
Abstract
Polyhydroxyalkanoates are polyesters of R-hydroxyalkonic acids, prominently used as bioplastics on grounds of their complete biodegradable and environment-friendly characteristics. There is an upsurge in need of an alternative low-cost, renewable carbon source for the production of PHA for enhanced economic and to exert a positive impact on the industries. In the present work, cashew apple juice (CAJ) was supplemented as a carbon source for Cupriavidus necator to produce PHA. (NH4)2SO4, NH4Cl, NH4NO3 and CO(NH2)2, and NaNO3 were tested and urea was found to be the best nitrogen source that supports optimal growth of the microorganism. The production process was then optimized using response surface methodology by incorporating the effects of total reducing sugar concentration, urea concentration, and inoculum size. Under optimized condition, the resulting PHA yield was found to be 15.78 g/L with total reducing sugar concentration of 50 g/L, inoculum size of 50 mL/L, and urea concentration of 3 g/L. FT-IR, NMR, TGA, and DSC analysis revealed the product to be a copolymer of hydroxybutyrate and hydroxyvalerate.

Graphical abstract
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
PHAs (polyhydroxyalkanoates) are the desired replacement for conventional plastics on the grounds that it has better biodegradability and physicochemical properties [1]. They are biocompatible, completely biodegradable, enantiomerically pure, exhibit piezoelectricity, highly stable with structural biodiversity, and good processability [2]. These properties are attributed due to the monomeric units of PHA (from 50,000 to 1,000,000 Da) [3]. SCL (small chain length) biopolymers exhibit a high degree of crystallinity (80%) with high melting point whereas MCL PHAs (medium-chain length polyhydroxyalkanoates) exhibit low crystallinity (25%) with a low melting point. SCL PHAs exhibit unique feature of being brittle and stiff compared to MCL PHAs which is highly flexible and elastic [4]. They are produced as granular inclusions in cell cytoplasm with 0.2 ± 0.5 mm in diameter [5] and are used for the production of bioplastics, medical implants, and drug delivery systems. PHAs are used across diverse disciples attributable to its potential application conferred due to its eco-friendly and physicochemical properties. They are used in medical implants for their biocompatible nature [6]. Evidence suggests that PHAs are used as drug carrier due to its better biodegradable characteristics [7]. Moreover, PHAs are considered to be the best stand-in for conventional petrochemical-based polymers for the production of bioplastics.
At the industrial scale, the cost of PHA production can be brought down by developing new strains capable of producing large quantities of PHAs. Another common methodology is to enhance existing fermentation and recovery process to gain value through the output low-cost [8]. Both are a mind-numbing process, as developing a strain requires genetic manipulation to maintain stability and upgrading a fermentation process requires additional cost in equipment design. One easiest method to decrease the production cost is to utilize cheap carbon feedstocks. Several studies have reported the production of PHA using waste biomass and chemicals. PHA was produced from Wickerhamomyces anomalous VIT-NN01 utilizing sugar cane molasses and palm oil as a substrate with corn steep liquor [9]. Substrate concentration, nitrogen concentration, pH, time, temperature, and their effects were modeled and the optimized value was found to be 35 g/L, 2%, pH 8, 96 hands 37 °C respectively. A study compared PHA yield using acidified waste glycerol (AWG) and its derivatives in mixed culture and the result indicated high PHA production with AWG due to propanediol accumulation. The effect of carbon to nitrogen ratio on the simultaneous synthesis of extracellular polymeric substances (EPS) and PHA was investigated using Hlaloferax Mediterranean [10]. The EPS (exopolysaccharides) productivity and biomass growth increased with an increase in C/N ratio. It was found that PHA content per cell dry weight (CDW) elevated under nitrogen-limited conditions whereas volumetric productivity increased with increase in nitrogen concentration. Halomonas halophila was capable of accruing PHA up to 82% of its cell weight when grown in different inexpensive [11]. Cupriavidus necator belongs to Betaproteobacteria, a class of gram-negative microorganisms. It is considered to be the most versatile microorganism for PHA production, with the aptness to accumulate biopolymers up to 90% of its cell mass. In addition, they can metabolize various carbon sources such as lactic acid, starch, and fructose. Production of PHA has been generalized by the extensive use of divers of vegetable oils and simple carbon sources. Some of the