
Abstract
Conversion of Pongammia de-oiled seed cake to liquid biofuel at hydrothermal conditions is reported in this work. The main objectives were to identify an approach that would enable us to understand and optimize the relationships between process parameters. In this work, estimation of the optimized conditions for the maximization of two responses namely biocrude yield and transportation grade fuel (TGF) selective has been reported. Plackett–Burman design was used for parameter screening on seven different process parameters for biocrude yield. Further, centre composite design and response surface methodology approach were used to develop the quadratic models to study the effect of individual and combined interactions on the biocrude yield as well as TGF selectivity on four parameters. Quadratic models were modified for the significant (p < 0.05) individual, quadratic, and interaction terms. Based on the statistical results, it is concluded that temperature is the most significant individual parameter for biocrude yield, whereas for TGF selectivity, all four parameters, considered for statistical analysis, are important. Temperature with pressure and temperature with time are the major interaction with p ≤ 0.05 for biocrude yield. In the case of TGF selectivity, temperature and pressure are the only significant interaction. Superimposed contour plots and predicted model confirmed 400 °C (temperature), 25 kg/cm2 (pressure), 35 min (reaction time) and 2 W/B ratio as optimal conditions for the maximum biocrude yield (~38.9 %) and TGF selectivity (~29.6 %). Verification experiments confirmed the validity of the predicted model. The predicted and experimentally obtained yields for biocrude and TGF selectivity were comparable with an error of ±12.5 and ±8.5 %, respectively. TGF fraction obtained at these conditions was characterized by silica gel adsorption chromatography, calorific value, total acidic number elemental composition and FTIR analysis, which showed a high percentage of oxygenated compounds.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In order to quench the demand of fossil fuel, particularly transportation grade, more research has been directed towards the renewable and environment friendly fuels. Biomass is one of the most convincing alternatives among all the available resources for producing liquid fuels [1]. Biodiesel production via trans-esterification is now a widely accepted process. Based on the oil composition of the seeds (~30 to 40 %) and oil extraction limits (~90 %) combined with transesterification process yield, it is estimated that around 3–4 kg of waste seed cake are generated for the production of 1 kg of biodiesel. In upcoming years, bio-refinery producing biodiesel will be generating huge solid waste. There are two types of seed cakes used for extraction oil i.e. edible oil seed cakes and non-edible oil seed cakes. For the production of biodiesel, non-edible oil seeds are used as this does not affect price of edible oil. Non-edible oil cakes such as Azadirachta indica (neem), Jatropha curcas (jatropha), Madhuca indica (mahua) and Pongamia pinnata (karanja) inspite of having high nutrient content are not used as animal feed due to the presence of toxic components in them [2]. It is projected that the production of non-edible solid cake waste will increase tremendously in the upcoming year to meet the fuel policy of 20 % biodiesel blending worldwide. Utilization of oil cakes as an energy source is under examination for now. Considering the high content of fats, oil cakes have a high energetic value. They could be suitable substrates for combustion. Some of the oil cakes have been studied as possible feedstocks for biogas production, combustion or pyrolysis [3].
Pyrolytic conversion of various seed cakes has been reported [4–6], but due to poor fuel quality in terms of oxygen content, stability and gumming, acidic nature, and heavy hydrocarbons (above C36), it is not an industrially attractive process. Also, the calorific value is low and produces soot, this makes the fuel to be unsuitable for its use in engines. Thermochemical conversions of waste biomass with water at high pressure conditions are a good alternative which provides a good quality liquid fuel with hydrocarbons in the range of C6 to C24 with a low content of oxygenated compounds which minimize stability and gumming problem and increase the calorific value content. It is known that the higher pressure enforces the reduction in the dielectric constant of water which lowers the solubility of long-chain polymeric lignocellulosic hydrocarbons and thus results in easy decomposition of the complex hydrocarbon molecules to smaller hydrocarbons [7, 8].
