
Abstract
The objective of this research work is to perform a kinetic study and thermometric analysis on waste cooking oil which has been reported along with the outcomes. Biodiesel was obtained through the process of base-catalyzed transesterification process, and it was carried out at 50 and 60 ֯C, methanol/oil molar ratio and catalyst concentration were taken as a 9:1 and 0.45% w/w for potassium hydroxide (KOH), respectively at different stirring speed and reaction time. The experimental data from the transesterification reaction were fitted to first and second-order kinetic models. But the regression coefficient (R2) showed that the first order was a better fit for the experimental behavior of the kinetic data. The Arrhenius equation was applied to calculate the activation energy and the frequency factor of a given system, resulting in 45.76 kJ/mol and 4.95 × 105 min−1, respectively. At different temperatures, thermodynamic parameters were also taken into consideration in terms of Gibbs free energy, enthalpy, and entropy. Results show that biodiesel obtained from waste cooking oil gave better results and can be used as an excellent substitute of fossil fuels.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The constraint of fossil fuel resources and the desire to reduce emissions of greenhouse gases served as a prime motivators for the development of alternative fuels. The growing focus on clean energy has led to the development and implementation of renewable fuels for diesel engines like biodiesel and other biofuels. Its production from renewable resources makes it biodegradable and non-toxic, and its closed carbon cycle reduces CO2 emissions. These qualities make it ideal for use in products that are environmentally conscious [1,2,3,4,5,6,7,8,9]. India imports 80% of its annual oil need from other countries, which causes foreign fund outflows and currency fluctuations [10]. In India, about 3 MT of the 23 MT of cooking oil consumed can be utilized to make biofuel, according to estimates. Waste cooking oil has been recognized as a viable raw material substitute as part of ongoing efforts to reduce raw material costs because WCO is around two to three times less expensive than virgin vegetable oils. Some of the common feedstocks for producing biodiesel are Waste cooking oil (WCO), beef tallow, waste frying oil, and other non-edible [11,12,13]. Prices for oil-containing products constitute 70 to 80 percent of the cost of biodiesel, therefore making the cost of producing biodiesel 1.5 times that of diesel, but the overall retail price of biodiesel is 10–15% lesser than diesel because of the excess tax imposed on imported crude oil [14, 15]. Homogeneous alkaline catalysts are frequently used to enable rapid response at low temperatures and pressures. Acids, bases, and enzymes are all catalysts that can be used to perform the transesterification of vegetable oils [16]. A study by Coteron et al. found that transesterification with methanol and strong basic homogeneous catalysts proceeded very quickly with oils containing up to 2.8% free fatty acids (FFA) [17]. To complete the transesterification reaction of triglycerides (TG), Diasakou et al. suggested that three steps are required, as depicted below: the first is the reaction with methyl alcohol for the production of diglycerides (DG), in the second stage monoglycerides (MG) is produced by reacting with methanol, and in the final stage, i.e., in the third stage pure methyl ester is produced along with the glycerol as a by-product when it is reacted with methanol, which is shown in the equations below [18]:
From Eq. 1–3, the reaction rate constants for each step are k1, k2, and k3. A mathematical model for the transesterification chemical reaction is simplified by neglecting the in-between reactions of diglycerides and monoglycerides because the final product is methyl ester, and the by-product is glycerol. Because of this, the 3-step reaction can be reduced to a single-step reaction, as shown in Eq. 4.
Biodiesel has been gaining more attraction in the research arena as an environment-friendly and sustainable fuel for CI engines, due to its superior properties compared to diesel. The use of alternative fuels (AFs), such as biodiesel and vegetable-based fuels in CI engines results in unsatisfactory performance due to the higher viscosity and lower energy content of the fuel [19,20,21,22]. Kinetic studies and thermometric analyses can be time-consuming and costly to conduct, especially if multiple samples need to be analysed. These types of analyses often require specialized equipment and facilities which may not be readily available to all researchers. Depending on the disposal method of the waste cooking oil, there may be environmental concerns associated with its use in research, particularly if it is not properly disposed of or recycled after the study is completed [20,21,22,23]. There were kinetic investigations to characterize transesterification reaction kinetics with KOH acting as a catalyst in this research. At atmospheric pressure, these optimum transesterification values for waste cooking oil transesterification conditions were optimized: Based on the 9:1 methanol/oil molar ratio, the catalyst is employed at 50 to 60 °C with 0.45 wt.% of oil ratio. These findings can be used to predict the reaction's rate constant and activation energy. The main objective of this research work is to perform a kinetic study and thermometric analysis of waste cooking oil. Using the Arrhenius equation, the activation energy and frequency factor were determined accordingly. At different temperatures, thermodynamic parameters were also taken into consideration in terms of Gibbs free energy, enthalpy, and entropy.
