
Abstract
This study explores sustainable extraction of biocarbon particle from papaya peel waste and their integration into a new composite material by reinforcing epoxy with banana fiber. The resulting composite is assessed for its mechanical, dielectric, and electromagnetic interference (EMI) shielding properties, particularly in microwave frequency ranges. The research follows ASTM standards for sample characterization to ensure reliable results. The composite is produced through a solution casting method, yielding a lightweight and eco-friendly material. Among the composites tested, EB2 demonstrates strong mechanical properties, while EB3 exhibits notable hardness and dielectric performance, making it suitable for electronic applications. Additionally, EB3 shows excellent EMI shielding effectiveness, surpassing other composites. It also displays moderate contact angle and thermal conductivity, indicating retained hydrophobicity and thermal insulation capabilities. These results highlight the potential of utilizing agricultural waste for particle extraction and creating sustainable composite materials with diverse applications in industries like electronics and telecommunications, thus contributing to waste reduction and environmental sustainability.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Electromagnetic interference or radio frequency means creation of unwanted interruption in electrical circuit caused by outside source. This kind of EMI interruption can cause electronics equipment to work slowly, malfunctioning or even complete disruption of work [1]. Generally, the EMI is caused mainly due to electricity and magnetism of the material. This electromagnetic interference can be caused by either natural source or human-made source. In recent decades, human-caused EMI has increased due to advancements in technology as well as increased use of electrical and electronic gadgets. Thus, this increasing usage of EMI-producing equipment has not only affects the devices but also harms the human beings through the release of radiation [2]. This kind of radiation exposure creates pollution in the environment. To mitigate such harmful radiation release, the EMI shield covering is produced by using the electrical conductivity and dielectric and magnetic properties of the material [3]. These properties contained EMI shielding material are produced in a polymeric thermoset composite in order to producing corrosive resistant, less dense, and low-cost material. In addition, the thermosetting epoxy polymer composites are having strong dimensional stability, improved tensile strength, wear resistance, and light weight in nature [4, 5].
There were much more studies done on epoxy polymer composite for EMI shielding. Besides these advantages, the EMI shielding covered polymer composite materials are also produced by adding filler components on it to further enhance the performance of the composite. Generally, these filler components are obtained either in natural or by synthetic way. Because of the environmental degradation and increase in greenhouse gas emission, the use of bio-based material composites is gaining momentum in recent research studies. As a consequent, the natural filler and natural fiber substances are employed in the EMI shielding composites. Further, due to the reduced carbon footprints, flexibility, and improved dielectric, mechanical properties, the carbon-based materials are widely used as filler substances [6]. As per previous discussion, this carbon-contained materials are extracted from natural biomass. One such biomass waste component is papaya peel. Because of high vitamins and nutritional content, this fruit has been consumed by many people across the nation. The estimated total world production for papayas in 2022 was 13,822,328 metric tonnes; India was by far the largest producer, accounting for over 38% of global production. Furthermore, the peel waste from this fruit also contained physicochemical compound, and so, the peel waste from papaya is utilized in various cosmetics and biomedical and pharmacological applications, while some of them were kept remained as waste. To effectively utilize waste remains, it undergoes pyrolysis treatment to extract biocarbon particle [7]. With significant advancements in various fields like space science, cell biology, electronics, and solar cells, particles have garnered attention from researchers and scientist due to their ability to absorb and emit light of different colors based on their size and shape [8]. The present study exploits these properties of biocarbon particle, showcasing their potential as efficient semiconductor photocatalysts for treating environmental pollutants [9]. Moreover, biocarbon particles are highly soluble, cost-effective, non-toxic, biocompatible, and eco-friendly, leading to extensive research on their wide-ranging applications [10].
