
Abstract
Ionic liquid pretreatment is a powerful technique that can deconstruct agricultural residues and remove lignin simultaneously to provide an easy access to fibers for lignocellulose-degrading enzymes. In this work, the effect of reusing a mixture of ionic liquid and dimethyl sulfoxide (DMSO) on the delignification of corncobs, followed by hydrolysis of cellulose, has been investigated. The solid lignin percentage of corncob sample pretreated at a low temperature for 3 h with the first round of reused 1-butyl-3-methylimidazolium tetrafluoroborate ([BMIM]BF4) and added DMSO at 90 °C (method B) is 9.88 ± 0.17%, much lower than 19.18 ± 0.10% solid lignin of raw corncob. After being reused for four rounds, [BMIM]BF4:DMSO of method B can enhance the cellulose conversion up to 70.43%. Meanwhile, when reusing [BMIM]BF4:DMSO of method A (DMSO added at room temperature before heating to 90 °C), the cellulose conversion is much less (46.54%). From the characterization of lignocellulose structure by Fourier transform infrared spectroscopy (FT-IR) and X-ray diffraction (XRD) of the first reuse of [BMIM]BF4 and DMSO of method B, it is found that the lateral order index (LOI) value is 1.07 ± 0.01 and the crystallinity index (CI) value is 24.84 ± 0.05. These values are lower than those of the reused combination [BMIM]BF4 and DMSO in method A (1.12 ± 0.02 LOI and 30.12 ± 0.01 CI values). Moreover, the reuse of [BMIM]BF4:DMSO pretreatment in method B shows at least 70% cellulose conversion in the fourth round.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The conversion of lignocellulose to fermentable sugars is a well-studied process [1, 2]. Nonetheless, the rigid crystalline lignocellulose structure hampers the enzymatic accessibility of polysaccharide polymer hydrolysis. Thus, lignocellulosic pretreatment is compulsory to remove solid lignin. Ionic liquids (ILs) have recently been promising alternatives for the pretreatment process as they can dissolve cellulose up to 90% [3, 4].
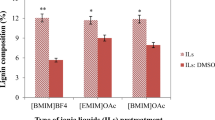
Many ILs are deemed novel solvents for biomass pretreatment [5,6,7]. ILs have high capability to separate cellulose into solid phase [8, 9] and eliminate lignin in the structure of lignocellulosic materials [10, 11]. However, ILs are costly when compared with other commercial solvents. Among them, 1-butyl-3-methylimidazolium tetrafluoroborate ([BMIM]BF4) is cheaper, yet it has lower efficiency in delignification. In the previous study, it has been found that the delignification and enzymatic digestibility can be raised by the combination of [BMIM]BF4 and DMSO and the combination of [BMIM]OAc and DMSO [12]. In addition, the economic efficiency of biofuel production can also be improved by reusing ILs [13, 14]. By reusing [EMIM]OAc:DMSO with added DMSO at 90 °C, cellulose percentage is higher than that of reusing [EMIM]OAc:DMSO with added DMSO at room temperature. Moreover, vital inhibitors such as hydroxymethylfurfural (HMF) have not been found at 90 °C for the combination of IL with DMSO pretreatment [15].
[EMIM]OAc:DMSO is reused for corncob pretreatment as previously reported [15]; however, the reuse of the cheaper IL, e.g., [BMIM]BF4, is an alternative for lowering the cost of the pretreatment process. In this work, the effects of adding DMSO at 90 °C in reused [BMIM]BF4:DMSO for corncob dissolution and morphology are investigated and analyzed by XRD and FT-IR. The results are compared with the reuse of [BMIM]BF4:DMSO with added DMSO at room temperature in the pretreatment process. The cellulose conversion percentage of reused [BMIM]BF4:DMSO is reported and the mechanism of reused [BMIM]BF4:DMSO is also proposed in this work.
2 Materials and methods
2.1 Materials
Corncobs were collected from a local farm in Phetchaburi, Thailand, and prepared following the previous work [15]. In brief, harvested corncobs were dried and kept under ultra-low humidity storage (EDRY series SL-126CA, Taiwan) and then ground with a ball mill (T-BOTA series QM 3SP4, China) to reduce the sizing with an average diameter of less than 0.4 mm, as corncob powder.
