
Abstract
This study investigates the mechanical properties, wear resistance, and flammability characteristics of a novel composite material consisting of chitin macromolecules extracted from the endoskeleton of Sepioteuthis sepioidea pen, dispersed within a pineapple fiber-reinforced polyester matrix. Chitin, a biopolymer renowned for its biocompatibility and structural integrity, is extracted and purified from the endoskeleton of Sepioteuthis sepioidea. The chitin is then incorporated into a polyester matrix (0.5, 1, 2, 4 vol.%) reinforced with pineapple fibers (40 vol.%) to create a bio-based composite material by hand layup method. Tests are conducted as per ASTM standards. Mechanical testing reveals that the inclusion of chitin macromolecules significantly enhanced the tensile strength, flexural modulus, and impact resistance of the composite RPC3. Additionally, the wear resistance of the composite material is evaluated and found that the RPC4 delivers high wear resistance with lower sp. wear rate of 0.014 mm3/Nm and COF of 0.22. Furthermore, composite designation RPC4 with a propagation speed of 9.66 mm/min and water contact angle of 112° indicate a notable fire-retardant and water resistance properties imparted by the chitin-rich Sepioteuthis sepioidea pen. The results underscore the potential of this composite in applications that demand enhanced mechanical performance, wear resistance, reduced flammability, and high water resistance. Since these composites are stable against fire and water absorption with improved mechanical and wear properties, they found applications in automotives, FRP composite panels, lightweight composite domestic product manufacturing, and food packaging applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The earth’s biosphere has contained two-thirds amount of water in its surroundings, and these water areas and coastal places contained many vertebrate and non-vertebrate animals, and some of these are considered food to eat. Thus, the sea food is a major staple food diet for most of the countries, especially in the coastal areas. Generally, sea food is rich in minerals and vitamins, and so, it is eaten by almost all countries [1]. The sea food like fish, crabs, and prawns contained large quantities in ocean coastal areas. This edible sea food contained shells, outer cover, which is remained left over as waste, and it will create pollution in the environment [2]. Moreover, this waste material is in nature containing nitrogen, amine groups, and hydroxyl groups [3]. Due to such constituents, this waste material has been researched by many scientists. Generally, the plants and animals have contained many macromolecules and micromolecules like cellulose, chitin, sugar, and polysaccharide. Among this macromolecule is chitin which is a long-chain polymer of N-acetylglucosamine, and it is the second most abundant polysaccharide component present in nature; further, it is estimated to produce around 1 billion tons each year in the biosphere [4].
The presence of acetyl amine group in chitin contained nitrogen and hydroxyl group, and these groups of formation increased the hydrogen bonding between the adjacent polymers, which further improves biocompatibility and also strength of the chitin polymer matrix [5, 6]. Due to its renewable nature and polymer chain formation, the chitin molecules are utilized in various biotechnological as well as in industrial areas like food processing by acting as an edible film, additives to strengthen the material [7]. Nevertheless, this incredible nature of polymer chain presence in chitin macromolecule is employed in the composite field as well to further enhance the properties of polymer matrix biocomposite. Typically, this kind of chitin macromolecule is added as toughener in the polymer matrix composite. The nature of toughener particle is to enhance bonding strength and biocompatibility of the matrices which will boost to reduce the mechanical stress in the composite material [8].
Based on the above discussion, this natural available amine group-rich chitin macromolecules are obtained from shells of crabs, fish like Labeo rohit, Sepioteuthis sapioidea, Cyprinus carpio, Lutjanus sp., etc. Among such species, the Sepioteuthis sapioidea are in nature contain chitin biopolymer shell on their endoskeleton. Compared to other macromolecules like cellulose, the chitin contains amine groups which are mainly attributed to improve hydrogen bonding in the material. There were several such studies are explored on chitin extraction in fishes and employed it in composite material. Nonetheless, Zaku et al. [9] investigated the extraction and characterization of chitin, a functional biopolymer obtained from scales of common carp fish (Cyprinus carpio L.). The author concluded the result by analyzing the structure and surface morphology of chitin through FTIR, X-ray, and SEM analysis and further reported that the chitin macromolecule contained 2.12% moisture content, 1.56% ash, and 4.18% nitrogen. These nitrogen and hydrogen groups in the composite improve the flammability and mechanical properties of the material.