2 Material and methodology
2.1 Raw material
In this research, Waste cooking oil is collected from the hostel mess of National Institute of Technology, Hamirpur (Himachal Pradesh), India.
2.2 Methodology
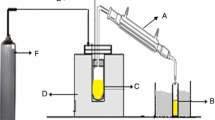
The production/extraction process of pure biodiesel, i.e., B100, is described briefly in the form of the flow chart in Fig. 1 [24]. This flow chart was created by studying the various factors that affect the biodiesel yield on the complete production of pure biodiesel (such as the methanol/oil molar ratio, the amount of catalyst in w/w%, the reaction temperature, and the chemical reaction time) through the transesterification process of waste cooking oil (raw biodiesel in this research work) with biodiesel ASTM standard specifications.

Proposed biodiesel production flowchart
2.3 Determination of acid value
The Isopropyl Alcohol Method is commonly used for analyzing the Free Fatty Acid (FFA) content of oils. This technique involves mixing 1 g of oil with 10 ml of Isopropyl Alcohol and 2 to 3 drops of Phenolphthalein Indicator. Slowly add 0.1N KOH to the mixture until a pale pink color persists for 10 s. Make a note of the reading to determine the acid value, which marks the end of this process. Make a note of the reading to determine the acid value, which marks the end of this process. This titration method helps in determining our oil sample acid value directly and FFA through a mathematical relation mentioned below in Eq. 5:
where w represents the weight of the oil sample, N represents the normality of the solution, V represents the volume of the solution used in the titration, and 56.1 is the Molecular weight of KOH. Hence the percentage of Free Fatty Acid (FFA) can be calculated as shown in Eq. 6:
3 Result and discussion
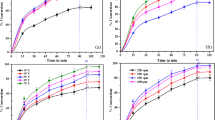
Figure 2 shows that 88.81% ME was produced during transesterification at 333 K with 0.45% KOH (w/w) and at an optimum molar/oil ratio of 9:1. As the values of the chemical reaction parameters go above this value, the ME yield goes down because the reaction can go in both directions. In Fig. 4, the value of slope coefficient (R2) shows that the first order is the best fit. The correlation coefficients for 323 K and 333 K are 0.9277 and 0.9866, respectively. Figure 5 shows that the transesterification reaction did not follow the second-order kinetic model since the correlation coefficient was 0.9661 at 323 K and 0.9732 at 333 K. Figure 5 shows that the transesterification reaction followed the first Order kinetic model because it had a high correlation coefficient. At 323 K and 333 K, the values of the rate constants K were found to be 0.0196 and 0.0327, respectively. The result shows that the rate constant increased as the temperature increased. Therefore, the yield of FAME starts increasing as the temperature increases.

Effect on biodiesel yield% with a variation of temperature
3.1 Biodiesel process optimization
3.1.1 Effect on pure biodiesel yield% due to variation of temperature
Figure 2 shows how the temperature of the process affects the biodiesel yield over time. WCO oil was converted to methyl-ester at a molar ratio of 9:1 (methanol to oil) in the presence of 1.4 g KOH catalyst, and the reaction was carried out at two distinct temperatures of 50 and 60 °C in the presence of 300 rpm of agitation. When studying the transesterification reaction, it is usual practice to carry out the study at temperatures that are somewhat close to the alcohol's boiling point used in the reaction. Pumping and stirring the oil became difficult below 50 °C due to its high viscosity, and it was recommended that oil be stored at a temperature between 50 °C and 55 °C to keep it liquid. Figure 1 shows that the biodiesel yield increases with time, and after 50 min, it is nearly constant. After 60 min, a biodiesel production of 70.24 percent is obtained at 50 °C, compared to an output of 86.01 percent at 60 °C. This is because when the temperature rises, the viscosity of WCO oil lowers, allowing for better interaction with methanol. Glycerol separates and settles out more quickly at higher temperatures, resulting in a faster reaction rate and a higher output of biodiesel.