[BMIM]BF4 (> 98 purity), DMSO, cellulase (Novozyme NS220086, 250 FPU mL–1), and β-glucosidase (Novozyme NS221118, 320 CBU mL–1) were purchased from Sigma-Aldrich Co., Ltd. (St. Louis, MO, USA). Otherwise, other reagents used were of analytical grade.
2.2 Analysis of corncob composition
Corncob powder was treated with 72% (v/v) sulfuric acid (H2SO4) at 30 °C for 1 h. Subsequently, 72% (v/v) H2SO4 was diluted to 4% (v/v) at 120 °C for 1 h [16]. Then, corncob polysaccharides (mainly cellulose and hemicellulose) were hydrolyzed by H2SO4, and glucose, xylose, and arabinose contents were determined. Those sugars were measured by high-performance liquid chromatography (HPLC, Perkin Elmer Series 200, Waltham, MA), using a pump (1525, Waters, Milford, MA, USA), an Aminex HPX-87 H column (30 cm × 7.8 mm), 4.0 mM H2SO4 solution as mobile phase at 60 °C, and a flow rate of 0.6 mL/min [9]. The total lignin content (insoluble and acid soluble) of corncobs was determined by following the National Renewable Energy Laboratory (NREL) protocol [16].
2.3 ILs:DMSO pretreatments and reused pretreatments
Corncob powder (1250 mg, 15% solid loading) was pretreated with 8500 mg of dissolved [BMIM]BF4:DMSO under the ratios of 1:1 (v/v), in a hot air oven (Memmert UF 100, Germany) at 90 °C for 0, 3, and 6 h. As previously reported by Kuntapa et al. [12], lignin bonding can be destroyed at a temperature as low as 90 °C without the generation of inhibitors. After that, the solid recovery that contains cellulose, hemicellulose, and lignin was analyzed by the NREL protocol [16].
For the reuse of [BMIM]BF4:DMSO in the pretreatment process, there were two methods, namely methods A and B, proposed in this work. In method A, DMSO was added while reusing [BMIM]BF4:DMSO in the pretreatment process at room temperature before heating to 90 °C (Fig. A1a). In method B, DMSO was added while reusing [BMIM]BF4:DMSO at 90 °C (Fig. A1b), as described in the previous study [15]. The samples were pretreated for 0, 3, and 6 h, and then, the solid materials were washed ten times with distilled water (DI water) until reaching a pH of 7.0. For the composition analysis, the cellulose, hemicellulose, and lignin in the solid recovery were analyzed by the NREL protocol [16]. The percentages of component recovery and component loss during the pretreatment were calculated according to Eqs. 1 and 2 [17]:
The reused [BMIM]BF4:DMSO solution was evaporated in a hot air oven at 105 °C for 24 h to eliminate DI water in the mixture. Lignin in the solid recovery was analyzed using FT-IR (Bruker, Germany).
2.4 Fourier transform infrared spectroscopy (FT-IR)
The functional groups of untreated and pretreated corncob samples were measured using FT-IR (Bruker alpha II, Germany) within the wave number of 0 to 2000 cm−1, 2 cm−1, and 32 scans as previously described [15]. In brief, the corncob powder samples were mixed with potassium bromide (KBr) at a ratio of 1:100 and ground in a mortar and then in a ball mill for 10 min (T-BOTA series QM 3SP4, China). Each FT-IR peak was recorded with a blank (KBr) pellet as a background. The infrared ratios (LOI = A1435 cm−1/A895 cm−1) of the samples were measured [18].
2.5 X-ray powder diffraction (XRD)
X-ray diffractograms of untreated and pretreated corncobs were obtained on an XRD (D8 Advanced, Bruker AXS Co. Ltd., Germany). The samples were scanned in a range of 5 to 40°, scanning voltage of 40 kV, and scanning speed of 2 min−1. The crystallinity index (CI) of the sample was analyzed and calculated as indicated in Eq. 3 [18]:
where I (002) and I (am) denote intensities for crystalline (2θ = 22.5) and amorphous (2θ = 18.1) portions of the sample, respectively.
