
Abstract
This framework assesses the mechanical behavior of some potential thin/thick metallization systems in use as either ohmic contacts for diamond semi-conductors or for metallization on copper double bounded ceramic substrates present in the next-generation power electronics packaging. The interesting and unique characteristic of this packaging is the use of diamond as a semi-conductor material instead of silicon to increase the lifetime of embedded power converters for use in aeronautical applications. Theoretically, such packaging is able to withstand temperatures of up to 300 °C without breaking the semi-conductor, provided that the constitutive materials of the packaging are compatible. Metallization is very important to protect the chips and substrates. Therefore, we address this issue in the present work. The tested metallization systems are Ni/Au, Ni/Cr/Au and Ni/Cr. These specific systems were studied since they can be used in conjunction with existing bonding technologies, including AuGe soldering, Ag–In Transient liquid Phase Bonding and silver nanoparticle sintering. The metallization is achieved via electrodeposition, and a mechanical test, consisting of a microtension technique, is carried out at room temperature inside a scanning electron microscopy chamber. The technique permits observations the cracks initiation and growth in the metallization to locate the deformation zones and identify the fracture mechanisms. Different failure mechanisms were shown to occur depending on the metallic layers deposited on top of the copper substrate. The density of these cracks depends on the imposed load and the involved metallization. These observations will help choose the metallization that is compatible with the particular bonding material, and manage mechanical stress due to thermal cycling so that they can be used as a constitutive component for high-temperature power electronics packaging.
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
One challenge to fabricate high-temperature power electronics is to ensure the reliability of the chip/substrate assembly of the electronic packaging, the quality of the die attachment, and the mechanical efficiency of the thin or thick metallization plated on the surfaces of either the chip or the double bonded ceramic (DBC) substrate. Metallizations of the power electronics packaging must ensure good mechanical joining, high electrical conductivity and chemical stability irrespective of the surrounding or junction temperature. Gold, silver and copper are considered to be ideal for metal connectors due to their low resistivity. The thickness of the metal can vary from few hundreds of nanometers to a few microns. Among the ambitions of current research is the design of a high-temperature power electronics packaging that can operate at higher temperature ranges that are increasingly requested for specific applications. Regarding semiconductor materials, diamond appears to be the ideal candidate to achieve a wide bandgap, and for the metallization, a non-exhaustive list of possible combinations of metals may be used including Au/Ti, Au/Ti–W, Au/Cr, Au/Ni–Cr, Cu/Cr. The ability of diamond to form a highly adhesive carbide layer at a high annealing temperature (700 and 900 °C) with refractory metals such as Ti, W, Mo and transition metals such as Cr, Ni, Fe has been proved [1]. These metals are generally plated by evaporation followed by annealing at temperatures between 150 and 500 °C, and such metallization systems have been assessed using both electrical and mechanical tests [2, 3].
The diamond substrate is eventually brazed on double bonded ceramic with thick copper or aluminum plates. Several coatings for the thick copper and aluminum metallizations were used to limit the diffusion and oxidation of the metallization/solder alloy interface. Among the coatings that are commonly applied on the copper metallization, one can find Ni/Ag and Ni/Au metallization systems. These bilayer deposits are performed in the case of joining with gold based solder alloys, such as AuSn. The tests show that for Ni/Au, a thick gold layer is essential to reduce the proportion of Sn up to 10% in AuSn and to delay the diffusion of Sn in Ni [4]. An Ni/Au coating is also used in combination with the ternary alloy AuAgGe. However, the tests showed that after annealing at 400 °C for 100 h, complete diffusion of Ge occurs in Ni. This combination leads to the formation of a brittle NiGe intermetallic compound that is detrimental to the junction. The same observation could be made for the Ni/Ag coating when used in combination with an AuGe solder alloy. The results show that