
Abstract
This study examines the effects of washing pretreatments on the chemical characteristics of biomass and the resultant biochar derived from empty fruit bunches (EFBs) of palm oil plantations. We optimized parameters such as washing duration, techniques, and water volume to improve biochar quality. Following the washing pretreatment, the EFBs were subjected to slow pyrolysis at 500 °C for 2 h under a nitrogen atmosphere. In-depth analyses employing techniques like X-ray fluorescence (XRF), X-ray diffraction (XRD), scanning electron microscopy (SEM), energy-dispersive X-ray spectroscopy (EDX), Fourier-transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA-DTG), and inductively coupled plasma mass spectrometry (ICP-MS) demonstrated profound changes in the EFB biomass and biochar structure and composition. Specifically, the sample L-EFB4, soaked in water for 72 h, showed a 67.08% reduction in ash content and a significant decrease in potassium content, enhancing the biochar’s potential applications. The fixed carbon content increased to 17.06 wt.% in the L-EFB3 sample, representing EFBs soaked for 30 min, indicating the effectiveness of targeted washing treatments in optimising biochar properties. Additionally, ICP-MS analysis of the EFB leachate provided insights into the elemental solubility, revealing high concentrations of potassium (72,871.9 ppb), demonstrating its solubility and the leaching process’ effectiveness. This analysis further corroborated the significant role of pretreatment in modifying the ash characteristics, which is crucial for optimizing the combustion behavior of the resultant biochar.
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
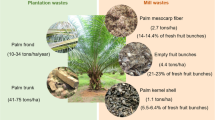
Indonesia and Malaysia lead in global oil palm fruit production, contributing 88.4% between 2019 and 2022. In 2022 alone, Malaysia’s output reached 92.5 million tonnes from an area spanning 5.14 million hectares [1]. This level of production led to the generation of substantial agricultural waste; in 2020, the sector produced 2.80 million tonnes of empty fruit bunches (EFB), 0.89 million tonnes of palm kernel shells (PKS), and 8.92 million tonnes of palm oil mill effluent (POME) [2]. Additionally, Chia et al. [3] detail that of the total oil palm biomass, only 10% is utilized for oil production, leaving the remaining 90% as waste, including oil palm trunks (OPT), oil palm fronds (OPF), EFB, mesocarp fibres (MF), PKS, pressed palm fibers (PPF), and POME. Furthermore, processing fresh fruit bunch (FFB) results in 60% POME, 23% EFB, 12% MF, and 5% PKS by weight. Palm oil, derived from MF, fruit, and kernels, is the most produced and exported vegetable oil globally, surpassing rapeseed and soybean oils [4]. These facts highlight the critical need for sustainable management and valorization of palm oil waste to mitigate environmental impacts and enhance economic value [5].
The oil palm industry is a crucial part of Southeast Asia’s economy, but it faces environmental issues caused by oil palm biomass waste, such as EFB, PKS, and POME. This waste is often unutilized and contributes to sustainability concerns, exacerbating environmental problems such as deforestation and biodiversity loss [6]. Sustainable waste management must address these challenges and reduce the adverse effects. Thanks to technological advancements in biomass conversion, there is an opportunity for sustainable bioenergy development and a circular economy, emphasizing the need for efficient bioconversion technologies. Oil palm biomass has a rich lignocellulosic composition that offers renewable energy potential. It can be converted into various forms through gasification and pyrolysis, thus reducing greenhouse gas emissions [5,6,7].
Fresh fruit bunches (FFBs) harvesting and processing in palm oil production are subject to inefficiencies that leave a portion of the crop unutilized. Such inefficiencies come from limiting harvesting techniques, transportation challenges, and quality control measures. Farmers often discard FFBs unfit for oil extraction, such as rotten, underripe, or damaged FFBs, to maintain the high quality of the palm oil. The result is the tremendous volume of FFBs dumped on the plantation, leading to on-farm losses. The logistic challenges in collecting and moving all FFB to the mills further add to this waste, especially in areas with poor road connectivity. Additionally, the cost of harvesting and transportation is weighed against the potential oil yield, leading to the abandonment of less profitable FFBs. The oil extraction rate (OER) is crucial for efficiency, with ripe bunches having higher oil content. Some FFBs are also left intentionally in the fields, acting as organic fertilizers for improved soil quality that aligns with sustainable agricultural practices. These residual FFBs can, on the other hand, be excellent energy resources for value-adding products promoting sustainability and a circular economy in the agricultural sector.
The generation of empty fruit bunches (EFB) during the palm oil milling process leads to significant changes in their chemical composition due to sterilization [8]. Sterilizing FFBs is crucial as it facilitates easy stripping of fruitlets, deactivates enzymes, removes impurities, and aids in separating kernels from their shells, streamlining the processing stages [9]. The milling process involves steam sterilization of oil palm fruits, which produces palm oil mill effluent (POME). The qualities of EFB from mills differ from those sourced directly from plantations mainly due to the initial processing steps, such as sterilization and mechanical pressing, which affect their moisture content and organic and inorganic element concentration.
The pyrolysis of EFB from mills produces biochar with distinct properties influenced by the feedstock's organic content and physical characteristics. During this thermal decomposition process, cellulose, hemicellulose, and lignin break down in an inert atmosphere, yielding biochar, bio-oil, and biogas [10]. The high moisture and ash contents of EFB can pose challenges for valorization; specifically, the moisture content impacts pyrolysis by lowering the temperature and reducing overall thermal efficiency, which in turn affects the yield and quality of biochar [11]. Furthermore, the polymerization of organic vapours during pyrolysis can enhance char yield [12], while silica from washing pretreatments can modify the structure of the biochar [13]. These dynamics underscore the critical influence of feedstock characteristics and preprocessing on the outcomes of EFB pyrolysis. Hence, pretreatment methods involving washing using distilled water can aid in the reduction of ash and alter the characteristics of the EFB. Thus, it is imperative to carefully consider pretreatment procedures to optimize the quality of the produced biochar. However, obtaining EFB by mechanically stripping palm fruitlets on a plantation without sterilization can be troublesome.
The presence of inorganic elements significantly influences the yield and quality of products in biomass pyrolysis. Varying between empty fruit bunches (EFB) from mills and plantations, these elements can catalyze or inhibit pyrolysis reactions, affecting product outcomes. A study by Abdulla et al. [14] demonstrated that water-washing pretreatment of EFB effectively reduces its ash content, mainly targeting the removal potassium and sodium, which are significant ash constituents in EFB. The study reported a reduction in total ash by about 24.9–70.3%, achieving an average ash content of 2.48 (mf wt. %) after washing treatment. Bhatnagar et al. [15] found that washing pretreatment of biomass, like rice straw, enhances biochar quality and bio-oil yield during pyrolysis, reducing fouling and slagging risks. Such treated biochar is suitable for fuel and soil amendment, aiding contaminant adsorption and pH adjustment. Optimizing pretreatment is crucial for efficient biomass conversion in pyrolysis processes [15, 16].
