprite layer and the internal alloy is copper depleted and rich in Sn, Pb and Cl, which suggests a decuprification corrosion mechanism similar to the corrosion process of the bell described previously.

SEM–EDX, EDX elemental mapping (a) and PLM (b) of the corroded edge of the pin
Finally, the SEM/EDX analysis and EDX mapping of the cross section taken from the bent pin also showed a layer of calcareous and siliceous materials coming from the burial soil of the artifact intermixed with external carbonate-based corrosion products, probably malachite as indicated by the presence of Cu, C, and O in the EDX analysis (Fig. 12a, area a) and the blue–green color of the corrosion products in the PLM image (Fig. 12b). The following layer is copper depleted and rich in chloride corrosion products of remnant Cu and its alloying elements (Fig. 12a, area b), which suggests a decuprification corrosion mechanism of the copper-rich α-phase as mentioned previously [9, 15].

SEM–EDX, EDX elemental mapping (a) and PLM (b) of the corroded edge of the bent pin
The analytical results indicate that the artifacts are in metastable conditions due to the beneficial effects of stable tin oxide and copper and zinc phosphate corrosion products despite the presence of chloride ions in the burial soil and the poor environmental conditions in the storage area. The ability of phosphate ions to displace the less electronegative chloride ions caused the formation of phosphate minerals that are stable and insoluble over a broad pH range, in contrast to the copper chloride minerals responsible for bronze disease and thus active corrosion [32]. The phosphate corrosion products impeded the diffusion of oxygen and water into the cuprous chloride corrosion pits in the poor storage conditions, therefore reduced the risk of their activation. However, to ensure the long-term stability of the artifacts, a direct conservation intervention such as the use of corrosion inhibitors to form stable complexes with the cuprous chlorides [33,34,35] or controlled potentiostatic reduction methods to remove the chlorides ions from the artifacts [36] can be used. A preventive conservation approach can also be used by controlling the relative humidity to a value < 40%, using conservation grade inert storage materials, and monitoring the environmental conditions at the storage area to detect and respond to any increase in the relative humidity, temperature and gaseous pollutants that could affect the stability of the artifacts.
Microhardness Testing
The microhardness testing results showed an average hardness value of about 82.6 ± 2.7 HV in the uncorroded areas of the α-phase in the bell, which is consistent with a cast leaded bronze alloy with high tin content. On the other hand, the arrowhead had an average value of 93.3 ± 2.3 HV for its alloy, which is consistent with a cast leaded bronze alloy with low tin and lead contents with slight cold working process for finishing the surface decorations. The internal alloy of the button has a similar composition to that of the arrowhead; however, its average microhardness value was lower (70.8 ± 1.2 HV), which can be attributed to the heat treatment process that caused recrystallization in the internal alloy and the selective removal of zinc from the internal alloy by the corrosion process. The average microhardness value of the pin alloy in the α-phase regions away from the big lead spots was 76.5 ± 4.1 HV, which is consistent with a cast leaded bronze alloy with relatively high tin and lead contents. Finally, for the bent pin, the average microhardness value was 68.1 ± 3.0 HV, which is consistent with a cast quaternary copper–zinc–tin–lead alloy [17]. The measured microhardness values of the artifacts conform with the SEM/EDX alloy elemental analysis and metallographic microstructural examination results. The differences in the microhardness values of the artifacts are attributed to their compositional differences and finishing techniques in the manufacturing process.
Conclusion
The analytical investigation of copper alloy artifacts from the Khirbet Yajuz allowed to identify their chemical composition, microstructural characteristics, corrosion processes and their link to the archeological context, and state of preservation after several years in the storage area. The formation of the tin oxide primary corrosion layer and insoluble phosphate corrosion products on the surface of the artifacts increased their stability and reduced the risk of activating the cuprous chlorides present in the internal corrosion pits. The artifacts are generally in metastable states of preservation, therefore, to ensure their long-term stability, a direct conservation intervention using either corrosion inhibitors or potentiostatic reduction methods or in a passive way by controlling the relative humidity to a stable value below 40%, with continuous monitoring of the environmental conditions at the storage area to maintain the stability of the artifacts.