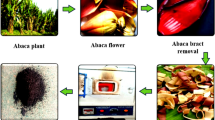
Several studies have explored the incorporation of biocarbon particle into composite materials for electromagnetic interference (EMI) shielding. Dhal et al. [11] investigated the mechanical properties of hemp biocarbon and hemp fiber–reinforced biopolymer composite. The study result found out that addition of 10 wt.% of biocarbon of size 50 microns shows maximum tensile strength of 817.02 MPa and high flexural and impact strength. Further, Balajikrishnabharathi et al. [12] studied waste abaca bract extracted biocarbon and pineapple fiber–reinforced rigid vinyl ester composite. The author reported that by addition of 2 vol.% of biocarbon and 40 vol.% of natural fiber shows maximum tensile strength, flexural strength, compression strength, and impact strength of 143 MPa, 184 MPa, 161 MPa, and 4.14 J, respectively. Similarly, Suresh et al. [13] examined the effects of incorporating filler biocarbon substances into flexible NiFe2O4 and black gram pod composites, revealing enhancements in dielectric, magnetic, and mechanical properties. Additionally, Alshahrani et al. [14] explored the use of cobalt/Hevea brasiliensis seed husk carbon dots in the bamboo-based PVA composite. Author made the composites via solution casting and dried. According to the result, the addition of biocarbon improved the shielding effectiveness of composite.
To improve the strength of these composites, natural fibers such as banana fiber could usually incorporate. Banana fiber, sourced from readily available banana trees, offers renewable, affordable, and lightweight properties, enhancing the tensile strength of the material further; the banana plant-extracted fiber contained high cellulose content [15,16,17,18]. Researchers are studied banana fiber–reinforced polymer composite because of improved strength properties on the material. For example, Bekraoui et al. and Nguyen et al. demonstrated the effectiveness of banana fiber reinforcement in improving mechanical properties [19, 20]. Based on their observation, the study reported banana fiber reinforcement on matrix to provide better interfacial adhesion and enhance mechanical strength properties to the composite. Similarly, Balaji et al. observed enhanced mechanical strength and thermal stability in banana fiber–reinforced epoxy composites [21]. The widespread research on banana fiber stems from its affordability, renewability, and low density, making it an attractive option for composite reinforcement [22, 23].
Thus, the recent development and studies on quantum dots have made new innovation in composite field. In addition, the reduction in carbon footprints by utilizing the waste biomass-extracted biocarbon as filler particle in the composite is the major advantages for EMI shielding applications. Further, due to their special features and the production of circular economy-based material, the biocarbon and banana fiber are used in the present research studies, and yet, there were no studies done based on this combination of fiber- and filler-reinforced polymer material. In addition to this, less dense, flexible, dielectric properties of biocarbon particle, and improved strength and corrosive resistant properties of fiber and epoxy matrix, the EMI shield polymer composite plate could be applied in various sectors such as shield covers and enclosures in telecommunication, EMI-shielded gateway, router for sensor and navigation device, electrical and electronic gadgets and defense manufacturing military industry, and space science.
2 Methodology description
2.1 Raw components
In this research, the thermoset Araldite epoxy LY556 resin was utilized, boasting a density of 1.18 g/cm3 and a molecular weight of 190.1 g/mol, sourced from Huntsman Corporation in Mumbai, India. The hardener, triethylenetetramine, with a density of 0.9 g/cm3, along with distilled water, was procured from Sigma-Aldrich, USA. The papaya peel source and banana fiber were purchased from Metro Composite in Chennai, India. The banana fiber mat having a thickness of 0.8 mm is reinforced and papaya-extracted biocarbon is reinforced with the matrix.
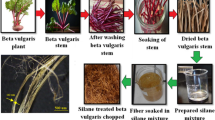
2.2 Biocarbon from papaya peel
In this study, biocarbon particles are utilized as filler materials derived from papaya peel waste. Initially, the peel waste biomass undergoes a rigorous washing process using distilled water. Subsequently, the peeled biomass is subjected to pyrolysis treatment at 450 °C for 1 h in a thermal reactor under controlled oxygen supply. The resulting ash residue is then finely ground using a ball mill to obtain a biocarbon particle of size 1–3 µm. The process of extraction of biocarbon is outlined in Fig. 1.

Bio-extracted carbon particle from papaya peel
2.3 Preparations of particle with fiber epoxy composite
In this research, the biomass-extracted biocarbon is reinforced with epoxy composite for EMI shielding using the hand layup technique. The process involves mixing a specific quantity of epoxy resin with biocarbon and hardener to initiate the curing process of composite. Mixture is stirred using an ultrasonic stirrer to ensure homogeneity. Subsequently, the homogenous resin mixture is poured into pre-waxed mold surface, onto which banana fiber is aligned. Finally, the poured particle-doped epoxy resin mixture along with banana fiber-fabricated composite is allowed to cure for 8 h at ambient temperature. Table 1 shows the composition designation of banana fiber with biocarbon particle epoxy composite.