Effect of various process parameters like temperature, contact time, particle size, water/biomass ratio, process gas, initial pressure, biomass feed stock, solvent density and additive loading has been investigated with different biomass e.g. microalgae [9], Litsea cubeba seed [10], cattle manure [11], etc. All these studies confirm that the process parameter significantly affects the liquid product yields as well as hydrocarbon distribution, but so far, no mathematical model has been developed to show the combined effect of these parameters. For developing mathematics model, a large number of experiments are conducted. Major drawback of the standard procedure is that it does not provide any information regarding the interaction effect. Statistical design approach has been used extensively for screening the process parameters, optimizing parameter effects and to study the interaction effect. The optimization process using a statistically planned experiment is a sequential process. In the first step, a large number of factors are screened, and insignificant ones are eliminated to select the set of smaller and a more manageable set of factors. The remaining factors are further optimized by a response surface modelling. Optimization of process parameters using centre composite design (CCD) on oil palm fruit press fibre conversion [12] and rapeseed straw [13] for maximal liquid product yield has been studied to accurately predict the combined effect on the desired response for three to four parameters in the case of pyrolytic conversion.
Focus of present work is to screen and optimize the process parameters for maximizing biocrude yield with high TGF selectivity. Experiments were carried out using Pongammia pinnata, de-oiled seed cake with water, at high pressure conditions. Out of seven, four parameters were selected using Plackett–Burman design. Further centre composite design technique is used at five different levels of each parameter for investigating the individual and combined interactions. Quadratic polynomial equations are developed and modified, using ANOVA, adequately describing ranges of the experimental parameters for the optimum biocrude and TGF selectivity.
2 Experimental
2.1 Chemicals and biomass
Pongammia pinnata de-oiled seed cake was obtained locally for the experimental study. The cake was water-washed, dried at ambient conditions and sieved to 0.2–0.25 mm which was further dried at 110 °C before feeding to the reactor. Various chemicals used for analysis like n-hexane, acetone, toluene, methanol, diethyl ether, ethyl acetate, silica gel, etc. were purchased from Fischer Scientific, Agfa Acer and Sigma-Aldrich with 99.9 % purity.
2.2 Methodology
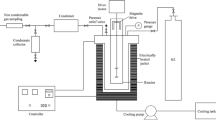
An indigenous SS-316 high pressure reactor (1 L) fitted with internal cooling coil and magnetic stirrer is used for the investigation (Fig. 1). For a typical run, 50 g of de-oiled seed cake, with known amount of water, was fed to the reactor. The reactor was closed using the bolt system and flushed with nitrogen gas to provide inert atmosphere. The reactor internal pressure was maintained using a back pressure regulator. To obtain the liquid phase product, reactor outlet vapours were passed through a horizontal condenser, maintained at 2 ± 0.1 °C.

Schematics of the experimental setup for hydrothermal conversion Pongammia pinnata de-oiled seed cake (TI temperature indicator, PI pressure indicator, BPR back pressure regulator)
Biocrude yield in this work is defined as
whereas the TGF selectivity was calculated on the basis of total hydrocarbons in the range of straight chain alkanes with carbon number between C6 and C24 (boiling point cut between 68 and 316 °C). Mathematical relation used for the estimation of TGF selectivity is defined as
For the analysis, 0.1 g biocrude was diluted with 1 mL carbon disulphide and filtered through 50 μ filtered which was further analysed using NUCON gas chromatograph equipped with a flame ionization detector (FID) and a 30 m × 0.25 mm i.d. with 0.25-μm film thickness Zebron column (ZB-1).
2.3 Design of experiments, analysis and model fitting
2.3.1 Plackett–Burman design
Initial screening of seven operating parameters was conducted for the hydrothermal conversion of non-edible oil cake to biocrude. Total eight experiments were conducted in various combinations (k + 1, where k is the total number of parameter studied) at two predefined levels according to Plackett–Burman design. The individual effect (E A) was calculated as [14]:
Statistically, when the value of biocrude yield (E Ai) of the tested variable is positive, the influence of the variable is greater at higher value, and when it is negative, the influence of the variable is greater at lower value.