References
L. Robbiola, J.-M. Blengino, C. Fiaud, Morphology and mechanisms of formation of natural patinas on archaeological Cu–Sn alloys. Corros. Sci. (1998). https://doi.org/10.1016/S0010-938X(98)00096-1
E. Paparazzo, L. Moretto, X-ray photoelectron spectroscopy and scanning Auger microscopy studies of bronzes from the collections of the Vatican Museums. Vacuum. (1999). https://doi.org/10.1016/S0042-207X(99)00124-4
M.P. Casaletto, G.M. Ingo, M. Albini, A. Lapenna, I. Pierigè, C. Riccucci, F. Faraldi, An integrated analytical characterization of corrosion products on ornamental objects from the necropolis of Colle Badetta-Tortoreto (Teramo, Italy). Appl. Phys. A. (2010). https://doi.org/10.1007/s00339-010-5675-3
J. Loureiro, E. Figueiredo, R.J.C. Silva, M.F. Araújo, J. Fonte, A.M.S. Bettencourt, Metal alloys, matrix inclusions and manufacturing techniques of Moinhos de Golas collection (North Portugal): a study by micro-EDXRF, SEM–EDS, optical microscopy and X-ray radiography. Appl. Phys. A. (2016). https://doi.org/10.1007/s00339-016-0354-7
R.F. Tylecote, The effect of soil conditions on the long-term corrosion of buried tin-bronzes and copper. J. Archaeol. Sci. (1979). https://doi.org/10.1016/0305-4403(79)90018-9
G.M. Ingo, E. Angelini, T. de Caro, G. Bultrini, I. Calliari, Combined use of GDOES, SEM + EDS, XRD and OM for the microchemical study of the corrosion products on archaeological bronze. Appl. Phys. A. (2004). https://doi.org/10.1007/s00339-004-2533-1
M. Fabrizi, H. Ganiaris, S. Tarling, D.A. Scott, The occurrence of sampleite, a complex copper phosphate, as a corrosion product on copper alloy objects from Memphis, Egypt. Stud. Conserve. (1989). https://doi.org/10.1179/sic.1989.34.1.45e
A. Abu-Baker, Investigating the corrosion and microstructure of five copper-based archaeological artefacts from Tell el-Ajjul. AICCM Bull. (2008). https://doi.org/10.1179/bac.2008.31.1.008
G.M. Ingo, A. Çilingiroğlu, F. Faraldi, C. Riccucci, M.P. Casaletto, A. Erdem, A. Batmaz, The bronze shields found at the Ayanis fortress (Van region, Turkey): manufacturing techniques and corrosion phenomena. Appl. Phys. A. (2010). https://doi.org/10.1007/s00339-010-5656-6
O. Oudbashi, A. Hasanpour, P. Davami, Investigation on corrosion stratigraphy and morphology in some Iron Age bronze alloys vessels by OM, XRD and SEM–EDS methods. Appl. Phys. A. (2016). https://doi.org/10.1007/s00339-016-9793-4
O. Papadopoulou, P. Vassiliou, S. Grassini, E. Angelini, V. Gouda, Soil-induced corrosion of ancient Roman brass – a case study. Mater. Corros. (2016). https://doi.org/10.1002/maco.201408115
A.N. Abu-Baker, M.A. Al-Qudah, A novel dioxime compound for protecting copper in neutral chloride solutions and to treat bronze disease in archaeological artefacts. AICCM Bull. (2017). https://doi.org/10.1080/10344233.2017.1407865
X. Fan, Q. Wang, Y. Wang, Non-destructive in situ Raman spectroscopic investigation of corrosion products on the bronze dagger-axes from Yujiaba site in Chongqing, China. Archaeol. Anthropol. Sci. (2020). https://doi.org/10.1007/s12520-020-01042-0
A.N. Abu-Baker, L.A. Khalil, T. Al-Gonmeen, A multi-analytical exploration of the chemical composition, microstructural properties and corrosion inhibiting treatment for an archaeological brass censer from Umm Zuwaytinah, Amman. Nucl Instrum Meth Phys Res B. (2021). https://doi.org/10.1016/j.nimb.2021.06.008
A. Abu-Baker, L. Khalil, An analytical study of the corrosion behavior and microstructural properties of a group of copper alloy artifacts from the Khirbet Yajuz archaeological site, Jordan in Metal2022: Proceedings of the Interim Meeting of the ICOM-CC Metals Working Group, 5–9 September 2022, ed. by P. Mardikian, L. Näsänen, and A. Arponen, (International Council of Museums – Committee for Conservation (ICOM–CC) and The National Museum of Finland, Helsinki, 2022), pp. 221–230
L. Khalil, University of Jordan excavations at Khirbat Yajuz, ADAJ 42, 457 (1998) http://publication.doa.gov.jo/Publications/ViewChapterPublic/1421
D. A. Scott, Metallography and microstructure in ancient and historic metals, (Getty publications, 1991), pp. 72, 26–27, 125, 82–83, https://www.getty.edu/conservation/publications_resources/pdf_publications/pdf/metallography.pdf
O. Oudbashi, A. Hasanpour, Microscopic study on some Iron Age bronze objects from Western Iran. Herit Sci. (2016). https://doi.org/10.1186/s40494-016-0079-0
O. Oudbashi, M. Mehofer, H. Basafa, J. Tayyari, S. Bahadori, Arsenical copper and bronze metallurgy during Late Bronze Age of north-eastern Iran: evidences from Shahrak-e Firouzeh archaeological site. Archaeol Anthropol Sci. (2020). https://doi.org/10.1007/s12520-020-01182-3
D. A. Scott, Copper and bronze in art: corrosion, colorants, conservation (Getty Conservation Institute, 2002), pp. 82–84, 95–96, 243, 100 https://www.getty.edu/publications/virtuallibrary/temp/9780892366385.pdf