substrates are glucose [12], fructose [13], mannitol [14], starch [15], sucrose [16], xylose [17], rubber seed oil [18], glycerol [19], date seed oil and date molasses [20], cheese whey [21], sugar cane bagasse [22], rice straw [2], etc. Table 1 summarizes reports on PHA production from various low-cost carbon sources and their corresponding yield. Though manifold feedstocks are reported for PHA production, its cost can be a major factor that can exert influence on the overall production of PHAs [34]. Only a few studies were reported for renewable and low-cost precursors. Demand for alternative low-cost substrates capable of reducing manufacturing cost has risen to reduce the price of the product. Cashew (Anacardium occidentale) is an evergreen tree found in most of the tropical countries. India is a major cashew producing countries in the world [35] with a total cultivation area of 1335.6 thousand Ha (hectare) (Horticultural statistics (2017), department of agriculture). Majority of cashew apples are left to rot after separating cashew nut. However, 12% of them are used for producing concentrated juices and desserts [36]. CAJ (Cashew apple juice) was used as a carbon substrate to produce oxalic acid (OA) using Aspergillus niger [37]. Parameters such as cashew apple juice concentration, pH, NaNO3 concentration, time, and methanol concentration were optimized using response surface methodology and maximum OA yield was found to be 122.68 g/L under CAJ 150 g/L, pH of 5.4, NaNO3 of 2 g/L, and methanol of 1% volume. Another study reported the supplementation of CAJ with ammonium sulfate to produce mannitol using two Leuconostoc strains and achieved a product yield of 95% using Leuconostoc mesenteroides B-512F. These bacteria utilized inorganic nitrogen source (ammonium sulfate) along with the amino acids present in CAJ as an alternative to conventional complex nitrogen sources like yeast extract. From the lens of novelty, this the first comprehensive study for production of PHA using cashew apple juice as a renewable and low-cost carbon source for Cupriavidus necator. The best nitrogen source for the microbial fermentation was selected based on initial experiments. The process parameters such as nitrogen concentration, total reducing sugar concentration, and inoculum content were optimized using response surface methodology (RSM). Finally, the produced PHA was analyzed by FT-IR, NMR, TGA, and DSC analysis.
1.1 Metabolic pathway
Figure 1 shows the biosynthetic pathway for PHA production from Cupriavidus necator using cashew apple juice as a carbon substrate. The strain Cupriavidus necator utilizes glucose as a carbon source to synthesize PHA. Glucose follows the glycolysis pathway to generate acetyl-CoA as the precursor for PHA synthesis. The conversion of acetyl-CoA to acetoacetyl-CoA is catalyzed by 3-ketothiolase (also known as Pha A) combining two molecules of acetyl-CoA to yield acetoacetyl-CoA. This product is further catalyzed by acetoacetyl-CoA reductase (also known as Pha B) to produce 3-hydroxybutyryl-CoA which on further reaction with Pha C produces PHA. The yield of PHA is depended on the availability of acetyl-CoA which is further depended on the availability of glucose. Conversion of fructose to fructose-1,6 bisphosphate is achieved by two main enzymes in Cupriavidus necator namely ketohexokinase (fructose to fructose-1-phosphate) and 1-phosphofructokinase (fructose-1 phosphate to fructose-1,6 bisphosphate). Fructose-1,6 bisphosphate further metabolizes to PHA by the following glycolysis. Conversion of mannose to mannose-6 phosphate (enzyme mannokinase) to fructose-6 phosphate (enzyme mannose -6 phosphate isomerase) is achieved through mannose metabolism, were fructose -6 phosphate follows glycolysis to yield PHA. Enzymes sucrose phosphotransferase and beta-fructofuranosidase converts sucrose to fructose and follows fructose metabolism to yield PHA. Cellobiose and starch are broken down to glucose, which is utilized for the synthesis of PHA via glycolysis pathway.

The biosynthetic pathway for the production of PHA from Cupriavidus necator using cashew apple juice
2 Materials and methods
2.1 Media and bacterial strain
Cupriavidus necator (MTCC 1954) was obtained from IMTECH, Chandigarh, India. The microorganism was maintained in a modified mineral medium containing 4.8 g/L Na2HPO4, 3.0 g/L (NH4)2SO4, 0.8 g/L MgSO4.7H2O, 0.02 g/L CaCl2.2H2O, 2.0 g/L KH2PO4, 1.0 g/L, NaCl, 0.05 g/L NH4Fe(III)citrate, and trace element solution SL6 (25 mL/L) [12]. Cashew apples were obtained from an agricultural farm near Pudukkottai district, Tamilnadu, India (10° 41′ 33.4″ N, 79° 04′ 40.2″ E), and were used as a carbon source. The cashew apple juice fermentation medium was comprised of diluted cashew apple juice, containing 27.35 g/L of fructose and 22.47 g/L of glucose.
