
Abstract
Global concrete demand is causing depletion of natural resources at an alarming rate. Self-compacting concrete (SCC) is an innovative solution as it uses less aggregates; however, the drawback of SCC is that high cement content is required compared to conventional concrete. Considering that cement production emits 7% of carbon dioxide (CO2) gas emissions, the use of high content of cement in SCC production is concerning. Though the high powder content of SCC may be of a concern, however, it allows the opportunity to substitute the cement content with supplementary cementitious materials. This experimental work was therefore conducted to reduce the cement content by substituting it with waste materials, such as eggshell powder (ESP) and palm oil fuel ash (POFA), and develop an eco-efficient SCC. The cement content was partially substituted by 0 to 5% ESP and 0 to 15% POFA by weight of total binder. A total of 90 cubes of 100 mm and 60 cylinders of 100 × 200 mm dimension were prepared to evaluate the compressive and splitting tensile strengths, modulus of elasticity, and Poisson’s ratio. Furthermore, the environmental impact assessment was conducted to assess the embodied CO2 and eco-strength efficiency of the developed eco-efficient SCC. It was found that the combination of POFA and ESP increased pozzolanic reactivity, developing additional calcium silicate hydrate gels, thus increasing strength. The combination of 2.5% ESP and 5% POFA (a total of 7.5% cement substitution) was deemed to be the optimal combination as it provided better strength in SCC after 28 days of curing, which leads to 9.66% higher compressive strength than the control SCC. Furthermore, the developed SCC was observed to be eco-friendly as it reduced embodied carbon ranging from 3.86 to 15.33% and eco-efficiency ranging from 2.38 to 15.48% on 28 days compared to the control SCC.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Self-compacting concrete (SCC) is an innovative concrete that was first developed in the mid-1980s. Its popularity has increased due to its workability as it can flow under its weight, correctly filling the formwork even in the presence of congested reinforcement without vibration [1]. The benefits of SCC limited volume and nominal maximum size of coarse aggregate, superplasticizers presented in the design requirements to achieve self-compatibility [2]. However, the aggregate content reduction causes higher volume of binder to be used, which could lead to higher shrinkage [3], and also increases the cost of construction due to the higher price of ordinary Portland cement (OPC).
It has been reported that approximately 4.1 billion metric tons of OPC, a vital ingredient of concrete, is produced annually worldwide [4]. The production of which contributes to almost 5 to 7% of carbon dioxide (CO2), total global gas emissions [5, 6]. It is estimated that approximately 1 ton of CO2 gas is emitted upon production of same amount of OPC [7,8,9,10]. The processes involved in the clinker contribute to 90% of the CO2 emissions, while the rest is attributed to the CO2 emissions due to other manufacturing processes and transportation. The ever-growing demand of OPC for concrete production has raised environmental alarms and as such researchers have focused on developing alternative binders and eco-efficient sustainable concrete. Sustainable concrete can be achieved by either utilizing waste materials for environmental conservation or by energy efficiency reducing the amount of CO2 emissions [3, 11].
The increasing generation of solid wastes has caused severe challenges for both developing and developed countries to management these wastes [12]. The waste materials are classified into three major groups as shown in Fig. 1 [13]. The scarcity of land and increase in waste generation and disposal have caused environmental awareness. This is creating a need for alternative solutions. In order to resolve both waste management and environmental problems, one potential solution is the use of waste materials in concrete.

Illustration of major classification of waste materials
Tropical countries like Malaysia and Indonesia cultivate palm trees to produce and export palm oil. The palm oil produced by Malaysia, Indonesia and Thailand totals up to approximately 90% of the world’s palm oil production as shown in Fig. 2. According to Voora et al. [14] and Malaysian Palm Oil Council [15], approximately 18.47 million tons of crude palm oil was produced by Malaysia alone in 2019, and the production is expected to increase due to an increase in palm tree plantations. The palm oil production generates several types of wastes, out of which Palm Oil Fuel Ash (POFA) has serious implications for the environment and on the health of residents [16]. Once the oil is extracted from the palm fruit, the empty palm fruits along with the husk and shells are burnt as boiler fuel to generate electricity for the mill. POFA is the waste by-product of this process. According to Tangchirapat [17], POFA is classified as agro-waste ash from palm oil residue. Once generated, POFA has no further beneficial use and thus is disposed-off in landfills. Solid wastes, especially those produced in ash form, are seldom utilized; thus, through associated environmental pollution, these waste materials pose a serious ecological problem.

Palm oil producers in 2016 [18]
With the increase in production of palm oil, the generation of POFA has also increased. In a duration of six years, the number of landfills has increased from 148 in 1998 to 161 in 2004 [19, 20]. With landfill space running out and the cost of landfills skyrocketing, alternative ways to get rid of agricultural waste are becoming more appealing. Recycling waste materials, as partially OPC substitutes, reduces the cost and the demand for OPC, while reducing solid waste disposal and the environmental impacts is associated with open air landfill disposals [13]. Potential alternatives instead of landfill disposal have been found by various researchers [21, 22]. One potentially beneficial alternative is the utilization of POFA as supplementary cementitious material (SCM) in the manufacturing of concrete. POFA has been used as SCM and OPC replacement since the 1990s when Tay used POFA in unground form. The influence of grinding was observed, in which reduced pozzolanic activity was achieved when ungrounded POFA was utilized and therefore 10% ungrounded POFA was advised to be used in concrete. This was attributed to the fact that without proper grinding of POFA, it contained significantly larger particles and a porous structure [23]. The pozzolanic property of POFA can be enhanced if POFA is ground into fine particles. Ground POFA was used to replace OPC in the production of concrete, and it was observed that 20% POFA achieved slightly higher compressive strength. Further increase in POFA content resulted in loss in strength [23]. The workability decreased with the increase in POFA, which was also noticed.
In a study to determine the pozzolanic reaction on the strength of mortars, OPC content was substituted with POFA from 10 to 40% by weight of the binder [24], which resulted in an increase ranging from 0.1 to 4.5 MPa and 2.5 to 22.5 MPa in the compressive strength on 7 and 90 days, respectively. The observations validated that the POFA causes small increases in strength at an early age and while at a later age, significant increases in strength. Idris et al. [25] studied the strength performance of foamed palm oil clinker concrete, which had OPC partially replaced with POFA. The strength of concrete was tested after 7- and 28-day curing. It was found that concrete strength was strongly influenced by POFA content, while 10% POFA successfully enhanced the strength of lightweight concrete [25]. The incorporation of 10 to 20% POFA as SCM and its effect on the durability performance and mechanical properties of SCC were studied [26]. The results indicated that the workability of SCC reduced significantly, while its resistance to acidic and sulphate attack increased with the addition of POFA. Furthermore, the early strength gain was lower than the control sample; however, the final strength was observed to be comparable to that of the normal concrete.