2.6 Enzymatic hydrolysis of pretreated corncob
A 300 mg of pretreated corncob, washed with DI water and filtrated, was carried out in 50 mM sodium acetate buffer (pH 4.8) and mixed with cellulase concentration of 10 PFU/g cellulose (Novozyme NS220086, Copenhagen, Denmark) and β-glucosidase (Novozyme NS221118) at 10 CBU/g cellulose. Then, the reaction was incubated in a shaker incubator (Max Q 6000, Thermo Fisher, USA) at 150 rpm and 50 °C. The samples were taken at intervals of 24, 48, and 72 h. The reaction was stopped by boiling the samples at 100 °C for 10 min. Glucose concentrations in the samples were determined by an HPLC system equipped with a 30 cm × 7.8 mm Aminex HPX 87P column (Biorad-Aminex, USA) and refractive index detector (RID-10A; Hitachi. Co. Ltd., Japan) at 60 °C, 0.6 mL min−1, with DI water as mobile phase. The percentage of cellulose conversion was calculated according to Eq. 4:
2.7 Statistical analysis
Analysis of variance (ANOVA) was selected to evaluate and identify significant factors. The significance level was used at 0.01 and 0.05 in SPSS (SPSS Statistics v21.0, IBM, Armonk, NY, USA). The simple Pearson correlation matrix was performed to detect the relationships of compositions from the pretreatment process and enzymatic hydrolysis efficiency with reused [BMIM]BF4:DMSO for triplicate data repeatability.
3 Results and discussion
In this study, the same batch of raw corncobs from previous work is used [15]. Similarly, the contents of cellulose, hemicellulose, insoluble lignin, soluble lignin, and others are 37.46 ± 0.05, 36.32 ± 0.02, 11.90 ± 0.09, 7.28 ± 0.05, and 7.04 ± 0.01%, respectively [15].
3.1 Delignification of the first reused [BMIM]BF4:DMSO at low temperature
It has been reported that at the temperature beyond 130 °C, inhibitors of enzymatic hydrolysis, such as HMF and furan, can be induced [19,20,21]. It has also been proven that at the lower temperature of 90 °C, the inhibitor is not generated during the use of ILs and DMSO in the pretreatment system [15]. Therefore, the temperature in this work is fixed at 90 °C. According to the previous study, it has been found that the combination of [BMIM]BF4:DMSO shows a good potential for pretreating corncobs. However, the reactions between F− and other compounds in the environment occur rapidly [15]. Hence, the methods of reusing [BMIM]BF4:DMSO which has never been reported elsewhere is proposed in this study. For the first round of reuse, corncob samples pretreated with methods A and B contain similar amount of cellulose and hemicellulose. However, there is a difference in solid lignin percentage between the pretreatment by methods A and B after pretreated for 3 h, in which solid lignin contents are 12.01 ± 0.12% for method A and 9.88 ± 0.17% for method B. Similarly, solid lignin contents are 11.89 ± 0.11 for method A and 9.75 ± 0.14% for method B after pretreatment for 6 h. Although the highest lignin solubility is found at 6 h, it is only slightly higher than that at 3 h (Table 1). The results indicate that pretreating corncob samples at 90 °C for 3 h is the most suitable condition for the delignification of corncobs. These results also reveal that the solid lignin of the first reused [BMIM]BF4:DMSO with method B is lower than that with method A. Furthermore, HMF has not been detected for the duration of 0, 3, and 6 h during the pretreatment with [BMIM]BF4:DMSO by both methods at 90 °C. This confirms that delignification at the low temperature can prevent generating HMF.
3.2 Structural properties of corncob after being treated with the reused [BMIM]BF4:DMSO
For the lignocellulose dissolution in [BMIM]BF4 and DMSO mixture solution, the evaluation of an index is necessary, e.g., lignin release and destruction of the rigid structure of biomass, delignification efficiency, and the loose structure of biomass. These parameters can be observed by FT-IR (LOI value) and XRD (CI value) analysis [22,23,24,25]. Hence, the reuse pretreatment of corn cobs is tested in both analyses.