3.1.2 Effect of Stirring speed on Biodiesel yield
While keeping other parameters constant, the influence of stirring intensity on biodiesel yield was tested at 300 rpm, 550 rpm, and 800 rpm. Figure 3 shows how biodiesel yields change with stirring intensity over time. The Figure also shows the stirring intensity impacts on biodiesel yield by escalating the nominal contact area between the two reactants. Increasing stirrer speed shortens reaction time and boosts conversion. Beyond a particular stirrer speed, the yield wouldn't rise. Thus, feedstocks with varying physical qualities require variable stirrer speeds [25]. Figure 3 shows that biodiesel yield increases with agitation speed and does not change much after 50 min. The final biodiesel yield was practically the same when the agitation speed was doubled after 50 min. In this work, 300 rpm is the optimal stirring speed for the reaction.

Effect on biodiesel yield% with variation of stirring intensity (rpm)
3.2 Kinetic model
The kinetic analysis that is described here assumes that both pseudo-first and second order irreversible kinetics are at play. The proposed mechanism presupposes that the catalytic process is completely homogenous. In the current investigation, the rate constant of the reaction is determined by taking an appropriate quantity of methyl esters (ME) that were created throughout the reaction; more specifically, the yield of methyl esters as a function of time was employed to investigate the kinetics of the reaction. For the treatment of the kinetic data, the First Order model proposed by Freedman et al. (1986) [5] and the Second Order model proposed by Noureddini and Zhu (1997) [26] were employed, respectively (Figs. 4 and 5).

First Order Kinetic reaction at 50 and 60֯c

Second Order Kinetic reaction at 50 and 60֯c
3.2.1 Determination of reaction order
First order
The mathematical relation for the first-order rate constant of the reaction can be written as:
The above mathematical Eq. (7) of first-order may also be written as
Since Triglyceride (TG) concentration is related to conversion degree.
XA, represents the fractional conversion of the biodiesel (FAME).
Where MEA and MEAO are the actual and initial TG concentrations.
Integrating the above Eq. 10,
where C is the constant of integration and MEA = (1 – XA)
The pseudo-first order rate equation can be written as.
where k is denoted as reaction rate constant (min−1)
Second order
Second order Kinetic model according to Noureddine and Zhu (1997) was used to treat the kinetic data
where ME.2 = MEAO × (1 – XA)
where k is denoted as the reaction rate constant (min−1)
Separating the variables, we obtain
The pseudo-second-order equation can be written as.
3.3 Calculation of activation energy
For the determination of the Energy of activation, which is required for the transesterification process of WCO, the Svante Arrhenius theory was applied. The equation which relates activation energy, temperature, and reaction rate constant are expressed mathematically in the Eq. 19:
By taking Logarithmic on both sides of the above mathematical Eq. (19) of activation energy,
The final equation obtained is written below:
where k represents the constant for the reaction rate, A represents the frequency factor of the Arrhenius equation (min−1), R represents the universal/molar gas constant (8.314 Jmol−1 K−1), T represents the thermodynamic temperature in kelvin, and Ea represents the energy of activation. The generation of pure biodiesel i.e., from waste cooking oil, was tested at two different temperatures, and KOH was used as the catalyst. The ln k values were determined, and a plot of those values against 1/T was used for the determination of the activation energy (Ea), as shown in Fig. 6. A straight line is obtained when ln k is plotted against 1/T using the Arrhenius method. The activation energy, along with the frequency factor, was determined by taking the slope and the intercept of the linear fit of ln k vs 1/T, respectively. The value that was found for the activation energy of the chemical reaction (Ea) is 45.76 kJmol−1, while the value that was obtained for the frequency factor, A, is 4,95,340.16 min−1. When we talk about a reaction's activation energy, we're talking about the minimal amount of energy that its reacting molecules need to have for the reaction to take place. The lower the activation energy is, the easier it will be for the reaction to take place. Various activation energy values have been recorded in the published research, which pertains to the conversion of WCO to biodiesel, is one of them. However, the activation energy obtained in this work is in the same order as reported in the literature of 56.12 kJmol−1 [27], 53.72 kJmol−1 [28], 89.7 kJmol−1 [29], 113kJmol−1, 148 kJmol−1 [30] by making use of a variety of unique approaches, respectively. This calculated activation energy is reasonable; therefore, biodiesel can be made from WCO.