after aging at 330 °C for 1600 h, Ge diffuses into Ni, and brittle intermetallic components are formed [5]. An Ni/Cr/Au metallization system is applied on the copper substrate to avoid the diffusion of copper atoms in the tin and indium alloys such as AuSn and AuIn. The electroplated nickel improves the roughness of the surface and permits a uniform and adherent subsequent chromium deposit. Chromium serves as a diffusion barrier, and the gold layer protects against chromium oxidation. After annealing for 100 h at 130 °C, no formation of intermetallic compounds such as CuxSny or CuxIny was observed [6]. The current research is in line to seek other materials for a diffusion barrier instead of nickel. For instance, the titanium-tungsten TiW alloy and tungsten carbide WC may provide this function at up to 400 °C [7]. These barriers generally keep a good thermal stability at extreme temperatures. Using only W as a diffusion barrier is favorable against the dissemination of Ge in Ni [5]. However, the mechanical resistance and adhesion properties of the metallization have yet to be proven.
In this paper, three types of metallization systems, Ni/Au, Ni/Cr and Ni/Cr/Au, are performed on copper specimens and studied. These metallization systems interfere between the DBC substrate and the solder. The first thin Ni/Au metallization system is obtained by electroplating. These metallizations were chosen because of the good adhesion of Au on Ni and the role of Ni as a barrier against the diffusion of Au into Cu. In this case, the thickness of the Ni film to be provided was greater than 3 µm. The second metallization system Ni/Cr was performed by electroplating on copper. The choice of the second metallization system was done due to the use of an AuGe solder in the die/substrate assembly. Cr serves as a diffusion barrier to Ge. The objective of the study of these metallization systems is to assess their mechanical behavior and to understand their failure mechanisms. The mechanical characterization will also be supported by a microstructural study.
2 Experimental Procedure
2.1 Samples Preparation
The electroplating process began with a preparation step for the surface of the copper substrates, which is essential for the adhesion of the metallization. In this case, the preparation consists of a degreasing of the copper microtensile specimens in an alkaline NaOH solution followed by a rinsing and an etching step in hydrochloric acid HCl. After rinsing, the substrate was placed in a nickel bath with a formulation that required a current density of 5 A/dcm2. The obtained thickness of the plated nickel was 3.2 µm. Plated gold with a thickness of 4.3 µm was obtained from a bath of potassium aurocyanide K[Au(CN)2]. For the second metallization system Ni/Cr/Au, the Au film on Cr was obtained using a physical vapor deposition (PVD) process and it was selected for this application because of its ability to prevent premature oxidation of the chromium. It is expected to provide a good adhesion of Au on Cr and will result in a correct surface deposition. Note that the gold was subsequently deposited on the electrolytic chromium. The main electroplating conditions used for gold on nickel are detailed in Table 1.
2.2 Mechanical Characterization
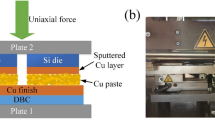
The characterization of these metallizations on the 1-mm thick, Oxygen-free high thermal conductivity (OFHC) copper substrate was investigated at room temperature using a microtension test stage DEBEN MTEST5000 W (Fig. 1a) mounted inside a field emission gun scanning electron microscope (FEG SEM-7000F from JEOL with the incident electron beam maintained at 15 kV). A load cell of 1 kN was chosen according to the geometry of the test specimen and the mechanical properties of the copper. The speed imposed for the grips is 1 mm/min for all tests. The Microtest software synchronously tracks the specimen in the deformation video and the curve of the force F against the imposed displacement. Micrographs are extracted from the video to determine the inter-crack spacing λ. Furthermore, a microtension test stage is used similar to that used for the microstructure analysis of a ferritic-pearlitic steel and a polycarbonate polymer [8, 9] to observe the fracture mechanism. The microtension test is very advantageous compared to the scratching test which provides only a critical adhesion load [10, 11]. It is also as interesting as the four-point bending test that can provide the elastic properties of thin films [12] and the micro-beam method for fatigue cracking evaluation [13]. For these experiments, the geometry of the copper specimens is given in Fig. 1b.