Having been pretreated by reused [BMIM]BF4:DMSO, the structures of corncob samples are observed through LOI and CI values of FT-IR and XRD, as shown in Table 2. The LOI and CI values of non-reused [BMIM]BF4:DMSO (1.04 ± 0.04 LOI and 24.17 ± 0.02 CI) show similar results to those pretreated with the first-round reused [BMIM]BF4:DMSO of method B (1.07 ± 0.01 LOI and 24.84 ± 0.05 CI), and the crystalline lignocellulose structure of the first reused [BMIM]BF4:DMSO of method B is significantly reduced when compared with that of method A (1.12 ± 0.02 LOI and 30.12 ± 0.01 CI). This can be confirmed that the amorphous cellulose can be increased by adding DMSO into [BMIM]BF4:DMSO for the enzymatic hydrolysis enhancement. From Fig. 1, in the first round of reusing [BMIM]BF4:DMSO of method B, FT-IR peaks cannot be detected between 1512 and 1328 cm−1 which is the range of aromatic skeletal vibrations of lignin [26], unlike method A. The disappearance of lignin peaks by method B is similar to that of non-reused ILs:DMSO pretreatment in the previous work [15]. These results approve that the major part of lignin in corncob samples cannot be found in the solid phase after those samples have been pretreated by reused [BMIM]BF4:DMSO of method B. It is probable that the reused [BMIM]BF4:DMSO of method B can attack the internal hydrogen bonding network between cellulosic and lignin polymer better than the reused [BMIM]BF4:DMSO of method A. The cleavage of lignin bonding can be increased by adding DMSO into [BMIM]BF4:DMSO at 90 °C in method B. Moreover, solid lignin can be separated in liquid phase whereas crystalline lignocellulose structure is reduced by reusing of ILs:DMSO pretreatment, thereby enhancing the enzymatic accessibility and hydrolysis [27,28,29,30,31,32].

FT-IR spectra of the first reused [BMIM]BF4:DMSO: a) method A and b) method B

Percentage of cellulose conversion by enzymatic hydrolysis of non-reused and first reused [BMIM]BF4:DMSO of methods A and B for 24, 48, and 72 h at n = 3, **p ≤ 0.01 and *p ≤ 0.05; all of the conditions used cellulase (10 FPU/g) and β-glucosidase (10 CBU/g)
3.3 Enzymatic hydrolysis of corncob after reused [BMIM]BF4:DMSO pretreatment
As shown in Fig. 2, since the percentage of cellulose conversion by cellulase and β-glucosidase using reused [BMIM]BF4:DMSO of methods A and B is significantly increased after having been hydrolyzed for 48 h when compared with the initial time, the duration of 48 h of hydrolysis is chosen for enzyme digestibility. The percentage of cellulose conversion of method B with the first reuse of [BMIM]BF4:DMSO is 76.95 ± 0.14% which is significantly high when compared with the first reuse pretreatment of method A (48.59 ± 0.12%), implying that the reused [BMIM]BF4:DMSO of method B effectively affects the enzymatic digestibility. Furthermore, the percentage of cellulose conversion without reusing [BMIM]BF4:DMSO in this work is similar to that of the previous work [12]. Accordingly, the cellulose conversion percentage of method B is significantly higher than that of method A at all rounds as indicated in Table 3, suggesting that cellulose of method B is hampered by a lower amount of solid lignin than that of method A.