3 Characterization of the composite
The post-cured epoxy composite was evaluated to assess its strength and performance according to ASTM standards. The test specimens are cut into shape using an abrasive water jet machine (Maxieum, Kent, USA). Figure 2 illustrates the particle with natural fiber epoxy composite.

Biocarbon particle and natural fiber–reinforced epoxy composite
3.1 Mechanical
Mechanical tests, encompassing tensile, flexural, impact, and hardness evaluations, were executed adhering to ASTM standards. Tensile and flexural assessments were accomplished utilizing a UTM (FIE, UNITEK 91400, India) with a traverse speed set at 1.5 mm/min, consistent with ASTM standards D 3039 and D 790, correspondingly. Impact testing was performed employing equipment from Krystal Equipment Ltd., India, in accordance with ASTM standard D 256. Hardness examinations were conducted utilizing a shore-durometer (Blue Steel, India) following ASTM standard D 2240.
3.2 Dielectric
The dielectric properties of particle incorporated into the fiber-reinforced composite were evaluated utilizing an LCR HI-Tester (HIOKI-3532–50, Japan), following ASTM standard D 150 and frequency range of 8 GHz.
3.3 EMI shielding effectiveness
The EMI shielding effectiveness and scattering characteristics were assessed employing a high-frequency vector network analyzer (VNA), namely the ME 7868A distributed modular 2-port vector network analyzer, procured from Anritsu, India. Further, the EMI X-band has a frequency of (8–12 GHz), and Ku band has a frequency of (12–20 GHz).
4 Results and discussion
4.1 Mechanical properties
Different composite designations are shown in Fig. 3 together with their corresponding mechanical parameters, such as tensile strength, flexural strength, impact energy, and Shore-D hardness. The mechanical parameters of the E composite are not very good; it has a Shore-D hardness of 85, impact energy of 0.4 J, a flexural strength of 95 MPa, and a tensile strength of 60 MPa. The absence of reinforcement in the matrix is the main cause of this, as it leads to poor distribution and mechanical load resistance, especially when subjected to tensile or impact stresses [24, 25]. Nevertheless, the mechanical properties are greatly improved when banana fibers are added to the epoxy matrix at a volume percentage of 40%. Compared to the E composite, the EB0 shows enhanced properties, with a hardness rating of 88, an impact energy of 4.27 J, a tensile strength of 112 MPa, a flexural strength of 151 MPa, and an increase of 86% and 58%, respectively, [26]. By increasing the composite’s load-bearing capacity, decreasing stress concentrations, and improving the distribution of loads, banana fibers make it more resistant to deformation and breaking when subjected to mechanical stresses [27].

a Stress–strain curve. b Load–deflection curve. c Tensile strength and flexural strength. d Impact energy and shore-D hardness
Along with banana fibers, adding biocarbon particles to the epoxy matrix improves mechanical qualities even further. With a Shore-D hardness of 90, an impact resistance of 5.4 J, a flexural strength of 175 MPa, and a tensile strength of 130 MPa, the EB1 composite is an impressive material. The EB2 composite achieved a tensile strength of 148 MPa, flexural strength of 199 MPa, impact energy of 6.1 J, and hardness of 91 when the concentration of biocarbon particles was increased to 3 vol.% [28, 29]. The mechanical strength of the EB3 composite drops to 134 MPa for tensile strength, 180 MPa for flexural strength, and 4.9 J for impact energy as the amount of biocarbon particles added increases beyond 5 vol.%. Because particles tend to cluster within the epoxy matrix, they act as stress concentrators and can initiate and propagate cracks, which is why their strength declines [30, 31]. Composite strength and stiffness are diminished when the resin-to-fiber ratio is altered by an excess of particle content, which compromises load distribution. When carbon dots are added to a composite matrix, their stiff and high-hardness properties enhance the hardness of the material, which in turn improves the hardness of EB3 [32]. Thus, from the obtained results, that papaya peel–extracted biocarbon and banana fiber–reinforced composite material show superior mechanical properties when compared to another biomaterial. The comparison analysis for different biomass-extracted carbon and fiber-reinforced composite is shown below in Table 2.