Due to its pozzolanic nature and abundance, POFA has been popular SCM, but the replacement percentage rate is restricted to 10 to 25% [27]. The strength gain with the utilization of POFA is due to the pozzolanic reaction that is triggered when added along with OPC and in the presence of water. The high silica content consumes calcium hydroxide, Ca(OH)2, provided by OPC, and this develops a calcium silicate hydride (C–S–H) layer, which is responsible for strength gain. But OPC has limited freely available Ca(OH)2 that can be consumed by POFA during pozzolanic reaction. Higher content and enhanced fineness of the pozzolanic material cause reduction in Ca(OH)2 content while simultaneously improving concrete’s resistance to sulphate [28]. Past researchers have, however, provided a limit to the POFA content in concrete. It has been proved that up to 20% OPC replacement using POFA achieved satisfactory strength and properties. Further increase in replacement results in decreased strength and adversely affects other properties significantly. This has been attributed to limited freely available Ca(OH)2 provided by OPC, which is required during pozzolanic reaction. In order to increase the incorporation of higher POFA in concrete, an additional secondary source of Ca(OH)2 is required. This can be provided with the addition of calcium-rich ESP. Though POFA is known to be silica rich, however, the exact amount of SiO2 varies from source to source as shown in Table 1.
Another waste that is generated in abundance not only in Malaysia but the whole world is eggshells. Eggs are inexpensive and full of nutrients and are consumed worldwide. According to MDV [35], Malaysia consumed approximately 9.47 billion eggs in 2019, with 25.95 million being consumed daily. As for year 2020, approximately 11.80 billion eggs are estimated to be consumed. Thus, it is expected that the consumption of eggs will keep on increasing over the years. Eggs are typically huge in size, roughly weighing around 1.85 oz (52.23 g) [36]. If an egg is to be broken up, the eggshells would weigh approximately 5.75 g, which is 11% of the total weight of the egg [36, 37]. If all 25.95 million eggs, which were consumed daily in Malaysia in 2019, were medium-size brown chicken eggs, it would generate approximately 149.10 tonnes of eggshells. The eggshell is composed of calcium, magnesium carbonate (lime) and protein [38]. Due to its chemical composition and abundance, the disposal of eggshells causes significant environmental pollution as well as affects the well-being of humans [39]. Therefore, researchers have attempted to utilize eggshells in order to reduce their environmental impacts. The chemical analysis of ESP tabulated in Table 1 shows that the ESP has almost similar calcium oxide (CaO) content as OPC, making it a potential OPC replacement material. An experimental study was conducted on the effect of ESP on the properties of concrete [40]. The OPC was replaced with 2.5 to 12.5% with an increment of 2.5%. The optimum dosage of ESP was found to be 7.5% at which the maximum strength was achieved. However, a further increase in the percentage of ESP reduced the strength.
The impact of curing methods on the strength of concrete incorporating ESP was studied [19], in which different curing regimes and different percentages of ESP (5%, 10%, 15% and 20%) were used to substitute OPC content, and water–cement ratio of 0.45 was used. The concrete with 15% ESP achieved higher early strength as well as final compressive strength as compared to controlled concrete specimen. It was also noticed that there was a slight difference between the compressive strength obtained by the specimens with water-cured condition and air-cured condition. While the water-cured is still the best method to obtain excellent strength development, the air-curing method can be applied as it still achieves higher compressive strength than the controlled specimen. Another study [34] found that 5% ESP replacement showed higher strength than the strength of control concrete, thus indicating that 5% ESP is an optimum level for replacement. Similar findings have also been reported by Gowsika et al. [38].
Since both the waste materials, POFA and ESP, have high silica and calcium contents separately, it is reasonable to assume that they are both helpful in solving the issue of each other's weaknesses in concrete. There is a hypothesis that reactive silica foamed concrete with a mix of POFA could be prepared where ESP can be used as the bio-concrete supplement [41]. As such, based upon this hypothesis, few researches have been conducted on the combined utilization of POFA and ESP as partial OPC replacement materials, as shown in Table 2.
The combined utilization of POFA and ESP has helped to reduce the OPC content to further levels than the waste materials could do individually. Besides enhancing mechanical properties, the combined POFA and ESP has reduced the thermal conductivity, which could be effective when producing thermal insulating building materials to combat raising Urban Heat Island effect. It has been found that a combined utilization could successfully replace 50% OPC content [20] in foamed concrete. However, its influence on a high powder content concrete like SCC is yet to be studied. From Table 2, it can be observed that the combined utilization is feasible and results in enhanced properties if correct combination of content is utilized. Furthermore, the limited literature on the combined POFA and ESP utilization in concrete does not contain the environmental impact assessment. For the promotion and adaptivity of any building material containing such materials, environmental impact assessment is necessary. Therefore, this experimental work aims at substituting OPC content with blended POFA and ESP, studying their influence on the fresh and mechanical properties and providing the environmental impact assessment.
2 Research Methodology
2.1 Materials
To produce a typical SCC, OPC, fine aggregates (FA) and coarse aggregates (CA), water and superplasticizer (SP) are used. However, in this study, ESP and POFA are utilized as partial binders, substituting OPC content. Eggshells were collected from Federal Agricultural Marketing Authorities (FAMA), Rengit and bakery shops around Parit Raja, Malaysia. The eggshells were washed to remove the protein membrane within the eggshell. Then, those eggshells were dried under the sun and in an oven afterwards at a temperature of 105 ± 5 °C for 24 h to remove the moisture. In the laboratory, the eggshells were crushed into small pieces and were powdered after the drying process. The ESP was passed through a sieve of 300 μm to remove the big or coarse particles of the eggshell and then passed through a sieve size of 75 μm.
The POFA, which was used in this study, is an ash that is produced by burning palm oil husk and palm kernel shell in a palm oil mill's steam boiler and was collected from Ban Dung Palm Oil Mill, Parit Sulong, Malaysia. Since POFA is a waste product, it is disposed of in open landfills, as such it is open to moisture and other impurities. Therefore, the POFA was filtered through a specially selected 300-μm sieve to remove any impurities that may be present. Additionally, it was dried to remove any moisture that may be present, in an oven at a temperature of 105 ± 5 °C for 24 h [46]. The POFA was then ground into fine particles using a Los Angeles Abrasion Machine such that the POFA passed through a 75 μm sieve. The fineness of OPC, a binder material, significantly impacts the strength of the concrete [47]. Both POFA and ESP are to be used as binder materials, substituting OPC; therefore, the fineness should be similar to OPC. Thus, only fine POFA and ESP which passed 75 μm were used in the current study. After the sieving process, POFA was kept in a container to maintain the moisture content. The preparation process of ESP and POFA is shown in Fig. 3. For this experimental work, locally available FA and CA were utilized whose properties are shown in Table 3. After sieving the aggregates through appropriate sieves, they were kept in airtight plastic bags until casting.

