
Abstract
This paper presents the results of a detailed experimental investigation into the wear properties of laser powder bed fusion samples of Inconel 718 after various aging conditions. There is a gap in the literature on the high-temperature wear properties of Inconel 718. The aging process determines the service life and working conditions of the alloy. This study aims to reveal the effects of various aging heat treatments on the room and high-temperature wear properties of Inconel 718. The aging conditions were selected as non-aged, solution aged (SA), conventionally aged (CA), overaged (OA) and furnace-controlled aged (FCA). Cylindrical samples were machined for 500 m, using a Si3N4 ball at room temperature and 400 °C. The surfaces of the samples were smoothed by turning. FCA was performed in a controlled atmosphere furnace. The heating and cooling rates of FCA were 10 min/°C. Ar was selected as the shielding gas. The rapid cooling stages of SA, CA and OA were performed by quenching in water. FCA refined the microstructure and enhanced the wear resistance. SA resulted in a rigid microstructure, abrasive wear was dominant. EA led to an increase in the Laves phase ratio, which was identified by X-ray diffraction analyses. Optical microscope and scanning electron microscope (SEM) images of the microstructures and worn surfaces were correlated with the microhardness scores to accurately define the wear properties. The precipitations were identified by energy-dispersive X-ray spectrum application that is combined to SEM. The experimental evidence from this work clarified the predominant wear mechanisms due to microstructure and phase evolution. This work provides remarkable information on determining the appropriate aging condition for various applications of Inconel 718 alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Inconel 718 is a Ni-based superalloy used in aerospace, steam and gas tribunes, exhaust parts, combustion chambers, petrochemical plants, etc. It is known for its strength at extreme temperatures, thermal stability, corrosion and wear resistance. Fusion welding methods can be readily applied. Filler metal is generally not required. Advanced high and cryogenic temperature strength is achieved by CA including homogenization at just over 1100 °C for one hour, solution annealing at just over 950 °C for one hour and double aging at 720 and 620 °C, respectively, for 8–10 h. CA requires rapid cooling in water or air. Gas turbine blades can be designed to have a yield stress of over 700 MPa at 650 °C by CA. The remarkable increase in strength is associated with the formation of the transient austenitic phases due to solid solution hardening. After CA, γ'-Ni3Al (face-centered cubic—FCC) and γ''-Ni3Nb (body-centered tetragonal—BCT) nanoscale phases are deposited on the γ-Ni3Ti (FCC) matrix. Both phases are GCP (geometrically closed packed) and relatively coherent with the matrix. As a result of the solid solution hardening mechanism, they are stable at room and elevated temperatures [1,2,3,4,5].
However, detrimental phases may occur in the microstructure due to the segregation of refractory elements (Nb, Mo, Cr, etc.). These TCP (topographically closed packed) phases tend to precipitate in the interdendritic regions of the cast, welded and additively manufactured (AM) parts. They act as stress centers and reduce strength. Intermetallic TCP phases occur at low heating rates and should be dissolved in the γ-Ni3Ti matrix by homogenization above 1100 °C before aging. A common TCP phase is Nb-rich, brittle and needle-shaped δ-Ni3Nb. It depletes the Ni and Nb ratios required for γ'-Ni3Al and γ''-Ni3Nb nucleation, and degrades ductility, creep properties and high-temperature strength. On the other hand, some researchers [1,2,3] claim that these phases limit the excessive coarsening of the grains by melting in the intergranular regions, thus preventing a decrease in strength. In addition, the Laves phases are used in thermal spray applications due to their superior wear resistance. The subsequent strengthening mechanism is achieved by the precipitation of MC-type carbides on the γ-Ni3Ti matrix. Mo, Cr, Ti, V and Nb are strong carbide-forming elements in Inconel 718. MC-type carbides support the mechanical properties of Inconel 718 according to their shape, chemical stoichiometry and formation region. However, Nb is the major element for precipitation strengthening. Carbides and the Laves phases formed from Nb can dissolve back into the matrix when the solution annealing temperature is increased above 1100°C. CA thus provides an increase in strength. Figure 1a and b shows the cast microstructure of the single-crystal Ni-based superalloy CMSX-4 before and after CA by SEM [1,2,3, 6,7,8].

CMSX-4 microstructure a before and b after CA [8]
The ordered microstructure of CMSX-4 exhibited in Fig. 1b contains cubic γ'-Ni3Al and lens-shaped γ''-Ni3Nb nanoscale phases settled on the γ-Ni3Ti matrix. Such phase formation is desired for a Ni-based superalloy, and the alloy is a promising candidate for high-temperature applications [8].
When dealing with the wear properties of a material, deformation dynamics and heat transfer capacity are considered together. Ni-based superalloys are difficult materials to machine due to the high plastic deformation ratio between the workpiece and the tool. The heat generated during wear combined with strain hardening severely limits the machinability of these superalloys. Inconel 718, such as many Ni-based superalloys, has a low thermal conductivity, and the tool temperature rises much higher than Inconel 718 during machining. Therefore, diffusion wear is typical mechanism. Abrasive wear, due to rigid precipitates in the matrix breaking off parts from the tool, and adhesive wear, due to the ductile matrix bonding to itself, are commonly observed. However, the surface is smooth as it repeatedly covered by the matrix. Depending on the tool material, one of the above mechanisms will dominate the wear process. For these various wear mechanisms, the machining time for Inconel 718 is limited and it is preferable to keep the feed rate as high as possible. Carbide, PVD-coated, whisker-reinforced Al2O3 or Al2O3–TiC, WC–Co, BCN, Si3N4 and diamond bits are commonly used for wear tests of Inconel 718. Ceramic bits are preferred to carbide bits as they allow 3 to 5 times faster machining speeds. As a result, tool life against Inconel 718 is significantly reduced. Limiting the friction between the tool and the workpiece has become essential. Nano-sized lubricants have been widely used in the machining of Ni-based superalloys. According to Chen and Liao [9], a lubricant with 5–23 nm particles used when drilling Inconel 718 resulted in a 3 times increase in bit life. The lubricants are also important in preventing excessive heat in the friction zone. Bit geometry determines the wear method. Ni-based superalloys can be machined successfully by conventional methods such as turning, ball-on-disk, pin-on-disk, grinding and drilling. Generally, large-bit geometry is recommended due to the higher feed rate and the associated increase in the wear depth. However, it is known that when machining Inconel 718, large bits often create residual stresses that make feeding difficult. Sharman et al. [10] claimed that when the feed rate was less than 0.5 mm/rev and the bit nose was < 6 mm, residual stress was eliminated. The edge angle affects the contact width between the bit and the sample. As the edge angle increases, so does the contact area of the bit. It causes the same negative effects as a large bit. Therefore, the edge angle should not exceed 20° when machining Ni-based superalloys. Parida and Maity [11] have submitted an article correlating the established forces at the bit nose during dry machining of Inconel 718. They revealed that the thrust force provided to the wear test increased by nose radius. Bit geometry, the lubricant used, bit diameter, temperature, sample thickness, etc. determine the wear parameters. Feed speed (m/min), feed rate (mm/rev), force (N) and wear distance (m) are the main parameters of wear testing. Other parameters depend on the method used. Thakur et al. [10] performed wear tests on Inconel 718 at a feed rate of 0.008 mm/rev. They detected that the thrust force decreased in the range of 45–55 m/min as the feed rate increased. According to many researchers [11,12,13,14], the feed speed used to wear Inconel 718 was typically in the range of 40–100 m/min. Surface quality is another considerable feature when dealing with wear characteristics. The surface initially should be prepared for wear tests. Rough surfaces reduce the coefficient of friction (CoF) and increase the wear rate. Insufficient roughness of the surface makes wear difficult and delays the activation of the wear process. Therefore, a standard level of surface roughness is deliberately provided prior to wear tests. Conventional metallographic methods and mechanical turning of sample surfaces are widely used methods for this purpose. By the nature of AM techniques, the surface quality of AM products is not acceptable. An appropriate finishing step is a must. Various peeling and polishing techniques are applied to the products to improve the surface quality. Liu et al. [15] executed a novel application which combines pulsed and continuous wave laser decreasing the surface roughness from 17.75 µm to 0.58 µm [9, 11, 13, 14, 16,17,18,19].
Hot and cryogenic wear tests are also carried out to demonstrate the advanced mechanical properties of Ni-based superalloys in different environments. Gas flame, laser and furnace heating are commonly used methods for hot wear testing. Argon (Ar) is used as a shielding gas above 600 °C as phase transitions begin at this temperature. Hot wear tests carried out by scholars [11, 14, 16, 20] on Inconel 718 have approved that the thrust force was reduced, chips were thicker and the processing time was minimized due to the thermal softening of the matrix. The contact area understandably expanded. Chip geometry has changed from segmented to continuous. Parida [20] presented an article related to the chip geometry of Inconel 718 at elevated temperatures. He revealed that the segmentation frequency tends to decrease with increasing temperature and decreasing feed speed. Increasing temperature causes wider shear bands, indicating elastic deformation in the wear region. In the advanced stages of elastic deformation, the bonding itself is observed on the surface. In other words, adhesive wear is dominant. Bonding is a challenge to overcome as it limits the machining. As the operation remains, the workpiece will not be consumed accurately. Unfortunately, bonding does not cause a decrease in feed speed or bit life; thus, operators may not be aware of the false machining. The low thermal conductivity of Inconel 718 results in limited tool life during machining. Parida and Maity [14] have confirmed that Inconel 718 tool life is decreased by hot wear during machining, however, not as much as Inconel 625 and Monel 400. The surface of Ni-based superalloys is rapidly covered by metal oxide films at elevated temperatures. These films prevent the base metal from corrosion. However, the wear rate decreases due to rigid ceramic character of these films. The undesirable oxidation wear mechanism becomes dominating and machining is more difficult in this circumstance [9, 14, 17,18,19, 21].
LPBF is the most common method studied by researchers [22,23,24,25,26,27,28,29,30] for the production of Inconel 718 parts nowadays, as it is preferred by users at the forefront of the technology. The method is also known as SLM (selective laser melting). The parts produced work under demanding conditions. Inconel 718 LPBF parts generally require surface smoothing and aging after production to reach their final mechanical properties. The microstructure of as-manufactured parts is similar to that produced by fusion welding methods. The dendritic microstructure formed under rapid cooling conditions can be seen in the build direction in melt pools. Karabulut et al. [24] illustrated the as-built microstructure of Inconel 718 (Fig. 2a), the cellular and columnar dendrites in the melt pools mentioned above. A similar microstructure was seen in the previous article by the corresponding author [31] of this work. The fusion zone of the TIG welded microstructure of Inconel 718 is shown in Fig. 2b [23,24,25,26,27,28,29,30,31].