2.2 Production and extraction of PHA
A total of 1.3 g of nutrient broth powder was added to the medium and was made to 100 ml and transferred to Erlenmeyer flask. A loop full of bacterial strain was inoculated in the nutrient-rich cashew apple juice and incubated at 30 °C for 2 days at 110 rpm. Different nitrogen sources such as (NH4)2SO4, NH4 Cl, NH4NO3 and CO(NH2)2, and NaNO3 were added one at a time in a medium containing 50 g/L of total reducing sugar and 10 mL/L of inoculum. The optimum concentration of the selected nitrogen source was determined by varying the concentration from 1 to 5 g/L. Total reducing sugar concentration was varied from 16 to 80 g/L by changing the amount of CAJ in the media. Effect of inoculum volume on PHA production and CDW (cell dry weight) was studied by adding different volumes of inoculum (10–80 mL/L) to the media. Fermentation in shake flasks followed by centrifugation at 8000 rpm for 15 min resulted in the formation of cell pellets. The pellets were dried to determine the CDW. Acid extraction of PHA was identified to be the best method for extraction of PHA; hence, H2SO4 was used as the solvent for extraction [38]. The cells pellets were treated with 3.5% (v/v) H2SO4 at 80 °C for 6 h and centrifuged for 15 min at 8000 rpm. The pellet was resuspended in 0.5 N NaOH to set the final pH to 10, followed by 1 h of 3% sodium hypochlorite centrifugation. The pellet was resuspended in distilled water and centrifuged. The final form of the pellet was free-dried and stored.
2.3 Response surface methodology
In bacterial fermentation processes, RSM is extensively used for the optimization of process parameters to find near ideal condition for maximum yield [39]. A three-level three-factor central composite design (CCD) was employed, which includes 8 factorial runs, 6 axial runs, and 6 replicate runs at the center. N = 2n + 2n + Nc = 23 + 2 × 3 + 6 = 20. Twenty runs were drawn up and data were obtained. The response pattern and optimization combination of the variables was studied by central composite design with the three process variables. The response was used to develop an empirical model that correlated the response to the three process variables using a second-degree polynomial. Three parameters were chosen for RSM study [40]. They are namely total reducing sugar concentration, inoculum volume, and urea concentration their range was 20–80 g/L, 0–6 g/L, and 20–80 mL/L respectively.
2.4 PHA biosynthesis in a batch reactor
Batch fermentation study was carried out in a 3 L (2.5 L working volume) stirred tank Lark borosilicate glass bioreactor (height/diameter = 1.67) having integrated pH and dissolved oxygen controller (New Brunswick BioFlo 110). The inoculum was prepared in nutrient broth and incubated at 30 °C and 110 rpm for 18 h in a shake flask. 57.3 mL/L of culture was inoculated into the mineral medium comprising 3.58 g/L of urea and 51.94 g/L of total reducing sugars at pH 7.
2.5 Characterization of PHA
The freeze-dried pellet was subjected to FT-IR (Fourier transform infrared spectroscopy) studies in order to identify and characterize the structure of biopolymer. The pellet was dissolved in chloroform and added to KBr. The spectra were recorded in the range 4000 to 400 cm−1 after evaporation of the solvent. Nuclear magnetic resonance spectroscopy gives us an accurate structural elucidation of the biopolymer concerned. Both carbon-13 (C13) and proton NMR (H1) are the pre-requisites of any structural identification steps [41]. The spectra were recorded at 75 and 300 MHz respectively using deuterated chloroform as the solvent. TGA (thermogravimetric analysis) and DSC (differential scanning calorimetry) were carried out using a Netzsch 204 thermal analysis system [42]. The rate of temperature rise in the apparatus was kept constant at 10/min for a range of 0 to 800 °C under an inert nitrogen atmosphere.
3 Results and discussion
3.1 Effect of nitrogen sources
Nitrogen source is necessary for producing PHA from the cells. Higher nitrogen uptake leads to an increase in biomass growth without inducing PHA production whereas lower nitrogen concentration is optimum for PHA accumulation. In this study, different nitrogen sources such as (NH4)2SO4, NH4Cl, NH4NO3, CO(NH2)2, and NaNO3 were evaluated for PHA production. The effect of these nitrogen sources on biomass (g/L) and PHA (g/L) accumulation in Cupriavidus necator is shown in Fig. 2a. The nitrogen sources which supported growth and PHA production was found to be in the order: CO(NH2)2 > (NH4)2SO4 > NH4 Cl > NH4NO3 > NaNO3. For the maximum cell dry weight (20.6 g/L), PHA yield was found to be 16.33 g/L by utilizing CO(NH2)2 nitrogen source was provided in the growth medium. Hence, urea was found to be the best source of nitrogen for this study. Similar results were obtained by Ko-Sin Ng et al. [43], employs fructose as the carbon source and ammonium sulfate as the nitrogen source for PHA production. The optimal values of the selected variables were C = 20 g/L, N = 1.5 g/L, P = 8.75 g/L, and pH 7.5. A maximum PHB production of 4.6 g/L.