Preparation steps of a ESP and b POFA
2.2 Mix Proportions and Mixing Procedure
In this experimental investigation, the concrete grade 35 was chosen according to the wide application of normal structural use in the construction industry for creating external walls and slabs, as well as for the structural piling as commercial concrete [48]. The first mixture was set as SCC control with 0% replacement of ESP and 0% replacement of POFA. The mix proportions and the materials required to produce 1 m3 SCC concrete are tabulated in Table 4. The method used in this study follows the general practices for SCC from EFNARC [49]. The batched amount was calculated based on the amount of concrete required to cast cubes, cylinders and prisms while considering the capacity of the free-fall mixer. The amount of concrete was increased by 10% to account for losses that might occur during mixing and testing. Figure 4 illustrates the mixing procedure employed in the current study.

Mixing procedure for SCC
2.3 Testing Procedure
2.3.1 Fresh-State Properties
The purpose of the fresh properties is to determine whether the addition of POFA and ESP can affect the workability of the SCC. An alternative method is the addition of a viscosity-modifying admixture to increase the workability of SCC [50]. There are three governing factors for the workability of SCC. These factors are the filling ability, the passing ability and the segregation resistance. The parameters are essentially influential in obtaining high workability for the design mix of SCC.
The slump flow test determines the horizontal flow of SCC in concrete without obstructions, and it indicates concrete's ability to fill. The passing ability of fresh concrete was also tested. The results met the EFNARC 2005 standards [49]. The J-ring test determines the ability of concrete to pass under its own weight without vibrating and filling the spaces within an intricate framework. J-ring flow of all specimens met the requirement. Sieve separation strength is used to assess SCC's capability to self-segregate. The test aims at testing the fraction of fresh SCC that passes through a 5 mm sieve. All the mix proportions achieved the requirements.
2.3.2 Physicochemical Properties
The chemical composition of binder materials (OPC, POFA and ESP) used in SCC was determined by X-ray fluorescence (XRF) in accordance with the ASTM C114 [51]. The samples of OPC, POFA and ESP were prepared to be pallet shape. Each ground sample weighed 8 g and 2 g wax placed into the sample die set. Then, the plunger was inserted to press the pallet samples until pressure gauge reached 15 ton. The sample is left for a couple of seconds and valve slowly turns to venting the position slowly. After that, the top bolster unscrewed to take the die set out the sample press. Then, the pallet samples were placed in the desiccator to analyse the result. The physical properties of binder materials were determined in terms of particle size analysis, surface morphology, and specific gravity.
2.3.3 Mechanical Properties
The mechanical properties of hardened-state SCC were determined in terms of compressive strength, tensile strength, and modulus of elasticity. The compressive strength of SCC was determined using 0.1 m sized cubes. After respective curing period, the samples were tested in the universal testing machine in accordance with BS EN 12390–3:2019 [52]. Three (03) cubes per mix per curing age were prepared, thus totalling to 90 cubes. During the test, an axial load was applied to the cubes and is increased continuously without shock at a nominal rate within the range of 0.2 N/(mm2s) to 0.4 N/(mm2s) until cubes can no longer sustain the load. The average compressive strength of each set of samples has been recorded. Three cylindrical samples of 0.1 × 0.2 m dimensions were prepared to determine the tensile strength and the modulus of elasticity in accordance with BS EN 12390–6:2009 [53] and BS EN 12390-13:2013 [54], respectively. A total of 60 cylinders were prepared.
2.3.4 Microstructure Study
The microstructural study is to determine the morphology characterization using scanning electron microstructure (SEM). It is the most widely used microradiography apparatus for studying the microstructure. The resolution that can be obtained from bulk objects is high; it is on the order of 2–5 nanometers. A 2 to 5 mm sample, taken from the broken cylinders, was used for the microstructural analysis.
3 Results and Discussion
3.1 Physicochemical Analysis of Binders
Based on the physical and chemical properties, POFA and ESP are favourable for concrete production. The results for some physical properties and chemical compositions of OPC, ESP and POFA are shown in Tables 5 and 6, respectively. Both POFA and ESP have a lower specific gravity compared to OPC, which causes higher water absorption. The chemical analysis of POFA proved that it is a Class C pozzolan high content with SiO2. At the same time, ESP possesses a rich content of CaO that can be consumed during the pozzolanic activity. Furthermore, the particle size curves suggested that ESP and POFA had finer particles than OPC, as shown in Fig. 5. The water absorption and specific gravity of aggregates demonstrated that the aggregates are of suitable quality, which may contribute to a rise in strength of SCC containing POFA and ESP.

Particle size analysis of OPC, ESP and POFA
Figure 6 shows the morphologies of OPC, ESP and POFA. It was found that OPC has non-spherical particles in an irregular shape, while ESP particles were in cubical and angular shapes. POFA particles are spherical having porous and honeycomb structures. The shape of OPC particles indicates that there will be a stronger cohesion and interlocking between them, which would ultimately increase the surface friction and viscosity of SCC. As for ESP particles shown in Fig. 6b, the particles are cubical and angular shapes like the particles observed by [55] 56. POFA particles as shown in Fig. 6c have a spherical-shaped, porous structure and a honeycomb structure [10]. The POFA particles size ranged between 17.95 and 57.69 μm, when comparing with ESP particles whose size ranged between 23.56 and 60.51 μm. Thus, it can be said that the particles of POFA are smaller than ESP. This is because hundred per cent of POFA particles passed through the 45-μm sieve according to the particle size distribution as shown in Table 6, compared to ESP which had 5.61% particles retaining on 45 μm, respectively.

Particle morphologies of a OPC, b ESP and c POFA
3.2 Fresh Properties
The fresh-state properties of SCC specimens included filling ability (slump flow and T500 spreading time), passing ability (J-ring flow) and segregation resistance (segregation index). The slump flow test, J-ring test and the sieve segregation test were conducted to determine the workability of the mixture of SCC specimens. The fresh property test results are presented in Table 7.
Table 7 shows the filling ability of SCC with different percentages of POFA and ESP. Overall, the increase in the percentage of POFA and ESP resulted in the reduction of slump-flow diameter due to the high specific surface area and porous structure of POFA and ESP which led to increased demand of water, hence needing a higher dosage of SP. The highest workability is given by controlled SCC, which is 690 mm, whereas the lowest value is 558 mm that is offered by SCC9 specimen. However, all the outcomes of slump flow satisfied the EFNARC 2005 specifications.
The variation in passing ability can be seen in Table 7, and this is due to the incorporation of POFA and ESP that influence the hydration process of SCC, which makes the concrete mix more water demanding, thereby decreasing the passing ability of SCC. The SCC9 (15% POFA and 5% ESP) specimen has the lowest difference in heights between middle and the average heights outside the J-ring. Both materials of POFA and ESP have a porous structure of the surface area that leads to absorbing more water, thereby retaining the height of the concrete. A requirement from EFNARC [49] states that the passing ability of J-ring flow must be less than 10 mm. Results for J-ring flow of all specimens fulfilled the requirement.