The micrographs shown in Fig. 2 are the non-aged conditions of Inconel 718 manufactured by LPBF and TIG welding. Regardless of the manufacturing method, an appropriate aging process is required for Inconel 718 to acquire the high-temperature properties and the microstructure shown in Fig. 1b. CA generally provides the desired microstructure. However, knowledge of the hot wear properties of LPBF Inconel 718 is inadequate in the literature and requires to be enhanced. A recent article by Joshy and Kuriachen [32] handled the wear performance of LPBF-manufactured Inconel 718 at elevated temperatures, which is rare in the literature. They indicated the cryogenic heat treatment combined with CA caused metal oxide films on the surface detected by Raman’s spectroscopy. The metal oxide films were signs of oxidation wear, which makes machining difficult. The solution stage was not applied without mentioning any explanation in the article. The solution treatment of Ni-based superalloys is mandatory due to the precipitation of MC-type carbides. However, some intermetallic phases such as the Laves phase occur after this stage.
The present work aims to reveal the room and high-temperature wear characteristics of NA, CA, FCA, OA and SA conditions of Inconel 718. Inconel 718 parts operating in exhaust parts, combustion chambers and gas tribunes at high temperatures are exposed to high-temperature wear due to the impact of airborne particles and fragments from other equipment or friction caused by moving parts. The NA, CA and SA conditions are the aging methods currently utilized for many applications. Although the OA condition is mainly designed for high thermal resistance, since Inconel 718 parts have been used at high temperatures for long durations, the OA condition is completed spontaneously during these applications. FCA is the novel process developed for this work. The cooling stages of the FCA condition were performed in the furnace, under shielding gas (Ar). The phase distribution will differ from the CA condition sample, due to the lower cooling rate. As the hardening precipitates and various phases require appropriate time to form during the cooling stage, it is predicted that the wear resistance after the FCA condition will be enhanced compared to the CA condition. Consequently, the appropriate aging process at room and high-temperature wear of LPBF-manufactured Inconel 718 can be determined. A secondary objectives such as refinement of the microstructure, homogeneous dispersion of carbides and the desired γ-γ'-γ'' formation are also targeted. In addition, physical, microstructural, elemental and chemical characterization findings were correlated with the wear properties. LPBF-manufactured Inconel 718 samples aged under different conditions were compared to each other and to the literature before and after wear tests. Vickers microhardness scores were obtained to correlate with the wear properties. As-aged and worn surface microstructures of the samples were captured by OM and SEM. The phases and the chemical composition of the precipitates were identified by EDS (energy-dispersive X-ray spectrum) and XRD characterization methods. The coefficient of friction (CoF) and average coefficient of friction (Av-CoF) scores were obtained. The deformation characteristics were discussed. This article accurately fills the gap in the literature on the wear properties of LPBF-manufactured Inconel 718 after aging. It presents a unique approach in that probable aging conditions have been performed to reveal their effect on the room and high-temperature wear performance.
2 Experimental Procedure
The SEM image of spherical gas-atomized Inconel 718 powders manufactured by Sentes-BIR A.S. is shown in Fig. 3. The chemical composition of the powder is given in Table 1. The apparent density of the powder was measured as 4.35 g/cm3 according to ASTM B212 standard [33]. The powder has a particle size distribution of D90 = 43.5 µm according to ASTM B822 standard [34]. The LPBF rods were manufactured by Sentes-BIR A.S. using the EOS M290 machine. The manufacturing parameters and calculated energy density (EA—Andrew number) value are shown in Table 2. The energy density equation is given in Eq. 1. PL is laser power, V is scanning speed, h is hatching distance, and t is layer thickness. The parameters were selected following the advice of EOS Company for Inconel 718 to determine its wear properties independently.