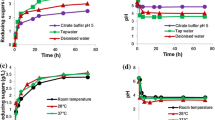
a Effect of different nitrogen source on biomass (g/L) and PHA (g/L) accumulation in Cupriavidus necator. b Effect of urea concentration on biomass (g/ L) and PHA (g/L) accumulation for Cupriavidus necator. c Effect of total reducing sugar concentration on biomass (g/L) and PHA (g/L) accumulation for Cupriavidus necator. d Effect of inoculum size on biomass (g/L) and PHA (g/L) accumulation for Cupriavidus necator
3.2 Effect of urea concentrations
In the fermentation process, the effect of urea concentration on PHA yield was studied by varying its concentration from 0 to 5 g/L. Nygaard et al. [44] reported maximum PHA yield at 1.5 g/L of ammonium sulfate as a nitrogen source for Curpiavidus necator, by varying the nitrogen concentration from 1 to 5 g/L. After centrifugation, pellet CDW was weighed and noted down. From the experiment, 3 g/L of urea yielded 19.96 g/L of CDW and 15.77 g/L of PHA. Figure 2b depicts the effect of urea concentration on biomass (g/L) and PHA (g/L) accumulation in Cupriavidus necator. A study reported 80% of PHA yield with 0.54 g/L of urea in the medium containing palmolein and fructose [45].
3.3 Effect of TRS concentrations
The total reducing sugar concentrations (TRS) maintained at 16 to 80 g/L in a medium containing 10 mL of inoculum. Figure 2c shows that the PHA and CDW increased until reducing sugar concentration was 50 g/L after which it shows a decreasing trend. A total of 48 g/L of reducing sugars in the fermentation medium resulted in 17.27 g/L of CDW and 13.83 g/L of PHA, with the total PHA yield of 80%. Aramvash et al. [13] used 20 g/L fructose to produce PHA and Haas et al. [12] used 50 g/L of glucose to produce 3.10 g/L of PHA in a membrane bioreactor.
3.4 Effect of inoculum concentrations
Inoculum ranging from 10 to 80 mL/L was taken to determine the effect on PHA production. Figure 2d shows the effect of inoculum volume on biomass (g/L) and PHA (g/L) for Cupriavidus necator. Results show that inoculum volume had no effect on PHA synthesis but affected the CDW. The CDW increased with inoculum volume and remained constant after 50 mL/L. The maximum CDW was found to be 17.54 g/L with 14.14 g/L of PHA for 50 mL/L of inoculum. A. Arumugam et al. have studied the effect of inoculum concentrations on PHA yield and got similar results [36].
3.5 Process optimization
After performing 20 experiments suggested by the three-level three-factor CCD (central composite design) (Table 2), the following quadratic equation was generated (Eq. 1):
Table 3 shows the results obtained from the analysis of variance (ANOVA). The mean and square effects were significant (p value less than 0.05), as evident from the regression analysis. In interaction effects, the total reducing sugar and inoculum concentration (TRS * INO) were found to be significant than others. The R2 and adj. R2 values were found to be 97.61% and 95.46% respectively which indicates the accuracy of the model [45]. Optimum conditions for maximum yield of PHA (15.78 g/L) were the concentration of total reducing sugar of 50 g/L, inoculum of about 50 mL/L with a urea content of 3 g/L. On solving the model, optimum conditions were found to be 51.7 g/L of total reducing sugar, 56.79 mL/L of inoculum concentration, and 3.59 g/L of urea concentration. The predicted optimum values were used to solve the equation and the PHA yield as was found to be 14.25 g/L. Experiments were conducted using the predicted optimum conditions and the results were found to be in confirmation with the model. The surface and contour plots confirm the same as shown in Fig. 3. Similarly, Box-Behnken design (BBD) was used in a study to optimize parameters for production of PHA from carbon dioxide sequestering Bacillus cereus SS105. The total biomass after optimization was found to increase from 1.05 to 1.10 g/L [46]. Similarly, date seed oil at a concentration of 10 g/L gave 7.6 g/L of PHA [20]. In another study, cheese whey was used as a production medium for H. Mediterranei biomass yielding 7.54 g/L poly-3 hydroxybutyrate-co-3hydroxyvalerate [21]. These reports show the importance of renewable feedstocks in polyhydroxyalkanoates production. Due to the increasing cost of carbon sources, there is a significant shift in PHA production from conventional glucose-based substrates to renewable feedstocks.