The segregation resistance in the SCC improved when the amount of POFA and ESP was increased. The SCC containing POFA and ESP has a slightly higher resistance to segregation compared to the SCC control specimen. This is because POFA and ESP increased the hydration process of SCC and generated the cohesiveness between the particles. The POFA and ESP had a high specific area, which demonstrated that the higher the specific area, the more reactive would the material be. Since POFA is an organic material having high water absorption and high specific surface area, the concrete becomes more reactive compared to the control sample. Due to this, the internal bonding between the particles is enhanced, thereby increasing the resistance of SCC against segregation. The lowest value of the segregated portion is 0.47%, which was recorded by the SCC9 specimen containing 15% POFA and 5% ESP. This is because the incorporation of POFA and ESP enhanced the adhesion properties in the SCC. The highest value of the segregated portion, 9.51%, was recorded by the control SCC specimen.
3.3 Compressive Strength
Figure 7 and Table 8 summarize the average compressive strength of the different SCC mix proportions. It can be observed that the control (SCC0) sample exhibited the compressive strength of 31.5 MPa, 35.2 MPa and 36.9 MPa at 7, 28 and 90 days, respectively. The replacement of POFA and ESP increases the compressive strength of SCC1, SCC2 and SCC4. The SCC1 and SCC4 samples showed 3.52% and 1.08% higher strength, respectively, compared to SCC0. The highest compressive strength was recorded by the SCC2 sample, with 8.67% higher strength compared to the SCC0 at 90 days. The primary reason behind the increase in the compressive strength is the high levels of silica. The POFA reacts chemically with the Ca(OH)2 to form a secondary C–S–H gel, which provides more cohesive bonds between the aggregate and the cement paste. It also fills in the capillary pores to improve the microstructure of the SCC. Both POFA and ESP were able to provide a similar compressive strength to that of the non-hybrid concrete.

Average compressive strength of SCC
According to Oyejobi et al. [57], 10% OPC content can successfully be substituted, beyond that level; however, concrete losses its strength. The low Ca/Si ratio and limited supply of Ca(OH)2 for consumption during pozzolanic reaction have been the reasons attributed for the loss in strength. Therefore, the additional supply of Ca(OH)2 when provided could allow utilization of higher POFA content and increasing the strength of concrete. Based upon the results obtained in the current study, the additional supply of Ca(OH)2 through the addition of ESP in SCC containing POFA resulted in enhancing the compressive strength.
However, as pointed out by [58], higher OPC replacement gradually observes a decline in the compressive strength. One of the reasons for the decline in compressive strength can be the fineness of both POFA and ESP. The finer POFA and ESP in concrete will absorb more water, thus causing workability to reduce. Higher content of POFA and ESP, the lower workability will be achieved. The SCC specimen with the highest replacement of POFA and ESP content is 15%, and 5% obtained a compressive strength of 32.10 MPa at 90 days of curing, which was approximately 13% less than the control sample. This reduction in compressive strength can be due to the increase in Ca(OH)2 with the addition of a higher percentage of ESP (5%) such that the Ca(OH)2 is not entirely consumed during the pozzolanic reaction and with a higher percentage of POFA content means reduced OPC content. The reduced pozzolanic reaction does not develop additional C–S–H gels and thus reduces the strength of samples. Figure 7 also illustrates the average compressive strength of all samples was higher at 90 days than it was at 7 or 28 days. The reason for this is because of the continuing cementitious reaction, producing more C–S–H gel, making the SCC stronger. The pozzolanic activity is causing the hydration process to diminish the amount of Ca(OH)2 and thus increase the C–S–H gel content [59]. The compressive strength also increases with the increase in time.
3.4 Splitting Tensile Test
The average splitting tensile strength of various SCC mixes is shown in Fig. 8 and Table 8. From Fig. 8, it can be seen that SCC0 achieved splitting tensile strength of 2.99 MPa. SCC1 that contains 5% POFA achieved 3.03 MPa, which is just 1.34% higher than SCC0. With the addition of 2.5% ESP with 5% POFA in SCC2, the 3.24 MPa splitting tensile strength was achieved, which was 8.36% and 6.93% higher than SCC0 and SCC1, respectively. However, when 5% ESP along with 5% POFA was combined in SCC3, the splitting tensile strength dropped to 2.95 MPa. This was 8.95% lower than SCC2; however, it was merely 1.34% lower than SCC0. With the addition of 10% POFA and 2.5%, ESP in the SCC5 an average tensile strength of 2.77 MPa was recorded, which was a significant decrease of approximately 7.36% compared to SCC0.

Average tensile strength of SCC
The Ca(OH)2 consumption during the pozzolanic reaction causes the development of secondary C–S–H layer, which is the reason for the gain in strength. However, it can be observed that higher replacement of OPC content tends to decrease the strength of concrete after achieving the maximum strength. This is due to the reduction in cohesion between the particles with reduction in OPC content. In other words, after achieving the maximum strength with the optimum combination, the strength loss is proportional to the content of pozzolan (POFA), and filler (ESP) is utilized in concrete.
Concrete has been known to be strong in compression but relatively weak in tension. Furthermore, the SCC with the coarser aggregates causes the coarse aggregate to settle down at the bottom of the mould because the weakening of cohesive bonding between the particles becomes loose. The aggregate does not fill the part in the mould properly, causing a decrease in the strength of SCC. Based on Fig. 8, the behaviour of the tensile strength of SCC is like its compressive strength. With lower OPC replacement, the pozzolanic activity creates additional C–S–H gels, which enhances both the compressive and tensile strengths. But higher OPC content replacement with POFA and ESP resulted in decreased splitting tensile strength. It can be attributed to the dilution effect, which is the consequence of higher OPC content substitution.
3.5 Modulus of Elasticity
From the results shown in Table 9, it can be observed that the modulus of elasticity (Ec) of SCC reduces significantly when POFA and ESP replace an increased percentage of OPC. As seen in Table 9, the Ec of SCC0 was observed to be 26,490 N/mm2, it increased to 28,982 N/mm2, with the 5% POFA in SCC1. The Ec value increased significantly to 31,689 N/mm2 upon the combined utilization of 2.5% ESP with 5% POFA in SCC2. However, apart from this combination, increase in ESP and POFA resulted in decrease in the Ec value. The Poisson’s ratio was also observed to decrease with the increase in SCM content apart from the combination used in SCC2.
It can be said that combination of ESP and POFA result in enhancing the Ec value of SCC; however, this is only true for just one combination, that is 5% POFA and 2.5% ESP. As seen in the compressive and tensile strengths, the Ec also drops beyond 12.5% to 20% of OPC replacement content. This drop-in Ec beyond 20% OPC replacement can be attributed to a lower OPC content also causing reduced hydration process in the concrete.
3.6 Microstructure Study
Microstructural properties were examined to investigate the effect of POFA and ESP on the SCC as OPC replacement. The microstructure images influence the rheological and percentage of OPC replacement. The SEM images were obtained to know the effect of particles on the hydrated cementitious samples. The object of this portion of the sample analysis was to recognize a tangible change in the number of crystals formed. Figure 9 shows the change of crystal forms from mix to mix. The crystals in question are calcium hydroxide (CH) and C–S–H from the hydration process and pozzolanic reaction.