Similarly, Arociam et al. [10] investigated on the mechanical and thermal characterization of additive-manufactured fish scale powder-reinforced PLA composite. The author reported that the adding of 20% fish scale powder increased the tensile strength and flexural strength of the 3D-printed PLA composite in the range of 15% and 39.78%, respectively. Furthermore, Aziz et al. [11] studied the development and characterization of biodegradable fish scale composite using a natural binder. They conducted various tests such as charpy impact test and shore-D hardness test, which produce the result value of 1.905 N-m and hardness range of 69.9. Further, the author reported the FTIR and SEM analysis and showed that the presence of amide groups improves the degree of polymerization. Similarly, Rumengan et al. [12] conducted the study on the characterization of chitin extracted from fish scales of marine fish species like Chlorurus soridus and Lutjanus argentimaculatus by analyzing through FTIR under infrared spectroscopy. The author reported that both contained chitin of 45% and 33%, respectively, and also resulted that this chitin-extracted fish species has also contained the hydroxyl amine band spectra of up to 3500 cm−1. Similar such studies are done on this amine hydroxyl contained naturally extracted chitin molecules [13,14,15].
Thus, the biosynthesized chitin toughener compound is mixed with resin in order to enhance interfacial bonding structure with the presence of amine hydrogen groups and also improves the biocompatibility of the polymer composite [16]. Basically, the thermosetting polymer composite has good dimensional stability and better adhesion with fiber-reinforced composite. Further, it had been improved by adding the chitin macromolecules. Indeed, it is important to study about the nature of the material reinforced in the composite, which gives strength to the material. Thus, fiber which is used for reinforcement has improved the properties of the composite. Owing to the current environmental issues and rise in global warming has pushed many industrial areas, and technological development is needed to produce harmless and biodegradable eco-friendly material. As a consequence, the biocomposite material is produced by reinforcing the material with natural fiber such as sisal, banana, jute, areca, palm, pineapple, and kenaf [17]. Among all, the pineapple is majorly cultivated in Asia, America, and African region, and it is estimated to be cultivated around 4,00,000 hectares of land [18]. Nonetheless, Sivasubramanian et al. [19] studied the effects of fiber length and mechanical behavior of pineapple leaf fiber (PALF)-reinforced natural rubber composites. They conclude the result that the addition of 5,10, and 15 mm of fiber length under different volume fractions of fiber has shown improved tensile strength as well as hardness value of the biocomposite material. Similarly, Johnson et al. [20] conducted the investigated pineapple fiber and calcinated poultry eggshell powder epoxy composite. The author concluded the result that the silane-treated fiber of 40 vol.% and 2 vol.% of eggshell particle improves the mechanical, thermal, and wear resistant properties of the material. Further, several such studies are done on this natural fiber-reinforced composite material [21, 22].
Thus, the naturally extracted chitin macromolecules in the composite field improved the properties of the material. And this makes a new path of exploration in the material science; further, it creates a new route to produce innovative biodegradable products by many research scientists. The present paper study aim is to investigate the mechanical, wear, and flammability properties of chitin macromolecule derived from Sepioteuthis sepioidea-dispersed pineapple fiber-reinforced polyester composite. Due to its biodegradable, less dense, low-cost, biocompatible, corrosive resistant, wear resistant, and renewable nature, it could be applied in various sectors such as automotive, aviation, space science, food processing industry, structural application, and domestic good manufacturing.
