
Abstract
In skin-pass rolling, which is the last stage of cold rolling, the roughness is transferred to the surface of sheet materials by means of specially roughened rolls. Sheet material becomes ready for use at the end of the skin-pass rolling process. In terms of dyeing and shaping capability of the material, the surface is desired to have an optimum roughness profile. In this study, HC420LA grade sheet material was used from HSLA (high strength low alloy) steels, which has been recently used in the automobile industry to reduce the weight of vehicles and fuel consumption due to its high strength feature. From the rolling parameters, the effects of reduction ratio, rolling speed, roll roughness, and lubricating condition on roughness transfer were investigated experimentally. It was observed that roughness transfer ratio increases as the reduction ratio increases. Roughness transfer ratio decreased as the roll roughness increased and when lubricant was used. In addition, there was no observed effect of the increase in the rolling speed on the roughness transfer ratio. With the use of lubricant, a more homogeneous roughness distribution was obtained compared to the dry conditions. It was concluded that increasing the reduction ratio, roll roughness, and rolling speed disrupted the homogeneous roughness distribution.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The most important challenges in the automotive industry at the present time are the fuel consumption reduction and CO2 emissions. Achieving these goals can only be reached by reducing the weight of the vehicle [1]. In order to reduce the weight of the vehicle, high strength steels or light materials are mostly used [2, 3]. In parallel with this purpose, HSLA (high strength low alloy) steel sheet materials are used extensively in automobile construction [4].
The surfaces of sheet materials used in the automotive industry is desired to have an optimum level of roughness in terms of painting and shaping ability. With the excessive roughness of the surface, the painting ability improves, but the shaping ability is negatively affected [5,6,7]. The roughness profile on the surfaces of sheet materials is provided by the skin-pass rolling method, which is the last step of the cold rolling process [8]. In this method, the rolls are roughened with special methods (e.g. electro discharged texture, shot blast texture, laser texture, electron beam texture, electro-chrome deposition) [9, 10]. With the skin-pass rolling process, the peaks and valleys on the surface of the rolls with a special roughness profile form valleys and peaks, respectively, on the sheet material. Thus, the sheet material surface gains a roughness profile [11, 12]. The obtained sheet material is used as a final product in many industries, especially in the automotive industry.
Roughness transfer in skin-pass rolling is affected by many rolling parameters. Studies examining the effects of these rolling parameters on roughness transfer have increased in recent years. Pawelski et al. showed that the rolling elongation was a function of the reduction ratio and determined that the roughness transfer to the sheet material surface increased with increase in the rolling elongation. Also, they determined that the roughness transfer ratio was higher than the LT (Laser Texturing) method in the skin-pass rolling performed with roughened rolls with the EDT (Electro Discharge Texturing) method [13]. Simao et al. determined that as the rolling speed increases, the surface roughness increases up to a certain rolling speed and then stabilizes [14]. Ma et al. showed that the roughness of the material increases with the increase in the rolling speed. They also stated that the surface roughness mostly increases with the increase in reduction ratio [15]. Asgari et al. investigated the effect of force changes on surface texture in hot-dip galvanized steels and concluded that the increased rolling force increases the surface roughness [16]. Nagase et al. determined that using water-soluble lubricant in the skin-pass rolling of high carbon steels provides more roughness transfer than dry and mineral lubricants. Also, they found that the skin-pass rolling of low carbon steels with water-soluble lubricant and dry conditions provides equivalent roughness transfer, while lower roughness transfer was achieved with the mineral lubricants [17]. Kijima investigated the effect of lubrication on elongation and roughness transfer in skin-pass rolling and confirmed the relationship between lubrication behaviour and roll radius by experimental rolling tests [18, 19]. Wu et al. stated that the surface texture of a roll can be transferred to the strip by rolling and determined that the roughness transfer increases as a result of the increase in the reduction ratio. They also found that an increase in reduction ratio increases rolling force [20]. Çolak and Kurgan concluded that each parameter that increases rolling force increases roughness transfer. They showed that lubricated skin-pass rolling, compared to dry rolling, provides decreased roughness of the material surface, and also a more uniform roughness distribution [21]. Wu et al. concluded that the effect of rolling speed on roughness transfer is negligible compared to the reduction ratio [22]. Rodriguez-Vidal et al. determined that the mechanical properties of metal sheets significantly affect the roughness transfer ability [23]. Mekicha et al. reported that the most important parameter affecting the surface quality of sheet materials is thickness reduction ratio. They also concluded that the rolling speed has little effect on the surface quality [24]. Surveying the literature shows that there are no published investigations on the roughness transfer of HSLA materials by skin-pass rolling. Also, it is seen that there is a big gap in the studies that investigate whether the roughness profile obtained in the sheet material exhibits a homogeneous distribution.