2.3.2 Design of experiments for developing quadratic model
Since Plackett–Burman design does not provide any information regarding the interaction of the parameters, design of experiments technique was used as statistical analysis tool for further investigation. Two strong tools used, in the literature, for the prediction of curvature and data fitting in ANOVA are central composite design (CCD) and Box–Behnken (BB) method. Centre composite design is preferred as it considers design points at various positions including factorial, axial and centre position which helps in better predictions and better curvature over the data range [15]. Following expression was used to cumulative design points [16]:
where k is the number of parameters involved.
Design Expert Software, version 8.0.7.1 (Stat-Ease Inc., Silicon Valley, CA, USA), was used to generate the design of experiment (DOE) and to perform the statistical analysis for the creation of the regression model. The variables in this study include four parameters namely, temperature (A 1), pressure (A 2), time (A 3) and water to biomass (W/B) ratio (A 4). The effect of these independent variables A i (i = 1–4) on the response Y m (m = 1, 2) was investigated using the second-order polynomial regression equation with backward elimination
where κ 0, κ i , κ ii andκ ij are regression coefficients for linear, interaction and quadratic terms for the statistical analysis [17].
2.4 Characterization of TGF fraction
After the model building and optimization using CCD, the predicted responses were verified and analysed. The detailed analysis of TGF fraction was obtained at optimized conditions. ASTM D 664 (total acidic number) and ASTM D 4809 (calorific value) were performed. Silica adsorption chromatography of the TGF fraction was performed to determine various subfractions using hexane, toluene, ethyl acetate and methanol for aliphatic, aromatic, oxygenated aromatics and polar subfractions, respectively. Fourier transform infrared spectroscopy (FT-IR) of the TGF fraction and subfractions was performed using Thermo Nicolet Model 6700 for providing chemical bonding and molecular structures of biocrude in the mid IR region of 400 to 4000 cm−1. Elemental analysis of TGF subfractions was performed by using elemental analyser (Variael CUBE, Germany).
3 Results and discussion
De-oiled seed cake of P. pinnata was characterized using ultimate and proximate analysis for carbon, oxygen and ash content. Pongammia cake was characterized with 57.35 % carbon, 32.7 % oxygen and 5.3 % ash content. TAPPI standard showed a high lignin content (~21.8 %).
3.1 Initial screening of the process parameters
Eight experimental runs were performed on seven process parameters namely temperature, pressure, run time, water to biomass (W/B) ratio, initial reactor pressure, heating rate and particle size on the basis of Plackett–Buerman design. The matrix used for the screening important parameter is given in Table 1. High positive value of E Ai was obtained for temperature, pressure and heating rate at high level (+), whereas the value of E Ai for W/B ratio and particle size was more negative at low level (−). This shows that higher temperature, pressure and heating rate with low particle size and W/B ratio enhance the biocrude yield. Temperature, pressure, run time and W/B ratio were selected as significant parameter based on the p value (Fig. 2) with confidence level above 95 % which signifies their influence on the biocrude yield. The effect of each individual parameter was calculated using Eq. 1.

Pareto chart at the absolute values for optimization of process parameter parameters using Plackett–Burman design
3.2 Design of experiment and model development
Further, the selected parameters were investigated in detail, at five levels, for maximizing biocrude yield and TGF selectivity (Table 2). Design of experiment with centre composite design is applied to generate the matrix of experimental conditions so as to study the interaction effect for the two responses. Total 30 experiments were conducted which includes 16 factorial run, 8 axial run and 6 centre run. The standard deviation, mean response and lack of fit as calculated by ANOVA, for experimentally observed biocrude yield and TGF selectivity, are shown in Table 3. It can be observed from the results that both the quadratic model fits well with high R-square value of 0.96 and 0.98, respectively. The standard deviation for the biocrude and TGF is 0.016 and 0.008, respectively, confirming that experimental results are comparable with the predicted one. Fischer’s F value is a statistically proved measure of accuracy of the factor variation in the data about its mean. An F value more than unity increases the certainty of the factor’s real effect. High Fischer’s F value (25.23 for biocrude yield and 44.02 for TGF selectivity) indicates that the regression equation is sufficient to explain the curvature. The associated p (probability) value can be used to estimate the F value’s statistical significance. Table 3 also shows that the combined interaction terms of temperature with W/B ratio, pressure with time, pressure with W/B ratio and time with W/B ratio are not significant due to their large p value [16]. For the biocrude yield, the first-order main effect of temperature and time, and second-order main effects of temperature, pressure, time and water to biomass ratio are significant (Table 3). First-order main effect of temperature, pressure, time and W/B ratio, and second-order main effects of temperature and pressure are significant for TGF. This implies that the process parameters act as limiting variables and small variation in the change can alter both the biocrude yield and TGF selectivity. The effective combined interactions for biocrude yield are mainly temperature with time and temperature with pressure (both with p ≤ 0.05), whereas the effective combined interaction for TGF selectivity is mainly temperature with pressure (Table 3). Large value of lack of fit in both cases confirms the validity of quadratic model [18]. Low values (<5 %) for the coefficient of variance in both the cases confirmed the high precision degree as well as reliability of the experiments [19]. The value of regression coefficients obtained from the statistical model of the experimental matrix and Eq. 4 is provided in Table 4. The industrial models (modified), developed for the two responses at the actual values of the parameters, are given in Eqs. 6 and 7. Industrial model can be directly used to predict the required output by using the real values of the factor and are valid within the experimental range studied.
