
Abstract
A Pinus elliottii wood was thermally modified at 200 °C for 2 h and then treated by in situ polymerization with furfuryl alcohol (FA) using a vacuum-pressure process to investigate the influence of furfurylation on a thermally treated wood. The presence of poly(furfuryl alcohol) (PFA) was confirmed by micrographs (SEM and CLSM), which also showed that it reached internal spaces between cracks originated in the previous heat treatment. Chemical changes from furfurylation were detected by infrared spectroscopy, especially in the previously thermally treated wood. The wood modified by the combined thermorretification/furfurylation treatment presented similar esthetic attributes compared to the furfurylated wood. Compared to the isolated treatments, the combined treatment caused an increase of 150–260% in the evaluated mechanical properties and 5–10% in thermal stability. The two-step treated pine wood also showed higher levels of surface and bulk hydrophobicity and resistance against white-rot fungus.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Wood treatments are physical or chemical processes applied to woods in order to create new wooden products with superior properties compared to pristine wood. The wood products have traditionally favored the use of chemical substances that are toxic to the environment and even to living beings, going against current environmental concerns related to green chemistry and the disposal of post-consumed materials. The coming generation of wood treatments must closely follow some recent concepts, such as sustainability, bioeconomy, circular economy, and biorefinery.
Wood heat treatments, comprising the heating of wood at temperatures within 160–240 °C for 2–24 h in controlled oxygen atmospheres, are fully compliant with those environmental issues since they do not involve toxic chemical substances. These woods are commonly applied to floors, cladding, decking, saunas, decorative panels, windows, doors, and garden furniture [1]. Currently, ThermoWood®, Platowood, Retiwood, and Le Bois Perdure are among the most commercialized thermotreated wood products [2].
Heating the wood at low temperatures (20–150 °C) causes a drying process, starting from the water located in the intercellular spaces bonded to the wood structure by Van der Waals forces, and then degrading the hydrogen bonds that link water molecules to the hydroxyls from the wood cell wall. Above 150 °C, the highly amorphous and branched structure of hemicelluloses decomposes, generating volatile compounds such as water, formic acid, acetic acid, and furfural [3]. Above 200 °C, the paracrystalline structure of cellulose starts decomposing [4]. The heat treatment in wood products is called thermorretification because chemical groups present in amorphous regions of cellulose and hemicelluloses are more easily decomposed, while crystalline and ordered regions from the cellulose remain almost intact [5]. Above 250–260 °C, a lignin carbonization process starts [5], but this temperature range is not normally used in commercial procedures.
The increase in the content of crystalline chemical structures due to the decomposition of hydroxyls and other polar chemical groups increases wood hydrophobicity, reduces the equilibrium moisture content [6], and may also bring a positive effect on other properties of interest such as color, dimensional and thermal stabilities, and durability. On the other hand, its mechanical characteristics are usually impaired due to the decomposition of polysaccharides, preventing certain structural applications. For instance, Surini et al. [7] treated a pine wood (Pinus pinaster) at 200 °C for 4 h and verified 13.7% and 15.9% losses in bending strength and modulus, respectively.
Although a post-treatment may represent extra labor and cost, a two-step treatment that combines thermorretification with another physical or chemical treatment seems to be a promising route to recover the losses in mechanical properties attributed to the heating procedure, keeping other positive characteristics of the thermally treated wood. Recent studies have been clarifying that two-step sequential treatments that involve impregnation of resins or other chemicals into the wood may promote wooden products with more balanced physical properties if compared to their respective isolated treatments [8, 9]. In such strategy, the first step provides suitable conditions for the second one, while the second step retains the wood properties obtained in the first step and compensates possible drawbacks, yielding highly versatile modified woods [8].
Recently, Acosta et al. [9] treated a pine wood (Pinus elliottii) combining thermorretification (180 °C for 2 h) and in situ polymerization of polystyrene. They reported that the in situ polymerization recovered, and sometimes even overcame, the mechanical losses caused by the previous heat treatment. However, polystyrene is an oil derivative with high flammability and low aging resistance, and its burning generates greenhouse gases and harmful particulates. Furthermore, wood treatment with polystyrene and other polymeric resins has not yet been carried out at industrial scale. Furfurylation, on the other hand, is globally known as an environmentally friendly wood modification process that consists in impregnating and in situ polymerizing furfuryl alcohol (FA) [10].