SEM image of samples a SCC0, b SCC1, c SCC2, d SCC3, e SCC4, f SCC5, g SCC6, h SCC7, i SCC8 and j SCC9
In the case of the SCC2 sample containing 5% of POFA and 2.5% of ESP as a OPC replacement, the image is shown in Fig. 9c. From Fig. 9c, the distribution of particles is more efficient compared to other samples. CH gel can be observed in greater amounts than C–S–H gel. The C–S–H gel covered the micrograph nicely, making a very dense structure. The C–S–H serves as a tough coating for the concrete. The decreasing CH content in the concrete due to the consumption of Ca(OH)2 caused a pozzolanic reaction with POFA to form C–S–H. OPC hardened more and more with the aging process and formed a continuous binding matrix within a large surface area. The microstructure of the mixtures changed depending on the content of POFA and ESP. In both products, the C–S–H work best at a higher percentage. C–S–H is the main provider for strength in concrete. It strengthens the material by improving the microstructure of the material, which results in improved compressive strength. Pozzolanic reaction and ESP formation were fully reacting, improving the microstructure of the concrete matrix by the pozzolanic reaction and formation of the extra C–S–H gel at ultimate ages.
In terms of strength, a suitable combination of POFA and ESP content produces concrete with enhanced strength as illustrated in the graph of compressive strength in Fig. 7. Replacement of POFA and ESP in SCC from 5% of POFA and 2.5% of ESP resulted in a strength higher than other samples. However, SCC reached its maximum strength at a total replacement level of 7.5%. There is a bond between the hydrated OPC matrix and the aggregates that increase the strength with increasing OPC hydration. A pozzolanic reaction in POFA, Ca(OH)2 can react with the silica in POFA to form secondary C–S–H gel, resulting in a stronger bond between the paste and the aggregate.
3.7 Environmental Impact Assessment
Compared with conventional concrete, SCC produces a much better quality of concrete and results in better quality of the built environment [60]. However, higher binder volume (primarily OPC) is utilized in SCC than the conventional concrete, which not only increases the cost, but will cause significant environmental burden. Therefore, the development of an eco-efficient version of SCC is urgently needed. This current study developed SCC by substituting OPC content with POFA and ESP, which makes it inexpensive and environmentally friendly. However, to the best of the authors’ knowledge, limited literature is available which document the environmental impact assessment of SCC incorporating waste materials. Environmental impact assessment was done in the current study to evaluate the embodied CO2 and eco-strength efficiency of the developed SCC.
The equivalent CO2 values for all the materials except POFA and ESP were taken from the literature. The equivalent CO2 of POFA was calculated on the calculations provided by Alnahhal et al. [61]. The embodied CO2 value for POFA is the sum of the individual emissions done by various activities associated with the preparation of POFA such as drying, grinding and transporting. A diesel powered lorry was considered to deliver 1000 kg POFA from the nearest palm oil mill to the laboratory for testing, and the distance was taken to be 100 km with an emission factor because consumption of diesel fuel was 0.192 kgCO2/km [61]. However, for the current study, the POFA was collected from the palm oil mill, which was 50 km from the testing laboratory, and as such this distance was considered during the calculation. The drying of POFA was done for 24 h in the oven and estimated that the electricity consumption was 1041.67 W/h, and 149.7 kWh for sieving and grinding.
As for the embodied CO2 of ESP, it was estimated based upon few assumptions since there is a lack of data in the literature, assuming that similar activities associated with POFA are also involved in the preparation of ESP. However, the electricity consumption for oven drying, grinding and sieving was taken to be 9 kWh, 4 kWh and 0.37 kWh, respectively, based upon the technical specifications available [62]. The eggshells were collected from FAMA at a 31 km distance. According to DECC [63], the CO2 emission factor for each kWh of electricity consumed is 0.521 kgCO2/kWh. Based upon these emission factors, the total CO2 emission for both POFA and ESP is calculated as shown in Table 10.
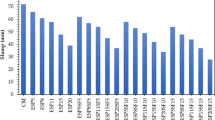
Based upon the calculated total CO2 emissions for producing 1 m3 SCC of each mix proportion investigated in this study as shown in Table 11, while Fig. 10 illustrates the difference in total CO2 emissions between the mixes. As it can be observed for the control SCC0 mix, the OPC with 369.82 kgCO2/m3 contributes to 88% of the total CO2 emissions, whereas for conventional concrete, the contribution of OPC towards the total CO2 emissions ranges from 74 to 81% [64], and 96% for lightweight foamed concrete [58]. The staggering contribution of OPC towards the total CO2 emissions per m3 of SCC is attributed to the high volume of binder that gives SCC slow-flowing ability.

Total CO2 emissions for all SCC mixes
By substituting 5% OPC content with POFA, the OPC’s contribution to the total CO2 emissions was reduced by approximately 5% to 351.33 kgCO2/m3. Furthermore, an increase in the SCM substitution removed equal amount of OPC’s CO2 emissions. Though reducing the OPC content would reduce the CO2 emissions was expected, however, the substituted SCM materials added limited CO2 emissions. Since the POFA and ESP were used as binders, therefore, the combined share of CO2 emissions by binders was 4.39%, 6.51%, 8.64%, 8.77%, 10.90%, 13.03%, 13.16%, 15.29% and 17.41% lower for SCC1, SCC2, SCC3, SCC4, SCC5, SCC6, SCC7, SCC8 and SCC9, respectively, compared to SCC0. This proves that the CO2 emissions associated with transporting and preparing the SCMs are significantly lower and could possibly help in reducing the OPC content, while not comprising on the strength. This could be observed from Fig. 11, which shows the eco-strength efficiency for all SCC mixes.

Eco-strength efficiency of different SCC mixes
The control SCC exhibited an eco-strength efficiency of without SCMs, which has an efficiency of 0.075, 0.084 and 0.088 MPa/kgCO2 m−3 for 7, 28 and 90 days, respectively. With 5% POFA, SCC1, the efficiency slightly increased to 0.077 MPa/kgCO2 m−3 for 7 days compared to control SCC0. However, for 28 days, the efficiency increased 7.14% and for 90 days 7.45% was observed compared to the SCC0. Increasing the POFA content to 10%, without the addition of ESP (SCC4), the mix exhibited 12%, 7.14% and 9.09% higher eco-strength efficiency compared to control SCC0. With 15% POFA (SCC7), the eco-strength efficiency was observed to decrease slightly by 4% for 7 days but exhibited 3.57% and 6.82% increase for 28 and 90 days compared to control SCC0 concrete. This increase in eco-strength efficiency with the increase in POFA content can be attributed to the strength gain due to the pozzolanic activity, as observed previously [67, 68]; the strength gain increases with the increase in age of concrete. The increase in strength again, however, was observed to decrease with the increase in POFA content.