-
Industrial model (modified)
The goodness of the fit of the modified model is confirmed by the determination coefficient (R 2). The determination coefficient (R 2 = 0.95 and 0.96 respectively for biocrude yield and TGF selectivity) and adjusted determination coefficient (R 2 = 0.93 and 0.95 respectively for biocrude yield and TGF selectivity) are found to be high which again indicates accuracy of the proposed quadratic model with the desired responses satisfactorily in the specified range of studied parameters. The predicted R 2 (0.88) and adjusted R 2 (0.93) values are comparable, validating the precision of the deduced model in the case of biocrude yield. Similar conclusions are drawn for the TGF selectivity where the difference between the two coefficients (predicted and adjusted) is similar [20]. A good fitting of the predicted models can be assumed based on the high precision value (noise to signal ratio of 19.56 and 27.44) for both the responses [21].
3.2.1 Individual and interaction effect of process parameters
Biocrude yield and TGF selectivity curves predicted from the quadratic models were drawn for the detail understanding of the individual parameter effect. The trends were plotted for α = +2 to −2 keeping other three process parameter at α = 0 (temperature = 350 °C, pressure = 25 kg/cm2, run time = 30 min, W/B = 2). Figure 3a shows that at lower temperature (250 °C), predicted biocrude yield (14.7 %) was low; however, at higher temperature (towards 450 °C), a high biocrude yield (34.8 %) was observed. A high temperature results in the breaking of C–C, C = O and C–H bonds of cellulose and lignin to smaller hydrocarbons and thus increases the liquid product yield [22]. Maximum biocrude yield (~39.6 %) was achieved at around 395–400 °C. On further increasing temperature (beyond 400 °C), a low biocrude yield was obtained due to secondary cracking reaction of liquid hydrocarbons to gaseous hydrocarbons mainly CO2, CO and C1–C4. Significantly high biocrude yield (25 % increase) was observed for temperature variation from 250 to 450 °C, whereas for the variation (α = +2 to −2) for pressure, time and W/B ratio were very low and vary between 32.5 and 37.5 % within the specified range (Fig. 3b–d). This indicates a strong influence of temperature on the biocrude yield and makes it the most effective parameter amongst all.

Effect of individual process parameters on the biocrude yield and TGF selectivity predicted from modified quadratic model (at α = 0 for other three process parameters)
Lower TGF selectivity is predicted at the extreme temperature level (α = 250 to 450 °C) as compared to TGF selectivity at 375 °C (Fig. 3). It was observed that beyond 375 °C, predicted TGF selectivity decreased, whereas the biocrude yield increased up to 400 °C, which indicates that beyond 375 °C, the cracking of biomass to liquid fuel may continue to give either gaseous products or heavy hydrocarbons in the range of C24 and higher hydrocarbons. Though it has been mentioned in literature that role of pressure is significant in the breaking of bonds of cellulose and lignin by increasing the solubility of biomass with water, the current predicted curves shows that within the pressure range used, there are no significant changes in the biocrude yield. It can be understood by the fact that the influence of pressure, in the given range, on water properties is not very significant [23]. Effect of pressure was more prominent on the TGF selectivity, with an increase of 39.1 % in the TGF selectivity for α = −2 to +1.5. However, at high pressure conditions (α = +2), a decrease in the TGF selectivity was due to cracking of intermediated hydrocarbons or C–C linkages present in the polymeric chains of lignocellulosic biomass. However, with increase in pressure, the increase in local solvent density causes cage effect for these bonds. This cage effect inhibits C–C bonds breakage, which ends up in low fragmentations [24].