Mechanism of the first reuse pretreatment from [BMIM]BF4:DMSO: lignin and new lignin. Note: –––– = hydrogen bond, ––––– = covalent bond, Lignin = old biomass, DMSO = old DMSO, Cellulose and Lignin = new biomass, and DMSO = newly added DMSO
For method A, the decrease in cellulose conversion percentage may be because the F− of [BMIM]BF4:DMSO interacts with other compounds before the temperature is raised from room temperature. This may affect the decrease of solid lignin dissolved in [BMIM]BF4:DMSO induced with F− at 90 °C [12]. According to Fig. 3, for method B, [BMIM]BF3− from [BMIM]BF3−:DMSO disrupts the hydrogen bonding of lignocellulose whereas the cellulose is separated into a solid phase. Afterward, the substrate is heated up to 90 °C for 3 h, and new DMSO is added. The high interaction between new DMSO− and HF from non-reuse of [BMIM]BF4:DMSO pretreatment at 90 °C substitutes the strong bonding (covalent bonding) between new DMSO− and solid lignin [12]. This solid lignin and new DMSO of [BMIM]BF4:DMSO in the previous round of reused [BMIM]BF4:DMSO are linked with hydrogen bonding (weak interaction), and solid lignin is dissolved into a liquid phase. Therefore, the mechanism in Fig. 3 can explain the improvement of [BMIM]BF4:DMSO pretreatment with added DMSO at 90 °C, which enhances the hydrolysis of corncob biomass from method B for up to 70% cellulose conversion for four rounds (Table 3).
The limitation of method B is that [BMIM]BF4:DMSO cannot be reused more than four rounds. This is due to the fact that at high temperature in the evaporation step before the next round of reusing [BMIM]BF4:DMSO, the hydrogen bonding between solid lignin and new DMSO is weakened and the solid lignin is precipitated in the solid phase. Using a more selective co-solvent is suggested to increase the rounds of reusing [BMIM]BF4:DMSO and enhance the delignification without generating inhibitors.
4 Conclusions
In this work, reusing [BMIM]BF4:DMSO is achieved under a controlled condition of method B. By following method B, delignification can be increased in the first round of reuse at a low temperature of 90 °C with solid lignin of 9.88 ± 0.17% and the amorphous region in lignocellulose is also increased with the lowest CI value of 24.84 ± 0.05. These can provide an easier access for enzymes in the enzymatic digestibility. Remarkably, this pretreatment with the first round of reused [EMIM]BF4:DMSO of method B can be achieved by eliminating lignin in the solid part, with high cellulose conversion of 76.95 ± 0.14% when compared with 48.59 ± 0.12% of method A. The high lignin removal and enzymatic hydrolysis of the reused pretreatment can lead to the mechanism of reusing [BMIM]BF4 with the addition of DMSO, as presented in this work.
Data availability
All data analyzed during this study are included in this published article.
References
Moniruzzaman M and Goto M (2018) Ionic liquid pretreatment of lignocellulosic biomass for enhanced enzymatic delignification. Adv Biochem Engin Biotechnol 61-77. https://doi.org/10.1007/10_2018_64
Zhang Q, Hu J, Lee DJ (2017) Pretreatment of biomass using ionic liquid: research updates. Renew Energ 11:77–84. https://doi.org/10.1016/j.renene.2017.03.093
Sabanci K, Buyukkileci AO (2018) Comparison of liquid hot water, very dilute acid and alkali treatments for enhancing enzymatic digestibility of hazelnut tree pruning residues. Bioresour Technol 261:158–165. https://doi.org/10.1016/j.biortech.2018.03.136
Hou Q, Ju M, Li W, Liu L, Chen Y, Yang Q (2017) Pretreatment of lignocellulosic biomass with ionic liquids and ionic liquid-based solvent systems. Molecules 22:490–513. https://doi.org/10.3390/molecules22030490
Han SY, Park CW, Kwon GJ, Kim JH, Kim NH, Lee SH (2020) Effect of [EMIM]Ac recycling on Salix gracilistyla Miq. pretreatment for enzymatic saccharification. J Korean Wood Sci Technol 48:405–413. https://doi.org/10.5658/WOOD.2020.48.3.405