Washing pretreatment is a simple, efficient, and energy-conserving method that can effectively remove certain impurities from biomass, including soluble elements such as K, Na, S, and Cl. This process can mitigate issues related to sintering, fouling, slagging, and corrosion during the thermal processing of the feedstock [17, 18]. Additionally, washing has increased the ash melting temperature, enhancing bio-oil quality and influencing the outputs of carbon monoxide and hydrogen during combustion, pyrolysis, and gasification [13, 19, 20]. Washing with water is cost-effective and removes ash and unwanted impurities, thus enhancing the efficiency of the biorefinery process [21]. Previous studies have investigated the impact of washing duration, temperature, and solid/liquid ratio on removing soluble elements such as K, N, Cl, and S and the leaching kinetics of these elements [22, 23]. In EFB and other biomasses, various washing processes reduce the presence of elements (K by 40–90%, Cl by 25–100%, Na by 15–90%, S by 30–100%, and Ca by 0–25%), and ash content by 5–75% [24,25,26,27]. Thus, pretreatment of EFB is crucial to mitigate these issues and enhance biochar quality. The chemical composition of the ash, including potassium (K), chlorine (Cl), sulfur (S), nitrogen (N), sodium (Na), magnesium (Mg), and calcium (Ca), also serves as catalysts in ash formation during combustion and can lead to the release of hazardous gases, such as nitrogen oxides and sulfur oxides, potentially causing environmental problems [22, 23]. Although the utilization of biomass ash for soil amendment can provide environmental benefits by improving the chemical properties of soil [28], it is essential to recognize that during thermochemical conversion processes, the same ash can cause fouling and slagging, which creates challenges in the production of value-added products from biomass [13]. Moreover, a significant amount of these AAEMs can influence the quality of the EFB biochar produced if not adequately treated before carbonization [13].
Several methods are available for reducing the ash content in biomass, including acid-washing treatment [29], alkaline pretreatment [30], organosolv pretreatments [31], steam explosion condensate [32], and torrefaction treatment [33]. Acid treatment reduces alkali and alkaline earth metals, decreases char production, increases the yield of valuable products, and improves pyrolysis for higher-quality bio-oil [29]. Alkaline treatment using NaOH increases biochar yield and carbon content, while steam explosion pretreatment enhances methane yield from lignocellulosic materials [30]. The effect of torrefaction on biomass varies, leading to different ash-slagging rates when co-combusted with coal for different biomass types [33]. Nonetheless, for this study, the single-step washing method is sufficient to establish a baseline understanding of how water washing could impact the ash content and improve the biochar quality of EFB.
Numerous studies have explored empty fruit bunches (EFB) from mills and industries. However, research on EFB sourced from plantations is not well-documented, leaving a knowledge gap regarding their potential for biochar production through slow pyrolysis. This study addresses this gap by examining how leaching, a pretreatment process, affects the pyrolysis yield and the quality of biomass and biochar from plantation-sourced EFB, offering fresh insights into their characteristics and potential uses.
2 Materials and method
2.1 Preparation of the source material
The studied EFB samples were obtained from the plantations in Bukit Selambau, Kedah, Malaysia. Due to their significant moisture content (approximately \(6.46 \text{mf wt}.\text{ \%}\)), the EFBs were oven-dried at 105 ℃ for 24 h using a Venticell oven. Post-drying, these EFB samples were cut into 1–3 \(\text{cm}\) pieces with high-quality pruning scissors. Following a washing procedure using distilled water (pH of 7.0 at ambient temperature), the samples underwent further drying, after which they were pulverized into smaller particles using an electric grinder (DFY-1000C universal grinding mill). The pulverized samples were then sieved through an analytical sieve shaker (Retsch AS 200 basic) to obtain a particle size range of 600–800 μm, preparing them for slow pyrolysis. The ash, moisture, volatile matter, and fixed carbon contents were performed in compliance with ASTM D1102-84, ASTM 871–82, and ASTM D872-82 standards, respectively. The biomass was ashed in a muffle furnace (Nabertherm LE 14/11/B150 LE140K1BN, Germany) at 575 ± 25 °C for 6 h, using 1 g of biomass material.
2.2 Preparation of the sample
The EFB sample, weighing 50 g, underwent a series of washing experiments using various quantities of distilled water, durations, and techniques. Specifically, the EFB were washed in 5, 15, and 21 L of distilled water for 5 min, 10 min, 30 min, and 72 h by soaking and stirring. These washing parameters were determined by initial experiments and relevant literature [34, 35], which suggest that such variables could significantly influence the removal of inorganic constituents and other contaminants from the biomass. The samples, under different washing parameters, were denoted as follows: UW represents unwashed EFB, L-EFB1 represents EFB leached by stirring for 5 min, while L-EFB2, L-EFB3, and L-EFB4 correspond to EFB leached by soaking for 10 min, 30 min, and 72 h, respectively, all at room temperature as shown in Table 1. After slow pyrolysis, the resultant char samples are designated C-UW, C-EFB1, C-EFB2, C-EFB3, and C-EFB4.
We selected the washing parameters to evaluate their impact on ash reduction and the quality of the resulting biochar after pyrolysis. We carried out the washing procedures using a simple laboratory setup, where specified EFB quantities were submerged in distilled water within a beaker for set times or stirred to facilitate effective interaction between the water and the biomass (see Fig. s1 of the supplementary material) [24]. Using a glass rod to stir the biomass during the leaching process improved the efficiency of soluble ash and other substances. Post-washing, the biomass-water mix was filtered using filter paper to separate the solid biomass from the wash solution. Subsequently, the washed and unwashed samples were oven-dried at 105 °C for 24 h and stored in airtight containers. The variations in ash content for each sample were computed and compared against the UW baseline.