Run time plays important role which strongly influence the biocrude yield in the final product. It can be seen from Fig. 3c that the biocrude yield first increased and then decreased due to the prolonged residence time within the reactor, whereas an increase in the TGF selectivity was observed throughout the range. At higher residence time, lower biocrude yield was obtained with an increase of the gaseous products. The model predicts an increase in the TGF selectivity due to breaking of C–C bonds of heavy hydrocarbons to lighter hydrocarbons. A decrease in the biocrude yield is confined to secondary and tertiary reactions which convert heavy intermediates either into liquids, gases or solids. The composition of the biocrude was found to be significantly dependent on the run time [25]. Therefore, to obtain high biocrude yield, it is necessary to inhibit the decomposition of lighter products.
Similar trend was observed for biocrude yield with respect to W/B ratio. However, the TGF selectivity reached to plateau indicating that an optimum W/B ratio within the given range is around 2 for a higher biocrude yield. It can be concluded from the plot (Fig. 3d) that a large amount of water at high pressure conditions might create hindrance for solubility of water molecules with complex lignocellulosic structure and producing more char as compared to liquid hydrocarbons.
3.2.2 Response surface plots of significant parameters
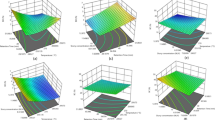
A detailed study of parameter interactions for the maximization of biocrude yield as well as TGF selectivity is shown in Fig. 4. The response surfaces were developed based on the modified quadratic model by using centre composite design. Temperature interaction with pressure for biocrude yield (Fig. 4a) shows that with an increase in the temperature, the biocrude yield increases. A plateau was observed at temperature beyond 380 °C. It can be concluded that an increase in both the factors up to certain limit is beneficial for obtaining higher biocrude yield. However, at higher level of process parameter, secondary reactions start and thus convert the liquid products to gaseous products. Same inference can be made for the temperature versus time and W/B interactions (Fig. 4b, c). At low temperature level, biocrude yield increased with increase in pressure due to low dielectric constant at high pressure conditions. It is reported that low dielectric constant of water increases the solubility of biomass which increase the biocrude yield. Figure 4a also shows that a combination of intermediate pressure with high temperature can be more suitable to obtain higher biocrude yield.

Response surface plots of the significant combined interaction on biocrude yield and TGF selectivity [temperature (°C), pressure (kg/cm2), time (minute) and W/B (water/biomass ratio)]
Response surface plots of the central composite design for the optimization of TGF selectivity for pressure interactions are shown Fig. 4d–f. Pressure and temperature response surface clearly indicates that at around 380 ° and 27 kg/cm2, maximum TGF selectivity can be achieved and decreased with further increasing the temperature. This can be understood by the fact that at severe conditions, large fraction of TGF converts to hydrocarbons in the lower range hydrocarbons or to gaseous products. On the other hand, higher TGF selectivity was observed for run time and W/B ratio as we move from α = −1 to +1. High W/B ratio and pressure favours high TGF selectivity due to easy degradation of biomass at low dielectric constant of water.
3.2.3 Superimposed contours of biocrude yield and TGF selectivity
To estimate the set of optimized process conditions for both a higher biocrude yield and TGF selectivity, two-dimensional superimposed contour plots were drawn (Fig. 5). Contour is plotted for the biocrude yield and TGF selectivity against different conditions for all α range (between α = ±1) while keeping the rest of the parameters at the centre level (α = 0). Shaded region of Fig. 5 provides the maximum possible TGF selectivity which can be obtained for the highest biocrude yield.