The polymerization process of the FA was already extensively studied for different experimental conditions. According to Guigo et al. [11], the PFA formation follows multistep kinetics alternatively controlled by chemical reactions and diffusion mechanisms, wherein methylol groups from furan rings condense with the C5 position of other furan rings under an acidic medium and, after that, these furan rings connected by methylene linkages create cross-linked linear oligomers. This latter stage was marked by an increase in apparent activation energy, which is explained by different stage of cycloadditions in the gelled state, leading to the final glassy materials. Also according to these authors, linear condensations are predominant at early curing stages, whereas Diels–Alder reactions become important after the formation and diffusion of the first oligomers.
The low molecular mass and the high polarity of FA solutions allow easy penetration into the wood cell wall and graft onto some of its main constituents, especially lignin [12, 13]. Although the complex polymerization process of the FA within wood was not yet fully explained, there are known influential factors, including temperature, and presence of catalysts and solvents [14]. This high complexity is mostly attributed to numbers of functional groups resulting from the furanic cleavage [15]. According to Nordstierna et al. [13], aromatic lignin units with hydroxyl end groups are highly reactive with the PFA chain and, because of that, FA was found to covalently bind to lignin model compounds, although the extension of the formed covalent bonds is not known. Based on NMR results, Yang et al. [12] reported that the FA only polymerizes into the wood cell wall rather than into the cell lumen. Other studies also demonstrated chemical reactions between lignin and FA-based monomer or oligomers, especially grafting reactions between FA and the lignin from inside the wood cell wall [16] [17] [14].
The presence of poly(furfuryl alcohol) (PFA) in intercellular spaces of wood or chemically adhered to cell walls lead to significant increases in several properties of interest, including dimensional stability, biological resistance, and mechanical properties [18]. FA derives from furfural, a dehydration product from C5 (xylose) monomer that can be obtained from different biomasses such as corn cob, oats, wheat bran, rice husk, sugarcane bagasse, and bamboo [19]. The transformation of vegetable matrixes into furfural involves acid washing at moderate temperatures of 150–170 °C and pressure around 1 MPa [20]. The global production of furfural is approximately 200 kton and 65% of which is used for the production of FA [21]. FA is currently commonly used in resins, adhesives, synthetic fibers, fuels, anti-corrosive plastics, and membranes.
In the case of this article, the FA is already used in two-step treatments. Liu et al. [8] performed a two-step treatment combining furfurylation with the impregnation of a tung oil/turpentine solution. This treatment conferred increases in dimensional stability and swelling coefficients to the treated wood. The sequential treatment also improved some mechanical properties, including static hardness (> 159%), modulus of elasticity (> 55%), and modulus of rupture (> 19%). However, this treatment consisted in the impregnation of two substances using two vacuum procedures, which represented a substantial increase in both labor and energy required.
Given the high chemical affinity between FA and lignin during the polymerization of thermally treated wood and also the high environmental appeal associated with thermorretification and furfurylation treatments, this work aims at investigating the effect of a combination of thermorretification and furfurylation on thermal, morphological, hygroscopic, mechanical, colorimetric, and biological properties of a pine wood.
2 Materials and methods
2.1 Wood treatment
Trees (25 years old) were chosen from a homogeneous pine (Pinus elliottii Engelm.) forest located in Piratini/Brazil (31°26′53″S; 53°06′15″W). Figure 1 illustrates the applied sawing pattern to produce the wood samples. 1.5-m-long baseline wood logs were obtained at a height of 10 cm from the ground. From these logs, forty prismatic wood samples were manufactured (dimensions: 15 × 15 × 250 (mm); radial × tangential × longitudinal) and then conditioned at 20 ± 2 °C temperature and 65 ± 3% RH until constant mass.

Wood processing and its cutting pattern
Twenty samples were thermally treated at 200 °C for 2 h using a lab oven with forced air circulation. Then, a FA (97% concentration)/maleic anhydride solution (98.5:1.5) was homogenized in a 2-L beaker for 15 min under magnetic stirring at room temperature (~ 20 °C). Both chemicals were purchased from Sigma-Aldrich (São Paulo/Brazil) and used as received. Ten heat-treated woods and ten untreated ones were treated following the procedure described by Acosta et al. [9]. Briefly, about 1125 cm3 of wood was placed inside a horizontal autoclave (volume: ~ 2300 cm3), an initial vacuum of − 0.05 MPa was applied for 30 min, and then 1.3 L of the treatment solution was driven to the pressure vessel taking advantage of the initial vacuum. A positive pressure of 0.8 MPa was then applied for 180 min; later, the impregnated woods were removed and cured in a lab oven at 60 °C for 24 h followed by 48 h at 100 °C. Subsequently, the samples were placed in a climate-controlled chamber (20 °C and RH 65%) until constant moisture content.