Interaction effect of (A1&A2) nitrogen and TRS on PHA yield. (B1&B2) inoculum and TRS on PHA yield. (C1& C2) Inoculum and nitrogen on PHA yield. (TRS, total reducing sugars)
3.6 Characterization
The 1H NMR spectrum of the polymer shows peaks at 1.264 and 1.285 ppm indicating the methyl group of hydroxyvalerate (HV) and hydroxybutyrate (HB) respectively (Fig. 4a). The peak at 1.632 ppm corresponds to a methylene group of HV. Signals at 2.436, 2.455, 2.488, 2.507, 2.572, 2.596, 2.623, and 2.648 ppm correspond to a methylene group of HV and HB. Signals at 5.205, 5.226, 5.248, 5.269, 5.290, and 5.311 ppm correspond to the methane group of HV and HB respectively. The peak at 7.265 represents CDCl3. The analysis showed that the product is a copolymer of HB and HV (poly (3-hydroxybutyrate–co-3-hydroxyvalerate)). Similar NMR spectra were reported in some studies [9, 40]. 13C NMR of polymer produced by Cupriavidus necator showed signals at 67.62 ppm and 77.60–77.45 ppm corresponding to the methine group (-CH-) group of HB (hydroxybutyrate) and HV (hydroxyvalerate) respectively (Fig. 4b). The signal at 40.79 ppm and 19.76 ppm represented the methylene (-CH2) group and methyl (-CH3) group of hydroxybutyrate. The signal at 169.16 represented the ester (O-CH-) carbonyl (一C一) group. Similar results were also found in the literature [9, 40]. The Fourier-transform infrared spectra of the obtained polymer are shown in Fig. 5a. The three main functional groups present in PHA are CH, CH2, and C=O. The bands at 2935.14 cm−1 and 2977.55 cm−1 represent CH vibration. The peak observed at 1730.06 cm−1 representing the C=O stretching was found to be the characteristic peak of PHA [29]. The peak at 2851.89 cm−1 corresponds to –CH2-CH3. Peaks between 1132 and 1281 cm−1 represented C-O-C stretching. The methyl and methylene peaks at 1455.04 cm−1 and 1381.04 cm−1 are observed in the spectra respectively. The peak at 1057.88 cm−1 refers to the C-O bond of the ester group. The obtained results were in agreement with previously reported studies [22, 47]. Figure 5b shows the thermal degradation profile of PHA in TGA when exposed to heat ranging from 0 to 300 °C under nitrogen atmosphere. The first significant weight loss was found to occur at 244.7 °C (79.97%) followed by complete degradation of the polymer at 268.4 °C. In an experiment, maximum thermal degradation points of the extracted PHB were found to be 287 °C and 266 °C respectively [23]. Another study reported the effects of poly-3 hydroxyvalerate incorporation in poly-3 hydroxybutyrate and found a slight decrease in degradation temperature (from 278.7 to 273.5 °C). In the present study, the degradation temperature was found to be close to the previously reported results. From the DSC curves (Fig. 5c), the melting point and glass transition temperature were found to be 155.5 °C and 166.9 °C respectively. Similarly, PHB obtained from Bacillus aryabhattai was found to be stable in the range of 30–140 °C with a melting point as 170 °C [48, 49].

a 1H NMR and b 13C NMR of extracted PHA produced by Cupriavidus necator

FT-IR (a), TGA plot (b), and DSC curves (c) for polyhydroxyalkanoates produced by Cupriavidus necator using cashew apple juice as a carbon source
4 Conclusion
Cupriavidus necator was used to produce PHA from high reducing sugar containing cashew apple juice as a low-cost substrate. At industrial levels, the price of carbon feedstock has a direct impact on biopolymer production. This present study proves to be a breakthrough in the field of biopolymer technology as cashew apple juice is a low-cost substrate compared to the reported feedstocks. Synthesis of high value-added bioproduct from cheap carbon feedstock like cashew apple juice reduces the price for producing PHA. Under the optimized condition, the PHA yield was recorded as high as 15.78 g/L. Results from FT-IR, NMR, TGA, and DSC studies confirmed the presence of a copolymer of hydroxybutyrate and hydroxyvalerate in the synthesized polymer. Therefore, the present study achieves the aim to utilize this cheap and non-edible feedstock for the production of a beneficial product.