Gas-atomized Inconel 718 particles captured by SEM
Equation 1. Energy density [36].
Samples of 10 mm in diameter and height were sliced from the cylindrical LPBF-manufactured rods. Sample densities were measured using the Precisa 205, a precise balance with an Archimedean density kit. Conventional metallography methods were applied for microstructure observations. The specimens underwent progressive grinding with 180P-2500P sandpapers, followed by two-stage polishing using 1µ and 0.25µ diamond suspensions. The samples were chemically etched with Glyceregia 87 solution according to ASTM E-407 standard [37]. The etching solution was applied by dripping, left for 30 s, and then, the surfaces were cleaned with ethanol. After drying, the surfaces were stored in airtight containers for microstructural observations. The samples showed high surface activity after grinding, so etching was carried out by the drip technique, followed by immediate surface cleaning. The samples were stored in airtight containers. OM images were captured by Olympus-BX51M. The Vickers microhardness tests were performed with a Future-Tech FM-310e machine using 200 gf loads for 5 s. JEOL JSM-IT100 SEM was used to obtain microstructure and worn surface images. EDS analyses were carried out by Zeiss-EvoMA10 SEM. XRD analyses were performed by Shimadzu LabX XRD-6100. Sample surfaces were smoothed by turning to provide standardized surface roughness before wear tests. The sample surfaces were machined on a conventional turning machine without cutting fluid and using carbide tools. The cutting speed was 200 rpm, the feed rate was set at 0.064 mm/rev and the depth of cut was 0.5 mm. The wear test parameters (Table 3) were chosen according to ASTM G99 standards [38]. This standard defines parameters for various class of materials such as the applied load, machine characteristics, feed speed and rate, wear distance and environment. Wear tests were carried out using the Turkyus POD/HT/WT ball-on-disk machine in combination with a furnace heater. The 5-mm-diameter Si3N4 balls were used in the tests (78 HRC). The ball-on-disk machine produces a CoF–wear distance graph after the wear test, which is a combination of triage and subsequent wear curves. 400 °C was chosen for the high-temperature wear tests to avoid phase transitions. Considering the heat generated between the ball and the sample during the wear test, it was realized that conducting wear tests at temperatures above 400 °C could cause phase transitions. It was a safe temperature to avoid the phase transitions starting at 600 °C and sufficient to investigate the wear behavior of Inconel 718 at elevated temperatures independently of any new phases likely formed during the wear tests. Since the high-temperature wear test of Inconel 718 has rarely been studied in the literature, this temperature was determined by the authors' preliminary experiments and experience in this field.
Four different aging conditions were carried out for this work. The temperatures of the aging steps are 1150 °C for homogenization (Hom), 980 °C for solutioning (Sol), 750 °C for first aging (Ag-1) and 650 °C for second aging (Ag-2). Details in terms of holding time, cooling (Co) environment and atmosphere (At) are given in Table 4. The heating and cooling rates in the furnace (F) were 10 °C/min. SA, CA and OA were performed in SFL, a conventional heat treatment furnace, cooled in water (W). FCA was performed in Protherm PTF 17/75/300, an atmosphere-controlled ceramic tube furnace.
3 Results and Discussion
3.1 Density Measurements
The density measurements are given in Fig. 4. The scores are understandably close as the same manufacturing parameters were used. The theoretical density of the Inconel 718 powder used in this work is 8.2998 g/cm3. However, minor differences between the density scores can be observed as the phases formed in variable ratios due to different aging conditions. The relative density ratios over 98% are the sign of well-manufactured LPBF parts with minimum porosity. However, the CA and FCA conditions reached the highest density scores and the other conditions have a relative density of less than 99% which should be noted. The polished surfaces of all five conditions before etching that were captured by OM are shown in Fig. 5. The conditions are exhibited according to the increase in porosity. The minor differences between the density scores are the result of variable porosity ratios. Additionally, the MC-type carbides can be observed on the polished surface. The dark spots are MC-type carbides on the matrix. Predictably, the NA condition had a rare distribution of MC-type carbides and the OA condition had relatively huge carbide precipitations as a result of extended holding time during the heat treatment.

Measured and relative density scores of samples

Polished surface of the samples a CA, b FCA, c NA, d SA and e OA conditions
The maximum density can be reached by hot isostatic pressing (HIP). S.Periane et al. [25] noted the relative density reached %99.99 in the sample when HIP and CA were applied, respectively. Jia and Gu [22] indicated that laser power and scanning speed are directly correlated with densification. At a lower laser power level, the viscosity of Inconel 718 was relatively high to cover the pores. Likewise, if the scanning is so fast, the powder particles cannot reach the fluidity to melt into the pool, thus resulting in open pores.
3.2 Microstructure Observations Before Wear Tests
The characteristic as-manufactured LPBF Inconel 718 microstructure presents semicircular melt pools in the build direction (BD) and columnar melt pools in the scanning direction (SD) [23, 29, 39,40,41]. The SEM micrographs of the NA condition are shown in Fig. 6a and b. The radius of the melt pools (r), the hatching distances (h) and the overlapping heights (τ) were measured. The measurements of h, r and τ are illustrated in Fig. 6a that is consistent with the manufacturing parameters listed in Table 2. The melt pools had dendritic microstructure, changing columnar to cellular but mostly in cellular form. The changes in the orientation and form of dendrites create the melt pool boundaries. The microstructure mentioned above can be observed in OM images (Fig. 6c and d). h measured in Fig. 6a determines the overlapping level of LPBF products along with τ and was measured as approximately 0.11 µm. r value was measured as approximately 50 µm. Fine melt pools were provided which is generally an indication of good mechanical properties. The NA condition microstructure exhibited promising properties initially. The change in dendrite pattern from columnar to cellular in the microstructure is a result of overlapping. Columnar dendrites are observed more in the melt pool boundaries because of the decreased cooling rate further away from the laser spot as shown in Fig. 6c and d. The transition in the melt pools causes a microsegregation which should be overcome by heat treatment.

SEM image of as-manufactured LPBF Inconel 718 a in the build direction, b in the scanning direction; the OM image of as-manufactured LPBF Inconel 718 c in the build direction, d in the scanning direction
The microstructure of the CA condition presents customary coaxial–quadrilateral grains with annealing twins as shown in Fig. 7a. Such a microstructure of Inconel 718 was deeply studied by many researchers [2, 3, 42,43,44,45,46]. It includes γ-γ'-γ'' austenitic phases, MC-type carbides and variable intermetallic phases such as the needlelike δ-Ni3Nb. The brighter irregular grains between coaxial grains were detected. These grains were surrounded by brighter needlelike precipitations which are predicted as δ-Ni3Nb due to their shapes and placement on the grain boundaries as shown in Fig. 7a. δ-Ni3Nb is considered as a detrimental phase. It depletes Ni–Nb content and minimizes the ratio of austenitic phases, especially γ''-Ni3Nb. In addition, it acts as stress centers because of its needle-shape according to many researchers [2, 5, 32, 47]. However, Gao et al. [48] claimed δ-Ni3Nb restricts excessive grain growth by surrounding grains and increases the strength when they formed in stick form. Figure 7b presents all the phases mentioned above. The brighter irregular grains were captured with high resolution in Fig. 7c. The grains included cubic precipitations and were surrounded by lens-shaped phases as shown in Fig. 1b. These two phases were measured on a nanoscale and predicted as γ'-γ''. The precipitating of austenitic γ'-γ'' phases on the γ matrix is the primer hardening mechanism also providing high-temperature strength. As a secondary hardening, MC-type carbides were embedded in the γ matrix and grain boundaries. Due to the segregation of refractory elements, hard MC-type carbides precipitate and increase strength by inhibiting dislocation motion [19, 27, 30, 49]. The carbides can be seen as fine precipitates homogeneously distributed throughout the microstructure in Fig. 7a and b. The annealing twins were observed in all aging conditions except SA as expected.