2.2 Wood characterization
Wood fragments were milled and particles passed through a 200-mesh. For preparing these samples for Fourier transform infrared-attenuated total reflectance (FTIR-ATR) analyses using a Jasco 4100 equipment, each milled wood sample (around 2 mg) and a dried KBr powder (around 200 mg) were mixed and then pressed at 8 MPa for 5 min using stainless steel machine, which yielded circular pellets with 13 mm in diameter. The spectrum of each KBr pellet was the average of 32 scans made within 600–4000 cm−1 with a scan interval of 4 cm−1. The spectra were subjected to vertical displacements to clarify difference between band intensities. Thermogravimetric (TG) analyses were performed on one 5–10-mg sample per group. The sample heated into a closed alumina crucible from room temperature (~ 20 °C) to 600 °C under an inert nitrogen atmosphere using a TGA-1000 Navas equipment. Mass vs. temperature was acquired and smoothed using a Savitzky-Golay filter with 5 points. Surface morphology of both the transverse and tangential planes (in relation to the orientation of the fibers) of one sample per group was analyzed using a Phenom World Pro-X scanning electron microscope adjusted at different magnifications. The transverse section of 50–80-μm-thick wood samples was analyzed by confocal laser scanning microscopy (CLSM) using an Olympus FV1000 microscope to ascertain the presence of lignin and PFA inside the furfurylated woods. This equipment was adjusted for an excitation laser wavelength of 488 nm at a 500–600-nm range, according to Yang et al. [12]. These micro-veneers were cut using a REM-710 microtome (Yamato Kohki industrial Co., Ltd, Japan) coupled with disposable blades and then pigmented by simple immersion for 10 min in an aqueous solution of toluidine blue concentrated at 0.5%, which was followed by washing using distilled water. This preparation aimed to suppress the auto-fluorescence of the lignin. The CLSM images were colored to highlight the presence of the PFA resin, in a manner that: blue, green, yellow, and red represented absence, low, moderate, and high PFA amounts.
Specific gravity (ρ), weight loss (WL), weight percentage gain (WPG), and equilibrium moisture content (EMC) were determined for ten samples for each group (15 × 15 × 250 (mm); radial × tangential × longitudinal), using a Mitutoyo digital caliper (0.01-mm resolution) and a Bel M214-AIH analytical scale (0.001-g resolution). Water-repellent effectiveness (WRE) and anti-swelling efficiency (ASE) were measured after four drying (100 °C for 96 h)/wetting (water immersion for 96 h) cycles. Ten samples (15 × 15 × 50 (mm); radial × tangential × longitudinal) for each treatment were tested following the methodology proposed by Mattos et al. [22]. Tangential surface hydrophobicity was evaluated by the sessile drop method for one sample for each group (15 × 15 × 15 (mm); radial × tangential × longitudinal), monitoring the static contact angle with a 50-µl water droplet from 5 to 60 s using a DSA25 equipment (Kruss brand).
Side-view images were taken for one sample for each group (15 × 15 × 250 (mm); radial × tangential × longitudinal), using a digital microscope (RoHS brand) with 2.0 MPIX resolution. Color measurements were performed using a CR-400 colorimeter (Konica Minolta brand), operating with a D65 light source (illuminant) and 10° viewing angle, following the CIELab method. Three reads were performed in ten samples per group. Mechanical tests were performed under static bending in ten specimens (dimensions: 15 × 15 × 250 (mm); radial × tangential × longitudinal) per group using a DL 3000 equipment (Emic brand) at a cross-head speed of 0.8 mm min−1, according to ASTM D143.