2.3 Production of biochar
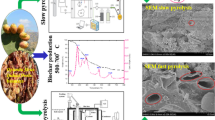
Slow pyrolysis was performed in a laboratory-scale reactor consisting of a muffle furnace, a pyrolizer, three condensers and flasks, a nitrogen flow system, and a fume hood, as shown in Fig. 1 (also refer to Fig. s2 in the supplementary material). Each EFB sample was packed tightly into a pyrolizer and placed in a muffle furnace for pyrolysis. To obtain a high yield of bio-oil and biochar, the pyrolysis temperature, residence time, heating rate, and nitrogen flow rate were set at 500 ℃, 2 h, 5 ℃/min, and 0.5 L/min, respectively. The water flowing in the condensation tubes facilitated the condensation of vapors into bio-oil, which was collected in the flasks. Non-condensable gasses were safely vented into the fume hood. The yield of bio-oil and biochar was calculated using Eq. (1):

The set-up of bench scale slow pyrolysis reactor
The heating value indicates the chemical energy contained in biochar on a per-unit mass basis. The high heating value (HHV) was determined using an adiabatic bomb calorimeter (IKA C200) after the slow pyrolysis process. Approximately 1 g of biochar was placed in the calorimeter’s crucible for the experiment when exposed to an atmosphere of 30 bar oxygen. We obtained the HHV after completing the combustion process.
2.4 Characterization
The elemental composition, including weight percentages of major and trace elements, was analyzed using XRF (Omnian-Axiog Max) for the biomass samples. The EFB leachate sample was analyzed using Thermo Fisher Scientific ICP-MS/MS model iCAP–TQ. The standard solution used was multi-element calibration standard 2A (10 µg/mL each in 5% HNO3) from Agilent Technologies. X-ray diffraction (XRD) using a powder X-ray diffractometer (XRD-6000 diffractometer) with a scan range of 2θ from 10 to 80° at a scan rate of 4°/min at room temperature was used to study the crystal patterns of the washed and unwashed EFB biochar samples. Field emission scanning electron microscopy (FESEM) (model NanoSEM450) with an accelerating voltage and working distance of 5 kV and 5 mm, respectively, was used to study the surface morphology of the biochar samples. Fourier transform infrared (FTIR) spectroscopy was used to compare the functional groups in the washed and unwashed EFB samples using a Perkin Elmer FTIR system with a 2-mg sample in a 100 mg KBr disk. Each sample was scanned in the wavelength range of 400–4000 cm−1 with a scan rate of 4 cm−1. Thermal decomposition of 20 mg of the samples was performed by thermogravimetric analysis (TGA) at a heating rate of 10 ℃/min under a nitrogen atmosphere.
This study explicitly employs thermogravimetric analysis (TGA) to assess biochar’s thermal characteristics. TGA and DTG analysis shed light on the thermal degradation patterns of biochar’s lignocellulosic components, which are crucial for optimizing pyrolysis processes. Several studies have demonstrated the broader application of the techniques in understanding and improving biochar production [15, 24, 29].
3 Results and discussion
Table 2 contrasts the impact of washing pretreatments on EFB biomass properties from plantations with literature-reported values for mill-derived EFB. The data highlights the variability arising from different pretreatment methods between plantation-sourced EFB, the focus of our study, and mill-processed EFB. The study uses untreated (UW) samples as a baseline to assess the impact of various pretreatments on the ash content, ash removal percentage, volatile matter, and fixed carbon in EFB. The study results indicate that plantation EFB had significantly reduced ash content, particularly in L-EFB4. Soaking the EFB samples in 21 L of distilled water for 72 h resulted in a 67.08% decrease in ash content compared to UW.
Moreover, the soaking process reduced water-soluble and volatile components, resulting in a relative increase in the biomass’ fixed carbon content, with L-EFB3 showing a peak of 17.06 wt.%. In contrast, the mill-derived EFB demonstrated less significant ash reduction, with WEFB (stirred EFB for 1 h in 1L distilled water) exhibiting a 41.21% reduction. Furthermore, the UW sample from the mill had a higher volatile matter content than the UW sample from the plantation, indicating intrinsic differences that may be due to initial content and treatment variations. Washing treatments are denoted as W (2 min), W (5 min), and W (10 min), indicating washed EFB for 2, 5, and 10 min, respectively. The data illustrates how increasing washing durations progressively reduce ash content and influence other biomass properties. The study found that the stirring methods (L-EFB1 and WEFB) were less effective in reducing ash content than those using soaking (L-EFB2, L-EFB3, and L-EFB4). This observation suggests prolonged soaking in water, which allows more extensive solvent interaction with the biomass, is more conducive to ash removal. Additionally, researchers have found that the proportion of individual elements in EFB varies depending on their origin and physical state. Carbon (C) accounts for 40–44%, while hydrogen (H) and oxygen (O) make up 5.4–6.4% and 47.75–49.23%, respectively. Nitrogen and sulfur, comprising only 0.3–1.2% and 0.7–1.2% of the EFB composition, respectively, can be problematic in thermochemical conversion processes [36, 37] despite being vital nutrients for plants. The washing pretreatment effectively removes a significant percentage of AAEMs from EFB [25]. We expressed the data presented in Table 2 relative to the initial weight of the sample. The increase in volatile matter is relative and not absolute. This relative increase occurs as other components, notably ash, are removed, altering the mass balance and consequently increasing the proportion of volatile matter in the residual material.
Table 3 indicates that the biochar yield from plantation-derived EFB decreases with pretreatment intensity, ranging from 35.48 wt.% in untreated samples to 28.60 wt.% in extensively treated samples (C-EFB3), while concurrently increasing HHV from 20.98 to 25.39 MJ/kg, suggesting a trade-off between yield and energy content. Studies on mill-derived EFB illustrate that pyrolysis conditions, including extended time and microwave-metal assistance, elevate biochar HHV [38]. Safana et al. [39] reported increased HHV from 16.90 for EFB lignocellulosic biomass to 23.93 MJ/kg for the resulting biochar after pyrolysis, attributed to enriched carbon content and reduced volatiles. Akinnawo et al. [13] demonstrated that washing pretreatments could elevate HHV from 23.14 to 28.24 MJ/kg, underscoring biochar’s potential as a sustainable energy source and a coal substitute [39], contributing to improved waste management and renewable energy objectives. This finding suggests that ash content reduction is pivotal in improving biochar’s energy potential.
Table 3 indicates that enhanced ash removal from EFB biomass correlates with increased heating value (HHV) of the resultant biochar. Specifically, L-EFB4, which had the highest percentage of ash removal at 67.08%, correlates with the biochar sample C-EFB4, having the highest HHV at 25.39 MJ/kg. This result reinforces the idea that less ash content, which may consist of incombustible materials, leads to a higher concentration of combustible carbon, thereby enhancing the biochar’s energy value. However, the biochar yield does not consistently correlate with ash removal since the yields fluctuate across the different treatments. C-EFB2 has the lowest yield at 28.60 wt.% despite not showing the highest ash removal or HHV, suggesting that factors beyond ash content may influence yield outcomes.