2 Experimental procedure
2.1 Materials
In this research paper, the polyester resin and its curing catalysts for the preparation of composite were purchased from Huntsman India Ltd. The resin has a molecular weight of 2400 g/mol, viscosity of 600 cps, and density of 1.13 g/cc. Further, the methyl-ethyl-ketone peroxide as curing hardener had a density of 1.17 g/cc with a molar mass of 210.1 g/mol, whereas the cobalt naphthenate as accelerator had a density of 0.95 g/cc. The chitin-rich Sepioteuthis sepioidea fish pen is procured from the local fish market. The natural pineapple fiber is purchased from Metro Composite, Chennai, India.
2.2 Synthesis of chitin macromolecule
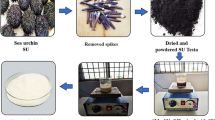
The preparation of chitin from the endoskeleton of Sepioteuthis sepioidea was done using the normal grinding method. First, the raw Sepioteuthis sepioidea were washed thoroughly with water, and the pen from the fish is removed manically and drilled in a hot air oven for 2 h. After it was well dried, the naturally contained chitin molecule in this Sepioteuthis sepioidea pen was grained into powder form by using a mechanical grinding machine. Finally, the chitin macromolecules were obtained which were then used for further composite preparation. Figure 1 depicts the preparation of chitin powder from Sepioteuthis sepioidea as well as FTIR spectra of chitin derived. It is observed that the peak at 3578. 72, 3487.98, 2989.09, 1381.02, 1149.57, and 1033.85 cm−1 indicates the presence of O-H, N-H, C-H, C = O, C = C, C-N, C-C, C-O, and Si-O stretch in the chitin macromolecule. Thus the FTIR spectra confirm the chitin macromolecule in the Sepioteuthis sepioidea powder.

a Development of chitin powder from Sepioteuthis sepioidea and b FTIR spectra of chitin powder prepared
2.3 Development of composites
In this paper, the composite materials are prepared by using hand layup technique. First, the natural wax is applied in the mold in order to get the fabricated part in easier way. The prepared chitin powder is mixed with polyester resin in the correct proportion and stirred it continually. Then, the layer of the pineapple fiber is arranged in proper order, and then the resin mixture is applied on the surface of the fiber by using hand layup technique [23]. During hand layup process, the excess resin is wiped off to give the fine surface on the composite. After the resin injection, the composites were dried out at room temperature and extended to cure at 120 ℃ for 2 h in a hot air oven. Table 1 lists the composite designations for various material combinations developed in this present study.
3 Characterization of the composites
The standard test is carried out on the composite to knowing mechanical, wear, and flammability. Based on the ASTM standards, the test specimens are cut by using an abrasive water jet machine (Maxiem water jets, 1515, Kent, USA) [24]. Table 2 represents the ASTM test procedure of tensile, flexural, compression, impact, hardness, wear, and flammability of chitin-dispersed pineapple fiber-reinforced epoxy composite. Figure 2 represents the ASTM test specimen of chitin-reinforced composite prepared.

ASTM standard test specimen composite
4 Results and discussions
4.1 XRD analysis
Figure 3 shows the XRD plot of RPC3 composite designation. It is noted that the peaks are formed from 7 to 30° 2θ. This peak at 7.6° 2θ, 19.65° 2θ, and 20.36° 2θ indicates the semi-crystalline peak of chitin which is blended with polyester resin. Since it is reacted with polyester, some of its bonds are shared with resin, thus offered a semi-crystalline peak. Similarly, peaks at 17.04° 2θ and 24.58° 2θ indicate the long-chain C-C primary chain polyester resin matrix. The peaks are semi-crystalline, indicating the cross-linked amorphous structure. Moreover, peak at 28.342° 2θ indicates the cellulosic pineapple fiber’s diffraction. The peak is almost crystalline indicating the high degree of structural orderness of cellulosic fiber. However, in the peak, there is a small amount of randomness present due to the reaction between fiber and resin. This indicates the high correlation, adhesion, and reactive phase of fiber with resin, which might improve the stability of composites under tensile load, wear, flame, and water absorption.