With the addition of ESP, the SCC containing 5% POFA (SCC2), the mix exhibited significantly higher efficiency for all ages, compared to not only the control SCC0 but also SCC1. Increasing the ESP content to 5% along with 5% POFA resulted in slightly lower efficiency than SCC1, but nonetheless, the efficiency was still higher, 2.67%, 4.76% and 5.68% for 7, 28 and 90 days, respectively, compared to SCC0. A similar trend was observed for other mixes with higher POFA content and addition of 2.5% and 5% ESP. This could be attributed to the increase in Ca(OH)2 supply with the addition of ESP, to be consumed during the pozzolanic reaction and produce additional C–S–H [69].
3.8 Cost Analysis of SCC Mixes
The use of SCC has been limited to special applications due to the high material costs of additional ingredients, in particular superplasticizers and higher volume of OPC [70]. The general acceptance of SCC can only occur if it is cost-effective, which could only be if it incorporates more inexpensive ingredients. Using POFA and ESP as OPC substitutes may not only reduce the embodied carbon but also improve the material cost-effectiveness of SCC. Since both POFA and ESP are waste materials, which can be obtained free of cost, and as observed from the mechanical testing, combined utilization is feasible, and they could reduce the cost of SCC. In order to compare the costs of the 10 SCC mixes, the local unit costs of materials, other than POFA and ESP, were collected and are presented in Table 12. As for POFA and ESP, though they are freely available to obtain, however, the electricity and fuel consumption shown in Table 10 will add to the cost. Therefore, the cost was calculated, taking into consideration that the consumption of 1 kWh costs approximately $0.11 and the average diesel-powered lorry will consume 10.1 L per 100 km, and the price of 1 L diesel is taken as $0.53.
The cost of producing 1 m3 SCC of each mix is presented in Fig. 12. Similar to the embodied carbon, there is a significant difference between the mixes incorporating POFA and ESP compared to SCC. While the price of 1 m3 of SCC varies amongst the 10 mixes, however, a comprehensive cost analysis cannot be done without assessing the cost per unit strength (1 MPa). Therefore, the costs per unit of compressive strength were calculated and are shown in Fig. 13. For all mixtures, the amount of mineral admixtures replacement level decreased the unit strength cost of SCCs. The minimum cost per 1 MPa was exhibited by SCC2 with a reduction of 0.31 $/MPa/m3 and thus considered as the most economical SCC mix.

Cost of 1 m3 of SCC mixes

Unit strength material costs of SCC mixes
4 Conclusions
This experimental research work aimed to develop an eco-efficient SCC by replacing the OPC content with combination of binary locally available SCMs, POFA and ESP. Based on the test results, the following conclusions can be drawn:
-
1.
The physico-chemical properties suggest that POFA and ESP are favourable for concrete production with finer particles and lower specific gravity than OPC, which causes higher water absorption.
-
2.
The incorporation of POFA and ESP in SCC resulted in a decrease in the filling ability and the passing ability passed the requirement for height of the spread and the segregation resistance was improved.
-
3.
By achieving a compressive strength of 38.60 MPa at the curing age of 28 days, SCC2 denoting a 7.5% OPC replacement qualifies to be considered for concrete production and is deemed to be suitable for structural purposes. Thus, 5% POFA + 2.5% ESP is the optimum combination to be used in SCC.
-
4.
Excessive content of POFA and ESP in the SCC reduces the compressive and splitting tensile strengths. A high quantity of POFA and ESP leads to slow down the hydration process and pozzolanic reaction in the concrete.
-
5.
Combined utilization (5% POFA and 2.5% ESP) in SCC reduced the CO2 emissions and exhibited the maximum eco-strength efficiency.
-
6.
The utilization of POFA and ESP reduced the cost per unit compressive strength of the SCC. The reduction of SCC2 mix was approximately 0.31 $/MPa/m3 and is the most economical mix amongst all the SCC mixes.
References
Kamaruddin, S.; Goh, W.I.; Jhatial, A.A.; Mohd Zuki, S.S.; Faiz, A.: Self-compacting concrete with incorporation of recycled concrete aggregates. Int. J. Integr. Eng. 11(9), 164–173 (2019)
Bradu, A.; Cazacu, N.; Florea, N.; Mihai, P.: Compressive strength of self compacting concrete. Bul. Ina. Politeh. Din Iasi 62(66), 59–68 (2016)
Muhammad, A.; Usman, N.; Gambo, N.: Effect of binary blended pozzolanic materials on properties of self-compacting concrete. Int. J. Constr. Manag. (2020). https://doi.org/10.1080/15623599.2019.1707500
Memon, M.J.; Jhatial, A.A.; Murtaza, A.; Raza, M.S.; Phulpoto, K.B.: Production of eco-friendly concrete incorporating rice husk ash and polypropylene fibres. Environ. Sci. Pollut. Res. (2021). https://doi.org/10.1007/s11356-021-13418-3
Zhang, J.; Liu, G.; Chen, B.; Song, D.; Qi, J.; Liu, X.: Analysis of CO2 emission for the cement manufacturing with alternative raw materials: a LCA-based framework. Energy Procedia 61, 2541–2545 (2014). https://doi.org/10.1016/j.egypro.2014.12.041
Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A.: Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 51, 142–161 (2013). https://doi.org/10.1016/j.jclepro.2012.10.049
Hanein, T.; Galvez-Martos, J.-L.; Bannerman, M.N.: Carbon footprint of calcium sulfoaluminate clinker production. J. Clean. Prod. 172, 2278–2287 (2018). https://doi.org/10.1016/j.jclepro.2017.11.183
Aljoumaily, Z.S.; Noordin, N.; Awang, H.; Almulali, M.Z.: The effect of blast furnace slag on foam concrete in terms of compressive strength, Adv. Mater. Res., 587, 81–87, 2012, https://doi.org/10.4028/www.scientific.net/AMR.587.81
Hasanbeigi, A.; Menke, C.; Price, L.: The CO2 abatement cost curve for the Thailand cement industry. J. Clean. Prod. 18(15), 1509–1518 (2010). https://doi.org/10.1016/j.jclepro.2010.06.005