SEM image of a the CA microstructure; the zoomed brighter regions (500x), b the phases and regions detected in the CA microstructure (2500x), c γ'-γ'' austenitic phases on nanoscale, d FCA microstructure; dissolution of bright grains, spherical and different types of precipitates (500x), e overview of the OA condition, numerous and various precipitates, f overview of the SA condition; melt pools and coaxial–quadrilateral grains together
The brighter grains were dissolved in the matrix homogeneously in the FCA condition as shown in Fig. 7d. The spherical particles were detected and measured as approximately 10 µm. Ducki [49] identified the spherical particles as TiC. An increased dislocation density around the TiC particles was detected in the microstructure of A-286-type Fe–Ni superalloy. De Bartolomei et al. [19] noted the MC-type carbides such as TiC and NbC trigger abrasive wear mechanisms on Inconel 718 due to their high hardness and thermal conductivity. Natarajan et al. [27] detected debris of the Inconel 718 workpiece on the tool, as evidence of abrasive wear due to the rigid character of TiC and NbC carbides. The precipitates formed on the FCA condition sample were exhibited as shown in Fig. 7d. The precipitates were more numerous and varied when compared to the CA microstructure. In addition, the needlelike δ-Ni3Nb phase precipitates formed at the grain boundaries were in fewer ratios in the FCA condition. Furnace control during cooling in the FCA condition provided the time for forming of different precipitations. Because of the rapid cooling at homogenization and solutioning stages, it was not possible in the CA condition. The microstructure of the OA condition is evidence of this fact as shown in Fig. 7e. The matrix was full of precipitates on various sizes and shapes. The OA condition provided adequate time for many precipitations to form. They can only be identified by EDS and XRD. The SA condition had a mixed morphology of microstructure. It contained melt pools and coaxial–quadrilateral grains together as shown in Fig. 7f. Although the literal formation of austenitic phases (γ-γ'-γ'') was not expected as the homogenization step was passed in the SA condition, the microstructure had similarities with the CA and FCA conditions shown in Fig. 7a and b. The first step of aging, at 720 °C for 8 h, can provide a certain amount of γ'' phase. The coaxial–quadrilateral grains of the SA condition sample were finer compared to all conditions. For this reason, the SA microstructure promised the highest hardness scores among all conditions. However, the desired distribution and ratio of transition austenitic phases (γ'/γ''), which are crucial in the mechanical properties, may not be controlled accurately by the SA condition. One of the beneficial consequences of the aging of the AM parts is the elimination of dendrite segregation caused by the cooling gradient. All aging conditions in this work provided refined microstructure, γ-γ'-γ'' formation and the various precipitates. The customary melting pools formed by LPBF were resolved into the regular coaxial–quadrilateral grains. The resolving was partially succeeded in the SA condition.
3.3 Microhardness Measurements
The Vickers microhardness scores are illustrated in Fig. 8. The scores were higher in SD as expected. Building direction and angle affect the mechanical properties of AM parts such as hardness and strength. Many researchers [19, 25, 29, 50,51,52,53] confirmed that this phenomenon is associated with the anisotropic mechanical behavior between different crystal directions of AM Inconel 718 parts. AM-manufactured Inconel 718 single-crystal tribune blades can reach excellent creep properties by utilizing this anisotropy owing to building in the appropriate BD and manufacturing the preferential <001> crystal orientation. The hardness scores showed an increasing trend in the CA-FCA-OA-SA conditions, respectively, and the precipitates varied and multiplied as shown in Fig. 7a, d, e and f. The aging heat treatments resulted in a dramatic increase in hardness compared to the NA condition. As Inconel 718 is a typical precipitation hardening superalloy, its maximum hardness is achieved by aging. A cascading increase in hardness scores between CA-FCA-OA-SA conditions was detected. It was predicted that the variable amounts and chemical compositions of the precipitates embedded in the matrices were responsible for the enhancement in hardness. On the other hand, the austenitic transition phases with variable ratios could be the cause. The highest hardness scores were obtained in the SA condition. Hardness was increased by approximately %50 compared to the NA condition. The finer grains formed by the SA condition compared to the other conditions are previously shown in Fig. 7f. The hardness enhancement on the SA condition can be explained by the Hall–Petch approach. Nevertheless, it was predicted that a certain amount of austenitic transition phases (γ', γ'') would be formed in the matrix. Vickers microhardness and tensile tests were carried out on wrought Inconel 718 in the Master thesis [54] of the corresponding author for this work. The microhardness scores of the SA condition were %8–10 higher than the CA condition, while the difference was approximately 5% in the tensile strength. Agilan et al. [55] detected the hardness was more increased by SA than CA, in the article related to fusion welding of Haynes 214 nickel-based superalloy. Unfortunately, the %elongation was dramatically decreased by SA. The FCA condition provided %6–8 higher microhardness scores than the CA condition. This was noted as a remarkable result, although the cooling rate in the FCA condition was lower. Traditionally, rapid cooling results in higher final hardness, but this exception can be explicated by the formation of various precipitates exhibited in Fig. 7d. The CA and FCA conditions differ only in the cooling rate as shown in Table 4. The sum of Nb ratio is selectively divided by γ''-Ni3Nb and δ-Ni3Nb phases, regarding with the cooling rate. Quenching provides rapid cooling, and γ''-Ni3Nb is more prone to precipitation in this state. Nevertheless, a certain amount of needle-shaped δ-Ni3Nb phase is formed in the matrix. The needlelike precipitates are not desired in the matrix, as they act as stress centers and cause a strength decrease. Lower cooling rates trigger rodlike δ-Ni3Nb formation. It strengthens grain boundaries and enhances the mechanical properties by interrupting dislocation motion. However, this phenomenon will be discussed with the data provided by the EDS and XRD analyses in Sects. 3.6 and 3.7. Kuo et al. [43] detected δ-Ni3Nb precipitation on the grain boundaries of fractured Inconel 718 creep samples. They showed that the grain boundary strength increased in the OA condition compared to the CA condition due to the bidirectional precipitation of δ-Ni3Nb.

Vickers microhardness scores
3.4 Wear Tests
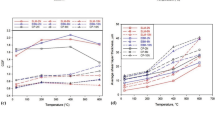
The CoF–distance and the average CoF (Av-CoF) curves at room temperature and 400 °C are demonstrated in Figs. 9a, b and 10. The CoF values obtained at room temperature were between 0.4 and 0.7. The customary linearly increasing triage sections (TS) were observed in the first 50 m of the CoF curves for all conditions. The CoF values in the TS have been extracted from the graphs to simply focus on the correct wear section and eliminate its effect on the Av-CoF. The next 50 m of the CoF curves obtained at room temperature exhibited an increasing trend. This section of the curves occurred, as the strain-hardening mechanism was dominant. This zone is marked with a dashed circle in Fig. 9a. The maximum CoF values for all conditions were obtained in this section because of the strain hardening due to plastic deformation. The curves presented CoF values consistent with the hardness results. Two sets of trends were observed in the CoF curves. The first trend was increasing for the first 100 m, constant for the next 300 m and increasing again for the last 100 m. The CoF curves of the SA, OA and FCA conditions exhibited this trend. The CoF curves of the CA and NA conditions had the same trend up to the last 100 m of the wear test. A decrease in the CoF curve for these two conditions was detected in the last 100 m. The friction surface of the Si3N4 ball with the workpiece was enlarged, as the wear depth increased rapidly. In such a situation, the force applied to the workpiece is less on the lateral surfaces of the ball than on the bottom. Consequently, it was estimated that the rapidly increasing wear depth was responsible for the decreasing section of the CoF curve in the NA and CA conditions. This wear depth-related approach will be discussed in detail in Sect. 3.5.1. Parida and Maity [16] published a detailed article on the hot machining of Inconel 718 using finite element analysis. They indicated that obtaining the parameters can be time-consuming and experimentally challenging. In addition, the article did not provide information on the CoF scores. The dramatic changes in the CoF curves could only be obtained by a ball-on-disk test and with a beyond-harder (Si3N4) ball as used in the present work. A machining application or the pin-on-disk test could not provide a changing regime of CoF scores due to the rapidly increasing weight loss and high plastic deformation rate. The changes in the CoF curves are indicated by arrows in Fig. 9a and b. The SA condition achieved the highest CoF scores for room temperature tests, just above the 0.65 level. Karabulut et al. [24] obtained CoF scores between 0.4 and 0.5 for wrought and AM samples under aged conditions. The SA, OA and FCA conditions resulted in higher scores level at least %40 in the present work. Liu et al. [56] confirmed that the SA condition of wrought Inconel 718 has excellent wear resistance due to its advanced hardness and strength. Zhao et al. [57] detected that the Av-CoF values for LPBF Inconel 718 were maximum on the sample that was solutioned at 980 °C without prior homogenization, corresponding to the SA condition in our study. The microstructural observations and Vickers microhardness tests indicated the signs of advanced wear resistance provided by the SA condition before the wear tests.