Figure 4 presents SEM images (a–e) depicting various composite designations. Figure 4a shows the plain epoxy resin, which shows river marks in the fractured portion. This indicates that the plain resin is highly brittle and thus tends to break at lower load itself. However, in Fig. 4b and c, a weak connection between the fibers and the epoxy matrix is evident, resulting in the easy removal of fibers under applied loads. Additionally, Fig. 4c shows cracks in the fibers and areas where fibers pull away from the matrix. Conversely, Fig. 4d and e demonstrate uniform dispersion of particle within the matrix, enhancing the bonding between fibers and the matrix. However, Fig. 4d reveals the formation of clusters of biocarbon within the matrix, leading to points of stress concentration. These areas serve as initiation points for initial breakdown when subjected to load.

SEM images of fractured specimens of a E, b EB0, c EB1, d EB2, and e EB3
4.2 Dielectric behavior
The dielectric loss and dielectric constant for various composite designations are shown in Fig. 5. With a dielectric constant of 2.1 at 2 GHz and 1.8 at 4 GHz, as well as a dielectric loss of 0.19 at 2 GHz and 0.22 at 4 GHz, the E composite designation exhibits comparatively lower dielectric characteristics. Epoxy resins’ comparatively low intrinsic dielectric constants are the main cause of these reduced dielectric characteristics [36]. In comparison to materials with greater dielectric constants, epoxy resins are less polarizable [37], which limits their capacity to store and transfer electrical energy by making it difficult to align their internal dipoles in response to an applied electric field. On the other hand, the dielectric characteristics of the composite are significantly improved by adding 40 vol.% of banana fibers into the epoxy matrix. The EB0 composite shows improved dielectric losses of 0.19 and 0.22 at 2 GHz and 4 GHz, respectively, and enhanced dielectric constants of 2.4 at 2 GHz and 2.0 at 4 GHz. As natural materials, banana fibers have higher dielectric constants than the epoxy matrix by itself [38]. Their incorporation into the epoxy results in improved dielectric characteristics by raising the composite’s dielectric constant overall. Banana fiber insertion also increases the composite material’s homogeneity [39], which results in a more uniform distribution of dielectric characteristics throughout the composite and fewer changes in the material’s dielectric constant. In addition, fewer dielectric losses result from the fiber reinforcement’s assistance in reducing heat dissipation in the presence of an alternating electric field.

Dielectric properties including a dielectric constant and b dielectric loss
The dielectric characteristics are significantly improved when additional biocarbons are added at concentrations of 1, 3, and 5 vol.% combined with 40 vol.% of banana fibers. With a dielectric constant of 3.9 at 2 GHz and 3.3 at 4 GHz, as well as a dielectric loss of 0.19 at 2 GHz and 0.22 at 4 GHz, the EB3 composite has the best dielectric characteristics. At both 2 and 4 GHz, EB3 exhibits a remarkable dielectric constant improvement—it surpasses an 80% enhancement—when compared to the E composite. Biocarbons frequently have relatively high dielectric constants, just like banana fibers [40]. They help raise the composite’s dielectric constant overall when combined with banana fibers in the epoxy matrix. Furthermore, the inclusion of particle enhances the composite material’s homogeneity [41], guaranteeing that the matrix’s dielectric qualities are dispersed more evenly. When exposed to alternating electric fields, this leads to a material with consistent electrical behavior, which lowers variations in the dielectric constant within the composite and also helps to reduce the dissipation of electrical energy as heat, improving dielectric efficiency and reducing energy losses.
4.3 EMI shielding
Figure 6 presents the electromagnetic interference (EMI) of different composite designations concerning X and Ku band frequencies. Notably, the E composite designation demonstrates relatively lower levels of electromagnetic interference, registering 8.0 dB at the X band and 8.5 dB at the Ku band compared to other composite designations. This lower EMI is attributed to epoxy’s excellent electrical insulating properties, resulting in limited ability to absorb or reflect electromagnetic waves due to its high resistance to electrical currents [42, 43]. Conversely, incorporating 40 vol.% of banana fibers into the epoxy matrix leads to a slight enhancement of electromagnetic interference. The EB0 composite designation exhibits increased EMI levels, measuring 11.9 dB at the X band and 13.1 dB at the Ku band, representing a 48% enhancement in the X band and a 54% improvement in the Ku band compared to the E composite. Banana fibers, when embedded in the epoxy matrix, enhance the structural integrity of the composite, aiding in the formation of a conductive network that partially contributes to EMI shielding by reflecting electromagnetic waves. Additionally, the difference in dielectric properties between banana fibers and epoxy causes partial reflection of electromagnetic waves at their interface, further attenuating EMI [44].