D.A. Scott, Bronze disease: a review of some chemical problems and the role of relative humidity. J. Am. Inst. Conserv. (1990). https://doi.org/10.1179/019713690806046064
S. Bruckner, G. Lusvardi, L. Menabue, M. Saladini, Effect of Cu2+ ion on the structural stability of synthetic hydroxyapatite. J. Mater. Chem. (1993). https://doi.org/10.1039/JM9930300715
I. MacLeod, R. Wozniak, Corrosion and conservation of tin and pewter, in Metal 95: proceeding of the international conference on metals conservation. ed. by I. MacLeod, S. Pennec, L. Robbiola (James and James, London, 1997), pp.118–123
J.O. Nriagu, Lead orthophosphates—II. Stability of cholopyromophite at 25 °C. Geochim Cosmochim Acta. (1973). https://doi.org/10.1016/0016-7037(73)90206-8
P. Stoffyn-Egli, D.E. Buckley, J.A.C. Clyburne, Corrosion of brass in a marine environment: mineral products and their relationship to variable oxidation and reduction conditions. Appl. Geochem. (1998). https://doi.org/10.1016/S0883-2927(97)00108-X
Y. Chen, W. Zhang, M.F. Maitz, M. Chen, H. Zhang, J. Mao, Y. Zhao, N. Huang, G. Wan, Comparative corrosion behavior of Zn with Fe and Mg in the course of immersion degradation in phosphate buffered saline. Corros. Sci. (2016). https://doi.org/10.1016/j.corsci.2016.05.039
L. Yohai, W.H. Schreiner, M. Vázquez, M.B. Valcarce, Surface characterization of copper, zinc and brass in contact with tap water inhibited with phosphate ions. Appl. Surf. Sci. (2011). https://doi.org/10.1016/j.apsusc.2011.07.002
H. Strandberg, L. Johansson, O. Lindqvist, The atmospheric corrosion of statue bronzes exposed to SO2 and NO2. Mater. Corros. (1997). https://doi.org/10.1002/maco.19970481102
I.D. MacLeod, Bronze disease: an electrochemical explanation. ICCM Bull. (1981). https://doi.org/10.1179/iccm.1981.7.1.002
D. Bourgarit, F. Bauchau, The ancient brass cementation processes revisited by extensive experimental simulation. J. Miner. Met. Mater. Ser. (2010). https://doi.org/10.1007/s11837-010-0045-3
G. Massa, M. Aldenderfer, M. Martinón-Torres, Of gold masks, bronze mirrors and brass bracelets: analyses of metallic artefacts from Samdzong, Upper Mustang, Nepal 450–650 CE. Archaeol. Res. Asia. (2019). https://doi.org/10.1016/j.ara.2019.02.004
D.A. Lytle, C.P. White, The effect of phosphate on the properties of copper drinking water pipes experiencing localized corrosion. J. Fail. Anal. Prev. (2014). https://doi.org/10.1007/s11668-014-9786-6
A.N. Abu–Baker, I.D. MacLeod, R. Sloggett, R. Taylor, A comparative study of salicylaldoxime, cysteine and benzotriazole as inhibitors for the active chloride-based corrosion of copper and bronze artifacts, Eur. Sci. J. (2013) https://eujournal.org/index.php/esj/article/view/2104
A.N. Abu-Baker, M.A. Al-Qudah, A new dioxime corrosion inhibitor for the protection and conservation of copper: synthesis, characterization and evaluation in acidic chloride solution. Appl. Phys. A. (2016). https://doi.org/10.1007/s00339-016-0289-z
A. N. Abu–Baker, From mono-oxime to tri-oxime: the development of a new group of corrosion inhibitors for copper alloys, in Metal 2019: Proceeding of the International Conference on Metals Conservation, ed. by C. Chemello, L. Brambilla, E. Joseph (International Council of Museums–Committee for Conservation (ICOM–CC) and Haute Ecole Arc Conservation–Restauration (HE–Arc CR), Neuchatel, 2019), pp. 204–211
A.N. Abu-Baker, I.D. MacLeod, An electrochemical simulation and treatment study for the carbonate and chloride based corrosion of heritage silver-copper alloys. Stud. Conserv. (2021). https://doi.org/10.1080/00393630.2020.1796020
Acknowledgments
I would like to thank Prof. Lutfi Khalil for the permission to work on the artifacts and publish the results. I would also like to thank Dr. Ian MacLeod for the valuable remarks on the manuscript.The cost of analyses was supported by research grants from the Gerda Henkel Foundation and Yarmouk University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical issue of the journal Metallography, Microstructure, and Analysis on Archaeometallurgy. The issue was organized by Dr. Patricia Carrizo, National Technological University – Mendoza Regional, and Dr. Omid Oudbashi, Art University of Isfahan and The Metropolitan Museum of Art, on behalf of the ASM International Archaeometallurgy Committee.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Abu-Baker, A.N. A Technical Examination of the Corrosion and Microstructural Features of Copper Alloy Artifacts from the Byzantine Period at Khirbet Yajuz, Jordan. Metallogr. Microstruct. Anal. 12, 276–288 (2023). https://doi.org/10.1007/s13632-023-00934-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-023-00934-6