In this study, HC420LA grade sheet material was used from HSLA steels, which has been used in the automobile industry to reduce the weight of vehicles and fuel consumption due to its high strength feature, in recent years. From the rolling parameters, the effects of reduction ratio, rolling speed, roll roughness, and lubricating condition on roughness transfer were investigated experimentally. This study is important because of the necessity of the standard roughness in automotive sheets for painting and shaping ability, and the investigation of the effect of rolling parameters in the roughening process by skin-pass rolling and under which conditions the roughness is homogeneous with the change inf these parameters. Also, the results obtained from the study can be optimized and provide benefits to the manufacturing industry.
2 Material and Method
2.1 Material
HC420LA steel sheet material was supplied from Ereğli Iron and Steel Factories in 1.0 mm thickness as cold rolled and tempered. For the experimental skin-pass rolling study, the samples were cut using a CNC router guillotine machine at 30 mm width and 250 mm length. The chemical composition of the material was determined using Spectrolab brand optical emission spectrometer. The chemical composition of the HC420LA sheet material is given in Table 1.
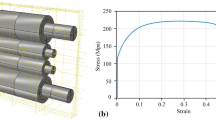
The tensile properties of the material were determined using the Instron brand universal tensile device (100 kN) on the test samples prepared in accordance with the guidelines of the ISO 6892–1 standard. The tensile properties of the HC420LA sheet material are presented in Table 2.
2.2 Experimental Equipment and Parameters
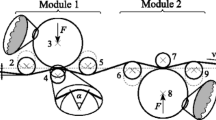
A specially manufactured rolling equipment was used in the experimental study. The rolling equipment has a power of 1.5 kW, and rolling speeds range of 0–100 rpm. In the equipment with a 2-high roll system, the rolls are 75 mm in diameter and 50 mm in length. The roll pairs are made of cold work tool steel and specially roughened with diamond. Details of the experimental study are shown in Fig. 1. The skin-pass rolling equipment can be seen in Fig. 1a in which the location of the rough rolls and the image of the roll are presented. The reduction ratio in the equipment is adjusted with the turning handle. Figure 1b shows the reduction ratio and the details of other parameters used in the experiments. Figure 1c shows the stage where the reduction ratio is precisely adjusted with the dial gauge.

Details of the experimental study: a the skin-pass rolling equipment, b the reduction ratio and the details of other parameters used in the experiments, c the stage where the reduction ratio is precisely adjusted with the dial gauge
Experimental study includes the effects of the reduction ratio, rolling speed, roll roughness and lubricant usage parameters on roughness transfer. Table 3 shows the experiments performed with the change of different parameters and the purpose of these experiments. The reduction ratio is the thickness reduction ratio and is the ratio of the thickness change in the material after rolling to the initial material thickness. Mineral lubricant with a viscosity of 1.57 cm2/s was used in the experiments where the effect of the lubricant was examined.
2.3 Surface Roughness Measurements
The roughness parameters of the roll pairs were measured with the Mitutoyo SJ-410 model roughness device. In this study, two roll pairs with different roughness were used. Ra (arithmetic mean roughness) values of each of these roll pairs were determined as follows. Four measurements were taken from different regions of each roll. The Ra value of the roll pair was determined by taking the average of eight measurements. The same procedure was applied for the other roll pair used in the study.
The roughness parameters of the sheet material samples were measured with the PCE-RT2000 model roughness device. Ra values of sheet material samples were determined by taking the average of six measurements, three from the lower part and three from the upper part, in the rolling direction.
3D area scan images and roughness parameters obtained by the Bruker Contour GT-K model optical profilometer device are used to determine the roughness distributions transferred to the surfaces of sheet materials. The 3D area scan images were taken with high precision for 0.95 × 1.25 mm sample surface area. The parameters used to determine the roughness distribution were obtained as a result of the analysis performed with Vision-Software.