a Microtension device implemented in the scanning electron microscope and b Microtensile specimen for testing adhesion of Ni/Au coating on copper substrate
3 Results and Discussion
3.1 Electroplated Ni/Au Metallization System
Three microtensile tests were carried out under SEM on tensile copper specimen coated with Ni/Au. The morphology of the deposit is shown in Fig. 2 at different magnifications. Although the deposit is homogeneous, it has a rough surface, as shown at low magnification in Fig. 2b. This surface condition originates from the preliminary sanding procedure carried out before deposition. No defects were detected. The microstructure of the deposit is shown in the micrograph of Fig. 2b. The grain size of the plated Au is less than 1 µm.

Surface morphology of the Ni/Au metallization system showing the surface state and the Au grains. a × 50,000 and b × 25,000
The deformation of the test specimens was observed during the in situ test. Figure 3 shows an engineering stress–strain curve. The micrographs of the initiation and progression of the cracks during the test were reported on these curves. These observations were extracted from the instantaneous video acquisition of the test. This methodology is in line with some previous frameworks performed for the strain field measurements of 1100-O Aluminum [14, 15]. Oriented curvilinear cracks perpendicular to the loading axis appear on the surface of the coated sample during loading when the stress reaches a value of 248 MPa in the copper. Their density increases with the applied displacement. The inter-crack spacing or “minimum crack distance” reaches a saturation threshold of 30 µm for a stress of 289 MPa at the end of the test.

Cracks in the Ni/Au metallization system observed at different moments during microtension test
The multilayer material appears to be adherent to the copper substrate since no debonding is observed on the surface of the sample except when approaching failure in the necking region or in the failure surface. The necking zone has reduction of area of approximately 75% of the test specimen. The final thickness of the copper sample at the failure region takes a maximum of 250 μm as shown in Fig. 4a. The failure of the copper specimen is ductile, as evidenced by the presence of many craters on the fracture surface, as illustrated in Fig. 4b.

SEM Observations after tensile rupture of the copper specimen plated with a Ni/Au metallization system
An EDX spectroscopy analysis was performed on the fracture zone of the copper sample to determine the area of delamination. These analyses, presented in Fig. 5, confirm the presence of the deposit, even near the rupture zone, and therefore demonstrate good adhesion to the copper substrate.

a, b EDX mapping of the failure region and c debonding mechanism of the Ni/Au deposit
The SEM observations and EDX analyses indicate that debonding occurs mainly in the nickel/copper interface (Fig. 5b). This kind of debonding is a result of the shear stress, which is particularly high at the specimen failure zone. Moreover, the shape and size of the deposit areas that remain adherent to the substrate recall the topographical patterns induced by sanding, which precedes the deposition. A schematic description of the debonding mechanism of the Ni/Au metallization system on Cu is shown in Fig. 5c.
3.2 Electroplated Ni/Cr Metallization System
In-situ microtensile experiments identical to those presented above have been made to test the adhesion of Ni/Cr on copper. The thicknesses of the layers are homogeneous, and they are of the order of 1.5 µm and 280 nm for Ni and Cr, respectively. Figure 6 shows the engineering stress–strain curve wherein micrographs of the sample surface were placed for given loads. The manipulations are similar to those for cracking observations under AFM of chromium films on PET Substrates [16]. The initiation of a large number of straight surface cracks seems to occur in the chromium coating, a seen in Fig. 6. These cracks are straight and are equally spaced, as evidenced in the micrographs. Crack initiation takes place in chromium at small strains of less than 2% when the stress reaches a value of 259 MPa. This attests of the brittleness of the Cr film at an earlier stage of the deformation. Then, the density of the cracks progressively increases until reaching a threshold upon approaching failure. It saturates around 270 MPa of stress, and at this moment, the cracks stop propagating but undergo a different opening mode in the direction of loading, which is principally due to a higher ductility of the underlying Ni and Cu films. This result correlates well with the works seen in [16]. The inter-crack spacing evolves more and stabilizes at a value of 20 µm. A more detailed SEM analysis first shows a crack propagating through the Cr film thickness due to its brittleness and leading out of the layer cracks (Fig. 7a). Then, the cracks pass through the nickel layer, leading to a slowing down of the crack propagation, and finally, the total delamination of the deposit (Fig. 7b). A schematic representation of the failure mechanism of the layer stack is illustrated in Fig. 7c.