Change of CoF with distance a at room temperature, b at 400 °C

Av-CoF scores at room temperature and 400 °C
The wear tests operated at 400 °C served CoF values between 0.3 and 0.5. The TS section was extracted from the data set as shown in Fig. 9a. The Av-CoF scores obtained were lower than those obtained at room temperature as expected. The decrease was at a level of approximately 50%. The curves were more stable when compared to the curves obtained at room temperature. This was a sign of smoother deformation. The CoF curve of the SA condition had a superior trend and only exhibited a slight decrease in the second section of the wear distance. The CoF curve of the OA condition closely followed that of the SA condition up to the last section of the wear distance. In the last section of the wear distance, a dramatic decrease in the CoF values was observed for all conditions except SA. The time spent throughout the wear test could lead to softening due to the heat set before the test and caused by friction between the Si3N4 ball and the samples. This zone is marked as the “anneal softening zone” in Fig. 9b.
Joshy and Kuriachen [32] obtained the Av-CoF score of 0.3 in the wear test operated at 400 °C as in the present work. The FCA condition outperformed the CA condition in terms of wear resistance, even at room and high temperatures. Information on the wear characteristics of the OA condition is limited in the literature because its rigid character prevents its use in applications requiring high strength and ductility together. In the present work, the OA condition samples served wear resistance better than the CA and FCA conditions. The wear tests proved that the SA condition exhibited excellent wear resistance. The Av-CoF score of the SA condition sample obtained at 400 °C (0.44) was close to the Av-CoF score of the NA condition sample obtained at room temperature (0.46). The increase in the CoF scores of the SA condition was considerable. However, the CoF values were consistent with each other, microstructure observations and the hardness scores.
3.5 Worn Surface Observations
3.5.1 Wear Trace Widths
In this work, a 5-mm-diameter Si3N4 ball was used to wear the surfaces of the samples, producing a conventional wear trace. The width of the wear trace gives information about the wear depth, which is an indicator of the wear rate. It was not possible to measure the depth of the wear trace, but the width of the wear traces could be measured. Theoretically, a narrow wear trace is a result of a lower wear depth due to the ball geometry. In this section, it has been assumed that the depth and width of the wear traces were directly proportional. The wear trace widths of all aging conditions were measured on SEM. The average wear trace width information for each condition is given in Table 5. The room and high-temperature wear traces of the worn samples are illustrated in Figs. 11 and 12, respectively.

Wear trace widths of a NA, b CA, c FCA, d OA and e SA at room temperature

Wear trace widths of a NA, b CA, c FCA, d OA and e SA at 400 °C
The worn surfaces of the high-temperature samples were wider as expected, due to the softening of the matrix. The NA condition sample was the most worn at both room and high temperature. Liu et al. [56] reported that the wear depth at room temperature was reduced by CA compared to wrought NA and AM direct aged conditions. In the present work, the wear trace of the NA sample worn at room temperature was approximately three times wider than that of the CA condition. The NA condition presented a combination of diffusion and adhesive wear mechanisms. After aging, the abrasive wear mechanism started to emerge as detailed in Sect. 3.5.2. Zhao et al. [57] attributed this decrease in wear rate after aging to new phases pinning at the grain boundaries. A reduction in the wear rate is desirable to improve wear resistance. However, the wear rate should not remain below a certain level as the machining is a challenging problem for Inconel 718. Some abrasive wear is preferred, as it involves the removal of particles from the surface. Adhesive wear mechanism results in self-bonding and to the tool, making it difficult to accurately consider wear characteristics by weight loss. The wear trace width measurement approach in this paper has provided a remarkable method for determining the wear rate level of Inconel 718. The reduced wear trace widths resulting from various aging processes indicate a decreasing wear rate. Although CA is a recognized heat treatment to provide high-temperature strength for Inconel 718, the wear trace widths of the NA and CA high-temperature samples were remarkably close. Joshy and Kuriachen [32] confirmed that the lowest CoF score was obtained from wear tests on LPBF-CA Inconel 718 samples performed at 400 °C, after tests at increasing temperatures between 100 and 600 °C. The FCA condition sample had a wear trace approximately two times narrower compared to the CA condition, after the wear tests conducted at 400 °C. The wear trace widths of EA and SA condition samples were narrower. However, the SA condition sample had the narrowest wear trace.
3.5.2 The Wear Characteristics and Mechanisms
This section first discusses the worn surface microstructures obtained from room temperature wear tests. In general, the samples exhibited good machinability properties with no grooves or cracks. The dramatic changes in the wear trace widths indicated that the wear mechanisms varied. However, one of them was always dominant. The surfaces worn at room temperature presented the customary plastic deformation pattern. The Inconel 718 matrix before aging is prone to deform plastically through the adhesive wear mechanism. In advanced stages of adhesion, the bonding induces diffusion on the matrix. Diffusion wear is distinguished by a characteristic flaky morphology on the surface. Liu et al. [56] noted that fatigue cracks were observed on the matrix as a result of the plastic deformation mentioned above. This flaky morphology was widespread on the surface of the NA condition sample as shown in Fig. 13. The rest of the wear trace had a smooth morphology as a sign of adhesive wear.

Worn surface morphology of NA condition obtained after room temperature wear test
The flaky regions in the worn surface of the NA condition sample pointed out that the diffusion wear mechanism was being driven. Periane et al. [27] investigated the wear mechanism using SEM images of the tool after machining on NA LPBF and wrought Inconel 718 samples. The cutting edge was covered by Inconel 718 matrix by adhesion of workpiece material. Parida and Maity [14] also confirmed that a mixture of adhesive and diffusion wear mechanisms predominated in the hot working of NA Inconel 718. The worn surfaces of the CA and FCA condition samples included the flaky regions but in limited regions and rarely. The shear bands in the CA and FCA condition samples are presented in Fig. 14a and b. The shear bands lined up in rows settled instead of the flaky regions were an indication of changing the wear type. The surviving flaky regions were restricted between the shear bands. Holland et al. [28] characterized the shear bands of aged LPBF Inconel 718 samples by atomic force microscopy (AFM). The shapes and sizes of the precipitates in the shear bands captured by AFM showed that they resembled the strengthening γ'/γ'' phases. The worn surfaces of the CA and FCA condition samples were considerably rough with evidence of observed granular wear debris conversely to the smooth worn surface of the NA sample. After the CA and FCA processes, the abrasive wear mechanism was dominant. The increase in the CoF values presented in Figs. 9 and 10 should be explained by this change in the wear mechanism. However, a certain amount of adhesive wear and albeit limited diffusion wear mechanism survived. Although identifying such a mixed wear mechanism is not possible, the fact is that the machining ability of the samples and wear resistance was enhanced.

Worn surfaces of a CA condition and b FCA condition obtained after room temperature wear test
Abrasive wear became dominant as hardness increased. The increase in the hardness between the NA and aged conditions is shown in Fig. 8. However, the shear bands observed in Fig. 14 indicated the presence of plastic deformation even if it is not the main wear mechanism. Jia and Gu [23] mentioned this metal debris occurrence on the worn surface. The hardening of the matrix as a result of rapid cooling caused by the increase in energy density increased the wear debris in their work. The worn surfaces of OA and SA were full of wear debris without flaky regions or shear bands. The advanced hardness of these specimens caused the abrasive wear mechanism to dominate solo.
The worn surfaces of the NA and CA samples obtained from the 400 °C wear tests were smooth. Elevating temperature resulted in the softening of the matrix, illustrated in the CoF–distance graph in Fig. 9 a, representing the adhesive wear. Adhesive wear conditions also apply to a considerable extent to the wear surface of the FCA sample. However, the rigidly fractured regions that occurred around the hard particles of the FCA surface are shown in Fig. 15. In addition, the rake pattern is visible around these regions. The FCA sample exhibited slightly better performance than the CA sample at the 400 °C wear test as shown in Fig. 10. Liu et al. [56] noted that the decrease in the Laves phase ratio by CA causes lower CoF scores.

FCA sample worn surface after wear test at 400 °C
The mixed mechanism of adhesive and abrasive wear observed on the worn surface of the FCA sample is desirable in terms of wear characteristics. The predominance of adhesive wear was already expected at a temperature of 400 °C. The FCA condition sample has served advanced wear performance when compared to the CA condition sample. For good machinability, a certain amount of abrasive wear, although limited, is appropriate. The worn surface of the OA condition sample showed similarities with the FCA condition sample. However, areas of wear debris were observed on the rough surface to be present as shown in Fig. 16a. Shear bands were visible as proof of limited plastic deformation in the regions not covered by wear debris. Plate-shaped massive wear debris was also observed, indicating cleavage fracture. In an early and widely recommended overview by Suh [58], the plate-shaped wear debris was found to deform in the opposite wear direction as shown in Fig. 16a. The worn surface of the SA condition sample was completely covered by wear debris, and only the fractured regions were visible in the rest of the wear trace. In addition, no shear bands were detected. This evidence indicated that the abrasive wear condition was totally driven. The predominance of abrasive wear even at 400 °C was an indication that the wear resistance has been considerably enhanced in the SA condition sample. The SA worn surface obtained after the 400 °C wear test is illustrated in Fig. 16b.