Superimposed plots of biocrude yield and TGF selectivity contour: a temperature with pressure, b temperature with time, c temperature with W/B ratio, d pressure with time, e pressure with W/B ratio and f with W/B ratio
Figure 5a represents the superimposed contour plots for biocrude and TGF selectivity as a function of temperature and pressure (α = 0 for run time and W/B ratio). It is observed that maximum biocrude yield can be achieved at 390 °C and 22.5–25 kg/cm2 pressure. It can be noticed that the TGF selectivity in this region is only 28 %, which is lesser than the maximum TGF (~30 %) selectivity. Similarly, Fig. 5b shows that maximum biocrude yield (~40 %) can be achieved at around 30-min run time; however, it is restricted by optimum conditions for TGF selectivity as TGF fraction converts to gases and coke at higher residence time.
3.2.4 Validation of models
The optimal real values of the independent variables using Eqs. 6 and 7 are as follows: 400 °C (α = 1), 25 kg/cm2 (α = 0) for a reaction time of 35 min (α = 0.5) with a W/B = 2 (α = 0) with 39.7 % biocrude yield and 28.9 % TGF selectivity. Validation experiment was carried out to verify the accuracy of the model. Biocrude yield and TGF selectivity were obtained as 38.9 and 29.6 %, respectively.
Experimentally observed and predicted values (Eqs. 6 and 7) obtained for biocrude yield and TGF selectivity from quadratic model are plotted in Fig. 6. A good fit of model is observed around the diagonal line. Low deviation (±12.5 and ±8.5 %) between the experimental and predicted values is obtained for biocrude and TGF selectivity, respectively. It can be added that the modified models are reliable for predicting the biocrude yield as well as TGF selectivity. Since seed-based hydrothermal cracking has not been reported so far, this investigation can be beneficial for the future research in the area.

Predicted and experimentally obtained: a biocrude yield and b TGF selectivity
3.3 TGF fraction characterization
TGF fraction was separated from biocrude obtained at the optimized condition using vacuum distillation and was further characterized using various techniques. Silica adsorption chromatography was performed using hexane, toluene, ethyl acetate and methanol as elutant for aliphatic, aromatic, oxygenates and polar subfractions. Initially, biocrude was dissolved in hexane to separate asphaltenes. The hexane soluble fraction was further eluted to get the aliphatic, aromatics and oxygenates. The result reveals that the biocrude has high content of oxygenate subfraction due to the high oxygen content in the cellulose as well as lignin. The hexane fraction, which shows the aliphatic subfraction in the biocrude, was found to be less than 8.3 %, whereas oxygenate subfraction is more than 31.3 %. A high percentage of toluene and ethyl acetate elutates namely aromatics and oxygenates aromatics subfraction confirmed the presence of 2–4 benzene ring components like naphthalene and pyrene which are formed by cracking of lignin present in the biomass [26].
Elemental analysis of TGF fraction and other subfractions is provided in Table 5. The calorific value of the TGF fraction was estimated at 31.45 MJ/kg. Calorific value of hexane subfraction was found highest (~40.23) due to high hydrogen content. On the other hand, calorific value of ethyl acetate and methanol elutant namely oxygenate and polar subfraction was found lower due to high oxygen percentage. Total acidic number of TGF fraction was obtained as 41.6 mg KOH/g biocrude which is very high as compared to specification of standard fuel used for engines.
FTIR absorption peaks were obtained for the TGF fraction and various subfractions (aliphatic, aromatic and oxygenates)(Table 5). Peaks at 3300–3600 cm−1 were observed which is due to O–H stretching vibrations confirming the presence of alcohols and phenols in aromatic, oxygenate and polar fractions. C–H deformation vibration between 1390 and 1480 cm−1 was also observed due to the presence of alkanes in all samples. Presence of peaks between 1575 and 1675 cm−1 indicated the presence of alkenes and aromatics in biocrude and aromatic fraction. Peaks found at 1525 and 1575 cm−1 also confirmed the presence of nitrogen and N–H stretching due to breaking of proteins present in the Pongammia seed cake [27]. Peaks around 1730 cm−1 are due to C = O stretching that indicated the esters and ketones as well as carboxylic acids in the TGF fraction and oxygenated fraction [28] which are formed due to cellulose and hemicelluloses polymers to furans, benzaldehyde, etc.