XRD plot of RPC3 composite
4.2 Mechanical characteristics
Table 3 presents data on the mechanical characteristics of different composite designations. In the case of composite designation R, it exhibits a tensile strength of 52 MPa and tensile modulus of about 2.13 GPa. Similarly, the flexural strength is measured at 85 MPa, and the flexural modulus is around 2.91 GPa. Additionally, the compression strength is reported to be 68 MPa. Plain polyester composites have significantly lower impact toughness at 0.38 kj/m2 and a hardness of 76 shore-D. These reduced values are attributed to the absence of reinforcement materials in the composite, rendering it inherently brittle and lacking in ductility [25]. However, the incorporation of 40 vol.% of pineapple fiber into the polyester matrix results in substantial improvements in various mechanical properties. Specifically, it enhances tensile strength and modulus by 80.76% and 78.87%, respectively. Moreover, it significantly boosts flexural strength and modulus by about 50.58% and 46.73%, respectively, along with increasing compression strength by around 52.94%. Notably, the addition of these fibers also leads to a remarkable improvement in impact toughness, with a gain of 3.68 kj/m2 which represents an 868.42% increase over the R designation. Furthermore, in the RP designation, there is an enhancement in shore-D hardness to a value of 77. These enhanced values underscore the load-bearing capacity of pineapple fibers. When embedded in the polyester matrix, these fibers provide additional structural support, thereby elevating the overall mechanical properties of the composite [26].
Furthermore, the addition of chitin extracted from Sepioteuthis sepioidea in varying proportions (0.5%, 1%, 2%, and 4% by volume) leads to notable improvements in the mechanical properties compared to the base polyester composites. The chitin inclusion is incorporated into the polyester along with a consistent 40% by volume of pineapple fibers, resulting in four composite designations: RPC1 (0.5% chitin), RPC2 (1% chitin), RPC3 (2% chitin), and RPC4 (4% chitin). The incorporation of chitin progressively enhances the mechanical characteristics of these composites. For instance, RPC1 demonstrates increased tensile strength and modulus at 112 MPa and 4.27 GPa, flexural strength and modulus at 144 MPa and 4.95 GPa, and compression strength at 128 MPa. Additionally, improved impact strength of 3.82 kj/m2 and shore-D hardness 78 is observed.
Likewise, RPC3 exhibits superior mechanical properties compared to all other composite designations. RPC3 showcases a tensile strength and modulus of 138 MPa and 4.88 GPa, flexural strength of 175 MPa, flexural modulus of 5.75 GPa, compression strength of 159 MPa, impact toughness of 4.82 kj/m2, and hardness of 81. Comparatively, RPC3 outperforms RPC1 with a 23.21% increase in tensile strength, a 14.28% increase in tensile modulus, a 21.52% increase in flexural strength, a 16.16% increase in flexural modulus, a 24.21% increase in compression strength, a 26.17% increase in impact toughness, and a 3.84% increase in hardness. These improvements in mechanical properties are attributed to the inclusion of chitin particles in the composites. Chitin’s amino groups form hydrogen bonds with the polyester matrix, enhancing the interfacial adhesion between the reinforcement (chitin) and the matrix (polyester) [27]. This strengthened bond leads to increased strength and stiffness in the composites, resulting in the observed enhancements in mechanical properties.
In contrast, the RPC4 composite designation exhibits inferior mechanical properties compared to RPC3. Specifically, RPC4 displays a tensile strength and modulus of 120 MPa and 4.51 GPa, flexural strength and modulus of 152 MPa and 5.08 GPa, compression strength of 138 MPa, and impact toughness of 4.25 kj/m2. This notable difference in mechanical performance is attributed to the excessive inclusion of chitin in RPC4. The excessive presence of amino groups from chitin leads to an increase in the brittleness of the composite. As previously mentioned, these amino groups engage in hydrogen bonding with the polyester matrix, which enhances adhesion and improves mechanical properties up to a certain threshold [28].