The fungi tests were performed following the BS EN 113:1997, except for the sample dimensions, which were 10 × 10 × 10 ((mm); radial × tangential × longitudinal). Five samples per group were initially dried at 103 °C for 24 h until constant mass to obtain the initial mass. Then, they were autoclaved at 121 °C for 20 min, kept under room temperature (~ 20 °C) for 24 h, and autoclaved again under the same conditions for extra 10 min. 60 ml of malt agar medium (50 g of malt, 20 g of agar, 1000 ml of water) was poured into a glass dish, which was placed inside a BOD chamber and kept under 20–25 °C and 65–70% RH for 3 days (3 cycles of UVA light for 12 h and darkness for 12 h) to eliminate any contamination. Afterward, the glasses were inoculated with fungus Trametes versicolor strain LPF-108 (10 × 10 × 10 (mm); radial × tangential × longitudinal) and taken back to the chamber, wherein they remained until the fungus occupied the entire culture medium, which took 5–7 days. The wood samples were then placed on the glasses and remained in the BOD for 16 weeks. Finally, the samples were dried in a lab oven at 100 °C until constant mass to determine the mass loss.
The quantitative results were tested for homogeneity of variances and data normality using Levene and Shapiro–Wilk tests, respectively. Afterward, the data were analyzed using one-way analyses of variances (ANOVA) followed by Tukey tests at significance level of 0.05.
3 Results and discussion
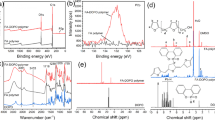
Figure 2 shows the infrared spectra of the untreated and treated pine woods. Clear attenuations in signals in the 3100–3600 cm−1 range were found for the treated woods, probably due to the degradation of free hydroxyls from hemicelluloses and cellulose [23]. The same changes in the hydroxyl groups were observed by Hadi et al. [24]. Also, compared to the untreated wood, evident attenuations are seen for the treated woods at 1715 cm−1, which is commonly attributed to stretching of C = O double bonds from lignin [25].

Infrared spectra for the untreated and treated pine woods
Still compared to untreated wood, high attenuations around 1400 cm−1 were detected for all treated woods, which can be attributed to elongations in C = C aromatic ring skeletal vibrations and indicate other chemical changes in the lignin macromolecule [23]. Similar results were reported by Nordstierna et al. [13], who carried out nuclear magnetic resonance analyses on a solution of FA and a model lignin compound. They also reported the formation of covalent bonds in the early stages of the alcohol’s polymerization. According to Gerardin [26], the wood furfurylation involves two processes, wherein FA molecules first interact with each other and then these aggregated molecules fill void spaces in the wood. In the second stage, the impregnated FA chemically reacts with wood components, especially the lignin.
There was a notorious increase in the valley around 1370 cm−1, which suggests a reduction in -CH3 and -CH2 bonds from lignin due to the thermal treatment [27]. Regarding the valley around 1030 cm−1 (C–O–C deformation), the heat-treated woods clearly displayed highly attenuated signals, which suggests that there was an incomplete degradation of the cellulose ascribed to the heat treatments. Yang et al. [12] mentioned similar spectral change in the 1700 cm−1 band, which was associated with C = O stretching of unconjugated alkynyl ketones, carbonyls, and aliphatic groups from hemicelluloses. These changes in wood hemicelluloses were expected since the treatment temperatures exceeded 200 °C, which is associated with the beginning of their thermodegradation [28]. Compared to the untreated wood, both the heat-treated and two-step treated woods presented large attenuations in the valley around 800 cm−1, which is ascribed to out-of-plane bending vibrations of C-H bonds from lignin [12]. Therefore, the isolated thermoretification and furfurylation treatments yielded the expected chemical changes based on the literature, and the combined treatment caused a similar effect than the isolated furfurylation.
Thermogravimetric curves for the treated and untreated woods are shown in Fig. 3. Two regions can be broadly identified. Region I begins with the drying of the woods (around 30 °C) and extends to about 130 °C, which is associated with the degradation of thin segments of amorphous regions of wood polysaccharides. Region II, from 150 to 450 °C, encompasses the degradation of structural wood compounds, including crystalline regions of cellulose and aromatic lignin compounds.

TG and DTG curves for the untreated and treated pine woods
The heat-treated wood showed a slightly higher thermal stability in Region II compared to untreated wood. The former wood exhibited a weight loss of 50% up to 360 °C, while the untreated wood lost about 60%. This is probably due to dehydration and carbonization reactions of hemicelluloses induced by the previous heat treatment. The TG curves of FA and HT/FA wood do not differ up to 370 °C, again suggesting similar chemical changes attributed to these two treatments. In this context, Herrera et al. [29] found increased thermal stability after thermal treatment due to the volatilization of flammable gases belonging to organic extractives, and Rahman et al. [30] reported increased thermal stability after furfurylation due to the decrease in heat transmission through the wood since PFA acts as a protection for the wood cell wall.