References
Ntaikou I, Koumelis I, Tsitsilianis C, Parthenios J, Lyberatos G (2018) Comparison of yields and properties of microbial polyhydroxyalkanoates generated from waste glycerol-based substrates. Int J Biol Macromol 112:273–283. https://doi.org/10.1016/j.ijbiomac.2018.01.175
Ahn J, Jho EH, Nam K (2016) Effect of acid-digested rice straw waste feeding methods on the 3HV fraction of bacterial poly(3-hydroxybutyrate-co-3-hydroxyvalerate) production. Process Biochem 51:2119–2126. https://doi.org/10.1016/j.procbio.2016.09.014
Reddy CS, Ghai R, Rashmi KV (2003) Polyhydroxyalkanoates: an overview. Bioresour Technol 87:137–146. https://doi.org/10.1016/S0960-8524(02)00212-2
Li Z, Yang J, Loh XJ (2016) Polyhydroxyalkanoates: opening doors for a sustainable future. NPG Asia Mater 8:e265–e220. https://doi.org/10.1038/am.2016.48
Muhammadi S, Afzal M, Hameed S (2015) Bacterial polyhydroxyalkanoates-eco-friendly next-generation plastic: production, biocompatibility, biodegradation, physical properties, and applications. Green Chem Lett Rev 8:56–77. https://doi.org/10.1080/17518253.2015.1109715
Ali I, Jamil N (2016) Polyhydroxyalkanoates: current applications in the medical field. Front Biol (Beijing) 11:19–27. https://doi.org/10.1007/s11515-016-1389-z
Shrivastav A, Kim H-Y, Kim Y-R (2013) Advances in the applications of polyhydroxyalkanoate nanoparticles for novel drug delivery system. Biomed Res Int 2013:1–12. https://doi.org/10.1155/2013/581684
Lee SY, Choi J (1998) Effect of fermentation performance on the economics of poly(3-hydroxybutyrate) production by Alcaligenes latus. Polym Degrad Stab 59:387–393. https://doi.org/10.1016/S0141-3910(97)00176-6
Ojha N, Das N (2018) A statistical approach to optimize the production of polyhydroxyalkanoates from Wickerhamomyces anomalus VIT-NN01 using response surface methodology. Int J Biol Macromol 107:2157–2170. https://doi.org/10.1016/j.ijbiomac.2017.10.089
Cui YW, Zhang HY, Ji SY, Wang ZW (2017) Kinetic analysis of the temperature effect on polyhydroxyalkanoate production by Haloferax mediterranei in synthetic molasses wastewater. J Polym Environ 25:277–285. https://doi.org/10.1007/s10924-016-0807-2
Kucera D, Pernicová I, Kovalcik A, Koller M, Mullerova L, Sedlacek P, Mravec F, Nebesarova J, Kalina M, Marova I, Krzyzanek V, Obruca S (2018) Characterization of the promising poly(3-hydroxybutyrate) producing halophilic bacterium Halomonas halophila. Bioresour Technol 256:552–556. https://doi.org/10.1016/j.biortech.2018.02.062
Haas C, El-Najjar T, Virgolini N et al (2017) High cell-density production of poly(3-hydroxybutyrate) in a membrane bioreactor. New Biotechnol 37:117–122. https://doi.org/10.1016/j.nbt.2016.06.1461
Aramvash A, Hajizadeh-Turchi S, Moazzeni-zavareh F, Gholami-Banadkuki N, Malek-sabet N, Akbari-Shahabi Z (2016) Effective enhancement of hydroxyvalerate content of PHBV in Cupriavidus necator and its characterization. Int J Biol Macromol 87:397–404. https://doi.org/10.1016/j.ijbiomac.2016.03.002
Yamada M, Yukita A, Hanazumi Y, Yamahata Y, Moriya H, Miyazaki M, Yamashita T, Shimoi H (2018) Poly(3-hydroxybutyrate) production using mannitol as a sole carbon source by Burkholderia sp. AIU M5M02 isolated from a marine environment. Fish Sci 84:405–412. https://doi.org/10.1007/s12562-017-1164-3
Bhatia SK, Shim YH, Jeon JM, Brigham CJ, Kim YH, Kim HJ, Seo HM, Lee JH, Kim JH, Yi DH, Lee YK, Yang YH (2015) Starch-based polyhydroxybutyrate production in engineered Escherichia coli. Bioprocess Biosyst Eng:38. https://doi.org/10.1007/s00449-015-1390-y
Arikawa H, Matsumoto K, Fujiki T (2017) Polyhydroxyalkanoate production from sucrose by Cupriavidus necator strains harboring CSC genes from Escherichia coli W. Appl Microbiol Biotechnol 101:7497–7507. https://doi.org/10.1007/s00253-017-8470-7
Kim BS (2000) Production of poly(3-hydroxybutyrate) from inexpensive substrates. Enzym Microb Technol 27:774–777. https://doi.org/10.1016/S0141-0229(00)00299-4