However, when hydrogen bonding becomes excessive, it renders the composite more rigid and brittle. This rigidity reduces the composite’s ability to absorb energy, making it more susceptible to failure under mechanical loads [29]. Although excessive chitin improved the shore-D hardness of the composite, this is because chitin, being a relatively rigid and crystalline material, contributes to the overall hardness of the composite. The presence of chitin, especially in higher quantities, makes the composite less flexible and more resistant to indentation or deformation, leading to an increase in hardness [30]. However, it is important to note that an increase in hardness does not necessarily equate to improved overall mechanical properties. While hardness measures a material’s resistance to surface indentation, it does not provide a complete picture of a material’s mechanical behavior.
The SEM images in Fig. 4 reveal important information about the microstructure and fracture characteristics of different composite samples. In Fig. 4a, it is observed that the plain polyester resin composite lacks reinforcement materials, resulting in fragility and brittleness. The presence of initial crack formations is also evident in this figure. Through the further integration of pineapple fibers into the polyester resin, a notable improvement in the load-bearing capacity of the composites is observed, as clearly depicted in Fig. 4b. This enhancement signifies that the composites become considerably stronger and more adept at withstanding external forces and stresses, a characteristic that was not evident in the previous plain polyester resin composite shown in Fig. 4a. Figures 4c and d illustrate fracture tensile samples that have undergone a strategic incorporation of chitin particles. The deliberate dispersion of chitin within the polyester composites has yielded a substantial improvement in the interfacial bonding between the reinforcing fibers and the polyester matrix [31]. This improved bonding leads to a significantly more uniform distribution of mechanical loads across the composite structure. Consequently, these composites exhibit a substantial enhancement in overall mechanical performance and load-bearing capacity compared to their counterparts depicted in Fig. 4a and b, where chitin reinforcement was absent. However, the matrix in Fig. 4c has pores with different sizes on its surface. The sizes vary from 50 to 200 µm indicating the finer reaction of chitin with resin matrix and the liberation of aqua molecules upon curing.

Tensile fractured SEM images of polyester resin incorporated with pineapple fibers and chitin particles: a R, b RP, c RPC1, and d RPC4
4.3 Wear characteristics
Figure 5 illustrates the specific wear rate and coefficient of friction for different composite designations. In particular, the composite designation labelled as “R” exhibits a higher specific wear rate. This increased wear rate is attributed to the absence of reinforcing materials, with the composite mainly composed of pure polyester as its primary constituent. Consequently, the surface of the wear disc in this composite is more exposed, leading to greater wear and friction during testing. The addition of 40 vol.% of pineapple fibers significantly improves wear resistance, reducing the specific wear rate to 0.038 mm3/Nm and lowering the coefficient of friction (COF) to 0.33. This represents an increase of approximately around 15% compared to the base polyester composite material. Pineapple fibers play a critical role as reinforcement within the polyester matrix. These fibers are naturally robust and inflexible, and when integrated into the polyester matrix, they enhance the material’s overall strength and rigidity [32].

Sp. wear rate and COF of various composite designations
Furthermore, the presence of pineapple fibers substantially enhances the adhesion between the polyester matrix and the surfaces it interacts with during wear [33]. This improved adhesion greatly reduces the risk of material delamination, which, in turn, significantly improves the wear resistance of the composite material. Furthermore, the inclusion of chitin significantly enhances the wear resistance of the composite designations RPC1, RPC2, RPC3, and RPC4. Remarkably, RPC4 stands out with the highest wear resistance among these composite designations. Specifically, RPC4 demonstrates a specific wear rate of 0.014 mm3/Nm and a coefficient of friction (COF) of 0.22. This represents an impressive improvement, with the specific wear rate being approximately 214.28% lower and the COF being approximately 72.72% lower compared to the pure polyester composite designation, R. The enhanced wear resistance observed in RPC4 is primarily attributed to the presence of hydroxyl groups (OH) within the chitin particles [34]. These hydroxyl groups play a crucial role by forming hydrogen bonds with the polyester matrix. These interactions lead to an even stronger adhesion between the chitin reinforcement and the polyester matrix [35]. This improved adhesion facilitates better load transfer between the chitin reinforcement and the polyester matrix, ensuring that wear forces are distributed more uniformly. Consequently, this uniform distribution of forces reduces localized wear and minimizes frictional wear, ultimately resulting in a substantial improvement in wear resistance.