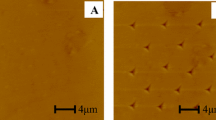
The thermorretification enlarged tracheid lumens (as highlighted by a red arrow in Fig. 4) and opened some tangential pits located on the sides of the wood tracheids (as highlighted by a red ellipse in Fig. 4). These damaged anatomical elements may favor both impregnation and retention of polymeric substances inside the wood [9, 26]. Besides of that, as highlighted in the transverse plane of the furfurylated woods, Fig. 4 also shows the presence of the PFA impregnated and adhered to the wood cell wall.

SEM images of the transverse and tangential plane of the untreated and treated pine woods
Figure 5 shows CLSM images for the studies woods. The presence of PFA was detected at both intra and intercellular spaces of both the furfurylated and two-step treated woods (as highlighted in red color in Figs. 5C, E and F). Comparing these two woods, it seems that the two-step treated wood presents a higher amount of PFA inside its cell wall. This suggests that the previous heat treatment led to micro-voids, which were later filled by the PFA resin.

CLSM images of the transverse plane of the untreated and treated pine woods
The combination of treatments did not provide a significantly greater weight gain compared to the isolated furfurylation (Fig. 6A), but both caused a significant increase in density compared to the untreated wood (Fig. 6B). Although the heat-treated wood presented a weight loss above 10%, that did not cause a significant decrease in density compared to untreated wood, that is, the performed thermal treatment can be considered moderate. The prior heat treatment reduced the equilibrium moisture content of the wood and the subsequent furfurylation maintained this low moisture content (Fig. 6C). This significant decrease in moisture content is probably associated with the aforementioned degradation of amorphous segments from polysaccharides, including hemicelluloses and cellulose.

Weight percentage variation (A), density (B), and moisture content (C) for the untreated and treated pine woods (different letters above the bars represent significant differences)
The HT/FA wood presented 5% higher WRE than FA wood and 20% higher than HT wood (Fig. 7A) for the entire water absorption kinetics (cycle 1 to cycle 4). Besides, the two-step treated wood showed significantly higher hydrophobicity from the combined action of the treatments (Fig. 7B). These results are in agreement with those observed by Acosta et al. [9], who impregnated a heat-treated Pinus elliottii wood with polystyrene and found a synergistic effect of the treatments. The increase in moisture repellency for the two-step treated wood is attributed to the polymerization of PFA, which opens the heterogeneous aromatic rings due to the synergic action of both heat and catalyst. Thus, single C-O bonds are broken and double C = O bonds are formed since oxygen is more electronegative in the chain of some of the major wood compounds [30, 31].

WRE (A) and ASE (B) for the untreated and treated pine woods.
The heat treatment did not confer a marked hydrophobicity to the wood (Fig. 8A). On the other hand, furfurylation decreased the wood’s ability to absorb moisture, perhaps due to the chemical changes suggested in the infrared results (Fig. 2), in which valley evidenced at 3700 cm−1 were shifted to 3200 cm−1. The two-step treatment showed the greatest efficiency in making the wood more hydrophobic (Fig. 7A). It is well known that heat treatment leads to increased contact angle due to the migration of organic extractives from internal wood spaces to the surface (Fig. 8B) [32, 33].

Apparent contact angle and photos of the drop water test for the untreated and treated pine woods
Figure 8A–C shows colorimetric parameters and photos for the studied woods. Compared to the yellowish untreated pine wood, all the treated woods presented darkened color shades indicated by a decreased L*. The colorimetric change in thermally treated wood is due to the migration of extractives to the wood surface and changes in double bonds [33]. The two-step treated wood presented a similar dark color compared to the isolated furfurylated wood. As for the other color parameters, the treatments caused a decrease in b*, C, and h° along with an increase in a*, except for HT wood (different trend for b* and C*).
The chroma charts in Fig. 9B indicate that both the FA and the HT/FA showed a trend toward darker color shades compared to HT wood, which showed a change to more vivid and deep shades. In all, thermal and furfurylation treatments are known for conferring esthetic value to wooden products associated with hardwoods from tropical forests such as cedar, walnut, ipe, and Brazilian teak, especially their heartwoods.

Colourimetric parameters (A), chroma chart (B), and tangential views (C) for the untreated and treated pine woods
The thermal treatment of pine caused an expected decrease in stiffness and strength (53% and 64%, respectively) (Fig. 10A–B), as previously reported by [34]. However, the isolated furfurylated wood showed an increase in stiffness and strength (155% and 120%, respectively), which was attributed to the presence of PFA internally adhered to wood tracheids, helping transmitting and stabilizing internal stresses from the external loading.