Electromagnetic interference of various composite designations at X and KU band
Furthermore, a notable further enhancement in electromagnetic interference is observed when biocarbon particles are included at concentrations of 1, 3, and 5 vol. %. As a result, the EB3 composite designation exhibits exceptional electromagnetic interference values, reaching 55.8 dB at the X band and 59.2 dB at the Ku band. The improved EMI of composite designations EB1, EB2, and EB3 is attributed to the dispersion of biocarbon, which create a conductive pathway throughout the composite. The conductive nature of particle allows them to efficiently absorb electromagnetic waves, converting them into heat energy, thereby reducing the transmission of electromagnetic interference [45, 46]. Thus, from the obtained results, papaya peel-extracted biocarbon and banana fiber–reinforced composite material show maximum shielding properties when compared to another biomaterial. The comparison analysis for different biomass-extracted carbon and fiber-reinforced composite is shown below in Table 3.
4.4 Wettability (hydrophobicity)
Figure 7 shows the water contact angle values of plain resin and its composites. It is noted that the designation E has a contact angle of 117°, since it is a hydrophobic material; however, composite designation EB0 shows a contact angle of 78°. About 50% increase in contact angle for EB0 compared to E is attributed to the introduction of banana fiber. Banana fiber introduces surface roughness and texture, altering the surface morphology and increasing the surface area available for water droplet interaction. This increased roughness leads to reduced wetting and consequently a higher contact angle. Similar declined trend is observed in the composite EB1 too. It gives a contact angle of 65°, representing a decrease of about 80% compared to E. This decrease is primarily attributed to the incorporation of 1 vol.% particle, which modify the surface energy of composite and increased its wettability by lowering the surface tension. The presence of particle creates hydrophilic sites on the surface, increasing the interaction between water molecules and the composite surface, thus decreasing the contact angle. The filler particles in these composites pull in and react with water, causing the observed reduction in contact angles [50]. This attribute is claimed by Nagaraj et al. [51]. Author investigated how adding cellulosic filler to date palm seed/vinyl ester composites affected their contact angles. With EB2 exhibiting a contact angle of 61°, roughly 6.56% still lower than EB0, the additional 3% particle further reduced the hydrophobicity of the composite surface. The higher concentration of particle increases the density of hydrophobilic sites on the surface, resulting in greater admittance to wetting by water droplets and consequently a lower contact angle. But on compare with the result of this author’s study, the present study’s composite is better in hydrophobic.

Contact angle of various composite designations
Finally, EB3 demonstrates a contact angle of 64°, approximately 82.82% lower than E. The highest concentration of 5 vol.% biochar particle in EB3 significantly reduced the composite’s hydrophobicity. At this concentration, the composite surface is densely populated with hydrophilic region with highly porous particle, improving the interaction between water molecules and the surface. Moreover, the presence of pores admits more water molecules into the surface via capillary action. This strong susceptive nature of water molecules results in the lowest contact angle observed in the series.
4.5 Thermal conductivity
The thermal conductivity decreased with the addition of filler, as depicted in Fig. 8. Composite designation E has a thermal conductivity of 1.3 W/mK, whereas composite designation EB0 has a thermal conductivity of 0.99 W/mK. This decrease in thermal conductivity for EB0, approximately 23.08% lower than E, can be attributed to the incorporation of banana fiber. The fiber acts as an insulating material, introducing air pockets within the composite structure. These air pockets disrupt the flow of heat, thereby reducing thermal conductivity. For EB1, the thermal conductivity is 0.74 W/mK, representing a decrease of about 43.08% compared to E. This decrease is primarily due to the addition of 1% particle. Particles have low thermal conductivity compared to the epoxy matrix, which lead to a reduction in the overall thermal conductivity of the composite. With EB1 exhibiting a thermal conductivity of 0.71 W/mK, roughly 45.38% lower than E, the additional 3% particle further contributes to the reduction in thermal conductivity. Particle nanoparticles have a heat-absorbing property that diminishes the vibrational motion of binder molecules [52]. This decrease in vibrational motion reduces the transfer of thermal energy through the material, resulting in lower thermal conductivity.