Table 4 presents the concentrations (wt.%) of various compounds in untreated EFB (UW), leached EFB (L-EFB4) and ash residues (ASH UW) and (ASH L-EFB4) to illustrate changes in elemental content. The washing treatment removes troubling elements (TEs) such as K, Cl, and P in the leached L-EFB4 sample. The leaching process reduces potassium by approximately 72%. High potassium concentrations can cause fouling and slagging during biomass combustion [27]. The washing process also results in a substantial increase in Si concentration from 15.69 to 53.02 wt.%, likely due to the removal of more soluble substances, which concentrate the less soluble silicon component. The EFB ash (ASH L-EFB4) contains more silicon than the ash (ASH UW). Silica extracted from EFB ash represents a rich potential biogenic silica source comparable to commercial silica. It is potentially viable for supporting catalysts, developing zeolite-based catalysts, and acting as adsorbents [40]. Also noteworthy is the significant drop in Ca following leaching (to 12.58 wt.% in L-EFB4), which raises the possibility of external contaminations, as calcium usually does not leach extensively in water. It is worth considering how the environment can impact the biomass, specifically regarding exposure to dust, grit, and other technogenic impurities in the plantation. As a result of this exposure, calcium can become present in the biomass not inherently but externally as loosely bound calcium compounds. According to Singhal et al. [22], the breakdown of biomass structure due to mechanical impacts, coupled with better water percolation and a higher volume of water, could significantly improve the removal efficiencies of TEs such as K, Ca, Mg, and P. The constant tumbling and mixing enhance the contact between water and biomass, leading to more effective leaching of elements tightly bound to the organic matrix than soaking pretreatment without agitation. Notably, Ca profoundly influences the chemical behaviour of ash, enhancing its utility in cementitious materials and soil amendments. Vinceković et al. [41] discuss an innovative application of this concept, where calcium alginate microspheres encapsulate biomass fly ash, facilitating controlled nutrient release in soil amendments. This approach highlights the potential of calcium-enhanced ash in enhancing environmental and agricultural sustainability. Lignocellulosic biomass is a heterogeneous material influenced by various factors such as geographical location, plant species, growth conditions, age, and climate [42]. Novianti et al. [43] reported a similar XRF result for hydrothermal and water-leaching treatment on EFB biomass. Other constituents in minor proportions, such as Mn, Ni, Cr, Cu, Zn, As and Br, are pivotal in environmental management strategies for ash residue.
Table 5 displays the liquid leachate analysis of the washed EFB (L-EFB4), revealing high K concentrations (72,871.9 ppb), demonstrating its high solubility and the effectiveness of the leaching process. Other elements, such as magnesium (1014.8 ppb), calcium (76.4 ppb), and zinc (194.6 ppb), showed moderate concentrations, indicating their partial solubility. Aluminium (65.1 ppb) and iron (140.1 ppb), typically found in more stable mineral forms, exhibited lower solubility. Trace elements such as nickel (2.5 ppb), copper (19.0 ppb), and arsenic (0.1 ppb) were present in low concentrations, suggesting minimal leaching into the liquid phase, highlighting the study’s practical implications of biomass processing and its potential environmental impacts [44]. Future detailed research using advanced imaging and analytical techniques could enhance our understanding of the solubility and stability of elements in pretreated EFB biomass from plantations.
Figure 2 presents the removal % of Cl and K from EFB subjected to various washing pretreatments. Samples include SS (5 min) and SS (10 min), representing a single washing for 5 and 10 min, respectively, sourced from mill operations [44], while the plantation-derived sample after washing is L-EFB4 (refer to Table s1 in the supplementary material). The plot showed that washing reduces the concentrations of TEs such as Cl and K, with more K removed in the L-EFB4 sample. Our analysis indicates that short-duration washing treatments are remarkably effective for Cl removal, achieving approximately 80 to 90% elimination within the first 10 min. Conversely, K presents lower solubility, with removal efficiencies considerably lesser than that of Cl under similar conditions; about 15 to 25% of K is removed in the initial 10 min, which extends to approximately 72% after a prolonged washing period of 72 h. The L-EFB4 sample, which involved a 72-h washing from plantation sources, exhibited lower Cl removal rates than shorter processes, marking the least efficient removal. These observations highlight the differential behavior of these elements in response to various washing treatments and emphasize how washing duration and the feedstock’s intrinsic properties critically impact troubling elements’ leaching efficiency. These elements contribute to operational challenges, such as slagging, fouling, and corrosion when using biomass as a fuel source [26, 45, 46].

Removal efficiency of chlorine and potassium during washing pretreatment on EFB from plantation and mill
Figure 3 shows the percentage removal of Cl and K from EFB ash subject to various pretreatment processes. It compares the effectiveness of short and prolonged washing durations on EFB from mills such as W (10 min) and W (180 min) [22], a washed pellet (WP) [46], combined washing and steam explosion treatment (WSE) [17], and an extended washing period from plantation-sourced EFB (L-EFB4) (refer to Table s2 in the supplementary material). The ash analysis of various pretreatment methods on EFB from mills and plantations reveals significant differences in Cl and K removal efficiencies. Treatment L-EFB4, which involves prolonged washing for 72 h, demonstrates the most effective chlorine removal, achieving near-complete elimination at approximately 95%, highlighting the efficacy of extended washing durations in dealing with plantation-derived EFB, particularly for chlorine. In contrast, WP shows lower chlorine removal, suggesting that the densification involved in pellet formation can impede the effectiveness of the pretreatment process, potentially trapping chlorine within the denser material structure.

Removal Efficiencies of chlorine and potassium in EFB ash for various pretreatment durations and methods
On the other hand, K removal is generally less efficient across all treatments compared to chlorine, with the combined washing and steam explosion treatment (WSE) exhibiting the highest removal rates. This indicates that the integration of multiple pretreatment steps, such as washing followed by steam explosion, can significantly enhance the leaching effectiveness of K [17]. However, short and long washing durations show limited potassium removal, highlighting the challenges of potassium’s reduced solubility and the need for optimised treatment conditions. These results emphasize the crucial need to develop tailored pretreatment approaches that effectively maximise removing specific problematic elements from EFB ash.
3.1 XRD analysis
X-ray diffraction (XRD) analysis of the plantation-derived EFB biochar was performed to determine the change in crystallinity due to the washing treatment. All samples showed a similar dominant amorphous structure with certain crystalline peaks, which can be attributed to the higher cellulose content in EFB [47, 48]. Cellulose is the most abundant semi-crystalline lignocellulosic component in plants and has a linear polymer structure with hydroxyl groups forming H-bonds within or between chains, which explains its semicrystalline structure [49].