Arrhenius plot Ln(k) versus 1/T
3.4 Thermometric parameters
The equation developed by Eyring-Polanyi to determine the Gibbs free energy (Gibbs) can be expressed as equation.
By taking the natural logarithm of above Eq. (19) and substituting ΔG = ΔH – TΔS into the equation, where ΔH is enthalpy and ΔS is the entropy of activation, respectively,one can write Eq. (21) as follows:

A universal gas constant of 8.314 J mol−1 K−1 is referred to as R, a Boltzmann constant of 1.38 × 10–23 J/K is referred to as kb, and a Planck's constant of 6.63 × 10–34 J s is called h. It is common to consider the Transmission Coefficient, К, to be a value of one. The values of change in Gibbs free energy(ΔG), change in Enthalpy (ΔH), and change in Entropy (ΔS) can be computed using Eq. (22), and Eyring plot (Fig. 7) can be used to determine the slope and the intercept of a line between 1/T and ln k/T. Table 1 shows that the values of ΔH and ΔS are 43,039.91 Jmol−1 and -144.99 Jmol−1 K−1, respectively, based on the data. It was determined that the value of ΔG at 333 K was 91,323.91 J/mol based on the values of ΔH and ΔS. To generate the products, the reactants must be heated to reach the transition state, as shown by a positive value of ΔH, and when ΔS is negative, it demonstrates that the transition state possesses a higher degree of organized geometry and alignment than the reactants do in the ground state. Negative values of ΔG imply an endergonic reaction that was not spontaneous. There are numerous studies in the literature describing the thermodynamic parameters that have been conducted so far, as shown in Table 1, and their S. platensis algae biodiesel has different ΔH and ΔS values than biodiesel made from Chlorella algae [31] along with the leather tanning waste, this is because the manufacture of biodiesel is done in a variety of ways [32]. Chlorella oil was extracted and transesterified in two steps by Ahmad et al. at 60 ֯C [31]. At 250–325 ֯C, Ong et al. used supercritical conditions to transesterify the leather tanning waste oil [32]. Furthermore, this research work is considered on the basis of the single-stage biodiesel extraction process and transesterification of algae biomass, i.e., S. platensis, at a specific temperature of 55 ֯C for the final production of pure biodiesel. A change in the method used to produce biodiesel alters reaction parameters, which in turn alters thermodynamic characteristics.

Eyring plot
4 Conclusion
Using the Arrhenius equation, the activation energy and frequency factor were determined, and at different temperatures, thermodynamic parameters were also taken into consideration in terms of Gibbs free energy, enthalpy, and entropy. In this research work, a Single-step transesterification reaction is used to prepare the biodiesel from waste cooking oil with 0.45% w/w KOH as a catalyst and at a 9:1 methanol/oil ratio. The conversion rate of WCO was obtained maximum at 60֯C temperature and 300 rpm stirring speed. The kinetic study was carried out with first and second-order kinetic models, amongst which the first-order kinetic described the best model according to R2. The activation energy of the chemical reaction (Ea) obtained is 45.76 KJmol−1 which is comparable to the values procured in other studies. The numerical values of thermodynamic parameters ΔG, ΔH, and ΔS were found to be 91.32 KJmol−1, 43.04 KJmol−1, and -144.99 Jmol−1 K−1 respectively, which shows that the reaction was not spontaneous, thermodynamically favorable, and endergonic in nature. Studies have revealed that biodiesel made from waste cooking oil is a more suitable and environment-friendly alternative to fossil fuels.
4.1 Future scope
Kinetic study involves the analysis of the rate of reaction and the factors that affect it. This technique can be used to optimize the conversion of waste cooking oil into biofuels and to identify the most efficient catalysts and reaction conditions. Thermometric analysis on the other hand involves the measurement of heat flow during a chemical reaction. This technique can be used to determine the energy content and calorific value of waste cooking oil and its derived biofuels. In addition, the use of waste cooking oil as a biofuel can help to reduce waste and promote a circular economy. Therefore, there is a growing interest in the scientific community and the industry to explore the potential of waste cooking oil as a renewable energy source, and kinetic study and thermometric analysis are likely to play an important role in this area in the future.