3 Results and Discussion
The roughness transfer ratio (TR) transferred to the sheet material surface as a result of skin-pass rolling was calculated using the formula given in Eq. (1) [25]. In the formula, Ra_e is the arithmetic mean roughness value of the roughness values taken from the surface of the sheet material after rolling, Ra_s is the arithmetic mean roughness value of the roughness values taken from the surface of the sheet material before rolling and Ra_r presents the arithmetic mean roughness value of the roll pair.
Figure 2 shows the 3D surface roughness profiles obtained from the skin-pass rolling tests conducted in order to examine the effect of different rolling parameters in Table 3.

3D surface roughness profiles obtained from the skin-pass rolling tests conducted in order to examine the effect of different rolling parameters in Table 3: a experiment number 1, b experiment number 2, c experiment number 3, d experiment number 4, e experiment number 5
In order to determine the effect of different reduction ratios on roughness transfer in skin-pass rolling, the experiments numbered 1 and 2 given in Table 3 were performed and their results were compared in Fig. 3a. For 3.0% reduction ratio, the roughness transfer ratio is found higher than 0.5% reduction ratio. As the reduction ratio increased, the contact of the roll roughness profile to the material surface increased. Therefore, this increase caused an increase in the roughness transfer ratio. This observation agrees well with the results in the literature that the roughness transfer ratio increases with the increase in the reduction ratio [20,21,22, 26]. In addition, the peaks and valleys in the roughness profile of automotive sheets should be uniformly distributed [6]. It is seen in the 3D images given in Fig. 2a and b that the peak height and the depth of the valleys increase with the increase in the reduction ratio. Also in Fig. 3b, it is seen that although there are similar core roughness (Sk) values at 3.0% reduction ratio and 0.5% reduction ratio in profile height-material ratio curve, peak heights (Spk) and valley depths (Svk) are higher in 3.0% reduction ratio than 0.5% reduction ratio. As the reduction ratio increased, the contact of the roll roughness profile on the material surface increased. This resulted in an increase in peak heights and valley depths. When 3D images and material ratio curves (MRC) are evaluated together, it is seen that the increase in the reduction ratio disrupts the homogeneous roughness distribution for the HC420LA material.

a The effect of reduction ratio on roughness transfer, b profile height-material ratio curve
In order to determine the effect of different rolling speeds on roughness transfer in skin-pass rolling, the experiments numbered 2 and 3 given in Table 3 were performed and their results were compared in Fig. 4a. It is seen that roughness is transferred at the same ratio regardless of the rolling speeds, which agrees with the previous studies in the literature, e.g. [24]. It is observed in the 3D images given in Fig. 2b and c that the peaks height increases and the depth of the valleys decreases with the increase in rolling speed. Figure 4b shows that the 50 rpm rolling speed has more core roughness values (Sk) and the amount of deep valleys higher than the 10 rpm rolling speed. The decrease in the peak height parameter (Spk) at high rolling speeds indicates that the peaks are broken more and it is thought that this situation caused an increase in the core roughness (Sk) and valley depth (Svk) parameters on the new surface. When the 3D images and material ratio curves are evaluated together, it can be said that a more homogeneous roughness distribution occurs for the HC420LA material at low rolling speeds.

a The effect of rolling speed on roughness transfer, b profile height-material ratio curve
In order to determine the effect of lubricant on roughness transfer in skin-pass rolling, the experiments numbered 2 and 4 given in Table 3 were performed and their results were compared in Fig. 5a. In the case of using lubricant, it is observed that less roughness is transferred compared to skin-pass rolling in dry environment, which agrees with the previous studies [17, 21]. It is thought that the decrease in the roughness transfer ratio in case of using lubricant is due to the formation of a film layer that can prevent the contact between the roll and the sheet material and the decrease in the friction force on the surface. With the use of lubricant, the peaks height is close to each other according to the dry environment conditions, while the depth of the valleys decreases in the 3D images given in Fig. 2b and d. In Fig. 5b, it has similar core roughness (Sk) values in both dry and lubricant used conditions. Again, it is seen that higher peaks and deeper valleys occur in dry conditions compared to the conditions where lubricants are used. It has been observed that the roll roughness profile has less effect on the sheet material surface thanks to the film layer formed by the lubricant on the contact surface. When the 3D images and material ratio curves are evaluated together, it can be said that a more homogeneous roughness distribution occurs for the HC420LA material in the conditions where the lubricant is used.