Figure 4 shows that the intensity of the graphitic peak at 28.2° and the peak at 40.4° decreased after washing the EFB. The pretreatment by washing with water affects the amorphous cellulose on the surface of the microfibrils, while the microfibril bundles are exposed because the water molecules can react only with the amorphous part of the cellulose, which leads to a decrease in the intensity of the peak at 28.2°. However, the intensity of the broad amorphous peak at 21.9° increases owing to the increase in the amorphous lignin formed because of washing the EFB.

XRD patterns of biochar from pyrolysis of EFB samples: a C-UW, b C-EFB1, c C-EFB2, d C-EFB3, and e C-EFB4
3.2 FESEM analysis
Figure 5 shows the SEM images of the unwashed and washed EFB biochar samples, which illustrate the modifications in surface morphology resulting from the pretreatment processes of stirring and soaking. The unwashed biochar sample (C-UW) surface texture appears rough, while the stirred biochar sample (C-EFB1) displays a smoother surface with developed pores. However, the extensively soaked biochar sample (C-EFB4) shows signs of surface collapse and a degraded lignocellulose structure [50]. Stirring promotes uniform water penetration and can more effectively dislodge and remove soluble ash components. Conversely, prolonged soaking without agitation can lead to the collapse of these structures, potentially due to the gradual leaching away of structural components, which compromises the integrity of the lignocellulosic matrix. This differential impact on the biomass's physical structure is pivotal. It influences the porosity and functional utility of the resultant biochar, especially in applications such as energy storage where surface properties are critical.

SEM images of C-UW, C-EFB1, and C-EFB4 samples
Ash content plays a crucial role in the development of biochar during pyrolysis, notably through catalytic reactions promoted by inorganic impurities such as alkali and alkaline earth metals found in wood ash. These reactions can induce structural changes, thereby influencing the final porosity and reactivity of the biochar. High ash content can also fill the pores and reduce the available surface area in biochar, as ash constituents significantly affect the textural properties and surface chemistry during pyrolysis [51,52,53,54]. Conversely, a deashing strategy through washing can enhance biochar porosity by facilitating the escape of more volatiles during pyrolysis, thus creating a more porous structure.
Table 6 shows the energy-dispersive X-ray (EDX) analysis of the mineral content of the EFB biochar samples. In general, there was an increase in carbon, a significant component of biochar, with a maximum increase of 35.2%, and a decrease in the percentage content of potassium, an alkali metal that is a significant component in ash formation. Extensive soaking of the EFB feedstock in distilled water resulted in 94.5% removal of potassium from the char.
3.3 FTIR analysis
Figure 6 shows the FTIR spectral analysis of EFB biochar samples derived from unwashed and variously leached EFB biomass samples. It illustrates the alteration of chemical properties due to the leaching process. The unwashed sample (C-UW) displays a broad band at 3400 cm−1, corresponding to O–H stretching vibrations, indicative of hydroxyl groups or moisture content. Additionally, the peak at 1564 cm−1 is assigned to C = C stretching vibrations of aromatic structures or lignin [55], while the peak at 1371 cm−1 suggests C-H bending in methyl and methylene groups. The C-O stretching vibrations around 1024 cm−1 signify the presence of alcohols, ethers, or esters.

FTIR spectra of samples C-UW, C-EFB1, C-EFB2, C-EFB3, and C-EFB4
Upon comparing the unwashed biochar with the leached samples (C-EFB1 to C-EFB4), we observe a systematic reduction in the intensity of the O–H band as leaching time and volume increase, implying the removal of hydrophilic components. The intensity of the O–H group in the char diminishes by the leaching process due to loss of moisture content [56] and dehydration of the hemicellulose and cellulose structures [57]. Concurrently, the C = C peak at 1564 cm−1 shows an initial increase in definition in C-EFB2 but diminishes slightly after that, denoting depletion of aromatic compounds with prolonged leaching and stirring, suggesting that there could be minor changes in lignin structure, mainly by stirring or after soaking for 72 h. The variations in the peak at 1371 cm−1 across the samples reflect the changes in the C-H bending of methyl and methylene groups due to the leaching process. Finally, the consistent decline in the intensity of the C-O stretch through C-EFB2 to C-EFB4, with C-EFB1 having the lowest, indicates the leaching out of compounds with C-O bonds related to cellulose and hemicelluloses. The noticeable reduction in intensity of C-EFB1 and CEFB4 implies some degree of removal or alteration of these polysaccharides due to stirring or extended soaking. The FTIR results collectively suggest a notable impact of distilled water leaching on the chemical structure of EFB biochar, with extended leaching and agitation leading to a reduction of volatile and soluble components and enriching the biochar with more stable carbon structures. These modifications will likely influence the biochar’s reactivity, porosity, and applicability in environmental technologies.
3.4 TGA analysis
Figure 7a, b shows the dynamic thermogravimetric analysis (TGA) and derivative thermogravimetric analysis (DTG) curves at a heating rate of 10 °C/min for washed and unwashed EFB biochar samples from the plantations. The TGA curves assess the thermal stability and composition of the EFB biochar samples by measuring the weight change as a function of temperature, while the DTG curves (Fig. 5b) identify the degradation phases. Different components of the lignocellulosic biochar over distinct temperature ranges in the thermal degradation are released, comprising cellulose, hemicellulose, and lignin. In Region I, from 30.6 to around 200 °C, the mass loss observed is predominantly due to the evaporation of moisture and the loss of light volatile compounds. Typically, C-EFB1, CEFB3, and CEFB4 showed less dehydration due to short-time stirring, prolonged soaking, and increased water volume, demonstrating their potential for moisture retention in soil [58]. Region II (200 to around 498.7 °C) showed the degradation of hemicellulose, which starts at a lower temperature than cellulose. Hemicellulose generally starts to degrade at around 200 and continues up to 300 °C, while cellulose degradation typically starts around 300 °C and can continue up to 400 °C or beyond [59]. The transition to Region III, which occurs between 498.7 and 672.1 °C, signifies the end of cellulose degradation. Lignin, with its complex aromatic structures, begins to degrade at much lower temperatures, starting as low as 160 °C, but its significant breakdown occurs predominantly between 250 and 500 °C, and can persist beyond 900 °C. Lastly, in Region IV, from 672.1 to 895.4 °C, the ongoing degradation of lignin contributes to char formation. This high-temperature regime primarily reflects the thermal resistance of lignin and the resultant fixed carbon and ash content.