Cracks in the Ni/Cr metallization system observed at different strain ranges during the microtension test

Deposit cracking, a crack initiation in the Cr layer, b failure of the whole layer stack and c delamination of the Ni/Cr metallization system
3.3 Electroplated Ni/Cr/Au Metallization System
To prevent the oxidation of chromium due to exposure to open air and to promote better adhesion of the AuGe solder, a gold layer is deposited using a vapor deposition process. Figure 8 shows a high-density, straight, through thickness cracks leading to a decomposition of 50 µm width blocks in the Ni/Cr/Au coating. This is obtained due to the brittleness of the chromium layer that fails and leads to crack propagation to the gold layer and the nickel/chromium interface. The failure mode observed in this case is referred to as channeling contrarily to the first two metallization systems studied previously where debonding or brittle cracking were observed. However, since the copper substrate is ductile, the surface cracks are only channeled across the multilayer material. The distribution of chemical elements obtained via EDX mapping (Fig. 8) confirms the hypothesis of crack propagation in the Ni/Cr interface as well as the good interface adhesion between Ni and Cu. Figure 8c shows a schematic of the deposit cracking mechanism. It shows how the cracks initiates in the Cr, followed by crack growth in the interface Cr/Au, and finally cracking of the coating. Observations at higher magnification of a decomposed block in Fig. 8 more clearly show the cracks propagating at the Cr/Au interface. The initiation of cracks in the deposit starts when stress in the copper reaches 270 MPa (Fig. 9). Gradually, as the displacement increases, the density of cracks stabilizes, and the inter-crack spacing is saturated around a value of 20 µm.

a Section micrograph and b EDX mapping of the failure of the Ni/Cr/Au metallization system near the necking zone and c schematic description of the delamination of the Ni/Cr/Au metallization system