Ranjbar, N.; Mehrali, M.; Alengaram, U.J.; Metselaar, H.S.C.; Jumaat, M.Z.: Compressive strength and microstructural analysis of fly ash/palm oil fuel ash based geopolymer mortar under elevated temperatures. Constr. Build. Mater. 65, 114–121 (2014). https://doi.org/10.1016/j.conbuildmat.2014.04.064
Assi, L.; Carter, K.; Deaver, E.E.; Anay, R.; Ziehl, P.: Sustainable concrete: building a greener future. J. Clean. Prod. 198, 1641–1651 (2018). https://doi.org/10.1016/j.jclepro.2018.07.123
Raza, M.S.; Rai, K.; Kumar, D.; Ali, M.: Experimental study of physical, fresh-state and strength parameters of concrete incorporating wood waste ash as a cementitious material. J. Mater. Eng. Struct. 7(2), 267–276 (2020)
Liew, K.M.; Sojobi, A.O.; Zhang, L.W.: Green concrete: prospects and challenges. Constr. Build. Mater. 156, 1063–1095 (2017). https://doi.org/10.1016/j.conbuildmat.2017.09.008
Voora V.; Larrea C.; Bermudez S.; Baliño S.: Global Market Report: Palm Oil, (2020). https://www.iisd.org/publications/global-market-report-palm-oil (Accessed Dec. 25, 2020)
Malaysian Palm Oil Council: Monthly Palm Oil Trade Statistics : January–December 2019, (2020). http://mpoc.org.my/monthly-palm-oil-trade-statistics-2019/ (Accessed Dec. 25, 2020)
Ahmadi, R.; Zainudin, N.; Ismail, I.; Mannan, M.A.; Abidin, A.S.Z.: Micro fine sized palm oil fuel ash produced using a wind tunnel production system. Adv. Mater. Sci. Eng. 2016, 1–6 (2016). https://doi.org/10.1155/2016/6792731
Tangchirapat, W.; Jaturapitakkul, C.; Chindaprasirt, P.: Use of palm oil fuel ash as a supplementary cementitious material for producing high-strength concrete. Constr. Build. Mater. 23(7), 2641–2646 (2009). https://doi.org/10.1016/j.conbuildmat.2009.01.008
Palm Oil Analytics: Essential Palm Oil Statistics 2017, (2020). http://www.palmoilanalytics.com/files/epos-final-59.pdf (Accessed Oct. 13, 2020)
Yu, T.Y.; Ing, D.S.; Choo, C.S.: The effect of different curing methods on the compressive strength of eggshell concrete. Indian J. Sci. Technol. 10(6), 1–4 (2017). https://doi.org/10.17485/ijst/2017/v10i6/111210
Jhatial, A.A.; Goh, W.I.; Sohu, S.; Mangi, S.A.; Mastoi, A.K.: Preliminary investigation of thermal behavior of lightweight foamed concrete incorporating palm oil fuel ash and eggshell powder. Period. Polytech. Civ. Eng. 65(1), 168–180 (2021). https://doi.org/10.3311/PPci.16498
Shafigh, P.; Bin Mahmud, H.; Jumaat, M.Z.; Zargar, M.: Agricultural wastes as aggregate in concrete mixtures—a review. Constr. Build. Mater. 53, 110–117 (2014). https://doi.org/10.1016/j.conbuildmat.2013.11.074
Madurwar, M.V.; Ralegaonkar, R.V.; Mandavgane, S.A.: Application of agro-waste for sustainable construction materials: a review. Constr. Build. Mater. 38, 872–878 (2013). https://doi.org/10.1016/j.conbuildmat.2012.09.011
Tay, J.: Ash from oil-palm waste as a concrete material. J. Mater. Civ. Eng. 2(2), 94–105 (1990). https://doi.org/10.1061/(ASCE)0899-1561(1990)2:2(94)
Jaturapitakkul, C.; Tangpagasit, J.; Songmue, S.; Kiattikomol, K.: Filler effect and pozzolanic reaction of ground palm oil fuel ash. Constr. Build. Mater. 25(11), 4287–4293 (2011). https://doi.org/10.1016/j.conbuildmat.2011.04.073
Idris, M.H.M., Khairunisa, M., Rokiah, O.: Effect of palm oil fuel ash as partial cement replacement on strength of foamed palm oil clinker concrete. Natl. Conf. Postgrad. Res. 2016, Univ. Malaysia Pahang, no. October 2016, pp. 115–119, (2016)
Ranjbar, N.; Behnia, A.; Alsubari, B.; Moradi Birgani, P.; Jumaat, M.Z.: Durability and mechanical properties of self-compacting concrete incorporating palm oil fuel ash. J. Clean. Prod. 112, 723–730 (2016). https://doi.org/10.1016/j.jclepro.2015.07.033
Islam, M.M.U.; Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z.: Mechanical and fresh properties of sustainable oil palm shell lightweight concrete incorporating palm oil fuel ash. J. Clean. Prod. 115, 307–314 (2016). https://doi.org/10.1016/j.jclepro.2015.12.051
Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T.: Effect of fly ash fineness on microstructure of blended cement paste. Constr. Build. Mater. 21(7), 1534–1541 (2007). https://doi.org/10.1016/j.conbuildmat.2005.12.024
Jain, N.; Garg, M.; Minocha, A.K.: Green concrete from sustainable recycled coarse aggregates: mechanical and durability properties. J. Waste Manag. 2015, 1–8 (2015). https://doi.org/10.1155/2015/281043
Khalid, N.H.A., et al.: Palm oil fuel ash as potential green micro-filler in polymer concrete. Constr. Build. Mater. 102, 950–960 (2016). https://doi.org/10.1016/j.conbuildmat.2015.11.038
Jhatial, A.A.; Goh, W.I.; Mohamad, N.; Mo, K.H.; Sohu, S.: Incorporation of palm oil fuel ash and egg shell powder as supplementary cementitious materials in sustainable foamed concrete. Teh. Vjesn. (2020). https://doi.org/10.17559/TV-20190326112511
Freire, M.N.; Holanda, J.N.F.: Characterization of avian eggshell waste aiming its use in a ceramic wall tile paste. Cerâmica 52, 240–244 (2006)
Afolayan, J.O.; Oriola, F.O.P.; Moses, G.; Sani, J.E.: Investigating the effect of eggshell ash on the properties of sandcrete block, Int. J. Civ. Eng. Constr. Estate Manag., 5(3), 43–54, 2017, [Online]. Available: https://www.researchgate.net/publication/319493954
Yerramala, A.: Properties of concrete with eggshell powder as cement replacement. Indian Concr. J. 88(10), 94–102 (2014)
Department Veterinary Service Report: Consumption of Livestock Products, 2013–2019, http://www.dvs.gov.my/dvs/resources/user_1/2019/BP/Perangkaan%20Ternakan%2020182019/1)_Malaysia_Perangkaan_Ternakan.pdf, (2020)
Altuntas, E.; Sekeroglu, A.: Mechanical behavior and physical properties of chicken egg as affected by different egg weights. J. Food Process Eng. 33(1), 115–127 (2010). https://doi.org/10.1111/j.1745-4530.2008.00263.x
Murakami, F.S.; Rodrigues, P.O.; de Campos, C.M.T.; Silva, M.A.S.: Physicochemical study of CaCO3 from egg shells. Ciência e Tecnol. Aliment. 27(3), 658–662 (2007). https://doi.org/10.1590/S0101-20612007000300035
Gowsika, D.; Kokila, S.S.; Sargunan, K.: Experimental investigation of egg shell powder as partial replacement with cement in concrete. Int. J. Eng. Trends Technol. 14(1), 65–68 (2014). https://doi.org/10.14445/22315381/IJETT-V14P214