a TGA curves and b DTG curves of unwashed and washed EFB biochar samples
The results in Table 7 illustrate how water pretreatment affects the thermal degradation of EFB-derived biochar. C-UW, from untreated EFB, shows consistent mass loss, peaking in Region 4. C-EFB1, stirred during production, has a lower initial mass loss, indicating an impact on moisture and volatiles. C-EFB2, with brief water soaking, exhibits similar mass loss to C-UW, suggesting an effect on cellulose and hemicellulose. C-EFB3, after longer soaking, shows a significant mass loss in a middle region, pointing to potential lignin changes. C-EFB4, from extended soaking, reveals unique mass loss, especially at higher temperatures, highlighting how prolonged water exposure alters thermal degradation and impacts lignocellulosic components.
In this study, we cohesively analyzed the impact of washing pretreatment on EFB biochar from palm oil plantations, employing analytical techniques to unravel the intricate changes in biochar properties. XRF analysis revealed a stark reduction in potassium content by 72%, from 33.62 to 9.34 wt.% in L-EFB4, highlighting the pretreatment's efficacy in mitigating potential combustion-related issues. Furthermore, the washing increased silica content, suggesting a structural shift that could influence biochar applications. The biochar yield decreased from 35.48 wt.% in untreated samples to 30.35 wt.% in L-EFB4. At the same time, the HHV significantly rose from 20.98 to 25.39 MJ/kg, indicating a trade-off between yield and energy content. SEM and EDX analyses underpinned the morphological and compositional enhancements after washing, vital for biochar’s application diversity. FTIR and TGA analyses further corroborated these findings, showing changes in functional groups and thermal stability, which are crucial for biochar’s environmental applications. The integration of these results underscores the profound influence of washing pretreatment on improving biochar’s quality from plantation-sourced EFB, presenting a significant stride toward sustainable biomass utilization and contributing to a circular economy. Future studies should optimize these pretreatment parameters to refine biochar quality further, exploring its potential in various environmental and energy applications. The environmental impact of the scaled-up washing process requires careful evaluation. The wastewater from the washing processes of EFB primarily contains organic substances with trace amounts of heavy metals and higher concentrations of elements like potassium, sodium, and phosphorus. These components necessitate tailored treatment strategies to prevent adverse impacts on natural ecosystems [44].
4 Conclusion
This study presents a comprehensive analysis of the effects of washing pretreatment on the chemical properties of biochar derived from empty fruit bunches (EFB) from palm oil plantations. Our findings reveal that washing alters the EFB biochar’s chemical properties, enhancing its quality and making it suitable for various applications. Specifically, extended soaking of EFB in water for 72 h (L-EFB4) reduced ash content by 67.08% and decreased potassium levels, enriching the biomass with volatile compounds and increasing the fixed carbon content to 17.06 wt.% in the L-EFB3 sample. This adjustment in mineral composition, especially the notable reduction in potassium content by 94.5% in the L-EFB4, highlights the effectiveness of the washing process in removing non-carbon elements and enhancing the carbon content, which rose to 80.31% in the C-EFB4 sample.
The high heating value (HHV) of biochar in the C-EFB4 sample improved from 20.98 to 25.39 MJ/kg, indicating an increased potential for energy recovery. These changes contribute to the biochar's enhanced energy content and suitability for applications such as soil amendment and pollutant adsorption. The systematic variation of washing durations, techniques, and water volumes, along with the leachate analysis, has provided more profound insights into the solubility and mobility of inorganic elements. The high solubility of potassium (72,871.9 ppb) confirmed the efficacy of the leaching process. It suggests a substantial reduction of elements that could hinder the biochar's performance due to slagging and fouling during thermal processes.
These findings directly affect the biochar production industry, providing a pathway for enhancing the quality and utility of biochar and promoting a sustainable approach to agricultural waste management. Future research should focus on refining these pretreatment processes to maximize biochar yield and quality, exploring the integration of washing with other pretreatment methods to enhance biochar’s properties for specific applications. This study lays the groundwork for such endeavours, offering a comprehensive analysis that could guide the development of more efficient and environmentally friendly biochar production techniques.
Data availability
All relevant data are within the paper and its Supporting Information files.
References
FAO FAO, (2022). Crops and livestock products [WWW Document]. URL https://www.fao.org/faostat/en/#data/QCL (accessed 29.02.24)
James Rubinsin N, Daud WRW, Kamarudin SK, et al (2021) Modelling and optimisation of oil palm biomass value chains and the environment–food–energy–water nexus in peninsular Malaysia. Biomass Bioenergy 144:. https://doi.org/10.1016/J.BIOMBIOE.2020.105912
Chia WY, Chong YY, Chew KW et al (2020) Outlook on biorefinery potential of palm oil mill effluent for resource recovery. J Environ Chem Eng 8:104519. https://doi.org/10.1016/J.JECE.2020.104519
Ahmad FB, Zhang Z, Doherty WOS, O’Hara IM (2019) The outlook of the production of advanced fuels and chemicals from integrated oil palm biomass biorefinery. Renew Sustain Energy Rev 109:386–411. https://doi.org/10.1016/J.RSER.2019.04.009
Kahar P, Rachmadona N, Pangestu R et al (2022) An integrated biorefinery strategy for the utilization of palm-oil wastes. Bioresour Technol 344:126266. https://doi.org/10.1016/j.biortech.2021.126266
Norrrahim MNF, Farid MAA, Lawal AA et al (2022) Emerging technologies for value-added use of oil palm biomass. Environmental Science: Advances 1:259–275. https://doi.org/10.1039/D2VA00029F
Loh SK (2017) The potential of the Malaysian oil palm biomass as a renewable energy source. Energy Convers Manag 141:285–298. https://doi.org/10.1016/J.ENCONMAN.2016.08.081
Noerhidajat, Yunus R, Zurina, et al (2016) Effect of high pressurized sterilization on oil palm fruit digestion operation. Int Food Res J 23:129–134