Worn surface of a OA sample and b SA sample after wear test at 400 °C
3.6 XRD Analyses
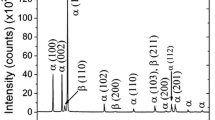
The XRD patterns of all conditions are presented in Fig. 17. The XRD characterization was conducted prior to the wear tests. The high-temperature wear test did not lead to any phase transitions, as the test temperature was carefully selected. The XRD patterns displayed in Fig. 17 exhibited recognized characteristic peaks of Inconel 718 except for the one obtained at about 2Ɵ = 65°. This peak was received from the base material (BM) to which the samples were fixed. It was ignored when considering the XRD data in this section. The peaks of the MC-type carbides and δ-Ni3Nb phase were rare due to the low volume fraction in the alloy. However, the peak received at about 2Ɵ = 38° was shared by MC-type carbides and the δ-Ni3Nb phase. The intensity of this peak was highest in the FCA condition. Because of the slower cooling in the FCA condition compared to the remainders, the increase in the δ-phase ratio was an expected phenomenon. The total intensity of the δ-Ni3Nb phase was minimized in the CA condition owing to homogenizing at 1150 °C for an hour followed by quenching. Cao et al. [59] indicated that the volume fraction of the δ-Ni3Nb phase decreased by the homogenization temperature above 1000 °C. The OA condition served a similar pattern to the FCA condition due to the excess holding time, but with lower intensities. All possible peaks of the γ-matrix were obtained in the FCA and OA conditions. Xu et al. [60] obtained γ-matrix peaks at about 2Ɵ = 44° and 90° as in the present work. The peak received from the γ-matrix at about 2Ɵ = 44° was separated into the δ and γ'' phases in the FCA and OA conditions. The peak was mostly received from the δ-phase in the OA condition due to the frequent distribution of the needlelike precipitates as shown in Fig. 12. However, the total intensity of these adjacent peaks was maximal in the FCA condition. In contrast to the other conditions, a peak of the γ and γ'' phases was detected at about 2Ɵ = 50° in the FCA and OA conditions. The enhancement in the high-temperature wear resistance in the FCA and EA conditions compared to the CA condition was probably related to the increasing volume fraction of the γ'' phase. The intensity of this peak was stronger in the FCA sample pattern compared to the OA condition. On the other hand, the peak received from the γ-matrix at about 2Ɵ = 78° in these two conditions caused a relative decrease in the total volume fraction of the γ'' phase, compared to the SA condition. Several researchers [28, 43, 51, 53, 61] reported the γ'' phase was the main contributor to the high-temperature strength of Inconel 718. The total intensity of the γ''-phase peaks was stronger in the SA condition compared to the others. This was consistent with the outputs of the wear tests performed at both room temperature and high temperature. While the FCA and OA conditions were competitors of the SA condition for the wear tests performed at room temperature, the SA condition was unrivaled in the high-temperature wear tests as shown in Figs. 16 and 17. The signs of the abrasive wear mechanism even at high temperatures observed in Fig. 17 were mainly related to the enhanced volume fraction of the γ''-phase in the SA condition sample. The peaks received between 2Ɵ = 70° and 2Ɵ = 100° were indicative of the adequate formation of the austenitic phases (γ, γ', γ''). Similar XRD patterns have been obtained by previous researchers [28, 32, 51, 60, 62] studying the aging of Inconel 718 produced by various AM techniques. The formation regions and shapes of the precipitates affect the mechanical properties of Inconel 718 in different ways. From this perspective, the precipitates formed in the microstructure were identified by EDS in Sect. 3.7.

XRD patterns of the a NA, b CA, c FCA, d OA and e SA conditions
3.7 EDS Analyses
The considerable EDS information on the spectrum, the spot of analysis and the elemental composition are exhibited in Fig. 18. The EDS analyses carried out before the wear test, because after the wear tests, the entire surface was covered by the γ-matrix. The elemental composition obtained in the interdendritic region of the NA condition matrix was coherent with the customary Inconel 718 content as given in Table 1. The XRD spectrum of the NA condition served a certain amount of C, even if it was minimal as shown in Fig. 18a. The LPBF process resulted in the precipitation of carbides in the matrix due to the rapid cooling. Chang [47] pointed out that the presence of the fine carbides in the grain boundaries enhances the stress–rupture properties of Inconel 718. The same contribution was obtained from the δ-Ni3Nb precipitates in the FCA condition. The EDS data obtained by δ-Ni3Nb precipitates in the CA and FCA conditions are given in Fig. 18b and c, respectively. The finer and rodlike δ-Ni3Nb precipitates were detected in the grain boundaries of the FCA condition in contrast to the prolonged and needlelike δ-Ni3Nb precipitates that were observed in the grain boundaries of the CA condition. It was predicted that the superiority of the FCA condition over the CA condition on high-temperature wear resistance was mainly related to this. Teng et al. [51] confirmed that these rodlike fine precipitates belong to the δ-Ni3Nb phase. The fractions of C required for carbide formation and of Ni mandatory for the occurrence of austenitic transition phases increased in the FCA condition. The Ni fraction was lower which is required for the high-temperature strength providing γ''-Ni3Nb phase in the CA condition compared to the FCA condition. The Ni content was found to be depleted by the δ-Ni3Nb phase in the CA condition. In addition, the higher C content detected in the FCA condition was indicative of an increase in the fraction of MC-type carbides. The EDS data of the SA condition obtained from the matrix are shown in Fig. 18d. The dramatic increase in C and Nb content was considerable. The data confirmed the XRD analysis data obtained in the SA condition. The highest MC-type carbide and γ''-Ni3Nb phase fractions were recorded in this condition, explaining its superior wear performance. One of the various MC-type carbides, a TiC precipitate is shown in Fig. 18e.