4.4 Flammability characteristics
The results of the UL-94 vertical flammability test are presented in Table 4, whereas the burnt samples are shown in Fig. 6. The test clearly demonstrated that pure polyester exhibited improved combustion behavior, grading it as V-1. Furthermore, when 40 vol.% of pineapple fibers were added to the polyester matrix, the combustion rate increased significantly to 13.47 mm/min, resulting in a V-1 classification as well. This increased combustion rate is attributed to the inclusion of natural pineapple fibers in the polyester resin. Pineapple fibers, being natural fibers, are inherently combustible due to the huge cellulose present [36]. Therefore, when exposed to a flame, they introduce additional fuel into the composite material and capture the flame faster and propagate. This added fuel accelerates the combustion process, leading to the observed increase in propagation speed.

Photographic view of burnt sample after flame test
However, incorporating chitin extracted from Sepioteuthis sepioidea along with 40 vol.% of pineapple fibers into an epoxy matrix enhances the combustion resistance of the composite designations. Specifically, RCP1 exhibited a propagation speed of 11.26 mm/min, RPC2 had a propagation speed of 10.64 mm/min, RPC3 showed a propagation speed of 9.37 mm/min, and RCP4 recorded a propagation speed of 9.66 mm/min. It is observed that the inclusion of chitin gradually improved the combustion resistance. This enhancement in combustion resistance is attributed to the presence of nitrogen in chitin’s amino groups (NH2). When chitin is introduced into the composite, it releases additional nitrogen compounds during combustion. These nitrogen compounds act as diluents [37], reducing the concentration of oxygen and combustible gases in the combustion environment. As a result, the combustion rate is reduced, leading to improved combustion resistance. None of the tested samples exhibited any signs of dripping during the testing process. This lack of dripping is attributed to the fact that thermosetting polyester serves as the matrix material. Thermosetting polyester does not undergo melting and flowing when subjected to heat or flames. The absence of dripping in this context is significant because the molecular structure of the polyester resin is altered during combustion. This modification results in the formation of an extra layer of char on the outer surface of the composites. This char layer acts as a protective shield, effectively safeguarding the composite’s surface from the effects of the flames [38]. As a result of these characteristics, the tested composites received fire classification ratings of V-0 and V-1.
4.5 Water absorption behavior
Figure 7 shows the water contact angle of various composite designations studied. It is noted that the plain resin gives a contact angle of 101° confirming the hydrophobic nature. However, the introduction of fiber into the resin marginally reduced the contact angle. The contact angle was measured to be 96°, which indicates the reduction in hydrophobic resistance via increased surface energy. Since surface energy increased the water admittance also increased by hydroxyl reaction with the fiber molecules [39]. However, the further addition of chitin-rich Sepioteuthis sepioidea pen powder into the composite further increased the hydrophobic nature and marginally increased the hydrophobic contact angle. An angle of 98°, 101°, 105°, and 112° were observed for composite designations RPC1, RPC2, RPC3, and RPC4, respectively. This is about an improvement of 2.08%, 5.2%, 9.3%, and 16.6% of improvement compared with composite designation RP. This increment in the hydrophobicity is the reason for the enrichment of OH functional group into the composite. Since the chitin-rich Sepioteuthis sepioidea pen powder contains larger amount of OH functional groups, they repel water by weak surface energy [40, 41]. Though the Sepioteuthis sepioidea pen powder is present with N-H and C-H groups, the OH functional group is higher in amount and reduced the surface energy [42].