Cracks in the Ni/Cr/Au metallization system observed at different moments during microtension test
4 Concluding Remarks
Various metallization systems deposited on copper substrates were assessed via in situ microtension tests. The metallization systems that were considered were Ni/Cr, Ni/Cr/Au and Ni/Au. These systems are potential candidates for DBC coatings and will constitute a primordial part of a new generation of high-temperature power electronics packaging. The choice of Ni is motivated by its good barrier properties. Since an AuGe eutectic alloy will be used as bonding material for the semi-conductor and DBC, chromium is also introduced because it acts as a good barrier against interdiffusion of Ge and Ni. Finally, Au is chosen as a final layer to avoid oxidation. The study of different DBC metallization systems shows that the Cr barrier remains brittle and is the source of crack initiation in the layer stack at small copper strains of about 2%. Indeed, in the case of metallization systems involving Cr films, the failure mechanisms are traduced by a channeling or brittle cracking of the film due to the brittleness of Cr. The Ni/Au metallization system is also shown to remain homogeneous and crack-free. Good adhesion of Au on the Ni thick film is obtained. However, some reservations may exist concerning the thickness of the Au layer used. Due to the thinness of this Au layer, the Au barrier properties may no longer be retained, and the Au layer can be entirely consumed during reflow due to the diffusion mechanism at a high temperature. This leads to the formation of fragile NiGe intermetallic compounds, which threatens the lifetime of the whole packaging. To overcome this limitation that may occur during the reflow or service period, the thickness of the Au layer may be increased to limit the influence of diffusion mechanisms. It is also more prudent to choose an appropriate solder material to ensure chemical stability with the Ni/Au metallization system.
References
Brown, W., Beera, R., Naseem, H., Malshe, A.: State-of-the-art synthesis and post-deposition processing of large area CVD diamond substrates for thermal management. Surf. Coat. Technol. 86–87, 698 (1996)
Msolli, S., Alexis, J., Kim, H.S., Dalverny, O., Karama, M.: Assessment of candidate metallization systems deposited on diamond using nano-indentation and nano-scratching tests. Thin Solid Films 619, 53 (2016)
Koné, S., Schneider, H., Isoird, K., Thion, F., Achard, J., Issaoui, R., Msolli, S., Alexis, J.: An assessment of contact metallization for high power and high temperature diamond Schottky devices. Diam. Relat. Mater. 27–28, 23 (2012)
Johnson, R.W., Williams, J.: Power Device Packaging Technologies for Extreme Environments. In: IEEE aerospace conference, pp. 1–6 (2005)
Lang, F., Tanimoto, S., Ohashi, H., Yamaguchi, H.: Long-term joint reliability of SiC power devices at 330°C. In: European conference on microelectronics and packaging, pp. 1–5 (2009)
So, W., Choe, S., Chuang, R., Lee, C.: A barrier metallization technique on copper substrates for soldering applications. In: Electronic components and technology conference, pp. 855–860 (2000)
Mustain, H.A., Brown, W., Ang, S.: Tungsten carbide as a diffusion barrier on silicon nitride active- metal-brazed substrates for silicon carbide power devices. J. Electron. Packag. 131, 1 (2009)
Lindfeldt, E., Ekh, M., Cvetskovski, K., Schilke, M.: Using DIC to identify microscale strain fields from in-situ SEM images of a pearlitic steel. Exp. Mech. 54, 1503 (2014)
Engqvist, J., Hall, S., Wallin, M., Ristinmaa, M., Plivelic, T.: Multi-scale measurement of (amorphous) polymer deformation: simultaneous x-ray scattering, digital image correlation and in-situ loading. Exp. Mech. 54, 1373 (2014)
Agrawal, D., Raj, R.: Measurement of the ultimate shear strength of a metal-ceramic interface. Acta Metall. 37, 1265 (1989)
Chen, B., Hwang, J., Chen, I., Yu, G., Huang, J.-H.: A tensile-film-cracking model for evaluating interfacial shear strength of elastic film on ductile substrate. Surf. Coat. Technol. 126, 91 (2000)
Beghini, M., Benamati, G., Bertini, L., Frendo, F.: Measurement of coatings' elastic properties by mechanical methods: Part 2. Application to thermal barrier coatings. Exp. Mech. 41, 305 (2001)
Yang, Y., Ruan, H., Lu, J., Yao, N., Shan, W., Soboyejo, W.: Development of a micro-beam method to investigate the fatigue crack growth mechanisms of submicron-scale cracks. Exp. Mech. 49, 731 (2009)
Kammers, A., Daly, S.: Digital image correlation under scanning electron microscopy: methodology and validation. Exp. Mech. 53, 1743 (2013)
Alaca, B.E., Saif, M., Sehitoglu, H.: On the interface debond at the edge of a thin film on a thick substrate. Acta Mater. 50, 1197 (2002)
Jin, H., Lu, W.-Y., Cordill, M., Schmidegg, K.: In situ study of cracking and buckling of chromium films on PET substrates. Exp. Mech. 51, 219 (2011)
Acknowledgements
This work was supported by the French DGE Project DIAMONIX, No. 08 2 90 6066. This work was also supported by the Technology Innovation Program (10048305, Launching Plug-in Digital Analysis Framework for Modular system Design) funded by the Ministry of Trade, Industry & Energy (MI, Korea). We do thanks to Prof. Alexis for his precious remarks.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Msolli, S., Kim, H.S. Study of the Fracture Mechanisms of Electroplated Metallization Systems Using In Situ Microtension Test. Electron. Mater. Lett. 14, 517–525 (2018). https://doi.org/10.1007/s13391-018-0052-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13391-018-0052-z