EDS data of a the NA matrix, b a needlelike δ-Ni3Nb precipitate embedded in the CA condition grain boundary, c a rodlike δ-Ni3Nb precipitate embedded in the FCA condition grain boundary, d the SA matrix and e a TiC precipitate in the SA condition grain
4 Conclusions
This work reveals the room and high-temperature wear behavior of Inconel 718 LPBF-manufactured samples under probable aging conditions. The following conclusions should be emphasized:
-
The LPBF samples and the gas-atomized Inconel 718 powders utilized for the manufacturing of these samples exhibited excellent performance. The appropriate chemical content, spherical geometry and the fine average particle size of the Inconel 718 powders let the production of the LPBF samples with the desired mechanical properties and microstructure. The achieved relative densities of over 99% proved the harmony between the powders and the manufacturing parameters recommended by EOS.
-
The FCA condition served more numerous and distributed precipitates compared to the CA condition. The δ-Ni3Nb precipitates forming at the grain boundaries that decrease strength dispersed into the matrix in the FCA condition. The undesirable needlelike δ-Ni3Nb precipitates formed in the CA condition transformed into the preferred rodlike shape in the FCA condition.
-
The Vickers microhardness scores indicated that the SA condition resulted in an approximately 50% increase in hardness compared to the NA condition. This increase in hardness can be attributed to the mixed microstructure, consisting of fine coaxial–quadrilateral grains in the melt pools. The maximum hardness of Inconel 718 was achieved in the SA condition.
-
The SA, OA and FCA conditions served excellent wear resistance in the wear tests operated at room temperature. The Av-CoF values obtained, more than 0.60, were considerable. The SA condition exhibited unattainable wear resistance in the high-temperature wear test. The CoF curve of the SA condition was superbly stable through the wear distance. The wear resistance of the FCA condition developed for this work was superior to the CA condition in both the room and high-temperature tests.
-
The wear trace widths were significantly reduced after the aging processes, at both room and high temperature. The wear trace widths of aged conditions after high-temperature wear tests were approximately two times wider compared to the wear trace widths measured after room temperature wear tests.
-
After aging, the diffusion wear mechanism was substantially replaced by the abrasive wear mechanism. Signs of the adhesive wear mechanism were observed in the microstructures of all aging conditions except the SA condition.
-
The excess holding time in the OA condition and the controlled cooling in the FCA condition provided the literally γ-γ'-γ'' formation. However, the volume fractions of the δ-Ni3Nb phase increased in these two conditions. The total intensity of the γ'' phase, the high-temperature strength serving, was highest in the SA condition pattern of all conditions. The EDS data relieved that the increasing C, Ni and Nb content in the various conditions enhanced the wear performance.
References
Zwilsky, K.M.; Langer, E.L.: ASM Metals Handbook, vol. 1. (1990). https://doi.org/10.1016/S0026-0576(03)90166-8
Reed, R.C.: The Superalloys Fundamentals and Applications. Cambridge University Press, New York (2006)
Bhadesh, H.K.D.H.: Nickel based superalloys 1–9 (2018).
Azadian, S.: Aspects of Precipitation in Alloy Inconel 718. Luleå University of Technology, (2004).
Mignanelli, P.M.; Jones, N.G.; Pickering, E.J.; Messé, O.M.D.M.; Rae, C.M.F.; Hardy, M.C., et al.: Gamma-gamma prime-gamma double prime dual-superlattice superalloys. Scr. Mater. 136, 136–140 (2017). https://doi.org/10.1016/j.scriptamat.2017.04.029
Wu, Y.; Li, C.; Li, Y.; Wu, J.; Xia, X.; Liu, Y.: Effects of heat treatment on the microstructure and mechanical properties of Ni3Al-based superalloys: a review. Int. J. Miner. Metall. Mater. 28, 553–566 (2021). https://doi.org/10.1007/s12613-020-2177-y
Leroy, D.; Siewert, T.; Liu, S.; Edwards, G.R.: ASM Handbook, Vol. 6, Welding, Brazing, and Soldering. (1993). https://doi.org/10.2134/jeq2003.8650
Wilson, B.C.; Hickman, J.A.; Fuchs, G.E.: The effect of solution heat treatment on a single-crystal Ni-based superalloy. J. Miner 55, 35–40 (2003). https://doi.org/10.1007/s11837-003-0158-z
Chen, Y.C.; Liao, Y.S.: Study on wear mechanisms in drilling of Inconel 718 superalloy. J. Mater. Process. Technol. 140, 269–273 (2003). https://doi.org/10.1016/S0924-0136(03)00792-1
Sharman, A.R.C.; Hughes, J.I.; Ridgway, K.: The effect of tool nose radius on surface integrity and residual stresses when turning Inconel 718™. J. Mater. Process. Technol. 216, 123–132 (2015). https://doi.org/10.1016/j.jmatprotec.2014.09.002
Parida, A.K.; Maity, K.: Numerical and experimental analysis of specific cutting energy in hot turning of Inconel 718. Meas. J. Int. Meas. Confed. 133, 361–369 (2019). https://doi.org/10.1016/j.measurement.2018.10.033
Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L.: Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 30, 1718–1725 (2009). https://doi.org/10.1016/j.matdes.2008.07.011
Devillez, A.; Le Coz, G.; Dominiak, S.; Dudzinski, D.: Dry machining of Inconel 718, workpiece surface integrity. J. Mater. Process. Technol. 211, 1590–1598 (2011). https://doi.org/10.1016/j.jmatprotec.2011.04.011
Parida, A.K.; Maity, K.: Comparison the machinability of Inconel 718, Inconel 625 and Monel 400 in hot turning operation. Eng. Sci. Technol. Int. J. 21, 364–370 (2018). https://doi.org/10.1016/j.jestch.2018.03.018
Liu, Y.; Sun, S.; Wang, J.; Ouyang, W.; Xu, J.; Sheng, L., et al.: Tribological behaviors of LDED Inconel 718 samples polished with a hybrid laser polishing technique. J. Mater. Res. Technol. 25, 633–646 (2023). https://doi.org/10.1016/j.jmrt.2023.05.230
Parida, A.K.; Maity, K.: Effect of nose radius on forces, and process parameters in hot machining of Inconel 718 using finite element analysis. Eng. Sci. Technol. Int. J. 20, 687–693 (2017). https://doi.org/10.1016/j.jestch.2016.10.006
Zhu, D.; Zhang, X.; Ding, H.: Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf 64, 60–77 (2013). https://doi.org/10.1016/j.ijmachtools.2012.08.001
Choudhury, I.A.; El-Baradie, M.A.: Machinability of nickel-base super alloys: a general review. J. Mater. Process. Technol. 300, 278–284 (1998). https://doi.org/10.1016/s0924-0136(97)00429-9
De Bartolomeis, A.; Newman, S.T.; Jawahir, I.S.; Biermann, D.; Shokrani, A.: Future research directions in the machining of Inconel 718. J. Mater. Process. Technol. (2021). https://doi.org/10.1016/j.jmatprotec.2021.117260
Parida, A.K.: Analysis of chip geometry in hot machining of inconel 718 alloy. Iran J. Sci. Technol. Trans. Mech. Eng. 43, 155–164 (2019). https://doi.org/10.1007/s40997-018-0146-0
Thellaputta, G.R.; Chandra, P.S.; Rao, C.S.P.: Machinability of nickel based superalloys: a review. Mater. Today Proc. 4, 3712–3721 (2017)
Natarajan, S.P.; Vaudreuil, S.; Chibane, H.; Morandeau, A.; Xavior, M.A.; Cormier, J., et al.: Influence of heat treatment on the tool life while machining SLM Inconel 718 with reference to C&W Inconel 718. J. Manuf. Process. 83, 192–202 (2022). https://doi.org/10.1016/j.jmapro.2022.08.054
Jia, Q.; Gu, D.: Selective laser melting additive manufacturing of Inconel 718 superalloy parts: densification, microstructure and properties. J. Alloys Compd. 585, 713–721 (2014). https://doi.org/10.1016/j.jallcom.2013.09.171
Karabulut, Y.; Tascioglu, E.; Kaynak, Y.: Heat treatment temperature-induced microstructure, microhardness and wear resistance of Inconel 718 produced by selective laser melting additive manufacturing. Optik (Stuttg) (2021). https://doi.org/10.1016/j.ijleo.2019.163907
Tel, C.; Sadiq, M.A.; Hoang, N.M.; Valencia, N.; Wayne, M.: Experimental study of micromilling selective laser melted Inconel Inconel Trade-off between used capacity and Costing models for capacity optimization in I. Procedia Manuf. 26, 983–992 (2018)
Periane, S.; Duchosal, A.; Vaudreuil, S.; Chibane, H.; Morandeau, A.; Xavior, M.A., et al.: Selection of machining condition on surface integrity of additive and conventional Inconel 718. Procedia CIRP 87, 333–338 (2020). https://doi.org/10.1016/j.procir.2020.02.092