Water contact angle of different composite designations
5 Conclusions
In conclusion, the incorporation of chitin macromolecules derived from the endoskeleton of Sepioteuthis sepioidea into pineapple fiber-reinforced polyester composite has yielded a promising material with diverse and valuable properties. The addition of chitin has significantly improved the mechanical properties of the composite, including increased tensile and flexural strength and its modulus, and improved impact resistance and hardness. Thus, RPC3 exhibits enhanced mechanical properties among other composite designations. The XRD plot of RPC3 confirms the high correlation between fiber and resin. Similarly, the composite designation RPC4 exhibits notable wear resistance of 0.014 in sp. wear rate and 0.22 in COF, making it suitable for applications that require durability and resistance to abrasion. Moreover, the composite displays reduced flammability when compared to neat polyester, since RPC4 propagation speed is about 9.66 mm/min with V-0 grade. The chitin component imparts fire retardant as well as water resistance properties, making the composite material safer in environments where fire and water risk is a concern. This sustainable and bio-based composite holds promise for various engineering and industrial applications, particularly those demanding enhanced mechanical performance, wear resistance, and improved fire safety. Future studies may explore further applications and optimizations of this composite, paving the way for its integration into a wide array of industries and products.
Data availability
All data are within the manuscript. No more additional data is available.
References
Espinales C, Romero-Peña M, Calderón G, Vergara K, Cáceres PCPJ (2023) Heliyon
Varun TK, Senani S, Kumar N, Gupta R, Gautam M, Gupta M (2017) Bhartiya Krishi Anusandhan Patrika 32(2):139–142
Prakash VA, Viswanthan R (2019) Compos A Appl Sci Manuf 118:317–326
Iber BT, Kasan NA, Torsabo D, Omuwa JW (2022) J Renew Mater 10(4):1097
Moustafa H, Darwish NA, Youssef AM (2022) Food Chem 371:131193. https://doi.org/10.1016/j.foodchem.2021.131193
Yang Y, Shen H, Wang X, Qiu J (2019) J Bioresour Bioprod 4(4):251–259. https://doi.org/10.12162/jbb.v4i4.014
Duan Y, Freyburger A, Kunz W, Zollfrank C (2018) Carbohyd Polym 192:159–165. https://doi.org/10.1016/j.carbpol.2018.03.045
Ahmed MJ, Hameed BH, Hummadi EH (2020) Carbohyd Polym 247:116690. https://doi.org/10.1016/j.carbpol.2020.116690
Zaku SG, Emmanuel SA, Aguzue OC, Thomas SA (2011) Afr J Food Sci 5(8):478–483
Arockiam AJ, Rajesh S, Karthikeyan S, Thiagamani SMK, Padmanabhan RG, Hashem M, Ansari A (2023) Mater Res Express 10(7):075504
Aziz U, Haq EU, Rashid M, Nadeem M (2021) Mater Today: Proc 47:S22–S27
Rumengan IFM, Suptijah P, Wullur S, Talumepa A (2017) IOP Conf Ser: Earth and Environ Sci 89(1):012028 (IOP Publishing)
Xia Y, Meng F, Wang S, Li P, Geng C, Zhang X, Kong F (2022) Int J Biol Macromol 222:3250–3260
Qin D, Bi S, You X, Wang M, Cong X, Yuan C, Chen XG (2022) Chem Eng J 428:131102
Alshahrani H, Prakash VA (2023) Biomass Convers Biorefin 1–9