Modulus (EB; A) and bending strength (σF; B) and failure modes (C) for the untreated and treated pine woods (different letters above the bars represent significant differences)
Compared to the heat-treated wood, the HT/FA wood showed an increase in stiffness and strength (260% and 170%, respectively). The greater increase in mechanical properties for the two-step treatment can be attributed to an increased wood/polymer affinity, which was able to more than recover the loss in properties induced by the previous thermal treatment. Based on the rating proposed in ASTM D143, the failures observed for the UT and HT woods were classified as cross-grain tension, while the failures for FA and HT/FA were brash tension-type (Fig. 10C).
Results shown in Fig. 11 indicate that all treatments were effective in protecting the pine wood against the white-rot fungus. Besides, the FA and HT/FA woods presented lower weight loss than the isolated thermally treated wood. The increase in biological stability conferred by the thermal treatment is justified in Rekola et al. [34] by the migration of organic extractives from inside the wood, becoming a protective and toxic barrier against this xylophagous agent. The decrease in equilibrium moisture content caused by the thermal treatment is also detrimental to the growth of wood-rot fungi [35]. The moisture content directly impacts the fungi growth and their ability to metabolize nutritive substances from the wood cell wall [36]. According to Brischke and Alfredsen [37], liquid water (i.e., capillary water) is a prerequisite for allowing extracellular transport of fungal metabolites and subsequent breakdown of cell wall components. Besides the equilibrium moisture content, the development of these microorganisms in wood depends on appropriate levels of oxygen content, pH, and temperature [38].

Mass loss in the decay test and photos of the untreated and treated pine woods (different letters above the bars represent significant differences)
4 Conclusion
Isolated treatments of thermorretification and furfurylation were carried out in pine wood as seen in the literature and the changes in the evaluated technological properties occurred as expected. Regarding the combined two-step treatment, the mass loss caused by the thermal treatment was recovered by the in situ polymerization of FA, making the wood as dense as the one treated only by FA polymerization. The presence of PFA into lumen spaces from wood was confirmed by SEM images and infrared spectra and the presence of PFA into intercellular spaces was confirmed by CLSM images. Furthermore, the two-step treated pine wood presented similar mechanical properties, colorimetric features, and fungi compared to the furfurylated wood, and also surpassed the thermally treated one in all these characteristics. In all, the two-step treated pine wood presented the greatest thermal stability, surface hydrophobicity, and bulk hydrophobicity.
References
Jirouš-Rajković V, Miklecić J (2019) Heat-treated wood as a substrate for coatings, weathering of heat-treated wood, and coating performance on heat-treated wood. Adv Mater Sci Eng 2019. https://doi.org/10.1155/2019/8621486
Ormondroyd G, Spear M, Curling S (2015) Modified wood: Review of efficacy and service life testing. Proc Inst Civ Eng Constr Mater 168:187–203. https://doi.org/10.1680/coma.14.00072
Sivrikaya H, Tesařová D, Jeřábková E, Can A (2019) Color change and emission of volatile organic compounds from Scots pine exposed to heat and vacuum-heat treatment. J Build Eng 26. https://doi.org/10.1016/j.jobe.2019.100918
Kamel S (2007) Nanotechnology and its applications in lignocellulosic composites, a mini review. Express Polym Lett 1:546–575. https://doi.org/10.3144/expresspolymlett.2007.78
Esteves BM, Pereira HM (2009) Wood modification by heat treatment: a review. BioResources 4:370–404. https://doi.org/10.15376/biores.4.1.370-404
de Cademartori PHG, Missio AL, Mattos BD et al (2014) Physical and mechanical properties and colour changes of fast-growing Gympie messmate wood subjected to two-step steam-heat treatments. Wood Mater Sci Eng 9:40–48. https://doi.org/10.1080/17480272.2013.853692