Data availability
The authors state that the article contains the data that supported the findings.
Abbreviations
- R2 :
-
Regression/slope coefficient
- CO2 :
-
Carbon dioxide
- MT:
-
Metric ton
- WCO:
-
Waste cooking oil
- FFA:
-
Free fatty acid
- MG:
-
Monoglycerides
- DG:
-
Diglycerides
- Ea :
-
Activation energy (KJmol−1)
- ∆H:
-
Change in enthalpy (Jmol−1)
- h:
-
Plank’s constant (J)
- R:
-
Universal/Molar gas constant (Jmol−1 K−1)
- T:
-
Temperature in kelvin
- A:
-
Frequency factor
- AFs:
-
Alternative fuels
- CI:
-
Compression Ignition
- ASTM:
-
American Society for Testing and Materials
- KOH:
-
Potassium hydroxide
- A.V:
-
Acid value
- FAME:
-
Fatty acid methyl ester
- ME:
-
Methyl ester
- ∆G:
-
Change in Gibbs free energy (Jmol−1)
- ∆S:
-
Change in entropy
- kb :
-
Boltzmann constant (JK−1)
- К:
-
Transmission coefficient
- k:
-
Reaction rate constant
- TG:
-
Triglycerides
References
Srivastava A, Prasad R (2000) Triglycerides-based diesel fuels. Renew Sustain Energy Rev 4:111–133
Boehman AL (2005) Foreword-Biodiesel production and processing. Fuel Process Technol 86:1057–1058
Shay E G (1993) Diesel fuel from vegetable oils: status and opportunities. Biomass Bioenergy 4:227–242
Schwab AW, Bagby MO, Freedman B (1987) Preparation and properties of diesel fuels from vegetable oils. Fuel 66:1372–1378
Freedman B, Butterfield RO, Pryde EH (1986) Transesterification kinetics of soybean oil 1. J Am Oil Chem Soc 63:1375–1380
Supple B, Howard-Hildige R, Gonzalez-Gomez E, Leahy JJ (2002) The effect of steam treating waste cooking oil on the yield of methyl ester. J Am Oil Chem Soc 79:175–178
Anastopoulos G, Zannikou Y, Stournas S, Kalligeros S (2015) Transesterification of vegetable oils with ethanol and characterization of the key fuel properties of ethyl esters. Energies 2:362–376
Das D, Sharma R (2021) Comparative evaluation of performance, emission and combustion characteristics of CI Engine fuelled with Neem Biodiesel with the addition of Methanol and Diethyl. Int J Ambient Energy 43(1):6071–6080
Das D, Pathak V, Yadav AS, Upadhyaya R (2017) Evaluation of performance, emission and combustion characteristics of diesel engine fueled with castor biodiesel. Biofuels 8(2):225–233
Alternate fuel | Kitchen oil: Soon, oil from kitchen can be used in your cars (n.d). https://economictimes.indiatimes.com/industry/energy/oil-gas/soon-oil-from-kitchen-can-be-used-in-your-cars/articleshow/65653884.cms. Accessed 16 June 2022
MohibbeAzam M, Waris A, Nahar NM (2005) Prospects and potential of fatty acid methyl esters of some non-traditional seed oils for use as biodiesel in India. Biomass Bioenergy 29:293–302
Modi MK, Reddy JRC, Rao B, Prasad RBN (2007) Lipase-mediated conversion of vegetable oils into biodiesel using ethyl acetate as acyl acceptor. Bioresour Technol 98:1260–1264
Zhang Y, Dube MA, McLean DD, Kates M (2003) Biodiesel production from waste cooking oil. 2. Economic assessment and sensitivity analysis. Bioresour Technol 90:229–240
Kemp WH (2006) Biodiesel basics and beyond: a comprehensive guide to production and use for the home and farm. Aztext Press, Ontario
Ma F, Hanna MA (1999) Biodiesel production: a review. Bioresour Technol 70:1–16
Dorado M P, Ballesteros E, Mittelbach M, Lopez FJ (2004) Kinetic parameters affecting the alkali-catalyzed transesterification process of used olive oil. Energy Fuels 18:1457–1462
Coteron A, Vicente G, Martinez M, Aracil J (1997) Biodiesel production from vegetable oils. Influence of catalysts and operating conditions. Recent Res Dev Oil Chem 1:109–114
Diasakou M, Louloudi A, Papayannakos N (1998) Kinetics of the non-catalytic transesterification of soybean oil. Fuel 77:1297–1302