Mehmood N, Husson E, Jacquard C, Wewetzer S, Buchs J, Sarazin C, Gosselin I (2015) Impact of two ionic liquid liquids, 1-ethyl-3-methylimidazolium acetate Saccharomyces cerevisae: metabolic, physiologic and morphological investigations. Biotechnol Biofuel 8:1–14. https://doi.org/10.1186/s13068.015.0206.2
Zhao Y, Wang J, Wang H, Li Z, Liu X, Zhang S (2015) Is there any preferential interaction of ions of ionic liquids with DMSO and H2O, A comparative study from MD simulation. J Phys Chem B 119:6686–6695. https://doi.org/10.1021/acs.jpcb.5b01925
Pham LTM, Choudhary H, Gauttam R, Singer SW, Gladden JM, Simmons BA, Sale KL (2022) Revisiting theoretical tools and approaches for the valorization of recalcitrant lignocellulosic biomass to value-added chemicals. Front Energy Res 10:863153. https://doi.org/10.3389/fenrg.2022.863153
Papa G, Feldman T, Sale KL, Adani F, Singh S, Simmons BA (2017) Parametric study for the optimization of ionic liquid pretreatment of corn stover. Bioresour Technol 241:627–637. https://doi.org/10.1016/j.biortech.2017.05.167
Abushammala H, Mao J (2020) A review on the partial and complete dissolution and fractionation of wood and lignocelluloses using imidazolium ionic liquids. Polymers 12:195–228. https://doi.org/10.3390/polym12010195
Cheng F, Zhao X, Hu Y (2018) Lignocellulosic biomass delignification using aqueous alcohol solutions with the catalysis of acidic ionic liquids: a comparison study of solvents. Bioresour Technol 249:969–975. https://doi.org/10.1016/j.biortech.2017.10.089
Kuntapa M, Sudaprasert K, Tachaapaikoon C (2021) Pretreatment of corn cobs using 1-butyl-3-methylimidazoliumtetrafluoroborate and dimethyl sulfoxide to enhance enzymatic saccharification. Biomass Conv Bioref 1-12. https://doi.org/10.1007/s13399-021-01702-8
Sun YC, Liu XN, Wang TT, Xue BL, Sun RC (2019) Green process for extraction of lignin by the microwave-assisted ionic liquid approach: toward biomass biorefinery and lignin characterization. ACS Sustain Chem Eng 7:13062–13072. https://doi.org/10.1021/acssuschemeng.9b02166
Xue S, Pattathil S, da Costa Sousa L, Ubanwa B, Dale B, Jones AD, Balan V (2022) Understanding the structure and composition of recalcitrant oligosaccharides in hydrolysate using high-throughput biotin-based glycome profiling and mass spectrometry. Sci Rep 12:1–13. https://doi.org/10.21203/rs.3.rs-465723/v1
Kuntapa M, Sudaprasert K, Tachaapaikoon C (2022) Effects on delignification of reusing 1-ethyl-3-methylimidazolium acetate and dimethyl sulfoxide in the pretreatment of corn cob for the enhancement of enzymatic hydrolysis in ethanol production. Biomass Conv Bioref 1-14. https://doi.org/10.1007/s13399-022-02392-6
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker D (2008) Determination of structural carbohydrates and lignin in biomass. LAP 1617:1–16
Auxenfans T, Crônier D, Chabbert B, Paës G (2017) Understanding the structural and chemical changes of plant biomass following steam explosion pretreatment. Biotechnol Biofuels 10:1–16. https://doi.org/10.1186/s13068-017-0718-z
Segal L, Creely J, Martin A Jr, Conrad C (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Res J 29:786–794. https://doi.org/10.1177/004051755902901003
Ejekwu O, Ayeni AO, Sadare O, Daramola MO (2021) Development of non-derivatizing hydrate salt pre-treatment solvent for pre-treatment and fractionation of corn cob. Cogent Eng 8:1947444–1947460. https://doi.org/10.1080/23311916.2021.1947444
Jonsson LJ, Martin C (2016) Pretreatment of lignocellulose: formation of inhibitory byproducts and strategies for minimizing their effects. Bioresour Technol 199:103–112. https://doi.org/10.1016/j.biortech.2015.10.009