Kynadi AS, Suchithra TV (2017) Formulation and optimization of a novel media comprising rubber seed oil for PHA production. Ind Crop Prod 105:156–163. https://doi.org/10.1016/j.indcrop.2017.04.062
Cavalheiro JMBT, de Almeida MCMD, Grandfils C, da Fonseca MMR (2009) Poly(3-hydroxybutyrate) production by Cupriavidus necator using waste glycerol. Process Biochem 44:509–515. https://doi.org/10.1016/j.procbio.2009.01.008
Purama RK, Al-Sabahi JN, Sudesh K (2018) Evaluation of date seed oil and date molasses as novel carbon sources for the production of poly(3Hydroxybutyrate-co-3Hydroxyhexanoate) by Cupriavidus necator H16 Re 2058/pCB113. Ind Crop Prod 119:83–92. https://doi.org/10.1016/j.indcrop.2018.04.013
Pais J, Serafim LS, Freitas F, Reis MAM (2016) Conversion of cheese whey into poly(3-hydroxybutyrate-co-3-hydroxyvalerate) by Haloferax mediterranei. New Biotechnol 33:224–230. https://doi.org/10.1016/j.nbt.2015.06.001
Salgaonkar BB, Bragança JM (2017) Utilization of sugarcane bagasse by Halogeometricum borinquense strain E3 for biosynthesis of poly(3-hydroxybutyrate-co-3-hydroxyvalerate). Bioengineering 4:50. https://doi.org/10.3390/bioengineering4020050
Balakrishna Pillai A, Jaya Kumar A, Thulasi K, Kumarapillai H (2017) Evaluation of short-chain-length polyhydroxyalkanoate accumulation in Bacillus aryabhattai. Braz J Microbiol 48:451–460. https://doi.org/10.1016/j.bjm.2017.01.005
Norhafini H, Huong KH, Amirul AA (2019) High PHA density fed-batch cultivation strategies for 4HB-rich P(3HB-co-4HB) copolymer production by transformant Cupriavidus malaysiensis USMAA1020. Int J Biol Macromol 125:1024–1032. https://doi.org/10.1016/j.ijbiomac.2018.12.121
Ghosh S, Gnaim R, Greiserman S et al (2019) Macroalgal biomass subcritical hydrolysates for the production of polyhydroxyalkanoate (PHA) by Haloferax mediterranei. Bioresour Technol 271:166–173. https://doi.org/10.1016/j.biortech.2018.09.108
Zihayat B, Shakibaie M, Sabouri-Shahrbabak S et al (2019) Medium optimization for polyhydroxyalkanoate production by Pseudomonas pseudoalcaligenes strain Te using D-optimal design. Biocatal Agric Biotechnol. https://doi.org/10.1016/j.bcab.2019.01.039
Wijeyekoon S, Carere CR, West M et al (2018) Mixed culture polyhydroxyalkanoate (PHA) synthesis from nutrient rich wet oxidation liquors. Water Res 140:1–11. https://doi.org/10.1016/j.watres.2018.04.017
Liao Q, Guo L, Ran Y et al (2018) Optimization of polyhydroxyalkanoates (PHA) synthesis with heat pretreated waste sludge. Waste Manag 82:15–25. https://doi.org/10.1016/j.wasman.2018.10.019
Maheshwari N, Kumar M, Thakur IS, Srivastava S (2018) Production, process optimization and molecular characterization of polyhydroxyalkanoate (PHA) by CO2sequestering B. cereus SS105. Bioresour Technol 254:75–82. https://doi.org/10.1016/j.biortech.2018.01.002
De Grazia G, Quadri L, Majone M et al (2017) Influence of temperature on mixed microbial culture polyhydroxyalkanoate production while treating a starch industry wastewater. J Environ Chem Eng 5:5067–5075. https://doi.org/10.1016/j.jece.2017.09.041
Sawant SS, Tran TK, Salunke BK, Kim BS (2017) Potential of Saccharophagus degradans for production of polyhydroxyalkanoates using cellulose. Process Biochem 57:50–56. https://doi.org/10.1016/j.procbio.2017.03.016
Odeniyi OA, Adeola OJ (2017) International Journal of Biological Macromolecules Production and characterization of polyhydroxyalkanoic acid from Bacillus thuringiensis using different carbon substrates. Int J Biol Macromol 104:407–413. https://doi.org/10.1016/j.ijbiomac.2017.06.041
Blanky M, Sharaby Y, Rodríguez-martínez S, et al. (2017) Application of cider by-products for medium chain lenght polyhydroxyalkanoate production by Pseudomonas putida KT2440. doi: https://doi.org/10.1016/j.watres.2017.08.068
Koller M, Maršálek L, de Sousa Dias MM, Braunegg G (2017) Producing microbial polyhydroxyalkanoate (PHA) biopolyesters in a sustainable manner. New Biotechnol 37:24–38. https://doi.org/10.1016/j.nbt.2016.05.001
Das I, Arora A (2017) Post-harvest processing technology for cashew apple – a review. J Food Eng 194:87–98. https://doi.org/10.1016/j.jfoodeng.2016.09.011