Mohammad S, Baidurah S, Kobayashi T, et al (2021) Palm oil mill effluent treatment processes—a review. Processes 9:. https://doi.org/10.3390/PR9050739
Halim SA, Mohd NA, Razali NA (2022) A comparative assessment of biofuel products from rice husk and oil palm empty fruit bunch obtained from conventional and microwave pyrolysis. J Taiwan Inst Chem Eng 134:104305. https://doi.org/10.1016/J.JTICE.2022.104305
Handoko S, Nurhadi N, Mujiati S, Fitriani R (2021) Characterization of pyrolysis products of oil palm empty fruit bunch. IOP Conf Ser Earth Environ Sci 749:012041. https://doi.org/10.1088/1755-1315/749/1/012041
Weber K, Quicker P (2018) Properties of biochar. Fuel 217:240–261. https://doi.org/10.1016/J.FUEL.2017.12.054
Akinnawo OO, Nurhafizah MD, Abdullah N (2023) Pyrolysis kinetic study of the thermal degradation of pre-treated empty fruit bunches. Mater Today Prochttps://doi.org/10.1016/J.MATPR.2023.03.512
Abdullah N, Sulaiman F (2013) The properties of the washed empty fruit bunches of oil palm. J Phys Sci 24:117–137
Bhatnagar A, Singhal A, Tolvanen H et al (2022) Effect of pretreatment and biomass blending on bio-oil and biochar quality from two-step slow pyrolysis of rice straw. Waste Manag 138:298–307. https://doi.org/10.1016/J.WASMAN.2021.12.013
Wang S, Dai G, Yang H, Luo Z (2017) Lignocellulosic biomass pyrolysis mechanism: a state-of-the-art review. Prog Energy Combust Sci 62:33–86. https://doi.org/10.1016/J.PECS.2017.05.004
Abelha P, Leiser S, Pels JR, Cieplik MK (2022) Combustion properties of upgraded alternative biomasses by washing and steam explosion for complete coal replacement in coal-designed power plant applications. Energy 248:. https://doi.org/10.1016/J.ENERGY.2022.123546
Singhal A, Konttinen J, Joronen T (2021) Effect of different washing parameters on the fuel properties and elemental composition of wheat straw in water-washing pre-treatment. Part 2: Effect of washing temperature and solid-to-liquid ratio. Fuel 292:120209. https://doi.org/10.1016/J.FUEL.2021.120209
Akhlisah ZN, Yunus R, Abidin ZZ et al (2021) Pretreatment methods for an effective conversion of oil palm biomass into sugars and high-value chemicals. Biomass Bioenergy 144:105901. https://doi.org/10.1016/j.biombioe.2020.105901
Cen K, Zhang J, Ma Z, et al (2019) Investigation of the relevance between biomass pyrolysis polygeneration and washing pretreatment under different severities: water, dilute acid solution and aqueous phase bio-oil. Bioresour Technol 278:. https://doi.org/10.1016/j.biortech.2019.01.048
Cheng YS, Mutrakulcharoen P, Chuetor S, et al (2020) Recent situation and progress in biorefining process of lignocellulosic biomass: toward green economy. Appl Sci Eng Prog 13:. https://doi.org/10.14416/J.ASEP.2020.08.002
Singhal A, Goossens M, Konttinen J, Joronen T (2021) Effect of basic washing parameters on the chemical composition of empty fruit bunches during washing pretreatment: a detailed experimental, pilot, and kinetic study. Bioresour Technol 340:125734. https://doi.org/10.1016/j.biortech.2021.125734
Tan C, Saritpongteeraka K, Kungsanant S et al (2018) Low temperature hydrothermal treatment of palm fiber fuel for simultaneous potassium removal, enhanced oil recovery and biogas production. Fuel 234:1055–1063. https://doi.org/10.1016/J.FUEL.2018.07.137
Ariff M, Fuad HM, Faizal HM et al (2019) Experimental investigation on water washing and decomposition behaviour for empty fruit bunch. J Adv Res Fluid Mech Ther Sci J Homepage 59:207–219
Bandara YW, Gamage P, Gunarathne DS (2020) Hot water washing of rice husk for ash removal: the effect of washing temperature, washing time and particle size. Renew Energy 153:646–652. https://doi.org/10.1016/J.RENENE.2020.02.038
Gudka B, Jones JM, Lea-Langton AR et al (2016) A review of the mitigation of deposition and emission problems during biomass combustion through washing pre-treatment. J Energy Inst 89:159–171. https://doi.org/10.1016/J.JOEI.2015.02.007
Nurdiawati A, Novianti S, Zaini IN et al (2015) Production of low-potassium solid fuel from empty fruit bunches (EFB) by employing hydrothermal treatment and water washing process. J Japan Instit Energy 94:775–780. https://doi.org/10.3775/JIE.94.775
Anyaoha KE, Sakrabani R, Patchigolla K, Mouazen AM (2018) Critical evaluation of oil palm fresh fruit bunch solid wastes as soil amendments: prospects and challenges. Resour Conserv Recycl 136:399–409. https://doi.org/10.1016/J.RESCONREC.2018.04.022
Zhou S, Xue Y, Cai J et al (2021) An understanding for improved biomass pyrolysis: toward a systematic comparison of different acid pretreatments. Chem Eng J 411:128513. https://doi.org/10.1016/J.CEJ.2021.128513
Song D-Y, Lee J-W (2024) Valorization of biochar and lignin derived from the NaOH pretreatment of lignocellulosic biomass for applications as an adsorbent and antioxidant. Biomass Bioenergy 182:107103. https://doi.org/10.1016/j.biombioe.2024.107103
Sarkar D, Santiago IJ, Vermaas JV (2023) Atomistic origins of biomass recalcitrance in organosolv pretreatment. Chem Eng Sci 272:118587. https://doi.org/10.1016/J.CES.2023.118587
Lizasoain J, Trulea A, Gittinger J et al (2017) Corn stover for biogas production: effect of steam explosion pretreatment on the gas yields and on the biodegradation kinetics of the primary structural compounds. Bioresour Technol 244:949–956. https://doi.org/10.1016/J.BIORTECH.2017.08.042
Han J, Yu D, Wu J, et al (2022) Effects of torrefaction on ash-related issues during biomass combustion and co-combustion with coal. Part 3: ash slagging behavior. SSRN Electron J. https://doi.org/10.2139/SSRN.4193741
Abdullah N, Gerhauser H, Bridgwater AV (2007) Bio-oil from fast pyrolysis of oil palm empty fruit bunches. J Phys Sci 18:57–74
Adilah S, Nur S, Nurhayati A (2014) Slow pyrolysis of oil palm empty fruit bunches for biochar production and characterisation. J Phys Sci 25:97–112
Idris J, Shirai Y, Anduo Y et al (2015) Improved yield and higher heating value of biochar from oil palm biomass at low retention time under self-sustained carbonization. J Clean Prod 104:475–479. https://doi.org/10.1016/J.JCLEPRO.2015.05.023
Sembiring KC, Rinaldi N, Simanungkalit SP (2015) ScienceDirect bio-oil from fast pyrolysis of empty fruit bunch at various temperature. / Energy Procedia 65:162–169. https://doi.org/10.1016/j.egypro.2015.01.052
Hanafi NHM, Rozali S, Ibrahim S (2024) Empty fruit bunch derived biochar synthesized via microwave-metal-assisted pyrolysis and its potential as solid biofuel. Biomass Convers Biorefin 2024:1–18. https://doi.org/10.1007/S13399-023-05257-8