a The effect of lubricant on roughness transfer, b profile height-material ratio curve
In order to determine the effect of different roll roughness on roughness transfer in skin-pass rolling, the experiments numbered 2 and 5 given in Table 3 were conducted and their results were compared in Fig. 6a. Less roughness was transferred in skin-pass rolling made with 6.8 µm roll roughness than the case of 4.4 µm roll roughness. This is in line with the finding in the literature that as the roll roughness increases, the material resists deformation [27]. Therefore, it is seen that roughness transfer ratio decreases as a result of increase in roll roughness. It is thought that this situation occurs because the contact area of the high roughness roll is less than the low roughness roll. It is seen from the 3D images given in Fig. 2b and Fig. 2e that the depth of the valleys decreases while the peaks height is higher in the skin-pass rolling made with high Ra roll roughness value. In Fig. 6b, it is seen that higher peaks and deeper valleys are formed in skin-pass rolling made with high roughness roll compared to skin-pass rolling with low roughness roll. The fact that the peak heights and valley depths in the roughness profile of the roller with high roughness are higher than that of the roller with low roughness led to this result. When 3D images and material ratio curves are evaluated together, it can be said that the increase in roll roughness disrupts the homogeneous roughness distribution for the HC420LA material.

a The effect of roll roughness on roughness transfer, b profile height-material ratio curve
4 Conclusions
In this study, HC420LA grade sheet material was used from HSLA steels, which has been used in the automobile industry to reduce the weight of vehicles and fuel consumption due to its high strength feature, in recent years. From the rolling parameters, the effects of reduction ratio, rolling speed, roll roughness, and lubricating condition on roughness transfer were investigated experimentally. The results obtained from the experimental study are as follows.
-
1.
As the reduction ratio increases, the roughness transfer ratio increases. Also, it was concluded that the increase in the reduction ratio disrupts the homogeneous roughness distribution for the HC420LA material.
-
2.
The increase in rolling speed does not affect the roughness transfer ratio. On the other hand, a more homogeneous roughness distribution is obtained for the HC420LA material in the skin-pass rolling made at low rolling speed.
-
3.
Roughness transfer ratio decreases under the conditions where the lubricant is used. Also, a more homogeneous roughness distribution is obtained for the HC420LA material under the conditions where the lubricant is used.
-
4.
Roughness transfer ratio decreases with the increase in roll roughness. On the other hand, it was concluded that the increase in the roll roughness disrupts the homogeneous roughness distribution for the HC420LA material.
References
Heggemann, T.; Homberg, W.: Deep drawing of fiber metal laminates for automotive lightweight structures. Compos. Struct. 216, 53–57 (2019)
Sun, Y.; Luzin, V.; Duan, Y.; Varma, V.; Shi, L.; Weiss, M.: Forming-induced residual stress and material properties of roll-formed high-strength steels. Automot. Innov. 3, 210–220 (2020)
Lin, Y.; Min, J.; Teng, H.; Lin, J.; Hu, J.; Xu, N.: Flexural performance of steel–FRP composites for automotive applications. Automot. Innov. 3, 280–295 (2020)
Rodionova, I.G.; Amezhnov, A.V.; D’yakonov, D.L.; Shaposhnikov, N.G.; Baklanova, O.N.; Gladchenkova, Y.S.: Study of the effect of microstructure characteristics on corrosion resistance of cold-rolled micro-alloyed sheet steels (Hsla) of strength classes 340–420 for automobile building. Metallurgist 63, 1165–1177 (2020)
Xin, L.I.U.; Yu, W.G.; Zhang, Q.F.; Jiang, S.M.: Influence of surface roughness of galvanized steel sheet on self-lubricated coating. J. Iron Steel Res. Int. 21(3), 342–347 (2014)
Elkoca, O.: A study on the characteristics of electrical discharge textured skin pass mill work roll. Surf. Coat. Technol. 202(12), 2765–2774 (2008)
Burdek, M.: The change of work roll surface topography during skin pass rolling of steel sheets. Ind. Lubr. Tribol. 67(6), 606–611 (2015)