Arumugam A, Ponnusami V (2015) Ethanol production from cashew apple juice using immobilized saccharomyces cerevisiae cells on silica gel matrix synthesized from sugarcane leaf ash. Chem Eng Commun 202:709–717. https://doi.org/10.1080/00986445.2013.867256
Betiku E, Emeko HA, Solomon BO (2016) Fermentation parameter optimization of microbial oxalic acid production from cashew apple juice. Heliyon 2:e00082. https://doi.org/10.1016/j.heliyon.2016.e00082
López-Abelairas M, García-Torreiro M, Lú-Chau T, Lema JM, Steinbüchel A (2015) Comparison of several methods for the separation of poly(3-hydroxybutyrate) from Cupriavidus necator H16 cultures. Biochem Eng J 93:250–259. https://doi.org/10.1016/j.bej.2014.10.018
Dias JML, Serafim LS, Lemos PC, Reis MAM, Oliveira R (2005) Mathematical modeling of a mixed culture cultivation process for the production of polyhydroxybutyrate. Biotechnol Bioeng 92:209–222. https://doi.org/10.1002/bit.20598
Owolabi RU, Usman MA, Kehinde AJ (2018) Modelling and optimization of process variables for the solution polymerization of styrene using response surface methodology. J King Saud Univ Sci 30:22–30. https://doi.org/10.1016/j.jksues.2015.12.005
Impallomeni G, Ballistreri A, Carnemolla GM, Rizzo MG, Nicolò MS, Guglielmino SPP (2018) Biosynthesis and structural characterization of polyhydroxyalkanoates produced by Pseudomonas aeruginosa ATCC 27853 from long odd-chain fatty acids. Int J Biol Macromol 108:608–614. https://doi.org/10.1016/j.ijbiomac.2017.12.037
Guo W, Duan J, Geng W, Feng J, Wang S, Song C (2013) Comparison of medium-chain-length polyhydroxyalkanoates synthases from Pseudomonas mendocina NK-01 with the same substrate specificity. Microbiol Res 168:231–237. https://doi.org/10.1016/j.micres.2012.11.003
Ng K-S, Ooi W-Y, Goh L-K, Rajaiah Shenbagarathai KS (2010) Evaluation of jatropha oil to produce poly(3-hydroxybutyrate) by Cupriavidus necator H16. Polym Degrad Stab 95:1365–1369. https://doi.org/10.1016/j.polymdegradstab.2010.01.021
Nygaard D, Yashchuk O, Hermida ÉB (2019) Evaluation of culture medium on poly(3-hydroxybutyrate) production by Cupriavidus necator ATCC 17697: application of the response surface methodology. Heliyon 5:e01374. https://doi.org/10.1016/j.heliyon.2019.e01374
Murugan P, Gan C-Y, Sudesh K (2017) Biosynthesis of P(3HB-co-3HHx) with improved molecular weights from a mixture of palm olein and fructose by Cupriavidus necator Re2058/pCB113. Int J Biol Macromol 102:1112–1119. https://doi.org/10.1016/j.ijbiomac.2017.05.006
Chandani Devi N, Mazumder PB, Bhattacharjee A (2018) Statistical optimization of polyhydroxybutyrate production by Bacillus Pumilus H9 using cow dung as a cheap carbon source by response surface methodology. J Polym Environ 26:1–9. https://doi.org/10.1007/s10924-018-1194-7
Arumugam A, Senthamizhan SG, Ponnusami V, Sudalai S (2018) Production and optimization of polyhydroxyalkanoates from non-edible Calophyllum inophyllum oil using Cupriavidus necator. Int J Biol Macromol 112:598–607. https://doi.org/10.1016/j.ijbiomac.2018.02.012
Mostafa NA, Farag AA, Abo-dief HM, Tayeb AM (2018) Production of biodegradable plastic from agricultural wastes. Arab J Chem 11:546–553. https://doi.org/10.1016/j.arabjc.2015.04.008
Verlinden RAJ, Hill DJ, Kenward MA, Williams CD, Piotrowska-Seget Z, Radecka IK (2011) Production of polyhydroxyalkanoates from waste frying oil by Cupriavidus necator. AMB Express 1:11. https://doi.org/10.1186/2191-0855-1-11
Funding
This study is financially supported by SERB (Science & Engineering Research Board), India (Grant No. ECR/2017/ 001038/2017-2018) to carry out this research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Arumugam, A., Anudakshaini, T.S., Shruthi, R. et al. Low-cost production of PHA using cashew apple (Anacardium occidentale L.) juice as potential substrate: optimization and characterization. Biomass Conv. Bioref. 10, 1167–1178 (2020). https://doi.org/10.1007/s13399-019-00502-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-019-00502-5