Thermal conductivity of various composite designations
The higher concentration of particle disrupts the flow of heat more effectively, resulting in a greater decrease in thermal conductivity. Finally, EB3 observed with a thermal conductivity of 0.67 W/mK, approximately 48.46% lower than E. The highest concentration of 5% particle in EB3 significantly improves insulating properties of the composite. The dense network of particle within the composite structure hinders the transfer of heat, leading to the lowest thermal conductivity observed in the series. Liang et al. observed similar trends, noting an enhancement in the material’s ability to regulate thermal conductivity with the addition of filler particles [53].
5 Conclusions
In conclusion, this study successfully explored the sustainable utilization of papaya peel waste for the extraction of biocarbon particle, which were subsequently employed to reinforce epoxy resin with banana fiber. The resulting particle-reinforced epoxy composite materials, designated as EB2 and EB3, exhibited notable mechanical, dielectric, and electromagnetic interference (EMI) shielding properties. EB2 displayed remarkable mechanical strength, with a tensile strength of 148 MPa, a flexural strength of 199 MPa, and an impact energy of 6.1 J. Conversely, EB3 demonstrated the highest Shore-D hardness of 93 among the composites. In terms of dielectric properties, EB3 exhibited better outcomes, with a dielectric constant of 3.9 at 2 GHz and 3.3 at 4 GHz, accompanied by a dielectric loss of 0.19 at 2 GHz and 0.22 at 4 GHz, indicating its potential suitability for electronic applications. Furthermore, EB3 showcased exceptional EMI shielding effectiveness, achieving values of 55.8 for the X-band and 59.2 for the Ku-band, surpassing performance of other composite designs. These results underscore the versatility and promise of repurposing agricultural waste for the creation of sustainable composite materials with impressive mechanical and electrical properties. Furthermore, specimen EB3 exhibits acceptable performance in both contact angle and thermal conductivity measurements. With a contact angle of 64° and a thermal conductivity of 0.67 W/mK, EB3 demonstrates lowest hydrophobicity and the lowest thermal conductivity among all specimens. However, the hydrophobic level is not much affected by the incorporation of biochar and banana fiber. This research not only demonstrates an innovative approach to mitigate agricultural waste but also presents opportunities for the development of environmentally friendly materials applicable to a wide range of industries, including electronics and telecommunications. By adhering to ASTM standards in sample characterization, this study ensures the reliability and consistency of experimental findings, further bolstering the potential for these eco-friendly composites to contribute to waste reduction and environmental sustainability.
Data availability
All data within manuscript.
References
Hai W, Chen C, Yu Q et al (2023) Appl Surf Sci 637:157975. https://doi.org/10.1016/j.apsusc.2023.157975
Alshahrani, H., VR, A.P. J Mater Sci: Mater Electron 34, 1988 (2023). https://doi.org/10.1007/s10854-023-11418-2
Ahmad HS, Hussain T, Nawab Y, Salamat S (2022) J Compos Mater 56(1):69–82. https://doi.org/10.1177/00219983211052615
Kartal İ, Özcan Z (2023) Journal of innovative engineering and natural science, 3(2):67–74
Somaiah A, Prasad BA, Nath NK (2022) Materials today: proceedings, 62:3226–3232. https://doi.org/10.1038/s41598-024-68251-8
Sankhla S, Warhekar P, Bhattacharya A, Neogi S (2023) Mater Chem Phys, pp 128483. https://doi.org/10.1016/j.matchemphys.2023.128483