Periane Natarajan, S.; Vaudreuil, S.; Chibane, H.; Morandeau, A.; Xavior, M.A.; Cormier, J., et al.: Tool life and surface integrity characteristics in milling of SLM and C&W inconel 718 in dry and MQL condition. Int. J. Adv. Manuf. Technol. 121, 647–659 (2022). https://doi.org/10.1007/s00170-022-09327-5
Holland, S.; Wang, X.; Chen, J.; Cai, W.; Yan, F.; Li, L.: Multiscale characterization of microstructures and mechanical properties of Inconel 718 fabricated by selective laser melting. J. Alloys Compd. 784, 182–194 (2019). https://doi.org/10.1016/j.jallcom.2018.12.380
Ji, H.; Gupta, M.K.; Song, Q.; Cai, W.; Zheng, T.; Zhao, Y., et al.: Microstructure and machinability evaluation in micro milling of selective laser melted Inconel 718 alloy. J. Mater. Res. Technol. 14, 348–362 (2021). https://doi.org/10.1016/j.jmrt.2021.06.081
Ni, M.; Chen, C.; Xu, R.; Hosseini, S.R.; Li, R.; Zhang, X.; Zhou, K.: Microstructure and mechanical properties of additive manufactured Inconel 718 alloy strengthened by oxide dispersion with 0.3 wt% Sc addition. J. Alloys Compd. (2022). https://doi.org/10.1016/j.jallcom.2022.165763
Nevcanoğlu, A.; Bozkurt, Y.; Salman, S.: The effect of TIG welding parameters and automatization for non-heat treated inconel 718 sheets. Arab. J. Sci. Eng. 46, 12613–12623 (2021). https://doi.org/10.1007/s13369-021-06000-z
Joshy, J.; Kuriachen, B.: Influence of heat-treatment and cryo-treatment on high temperature wear performance of LPBF Inconel 718. Wear (2023). https://doi.org/10.1016/j.wear.2023.204681
ASTM. ASTM B212–21 Standard Test Method for Apparent Density of Free-Flowing Metal Powders Using the Hall Flowmeter Funnel. ASTM Int 2021. https://www.astm.org/b0212-21.html
ASTM. ASTM B822–20 Standard Test Method for Particle Size Distribution of Metal Powders and Related Compounds by Light Scattering. ASTM Int 2020. https://www.astm.org/b0822-20.html
Serpil, K.: Inspection report of ınconel 718 powder. İzmir (2022).
Gibson, I.; Rosen, D.; Stucker, B.: Additive manufacturing technologies. (2015).
ASTM. ASTM E407–07(2015)e1 Standard Practice for Microetching Metals and Alloys. ASTM Int 2016. https://www.astm.org/e0407-07r15e01.html
ASTM. ASTM G99–17 Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM Int 2017. https://www.astm.org/g0099-17.html
Sanchez, S.; Peter Smith, Z.X.: Powder bed fusion of nickel-based superalloys: a review | Elsevier Enhanced Reader. Int. J. Mach. Tools Manuf 165, 1–77 (2021). https://doi.org/10.1016/j.ijmachtools.2021.103729
Tao, P.; Li, H.; Huang, B.; Hu, Q.; Gong, S.; Xu, Q.: The crystal growth, intercellular spacing and microsegregation of selective laser melted Inconel 718 superalloy. Vacuum 159, 382–390 (2019). https://doi.org/10.1016/j.vacuum.2018.10.074
Yap, C.Y.; Chua, C.K.; Dong, Z.L.: An effective analytical model of selective laser melting. Virtual. Phys. Prototyp. 11, 21–26 (2016). https://doi.org/10.1080/17452759.2015.1133217
Kracke, A.: Superalloys, the most successful alloy system of modern times-past, present, and future. In 7th Int Symp Superalloy 718 Deriv (2010). Pp. 13–50. https://doi.org/10.7449/2010/Superalloys_2010_13_50
Kuo, C.-M.; Yang, Y.-T.; Bor, H.-Y.; Wei, C.-N.; Tai, C.-C.: Aging effects on the microstructure and creep behavior of Inconel 718 superalloy. Mater. Sci. Eng. A 510–511, 289–294 (2009). https://doi.org/10.1016/J.MSEA.2008.04.097
Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T.: Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 639, 647–655 (2015). https://doi.org/10.1016/j.msea.2015.05.035
Cozar, R.; Pineau, A.: Morphology of y’ and y" precipitates and thermal stability of inconel 718 type alloys. Metall. Trans. 4, 47–59 (1973). https://doi.org/10.1007/BF02649604
Zhang, D.; Niu, W.; Cao, X.; Liu, Z.: Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A (2015). https://doi.org/10.1016/j.msea.2015.06.021
Chang, S.H.: In situ TEM observation of γ′, γ″ and δ precipitations on Inconel 718 superalloy through HIP treatment. J. Alloys Compd. 486, 716–721 (2009). https://doi.org/10.1016/j.jallcom.2009.07.046
Gao, Y.; Zhang, D.; Cao, M.; Chen, R.; Feng, Z.; Poprawe, R., et al.: Effect of δ phase on high temperature mechanical performances of Inconel 718 fabricated with SLM process. Mater. Sci. Eng. A (2019). https://doi.org/10.1016/j.msea.2019.138327
Ducki, K.J.: Analysis of the precipitation and growth processes of the ıntermetallic phases in an Fe-Ni superalloy. In: Aliofkhazraei, M. (Ed.) Superalloys, pp. 112–140. IntechOpen, Crotia (2015)
Siemiński, P.: Introduction to fused deposition modeling. Addit. Manuf. (2021). https://doi.org/10.1016/B978-0-12-818411-0.00008-2
Teng, Q.; Li, S.; Wei, Q.; Shi, Y.: Investigation on the influence of heat treatment on Inconel 718 fabricated by selective laser melting: microstructure and high temperature tensile property. J. Manuf. Process. 61, 35–45 (2021). https://doi.org/10.1016/j.jmapro.2020.11.002
Hackel, L.; Rankin, J.R.; Rubenchik, A.; King, W.E.; Matthews, M.: Laser peening: a tool for additive manufacturing post-processing. Addit. Manuf. 24, 67–75 (2018). https://doi.org/10.1016/j.addma.2018.09.013
Sun, S.H.; Koizumi, Y.; Saito, T.; Yamanaka, K.; Li, Y.P.; Cui, Y., et al.: Electron beam additive manufacturing of Inconel 718 alloy rods: impact of build direction on microstructure and high-temperature tensile properties. Addit. Manuf. 23, 457–470 (2018). https://doi.org/10.1016/j.addma.2018.08.017
Nevcanoğlu, A.; Salman, S.; Pazarlıoğlu, S.: Tıg kaynağı yöntemi ile birleştirilmiş ınconel 718 süper alaşım malzemenin kaynak sonrası özelliklerinin incelenmesi. (2019).
Agilan, M.; Venkateswaran, T.; Sivakumar, D.; Pant, B.: Effect of post weld heat treatment on mechanical properties and microstructure of nickel based super alloy welds. Adv. Mater. Res. 585, 435–439 (2012). https://doi.org/10.4028/www.scientific.net/amr.585.435
Liu, F.; Gao, J.; Liu, F.; Yang, X.; You, Q.; Huang, C.; Xiaoan, H.; Haizhong Zheng, X.L.: The anisotropic wear and friction property of Inconel 718 superalloy fabricated by laser directed energy deposition. Tribol. Int. (2023). https://doi.org/10.1016/j.triboint.2023.108835This
Zhao, Z.; Qu, H.; Bai, P.; Li, J.; Wu, L.; Huo, P.: Friction and wear behaviour of Inconel 718 alloy fabricated by selective laser melting after heat treatments. Philos. Mag. Lett. 98, 547–555 (2018). https://doi.org/10.1080/09500839.2019.1597991
Suh, N.P.: An overview of the delamination theory of wear. Wear 44, 1–16 (1977). https://doi.org/10.1016/0043-1648(77)90081-3
Cao, M.; Zhang, D.; Gao, Y.; Chen, R.; Huang, G.; Feng, Z., et al.: The effect of homogenization temperature on the microstructure and high temperature mechanical performance of SLM-fabricated IN718 alloy. Mater. Sci. Eng. A 801, 140427 (2021). https://doi.org/10.1016/j.msea.2020.140427
Ni, M.; Chen, C.; Xu, R.; Elmi Hosseini, S.R.; Li, R.; Zhang, X.; Zhou, K.: Microstructure and mechanical properties of additive manufactured Inconel 718 alloy strengthened by oxide dispersion with 0.3 wt% Sc addition. J. Alloys Compd. (2022). https://doi.org/10.1016/j.jallcom.2005.05.002
Tanner, D.W.J.: Life assessment of welded INCONEL 718 at high temperature 278 (2009).
Van, D.; Dinda, G.P.; Park, J.; Mazumder, J.; Lee, S.H.: Enhancing hardness of Inconel 718 deposits using the aging effects of cold metal transfer-based additive manufacturing. Mater. Sci. Eng. A 776, 139005 (2020). https://doi.org/10.1016/j.msea.2020.139005
Acknowledgements
The authors would like to thank: Sentes-BIR A.S. from İzmir / Türkiye for the manufacturing of the Inconel 718 powder and samples, Prof. Dr. Rıdvan YAMANOĞLU for the wear tests executed and Ass. Prof. Dr. Meral ÖZOMAY for the SEM images obtained.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nevcanoğlu, A., Aydemir, B. & Gülsoy, H. The Effect of Aging Heat Treatments on Room and High-Temperature Wear Performance of the Inconel 718™ Manufactured by Laser Powder Bed Fusion. Arab J Sci Eng (2024). https://doi.org/10.1007/s13369-024-09523-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13369-024-09523-3