Gautam R, Kumar N (2018) Performance emission and combustion studies of diesel engine on Jatropha ethyl ester and its higher alcohol blends. Int J Glob Warm 14:159–169
Yadav P, Kumar N, Gautam R (2021) Improvement in performance of CI engine using various techniques with alternative fuel. Energy Sour A Recov Util Environ Effects
Yadav PS, Gautam R (2021) Numerical and experimental analysis on spray characteristics of biodiesel (waste cooking oil) using pressure swirl atomizer. Environ Progress Sustain Energy
Yadav PS, Gautam R (2022) Experimental and theoretical assessment of surface tension using different biodiesels at elevated temperature. Proc Inst Mech Eng E J Process Mech Eng
Yadav PS, Said Z, Gautam R, Raman R, Caliskan H (2023) Novel investigation on atomization, performance, and emission characteristics of preheated jatropha oil methyl ester and ethyl ester. Energy 270:126870
Farag HA, El-Maghraby A, Taha NA et al (2013) Kinetic study of used vegetable oil for esterification and transesterification process of biodiesel production. Int J Chem Biochem Sci 3:1–8
Gnanaprakasam A, Sivakumar VM, Surendhar A, Thirumarimurugan M, Kannadasan T (2013) Recent strategy of biodiesel production from waste cooking oil and process influencing parameters: a review. J Energy 2013
Noureddini H, Zhu D (1997) Kinetics of transesterification of soybean oil. J Am Oil Chem Soc 74:1457–1463
Ding H, Ye W, Wang Y, Wang X, Li L, Liu D, Gui J, Song C, Ji Na (2018) Process intensification of transesterification for biodiesel production from palm oil: Microwave irradiation on transesterification reaction catalyzed by acidic imidazolium ionic liquids. Energy 144:957–967
Lieu T, Yusup S, Moniruzzaman M (2016) Kinetic study on microwave-assisted esterification of free fatty acids derived from Ceiba pentandra Seed Oil. Biores Technol 211:248–256
Chuah LF, Klemevs JJ, Yusup S, Bokhari A, Akbar MM, Chong ZK (2017) Kinetic studies on waste cooking oil into biodiesel via hydrodynamic cavitation. J Clean Prod 146:47–56
Ibbett R, Gaddipati S, Greetham D, Hill S, Tucker G (2014) The kinetics of inhibitor production resulting from hydrothermal deconstruction of wheat straw studied using a pressurised microwave reactor. Biotechnol Biofuels 7(1):45
Ahmad AL, Yasin NHM, Derek CJC, Lim JK (2014) Kinetic studies and thermodynamics of oil extraction and transesterification of Chlorella sp. for biodiesel production. Environ Technol 35(7):891–897
Ong LK, Kurniawan A, Suwandi AC, Lin CX, Zhao XS, Ismadji S (2013) Transesterification of leather tanning waste to biodiesel at supercritical condition: kinetics and thermodynamics studies. J Supercrit Fluids 75:11–20
Nautiyal P, Subramanian KA, Dastidar MG (2014) Process, Kinetic and thermodynamic studies on biodiesel production from Spirulina platensis algae biomass using single stage extraction–transesterification. Fuel 135:228–234
Funding
For the investigation and publication of this paper, the authors received no funding.
Author information
Authors and Affiliations
Contributions
The proposed idea, as well as the experiments, calculations, and graphs, were all generated by Vishal Kumar. The outcomes were overseen by Debasish Das. Vijay Kumar Mahto contributed to the manuscript's creation.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Conflicts of interest
The authors stated that they have no conflicts of interest.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumar, V., Das, D. & Mahto, V.K. A kinetic study and thermometric analysis on waste cooking oil. Biomass Conv. Bioref. 14, 20499–20508 (2024). https://doi.org/10.1007/s13399-023-04254-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-04254-1