Xia, C.; Zhang, X.; Zhang, J.; Li, H.; Jia, S.: Evolution on topography of textured work rolls and steel strips during cold rolling and temper rolling. Steel Res. Int. 88(9), 1600469 (2017)
Hilgenberg, K.; Steinhoff, K.: Texturing of skin-pass rolls by pulsed laser dispersing. J. Mater. Process. Technol. 225, 84–92 (2015)
Köhler, K.; Kwiaton, N.; Bretschneider, M.: Skin pass rolling of high manganese steels. Mater. Sci. Forum 854, 93–98 (2016)
Fujii, Y.; Maeda, Y.; Ifuku, R.: Prediction of surface roughness on rolled sheet by texture roll. Procedia Eng. 81, 161–166 (2014)
Wentink, D.J.; Matthews, D.; Appelman, N.M.; Toose, E.M.: A generic model for surface texture development, wear and roughness transfer in skin pass rolling. Wear 328, 167–176 (2015)
Pawelski, O.; Rasp, W.; Zwick, W.; Nettelbeck, H.J.; Steinhoff, K.: The influence of different work-roll texturing systems on the development of surface structure in the temper rolling process of steel sheet used in the automotive industry. J. Mater. Process. Technol. 45, 215–222 (1994)
Simao, J.; Apinwall, D.K.; Wise, M.L.H.; Subari, K.: Surface texture transfer in simulated tandem and temper mill rolling using electrical discharge textured rolls. J. Mater. Process. Technol. 56, 177–189 (1996)
Ma, B.; Tieu, A.K.; Lu, C.; Jiang, Z.: An experimental investigation of steel surface characteristic transfer by cold rolling. J. Mater. Process. Technol. 125, 657–663 (2002)
Asgari, H.; Bakhtiari, A.R.; Toroghinejad, M.R.; Ashrafizadeh, F.: Influence of force variations in skin pass rolling on texture and surface reactivity of hot dip galvanised low carbon steel sheets. Ironmak. Steelmak. 35(7), 545–548 (2008)
Nagase, N.; Shido, S.; Yarita, I.: The effect of soluble lubricant on surface imprinting in temper rolling by 4 hi rolling mill. ISIJ Int. 49(6), 881–889 (2009)
Kijima, H.: Influence of lubrication on roughness crushing in skin-pass rolling of steel strip. J. Mater. Process. Technol. 216, 1–9 (2015)
Kijima, H.: An experimental investigation on the influence of lubrication on roughness transfer in skin-pass rolling of steel strip. J. Mater. Process. Technol. 225, 1–8 (2015)
Wu, C.; Zhang, L.; Qu, P.; Li, S.; Jiang, Z.: A simple approach for analysing the surface texture transfer in cold rolling of metal strips. Int. J. Adv. Manuf. Technol. 95, 597–608 (2018)
Çolak, B.; Kurgan, N.: An experimental investigation into roughness transfer in skin-pass rolling of steel strips. Int. J. Adv. Manuf. Technol. 96, 3321–3330 (2018)
Wu, C.; Zhang, L.; Qu, P.; Li, S.; Jiang, Z.: A new method for predicting the three-dimensional surface texture transfer in the skin pass rolling of metal strips. Wear 426, 1246–1264 (2019)
Rodriguez-Vidal, E.; Matthews, D.T.A.; De Viteri, V.S.; Korver, F.; Wentink, D.J.; Quintana, I.: Surface design and texturing of strip steel using nanosecond pulsed lasers for simulated roughness transfer and paint appearance. J. Mater. Process. Technol. 275, 116365 (2020)
Mekicha, M.A.; de Rooij, M.B.; Jacobs, L.; Matthews, D.T.A.; Schipper, D.J.: Experimental validation of contact models for cold-rolling processes. J. Mater. Process. Technol. 275, 116371 (2020)
Kijima, H.: Influence of roll radius on roughness transfer in skin-pass rolling of steel strip. J. Mater. Process. Technol. 214(5), 1111–1119 (2014)
Nagase, N.; Shido, S.; Yarita, I.: The effect of lubricant on microwear of dull rolls in temper rolling by 4 hi rolling mill. ISIJ Int. 49(6), 874–880 (2009)
Lenard, J.G.: The effect of roll roughness on the rolling parameters during cold rolling of an aluminum alloy. J. Mater. Process. Technol. 152(2), 144–153 (2004)
Acknowledgements
The authors thank for the support provided by Ondokuz Mayıs University [PYO. MUH.1904.19.013] the project number and [TÜBİTAK 2211-C], the laboratory support of "Faculty of Technology of Karabük University" and the material donations of "Ereğli Iron and Steel Factories".
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Özakın, B., Kurgan, N. Experimental Investigation of Roughness Transfer with Skin-Pass Rolling to High Strength Low Alloy (HSLA) Material. Arab J Sci Eng 46, 12137–12144 (2021). https://doi.org/10.1007/s13369-021-05842-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-021-05842-x