Sivakumar NS, Thangarasu VS, Soundararajan R, Jayaseelan V (2023) Biomass Convers Biorefin 13(5):4365–4372
Ahmad J, Zhou Z (2022) Constr Build Mater 333:127353
Li D, Jing M, Dai X, Chen Z, Ma C, Chen J (2022) Euphytica 218(6):85
Sivasubramanian P, Mayandi K, Santulli C, Alavudeen A, Rajini N (2022) J Nat Fibers 19(11):4326–4337
Johnson P, Aurtherson PB, Suthan R, Madhu S (2023) Biomass Convers Biorefin 13(5):4385–4392
Herlinasari N, Suteja S (2022) J Fibers Polym Compos 1(1):20–33
Ng LF, Yahya MY, Leong HY, Parameswaranpillai J, Dzulkifli MH (2023) Biomass Convers Biorefin 1–10
Arun Prakash VR, Jayaseelan V, Depoures MV (2020) Silicon 12:2533–2544
Rajadurai A (2016) Appl Surf Sci 384:99–106
Ahad NA, Lum KS, Halim K (2023) Sci Lett 17(2):119–129
Mansingh BB, Binoj JS, Anbazhagan VN, Abu Hassan S, Goh KL, Siengchin S, Sanjay MR, Mustapha Jaafar M, Liu Y (2022) J Appl Polym Sci 139(22):e52245. https://doi.org/10.1002/app.52245
Karthik K, Prakash JU, Binoj JS, Mansingh BB (2022) Polym Compos 43(9):6096. https://doi.org/10.1002/pc.26912
Thooyavan Y, Kumaraswamidhas LA, Raj RE, Binoj JS, Mansingh BB (2022) Eng Fail Anal 136:106227. https://doi.org/10.1016/j.engfailanal.2022.106227
Moustafa H, El-Wakil AEAA, Nour MT, Youssef AM (2020) RSC Adv 10(49):29296–29305. https://doi.org/10.1039/D0RA05334A
Mathew M, Dominic CM, Neenu KV, Begum PS, Dileep P, Kumar TA, Badawi M (2023) Carbohydr Polym 310:120700
Moustafa H, Darwish NA, Youssef AM (2021) J Adhes 97(9):801–820. https://doi.org/10.1080/00218464.2019.1707674
Huang KX, Zhou LY, Chen JQ, Peng N, Chen HX, Gu HZ, Zou T (2023) Int J Biol Macromol 124990
Muñoz-Núñez C, Fernández-García M, Muñoz-Bonilla A (2022) Coatings 12(2):144
Soni P, Sinha S (2022) Polym Compos 43(9):6204–6215
Kale AV, Krishnasamy A (2023) Fuel 349:128592
Wang Z, Wu W, Liu Z, Shen H, Feng Y (2023) React Funct Polym 105621
Alshahrani H, Arun Prakash VR (2022) Biomass Convers Biorefin 1–9
Bourchak M, Ajaj R, Khalid M, Juhany KA, Arun Prakash VR, Alshahrani H (2023) J Vinyl Addit Technol 29(3):448–457
Khan MKA, Alshahrani H, Arun Prakash V (2023) Biomass Convers Biorefin. https://doi.org/10.1007/s13399-023-05196-4
Alshahrani H, Arun Prakash V (2023). Biomass Convers Biorefin. https://doi.org/10.1007/s13399-023-04926-y
Thiyagu TT, Sai Prasanna Kumar JV, Gurusamy P et al (2023) Biomass Convers Biorefin 13:11841–11851. https://doi.org/10.1007/s13399-021-01941-9
Alshahrani H, Arun Prakash VR (2023) Polym Compos 1–13. https://doi.org/10.1002/pc.27972
Author information
Authors and Affiliations
Contributions
Ramesh G involved in experimental research work. G Gokilakrishnan, Uvaraja V C, and Santhosh Kumar S involved in testing, data interpretation, and manuscript writing.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
G, R., Gokilakrishnan, G., V C, U. et al. Mechanical, wear, and flammability of chitin-rich endoskeleton of Sepioteuthis Sepioidea powder-dispersed pineapple fiber-reinforced polyester composite. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05345-3
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05345-3