4 Conclusions
Plackett–Burman design is used on seven process parameters to select the significant parameters for the hydrothermal conversion of non-edible oil cake. Selected four process parameters namely temperature, pressure, time and W/B ratio on the biocrude yield and TGF selectivity are studied for understanding the individual and combined interactions. A fully central composite design is applied to evaluate the biocrude yield and TGF selectivity. Five levels of each parameter are considered for the experimental study (α = +2, +1, 0, −1, −2). It is observed that the temperature is the most significant individual parameter, and any change in the operating temperature brings noticeable increase or decrease in the biocrude yield. For the TGF selectivity, pressure is the most significant parameter. Two quadratic models, statistical and industrial, are obtained with high R 2 value (>95 %). The model equations developed by ANOVA were modified by removing the individual, quadratic and interaction terms with p value more than 0.05 so as to adequately predict the optimum value of the four parameters for highest possible biocrude yield (~40 %) combined with maximum TGF selectivity. Optimized process parameters for the highest biocrude yield coupled with transportation grade hydrocarbons yield were obtained as 400 °C (temperature), 25 kg/cm2 (pressure), 35 min (reaction time) and 2 W/B ratio. Silica adsorption chromatography of TGF fraction confirmed large percentage of oxygenated compounds, whereas presence of nitrogeneous compounds was confirmed from the FTIR peaks at 1525–1575 cm−1.
References
Brunner G (2009) near critical and supercritical water. Part I. Hydrolytic and hydrothermal processes. J Supercrit Fluids 47:373–381
Sharma S, Verma M, Sharma A (2013) Utilization of non edible oil seed cakes as substrate for growth of Paecilomyces lilacinus and as biopesticide against termites. Waste Biomass Valorization 4(2):325–330
Yorgun S, Sensoz S, Kockar OM (2001) Flash pyrolysis of sunflower oil cake for production of liquid fuels. J Anal Appl Pyrolysis 63:1–12
Dahlquist E (2013) An overview of thermal biomass conversion technologies. In: Dahlquist E (ed) Technologies for converting biomass to useful energy, series 4 Sustainable energy development. CRC press, United States, pp 1–4
Diaz MJ, Cara C, Ruiz E, Romero I, Moya M, Castro E (2010) Hydrothermal pre-treatment of rapeseed straw. Bioresour Technol 101:2428–2435
Doshi P, Srivastava G, Pathak G, Dikshit M (2014) Physicochemical and thermal characterization of non-edible oilseed residual waste as sustainable solid biofuel. Waste Manag 34:1836–1846
Ferreira SLC, Bruns RE, Ferreira HS, Matos GD, David JM, Brandao GC, da Silva EGP, Portugal LA, dos Reis PS, Souza AS, dos Santos WNL (2007) Box-Behnken design: an alternative for the optimization of analytical methods. Anal Chim Acta 597:179–186
Garg UK, Kaur MP, Garg VK, Sud D (2008) Removal of nickel(II) from aqueous solution by adsorption on agricultural waste biomass using a response surface methodological approach. Bioresour Technol 99:1325–1331
Imandi SB, Bandaru VVR, Somalanka SR, Bandaru SR, Garapati HR (2008) Application of statistical experimental designs for the optimization of medium constituents for the production of citric acid from pineapple waste. Bioresour Technol 99:4445–4450
Jin B, Duan P, Xu Y, Wang F, Fan Y (2013) Co-liquefaction of micro- and microalgae in subcritical water. Bioresour Technol 149:103–110
Juretic D, Kusic H, Koprivanac N, Bozic BL (2012) Photooxidation of benzene-structured compounds: influence of substituent type on degradation kinetic and sum water parameters. Water Resource 46:3074–3084
Kabyemela MB, Adschiri T, Malaluan RM, Arai K (1997) Kinetics of glucose epimerization and decomposition in subcritical and supercritical water. Ind Eng Chem Res 36:1552–1558