Ganesan S, Kalimuthu R, Kanagaraj T, Kulandaivelu R, Nagappan R, Pragasan LA, Ponnusamy VK (2022) Environ Res 206:112589. https://doi.org/10.1016/j.envres.2021.112589
Reshma VG, Mohanan PV (2019) Quantum dots: applications and safety consequences. J Lumin 205:287–298
Gao W, Zhang S, Wang G, Cui J, Lu Y, Rong X, Gao C (2022) Ceramics International. https://doi.org/10.1016/j.ceramint.2022.04.074
Tuerhong M, Yang XU, Xue-Bo YIN (2017) Chin J Anal Chem 45(1):139–150. https://doi.org/10.1016/S1872-2040(16)60990-8
Dahal RK, Acharya B, Dutta A (2023) Mechanical response of the hemp biocarbon-filled hemp-reinforced biopolymer composites. J Polym Res 30(7):267
Balajikrishnabharathi A, Jayabalakrishnan D (2024). Polym Bull. https://doi.org/10.1007/s00289-024-05301-1
Suresh N, Sivakumar P, Malathi ACJ, Veeramalini JB (2023) Biomass Convers Biorefin 1–9. https://doi.org/10.1007/s13399-023-04338-y
Alshahrani H, Prakash VA (2023) Ind Crops Prod 191:115967. https://doi.org/10.1016/j.indcrop.2022.115967
M., S.P., Ramesh, C. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05591-5
Nagabhooshanam N, Verma R, Kaliappan S et al (2024). Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05625-y
Alshahrani H, Prakash VRA (2024) Biomass Conv Bioref 14:8081–8089. https://doi.org/10.1007/s13399-022-02801-w
Rao BL, Makode Y, Tiwari A, Dubey O, Sharma S, Mishra V (2021) Mater Today Proc 47:2825–2829. https://doi.org/10.1016/j.matpr.2021.03.558
Bekraoui N, El Qoubaa Z, Chouiyakh H, Faqir M, Essadiqi E (2022) Journal of Natural Fibers 19(16):12982–12995. https://doi.org/10.1080/15440478.2022.2080789
Nguyen TA, Nguyen TH (2022) Int J Chem Eng, p 2022. https://doi.org/10.1016/j.jece.2023.110445
Balaji A, Purushothaman R, Udhayasankar R et al (2020) Study on mechanical, thermal and morphological properties of banana fiber-reinforced epoxy composites. J Bio Tribo Corros 6:60. https://doi.org/10.1007/s40735-020-00357-8
Arunkumar, S., GladsonVarghese, A., &Jayaraman, R. (2023).Materials Today: Proceedings.
Balaji A, Kannan S, Purushothaman R et al (2024) Banana fiber and particle-reinforced epoxy biocomposites: mechanical, water absorption, and thermal properties investigation. Biomass Conv Bioref 14:7835–7845. https://doi.org/10.1007/s13399-022-02829-y
Anwar J, Khan M, Farooq MU et al (2023) Can Metall Q 62(1):110. https://doi.org/10.1080/00084433.2022.2054586
Sivakumar K, Suvitha S, Kanna SKR et al (2023) Development of peanut husk carbon quantum dots and ferrite foil epoxy composite for EMI shielding at high frequency bands. Biomass Conv Bioref 13:5435–5443. https://doi.org/10.1007/s13399-022-03469-y
Alshahrani, H., Vincent Rethnam, A.P. Fibers Polym 25, 1087–1097 (2024). https://doi.org/10.1007/s12221-024-00475-x
Khan, M.K.A., Faisal, M. & Arun Prakash, V.R. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05421-8
Kannan G, Sujatha ER (2023) Effect of nano additive on mechanical properties of natural fiber reinforced soil. Journal of Natural Fibers 20(1):2143980
Hindi SS, Sabir JS, Dawoud UM et al (2023) A practical review. Polymers 15(12):2660. https://doi.org/10.3390/polym15122660
He J, Sun J, Choi J et al (2023) Friction 11:441–459. https://doi.org/10.1007/s40544-022-0619-4
Mazhari R, Bide Y, Hosseini SS, Shokrollahzadeh S (2023) Desalination 565:116888. https://doi.org/10.1016/j.desal.2023.116888
Pan K, Liu C, Zhu Z, Feng T, Tao S, Yang B (2022) ACS Appl Mater Interfaces 14(12):14504–14512. https://doi.org/10.1021/acsami.2c00702
Umaeswari, P., Lokesh, G., Nisha, A. S. A., & Solomon, I. J. (2024). Biomass Conversion and Biorefinery, 1–12.https://doi.org/10.1007/s13399-024-05463-y