Surini T, Charrier F, Malvestio J et al (2012) Physical properties and termite durability of maritime pine Pinus pinaster Ait., heat-treated under vacuum pressure. Wood Sci Technol 46:487–501. https://doi.org/10.1007/s00226-011-0421-3
Liu M, Lyu S, Peng L et al (2021) Radiata pine fretboard material of string instruments treated with furfuryl alcohol followed by tung oil. Holzforschung 75:480–493. https://doi.org/10.1515/hf-2020-0048
Acosta A, De AR, Campos S, Alberto D (2021) Fast-growing pine wood modified by a two-step treatment based on heating and in situ polymerization of polystyrene. Constr Build Mater 302:124422. https://doi.org/10.1016/j.conbuildmat.2021.124422
Mantanis GI (2017) Chemical modification of wood by acetylation or furfurylation: a review of the present scaled-up technologies. BioResources 12:4478–4489. https://doi.org/10.15376/biores.12.2.4478-4489
Guigo N, Mija A, Vincent L, Sbirrazzuoli N (2007) Chemorheological analysis and model-free kinetics of acid catalysed furfuryl alcohol polymerization. Phys Chem Chem Phys 9:5359–5366. https://doi.org/10.1039/b707950h
Yang T, Cao J, Ma E (2019) How does delignification influence the furfurylation of wood? Ind Crops Prod 135:91–98. https://doi.org/10.1016/j.indcrop.2019.04.019
Nordstierna L, Lande S, Westin M et al (2008) Towards novel wood-based materials: chemical bonds between lignin-like model molecules and poly(furfuryl alcohol) studied by NMR. Holzforschung 62:709–713. https://doi.org/10.1515/HF.2008.110
Jindi Xu , Dongying Hu, Qi Zheng QM, NL (2022) The distribution and polymerization mechanism of polyfurfuryl alcohol (PFA) with lignin in furfurylated wood. Polymers (Basel) 14:
DC Young (2001) Computational chemistry. Wiley 44:4336899. Available in: https://studfile.net/preview/410100/
Lande S, Eikenes M, Westin M (2004) Chemistry and ecotoxicology of furfurylated wood. Scand J For Res 19:14–21. https://doi.org/10.1080/02827580410017816
Ehmcke G, Pilgård A, Koch G, Richter K (2017) Topochemical analyses of furfuryl alcohol-modified radiata pine (Pinus radiata) by UMSP, light microscopy and SEM. Holzforschung 71:821–831. https://doi.org/10.1515/hf-2016-0219
Lande S, Westin M, Schneider M (2004) Properties of furfurylated wood. Scand J For Res 19:22–30. https://doi.org/10.1080/0282758041001915
Singh G, Singh L, Gahtori J et al (2021) Catalytic hydrogenation of furfural to furfuryl alcohol over chromium-free catalyst : enhanced selectivity in the presence of solvent. Mol Catal 500:111339. https://doi.org/10.1016/j.mcat.2020.111339
Li X, Lu X, Liang M et al (2020) Conversion of waste lignocellulose to furfural using sulfonated carbon microspheres as catalyst. Waste Manag 108:119–126. https://doi.org/10.1016/j.wasman.2020.04.039
Wang Z, Wang X, Zhang C et al (2021) Selective hydrogenation of furfural to furfuryl alcohol over Pd / TiH 2 catalyst. Mol Catal 508:111599. https://doi.org/10.1016/j.mcat.2021.111599
Mattos B, Serrano L, Gatto D et al (2014) Thermochemical and hygroscopicity properties of pinewood treated by in situ copolymerisation with methacrylate monomers. Thermochim Acta 596:70–78. https://doi.org/10.1016/j.tca.2014.09.018
Özgenç Ö, Durmaz S, Boyaci IH, Eksi-Kocak H (2017) Determination of chemical changes in heat-treated wood using ATR-FTIR and FT Raman spectrometry. Spectrochim Acta Part A Mol Biomol Spectrosc 171:395–400. https://doi.org/10.1016/j.saa.2016.08.026
Hadi YS, Mulyosari D, Herliyana EN et al (2021) Furfurylation of wood from fast-growing tropical species to enhance their resistance to subterranean termite. Eur J Wood Wood Prod 79:1007–1015. https://doi.org/10.1007/s00107-021-01676-4
Lems EM, Winklehner S, Hansmann C, et al (2019) Reinforcing effect of poly(furfuryl alcohol) in cellulose-based porous materials. Cellulose 6. https://doi.org/10.1007/s10570-019-02348-6
Gérardin P (2016) New alternatives for wood preservation based on thermal and chemical modification of wood— a review. Ann For Sci 73:559–570. https://doi.org/10.1007/s13595-015-0531-4