Karagoz S, Bhaskar T, Muto A, Sakata Y, Azhar U (2004) Low-temperature hydrothermal treatment of biomass: effect of reaction parameters on products and boiling point distributions. Energy Fuel 18:234–241
Kersten SRA, Potic B, Prins W, Swaaij WPMV (2006) Gasification of model compounds and wood in hot compressed water. Ind Eng Chem Res 45(4):169–177
Majhi S, Mohanty P, Dalai AK, Pant KK (2013) Statistical optimization of process variables in co-conversion of methane with methanol over Zn-Mo/HZSM-5 catalyst by response surface methodology. Energy Technol 1:157–165
Mazaheri H, Lee KT, Bhatia S, Mohamed AR (2010) Subcritical water liquefaction of oil palm fruit press fibber in the presence of sodium hydroxide: an optimisation study using response surface methodology. Bioresour Technol 101:9335–9341
Metre A, Nath K (2011) Process optimization of super phosphoric acid-catalyzed esterification of palm fatty acid distillate using response surface methodology. Biomass Convers Biorefinery. doi:10.1007/s13399-014-0157-z
McKendry P (2002) Energy production from biomass (part 2): conversion technologies. Bioresour Technol 83:47–54
Naik SN, Goud VV, Rout PK, Dalai AK (2010) Production of first and second generation biofuels: a comprehensive review. Renew Sust Energ Rev 14(2):578–597
Pant KK, Mohanty P (2014) Biomass conversion routes and products—an overview. In: Hornung A (ed) Transformation of biomass: theory to practice. Wiley, Germany, pp 1–30
Prakash O, Talat M, Hasan SH, Pandey RK (2008) Factorial design for the optimization of enzymatic detection of cadmium in aqueous solution using immobilized urease from vegetable waste. Bioresour Technol 99:7565–7572
Vicente G, Martınez M, Aracil J (2007) Optimisation of integrated biodiesel production. Part I. A study of the biodiesel purity and yield. Bioresour Technol 98:1724–1733
Wang F, Chang Z, Duan P, Yan W, Xu Y, Zhang L, Miao J, Fan Y (2013) Hydrothermal liquefaction of Litsea cubeba seed to produce bio-oils. Bioresour Technol 149:509–515
Yin S, Dolan R, Harris M, Tan Z (2010) Subcritical hydrothermal liquefaction of cattle manure to bio-oil: effects of conversion parameters on bio-oil yield and characterization of bio-oil. Bioresour Technol 101:3657–3664
Yu Y, Lou X, Wu H (2008) Some recent advances in hydrolysis of biomass in hot-compressed water and its comparisons with other hydrolysis methods. Energy Fuel 22:46–60
Derek RV, Sharma BK, Scott J, Yu G, Wang Z, Schideman L, Zhang Y, Strathmann TJ (2011) Chemical properties of biocrude oil from the hydrothermal liquefaction of Spirulina algae, swine manure, and digested anaerobic sludge. Bioresour Technol 102:8295–8303
Kesari V, Rangan L (2011) Coordinated changes in storage proteins during development and germination of elite seeds of Pongamia pinnata, a versatile biodiesel legume. AoB PLANTS plr026 doi:10.1093/aobpla/plr026
Onal EP, Uzun BB, Putun AE (2011) Steam pyrolysis of an industrial waste for bio-oil production. Fuel Process Technol 92:879–885
Acknowledgments
One of the authors (DK) acknowledges the support provided by Guru Gobind Singh Indraprastha University for carrying out research work at Indian Institute of Technology, Delhi.
Compliance with ethical standards
We hereby affirm that this work is original and has not been submitted to any other journal, and both the authors agree for the submission of this article in your journal.
Conflict of interest
There is no potential conflict of interest.
Research involving human participants and/or animals
No animal or human has been used in this work
Informed consent
The consent from the co-worker has been obtained.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
ESM 1
(DOC 78 kb)
Rights and permissions
About this article

Cite this article
Kumar, D., Pant, K.K. Biorefinery solid cake waste to biocrude via hydrothermal treatment: optimization of process parameters using statistical approach. Biomass Conv. Bioref. 6, 79–90 (2016). https://doi.org/10.1007/s13399-015-0175-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-015-0175-5