Yu HT, Chen BY, Li BY, Tseng MC, Han CC, Shyu SG (2018) Efficient pretreatment of lignocellulosic biomass with high recovery of solid lignin and fermentable sugars using Fenton reaction in a mixed solvent. Biotechnol Biofuels 11:287–297. https://doi.org/10.1186/s.13068-018-1288-4
Yuau Z, Long J, Wang T, Shu R, Zhang Q, Ma L (2015) Process intensification effect of ball milling on the hydrothermal pretreatment for corn straw enzymolysis. Energ Convers Manage 101:481–488. https://doi.org/10.1016/j.enconman.2015.05.057
Xu A, Zhang Y (2015) Insight into dissolution mechanism of cellulose in [C4mim][CH3COO]/DMSO solvent by 13C NMR spectra. J Mol Struct 1088:101–104. https://doi.org/10.1016/j.molstruc.2015.02.031
Radhi A, Le KA, Ries ME, Budtova T (2015) Macroscopic and microscopic study of 1-ethyl-3-methyl-imidazolium acetate–DMSO mixtures. J Phys Chem B 119:1633–1640. https://doi.org/10.1021/jp5112108
Raj T, Gaur R, Dixit P, Gupta RP, Kagdiyal V, Kumar R, Turi DK (2016) Ionic liquid pretreatment of biomass for sugars production: driving factor with a plausible mechanism for higher enzymatic digestibility. Carbohydr Polym 149:369–381. https://doi.org/10.1016/j.carbpol.2016.04.129
Alayoubi R, Mehmood N, Husson E, Kouzayha A, Tabcheh M, Chaveriat L, Gosselin I (2020) Low temperature ionic liquid pretreatment of lignocellulosic biomass to enhance bioethanol yield. Renew Energy 145:1808–1816. https://doi.org/10.1016/j.renene.2019.07.091
Zabed H, Sahu JN, Boyce AN, Faruq G (2016) Fuel ethanol production from lignocellulosic biomass: an overview on feedstocks and technological approaches. Renew Sustain Energy Rev 66:751–774. https://doi.org/10.1016/j.rser.2016.08.038
Balat M (2011) Production of bioethanol from lignocellulosic materials via the biochemical pathway: a review. Energy Convers Manage 52:858–875. https://doi.org/10.1016/j.enconman.2010.08.013
Badgujar KC, Bhanage BM (2015) Factors governing dissolution process of lignocellulosic biomass in ionic liquid: current status, overview and challenges. Bioresour Technol 178:2–18. https://doi.org/10.1016/j.biortech.2014.09.138
Sorn V, Chang KL, Phitsuwan P, Ratanakhanokchai K, Dong CD (2019) Effect of microwave-assisted ionic liquid/acidic ionic liquid pretreatment on the morphology, structure, and enhanced delignification of rice straw. Bioresour Technol 293:121929–121936. https://doi.org/10.1016/j.biortech.2019.121929
Sriariyanun M, Kitiborwornkul N, Tantayotai P, Rattanaporn K, Show PL (2022) One-pot ionic liquid-mediated bioprocess for pretreatment and enzymatic hydrolysis of rice straw with ionic liquid-tolerance bacterial cellulase. Bioengineering 9:17–32. https://doi.org/10.3390/bioengineering9010017
Ungurean M, Csanadi Z, Gubicza L, Peter F (2014) An integrated process of ionic liquid pretreatment and enzymatic hydrolysis of lignocellulosic biomass with immobilized cellulose. Bioresour Technol 241:627–637
Funding
This study received financial support from the National Research Council of Thailand and King Mongkut’s University of Technology Thonburi through the “KMUTT Research Center of Excellence Project.”
Author information
Authors and Affiliations
Contributions
Kaokanya Sudaprasert and Chakrit Tachaapaikoon helped to design experiments and revise the manuscript. Manita Kuntapa performed the experiments and prepared the manuscript. All authors developed the idea for the study, analyzed the data, and read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
This article does not contain any studies involving human and animal participants performed by any of authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Tachaapaikoon, C., Kuntapa, M. & Sudaprasert, K. Consequential improvement of reusing 1-butyl-3-methylimidazolium tetrafluoroborate and dimethyl sulfoxide to enhance enzymatic hydrolysis. Biomass Conv. Bioref. (2022). https://doi.org/10.1007/s13399-022-03577-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-022-03577-9