Gérardin P, Petrič M, Petrissans M et al (2007) Evolution of wood surface free energy after heat treatment. Polym Degrad Stab 92:653–657. https://doi.org/10.1016/j.polymdegradstab.2007.01.016
Hu M, Wang X, Chen J et al (2017) Kinetic study and syngas production from pyrolysis of forestry waste. Energy Convers Manag 135:453–462. https://doi.org/10.1016/j.enconman.2016.12.086
Herrera R, Arrese A, de Hoyos-Martinez PL et al (2018) Evolution of thermally modified wood properties exposed to natural and artificial weathering and its potential as an element for façades systems. Constr Build Mater 172:233–242. https://doi.org/10.1016/j.conbuildmat.2018.03.157
Rahman MR, Hamdan S, Lai JCH et al (2017) Physico-mechanical, thermal and morphological properties of furfuryl alcohol/2-ethylhexyl methacrylate/halloysite nanoclay wood polymer nanocomposites (WPNCs). Heliyon 3:e00342. https://doi.org/10.1016/j.heliyon.2017.e00342
Tondi G, Cefarin N, Sepperer T et al (2019) Understanding the polymerization of polyfurfuryl alcohol: Ring opening and diels-alder reactions. Polymers (Basel) 11:1–15. https://doi.org/10.3390/polym11122126
Salca EA, Hiziroglu S (2014) Evaluation of hardness and surface quality of different wood species as function of heat treatment. Mater Des 62:416–423. https://doi.org/10.1016/j.matdes.2014.05.029
de Peres ML, de Avila DR, Beltrame R, Gatto DA (2020) Hydrothermal treatments to promote surface inactivation and increased flexibility in three hardwoods. Maderas Cienc y Tecnol 22:439–446. https://doi.org/10.4067/S0718-221X2020005000402
Rekola J, Aho AJ, Gunn J et al (2009) The effect of heat treatment of wood on osteoconductivity. Acta Biomater 5:1596–1604. https://doi.org/10.1016/j.actbio.2009.01.018
Lee SH, Ashaari Z, Lum WC et al (2018) Thermal treatment of wood using vegetable oils: A review. Constr Build Mater 181:408–419. https://doi.org/10.1016/j.conbuildmat.2018.06.058
Zabel RA, Morrell JJ (2020) Chemical changes in wood caused by decay fungi. Wood Microbiol 215–244. https://doi.org/10.1016/b978-0-12-819465-2.00008-5
Brischke C, Alfredsen G (2020) Wood-water relationships and their role for wood susceptibility to fungal decay. Appl Microbiol Biotechnol 104:3781–3795. https://doi.org/10.1007/s00253-020-10479-1
Meyer L, Brischke C (2015) Fungal decay at different moisture levels of selected European-grown wood species. Int Biodeterior Biodegrad 103:23–29. https://doi.org/10.1016/j.ibiod.2015.04.009
Boonstra MJ, Rijsdijk JF, Sander C et al (2006) Microstructural and physical aspects of heat treated wood. Part 1. Softwoods Maderas Cienc y Tecnol 8:193–208. https://doi.org/10.4067/S0718-221X2006000300006
Acknowledgements
The authors gratefully acknowledge Coordination for the Improvement of Higher Education Personnel (CAPES) and the National Council for Scientific and Technological Development (CNPq) for the financial support. The authors also gratefully acknowledge Professor Mateus Berwaldt Santos from Federal Institute Sul-rio-grandense for helping us with anatomical procedures.
Funding
This work was supported by Coordination for the Improvement of Higher Education—CAPES (Financing Code 001), National Council for Scientific and Technological Development – CNPq (Financing Code 301758/2019–0).
Author information
Authors and Affiliations
Contributions
Andrey Pereira Acosta: conceptualization, methodology, software, formal analysis, data curation, investigation, visualization, writing—original draft. Rafael Beltrame: resources, supervision. André Luiz Missio: formal analysis, writing review and editing, visualization. Sandro Campos Amico: writing review and editing, visualization. Rafael de Avila Delucis: formal analysis, writing review and editing, visualization, supervision, project administration. Darci Alberto Gatto: resources, supervision, visualization, funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.

Rights and permissions
About this article

{kind=link}
{kind=link}
Cite this article
Acosta, A.P., Beltrame, R., Missio, A.L. et al. Furfurylation as a post-treatment for thermally-treated wood. Biomass Conv. Bioref. 14, 4313–4323 (2024). https://doi.org/10.1007/s13399-022-02821-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-02821-6