Safana AA, Abdullah N, Sulaiman F (2018) Bio-char and bio-oil mixture derived from the pyrolysis of mesocarp fibre for briquettes production. J Oil Palm Res 30:130–140. https://doi.org/10.21894/JOPR.2018.0007
Nelson ES, Iyuke S, Daramola MO, Okewale A (2023) Extraction and characterization of silica from empty palm fruit bunch (EPFB) ash. Processes 11:. https://doi.org/10.3390/PR11061684
Vinceković M, Šegota S, Jurić S, et al (2022) Development and characterization of a novel soil amendment based on biomass fly ash encapsulated in calcium alginate microspheres. International Journal of Molecular Sciences 2022, Vol 23, Page 9984 23:9984. https://doi.org/10.3390/IJMS23179984
Sohni S, Norulaini NAN, Hashim R et al (2018) Physicochemical characterization of Malaysian crop and agro-industrial biomass residues as renewable energy resources. Ind Crops Prod 111:642–650. https://doi.org/10.1016/J.INDCROP.2017.11.031
Novianti S, Nurdiawati A, Zaini IN et al (2015) Low-potassium fuel production from empty fruit bunches by hydrothermal treatment processing and water leaching. Energy Procedia 75:584–589. https://doi.org/10.1016/J.EGYPRO.2015.07.460
Singhal A, Goossens M, Fantozzi D, et al (2021) Step washing: a modified pretreatment approach for industrial applications to improve chemical composition of agricultural residues. Bioresour Technol 341:. https://doi.org/10.1016/J.BIORTECH.2021.125753
Lachman J, Baláš M, Lisý M, et al (2021) An overview of slagging and fouling indicators and their applicability to biomass fuels. Fuel Processing Technology 217:. https://doi.org/10.1016/J.FUPROC.2021.106804
Krerkkaiwan S, Boonbumrung D (2020) Production of high quality empty fruit bunch pellet by water washing and torrefaction. IOP Conf Ser Earth Environ Sci 463:012130. https://doi.org/10.1088/1755-1315/463/1/012130
Ibrahim A, Abdullah MF, Sam ST (2018) Hydrolysis empty fruit bunch (EFB) using green solvent. IOP Conf Ser Mater Sci Eng 429:. https://doi.org/10.1088/1757-899X/429/1/012059
Isahak WNRW, Hamzah N, Nordin NAM et al (2013) Dehydration studies of biomass resources for activated carbon production using bet and XRD techniques. Adv Mat Res 620:491–495. https://doi.org/10.4028/WWW.SCIENTIFIC.NET/AMR.620.491
Kim SH, Lee CM, Kafle K (2013) Characterization of crystalline cellulose in biomass: basic principles, applications, and limitations of XRD, NMR, IR, Raman, and SFG. Korean J Chem Eng 30:2127–2141. https://doi.org/10.1007/S11814-013-0162-0
Santi LP, Kalbuadi DN, Goenadi DH (2019) Empty fruit bunches as potential source for biosilica fertilizer for oil palm. J Trop Biodivers Biotechnol 4:90. https://doi.org/10.22146/JTBB.38749
Uroić Štefanko A, Leszczynska D (2020) Impact of biomass source and pyrolysis parameters on physicochemical properties of biochar manufactured for innovative applications. Front Energy Res 8:. https://doi.org/10.3389/FENRG.2020.00138
Puri L, Hu Y, Naterer G (2024) Critical review of the role of ash content and composition in biomass pyrolysis. Frontiers in Fuels 2:. https://doi.org/10.3389/FFUEL.2024.1378361/PDF
Muzyka R, Misztal E, Hrabak J, et al (2023) Various biomass pyrolysis conditions influence the porosity and pore size distribution of biochar. Energy 263:. https://doi.org/10.1016/J.ENERGY.2022.126128
Grafmü J, Böhm A, Zhuang Y, et al (2022) Wood ash as an additive in biomass pyrolysis: effects on biochar yield, properties, and agricultural performance. ACS Sustain Chem Eng 10:2720–2729https://doi.org/10.1021/acssuschemeng.1c07694
Nizamuddin S, Jaya Kumar NS, Sahu JN et al (2015) Synthesis and characterization of hydrochars produced by hydrothermal carbonization of oil palm shell. Can J Chem Eng 93:1916–1921. https://doi.org/10.1002/CJCE.22293
Ahmad TY, Hirajima T, Kumagai S, Sasaki K (2010) Production of solid biofuel from agricultural wastes of the palm oil industry by hydrothermal treatment. Waste Biomass Valorization 1:395–405. https://doi.org/10.1007/S12649-010-9045-3/METRICS
Abdulrazzaq H, Jol H, Husni A, Abu-Bakr R (2014) Characterization and stabilisation of biochars obtained from empty fruit bunch, wood, and rice husk. bioresources.cnr.ncsu.edu 9:2888–2898
Li S, Chen G (2018) Thermogravimetric, thermochemical, and infrared spectral characterization of feedstocks and biochar derived at different pyrolysis temperatures. Waste Manage 78:198–207. https://doi.org/10.1016/J.WASMAN.2018.05.048
Yang H, Yan R, Chen H et al (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86:1781–1788. https://doi.org/10.1016/J.FUEL.2006.12.013
Acknowledgements
Appreciation is extended to the Energy Laboratory at the School of Physics, Universiti Sains Malaysia (USM), the Faculty of Science and Mathematics at Universiti Pendidikan Sultan Idris (UPSI), and the Department of Physical & Earth Sciences at Crawford University, Igbesa, Nigeria for their support.
Funding
The Ministry of Higher Education funded this study through the Fundamental Research Grant Scheme (FRGS), project code FRGS/1/2019STG05/USM/02/7, and the Petroleum Technology Development Fund (PTDF), Nigeria.
Author information
Authors and Affiliations
Contributions
M. D. Nurhafizah: conceptualization, writing—original draft, funding acquisition, and supervision. O. O. Akinnawo: data curation and investigation. N. Abdullah: methodology, resources, writing—review and editing. A. B. Suriani: Raman formal analysis.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights.
• Enhanced biochar quality: targeted washing pretreatments significantly improve the chemical properties of biochar from palm oil EFBs.
• Reduction in non-carbon elements: achieved a 67.08% reduction in ash and a 94.5% decrease in potassium levels, enhancing biochar utility.
• Increased energy recovery potential: optimized processes raised the high heating value of biochar from 20.98 to 25.39 MJ/kg.
• Comprehensive characterization: employed advanced techniques like XRF, XRD, and ICP-MS to analyze structural and compositional changes.
• Sustainable applications: demonstrated the biochar’s potential in soil amendment, pollution control, and energy production.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nurhafizah, M.D., Akinnawo, O.O., Abdullah, N. et al. Influence of washing parameters on biomass and biochar properties of empty fruit bunches from oil palm plantation. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05830-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05830-9