AP A, Kaliappan S, Patil PP (2022) Polym Compos 43(11):8388–8395. https://doi.org/10.1002/pc.27010
Prakash VRA, Jaisingh SJ (2018) SILICON 10:2279–2286. https://doi.org/10.1007/s12633-018-9762-y
Wang L, Zhao Y, Hou T, Shi Y, Du B, Liu X, Ding L (2022) Mater Today Commun 33:104600. https://doi.org/10.1016/j.mtcomm.2022.104600
Fu F, Zhou X, Shen M et al (2023) ACS Sustain Chem Eng 11(15):5973–5985. https://doi.org/10.1021/acssuschemeng.2c07698
Kumar V, Chakraborty P, Janghu P et al (2023) Carbohydr Polym Technol Appl, p 100366. http://dspace.utb.edu.ec/handle/49000/16058
Rajadurai, A. (2016). Applied surface science, 384, 99–106.https://doi.org/10.1016/j.apsusc.2016.04.185
Saravanan K, Jayabalakrishnan D, Bhaskar K et al (2023) Thermally reduced sugarcane bagasse carbon quantum dots and in-plane flax fiber unsaturated polyester composites: surface conductivity and mechanical properties. Biomass Conv Bioref. https://doi.org/10.1007/s13399-023-04158-0
Aslan M, Eskalen H, Kavgaci M (2023) Carbon Quantum Dot (CQD) Nanoparticles synthesized by sucrose and urea: application as reinforcement effect on Al–Mg–Cu–Zn composite. Russ J Gen Chem 93:2152–2160. https://doi.org/10.1134/S1070363223080236
Wang ZY, Sun X, Wang Y, Liu JD, Zhang C, Zhao ZB, Du XY (2023) Ceram Int 49(2):2871–2880. https://doi.org/10.1016/j.ceramint.2022.09.271
Zhang J, Qiao L, Zheng J et al (2023) The magnetic properties of FeSiCr/Epoxy resin soft magnetic composites for injection molding in a broad frequency up to 2000 kHz. J Electron Mater 52:1024–1035. https://doi.org/10.1007/s11664-022-10071-5
Zhang J, Zhao M, Zhao Y, Wang J, Wu Y, Li K, Liu Y (2023) J Alloy Compd 947:169544. https://doi.org/10.1016/j.jallcom.2023.169544
Sikiru S, Oladosu TL, Kolawole SY, Mubarak LA, Soleimani H, Afolabi LO, Toyin AOO (2023) Journal of Energy Storage 60:106556. https://doi.org/10.1016/j.est.2022.106556
Mohammed I, Mohammed J, Srivastava AK (2023) Cryst Res Technol 58(3):2200200. https://doi.org/10.1002/crat.202200200
Kanchana, K., Anoop, K. J., Vinod, V. P., & Kavitha, K. K. (2023). Biomass Conversion and Biorefinery, 1–10.https://doi.org/10.1007/s13399-023-04626-7
Devi G, Nagabhooshanam N, Chokkalingam M, Sahu SK (2022) Polym Compos 43(9):5996–6003. https://doi.org/10.1002/pc.26898
Babu M, Anusha N, Bapu BT, Yuvaraj R (2023) Biomass Convers Biorefinery 13(1):409–416. https://doi.org/10.1007/s13399-022-03489-8
Thiyagu TT, Gokilakrishnan G, Uvaraja VC et al (2022) SILICON 14:3795–3808. https://doi.org/10.1007/s12633-021-01577-4
Nagaraj N, Balasubramaniam S, Venkataraman V, Manickam R, Nagarajan R, Oluwarotimi IS (2020) Int J Biol Macromol 147:53–66. https://doi.org/10.1016/j.ijbiomac.2019.11.247
Arun Prakash VR, Xavier JF, Ramesh G et al (2022) Biomass Conv Bioref 12:5451–5461. https://doi.org/10.1007/s13399-020-00938-0
Khan MKA, Faisal M, Prakash VRA (2024). Polym Bull. https://doi.org/10.1007/s00289-024-05208-x
Author information
Authors and Affiliations
Contributions
S. Mohanasundaram and Naga Bhooshanam: concept. Gobi chettipalayam Shanmugam Satheesh Kumar: funding. Kamal Sharma and Pothamsetty Kasi V. Rao: methodology design. V. S. Pravallika and M. Siva Shankar: testing.
Corresponding author
Ethics declarations
Ethical approval
NA.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mohanasundaram, S., Kumar, G.c.S.S., Nagabhooshanam, N. et al. Electromagnetic interference shielding and mechanical and hydrophobic properties of papaya peel biocarbon and banana fiber–reinforced epoxy composite: synthesize and characterization. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05948-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05948-w