Raji, S.A.; Samuel, A.T.: Egg shell as a fine aggregate in concrete for sustainable construction. Int. J. Sci. Technol. Res. 4(8), 8–13 (2015)
Parthasarathi, N.; Prakash, M.; Satyanarayanan, K.S.: Experimental study on partial replacement of cement with egg shell powder and silica fume. Rasayan J. Chem. 10(2), 442–449 (2017). https://doi.org/10.7324/RJC.2017.1021689
Jhatial, A.A.; Goh, W.I.; Rind, T.A.; Kumar, A.: Thermal performance simulation of eco-friendly lightweight foamed concrete incorporating palm oil fuel ash and eggshell powder using ABAQUS. Silicon (2021). https://doi.org/10.1007/s12633-020-00907-2
Mohamad, M.E.; Mahmood, A.A.; Min, A.Y.Y.; AR, N.N.: Palm Oil Fuel Ash (POFA) and Eggshell Powder (ESP) as partial replacement for cement in concrete. E3S Web Conf 34, 01004 (2018). https://doi.org/10.1051/e3sconf/20183401004
Kamaruddin, S.; Goh, W.I.; Jhatial, A.A.; Lakhiar, M.T.: Chemical and fresh state properties of foamed concrete incorporating palm oil fuel ash and eggshell ash as cement replacement. Int. J. Eng. Technol. 7(4.30), 350 (2018). https://doi.org/10.14419/ijet.v7i4.30.22307
Rahman, A.F.; Goh, W.I.; Mohamad, N.; Kamarudin, M.S.; Jhatial, A.A.: Numerical analysis and experimental validation of reinforced foamed concrete beam containing partial cement replacement. Case Stud. Constr. Mater. (2019). https://doi.org/10.1016/j.cscm.2019.e00297
Rahman, A.F.; Goh, W.I.; Jhatial, A.A.: Flexural study of reinforced foamed concrete beam containing palm oil fuel ash (POFA) and eggshell powder (ESP) as partial cement replacement”. Int. J. Sustain. Constr. Eng. Technol. (2019). https://doi.org/10.30880/ijscet.2019.10.01.009
Khankhaje, E., et al.: On blended cement and geopolymer concretes containing palm oil fuel ash. Mater. Des. 89, 385–398 (2016). https://doi.org/10.1016/j.matdes.2015.09.140
Alsubari, B.; Shafigh, P.; Jumaat, M.: Development of self-consolidating high strength concrete incorporating treated palm oil fuel ash. Bul. INSTITUTULUI Politeh. DIN IAŞI 8(5), 2154–2173 (2015). https://doi.org/10.3390/ma8052154
Base Concrete: Different Types of Concrete Grades and Their Uses (2018)
EFNARC: Specification and Guidelines for Self-Compacting Concrete (2005)
Chopra, D.; Siddique, R.; Kunal: Strength, permeability and microstructure of self-compacting concrete containing rice husk ash, Biosyst. Eng., 130, 72–80, doi: https://doi.org/10.1016/j.biosystemseng.2014.12.005 (2015)
ASTM C114-18: Standard Test Methods for Chemical Analysis of Hydraulic Cement (2018)
BS EN 12390-3: Testing hardened concrete. Compressive strength of test specimens (2019)
BS EN 12390-6: Testing hardened concrete: Tensile splitting strength of test specimens (2009)
BS EN 12390-13: Testing hardened concrete. Determination of secant modulus of elasticity in compression, British Standards Institution, London, (2013)
Ramzi, N.I.R.; Shahidan, S.; Maarof, M.Z.; Ali, N.: Physical and chemical properties of coal bottom ash (CBA) from Tanjung Bin Power Plant. IOP Conf. Ser. Mater. Sci. Eng. 160, 012056 (2016). https://doi.org/10.1088/1757-899X/160/1/012056
Binici, H.; Kapur, S.; Rızaoğlu, T.; Kara, M.: Resistance to Thaumasite form of sulphate attack of blended cement mortars. Br. J. Appl. Sci. Technol. 4(31), 4356–4379 (2014). https://doi.org/10.9734/BJAST/2014/11948
Oyejobi, D.; Abdulkadir, T.S.; Ahmed, A.T.: A study of partial replacement of cement with palm oil fuel ash in concrete production. J. Agric. Technol. 12(4), 619–631 (2016)
Jhatial, A.A.; Goh, W.I.; Mastoi, A.K.; Rahman, A.F.; Kamaruddin, S.: Thermo-mechanical properties and sustainability analysis of newly developed eco-friendly structural foamed concrete by reusing palm oil fuel ash and eggshell powder as supplementary cementitious materials. Environ. Sci. Pollut. Res. (2021). https://doi.org/10.1007/s11356-021-13435-2
Mujah, D.: Compressive strength and chloride resistance of grout containing ground palm oil fuel ash. J. Clean. Prod. 112, 712–722 (2016). https://doi.org/10.1016/j.jclepro.2015.07.066
Long, G.; Gao, Y.; Xie, Y.: Designing more sustainable and greener self-compacting concrete. Constr. Build. Mater. 84, 301–306 (2015). https://doi.org/10.1016/j.conbuildmat.2015.02.072
Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; Abutaha, F.; Alqedra, M.A.; Nayaka, R.R.: Assessment on engineering properties and CO2 emissions of recycled aggregate concrete incorporating waste products as supplements to Portland cement. J. Clean. Prod. 203, 822–835 (2018). https://doi.org/10.1016/j.jclepro.2018.08.292
Egg-machine.com, “Eggshell Grinding Machine,” 2021. https://www.egg-machine.com/product/eggshell-grinding-machine.html (Accessed Feb. 26, 2021)
DECC, “2011 Guidelines to Defra/DECC’s GHG. Conversion Factors for Company Reporting: Methodology Paper for Emission Factors,” 2011. [Online]. Available: https://assets.publishing.service.gov.uk/government/uploads/system/uploads/attachment_data/file/69314/pb13625-emission-factor-methodology-paper-110905.pdf
Flower, D.J.M.; Sanjayan, J.G.: Green house gas emissions due to concrete manufacture. Int. J. Life Cycle Assess. 12(5), 282–288 (2007). https://doi.org/10.1065/lca2007.05.327
Turner, L.K.; Collins, F.G.: Carbon dioxide equivalent (CO2-e) emissions: a comparison between geopolymer and OPC cement concrete. Constr. Build. Mater. 43, 125–130 (2013). https://doi.org/10.1016/j.conbuildmat.2013.01.023
Yang, K.-H.; Song, J.-K.; Song, K.-I.: Assessment of CO2 reduction of alkali-activated concrete. J. Clean. Prod. 39, 265–272 (2013). https://doi.org/10.1016/j.jclepro.2012.08.001
Jhatial, A.A.; Goh, W.I.; Mohamad, N.; Sohu, S.; Lakhiar, M.T.: Utilization of palm oil fuel ash and eggshell powder as partial cement replacement—a review. Civ. Eng. J. 4(8), 1977 (2018). https://doi.org/10.28991/cej-03091131
Zeyad, A.M.; Megat Johari, M.A.; Tayeh, B.A.; Yusuf, M.O.: Efficiency of treated and untreated palm oil fuel ash as a supplementary binder on engineering and fluid transport properties of high-strength concrete. Constr. Build. Mater. 125, 1066–1079 (2016). https://doi.org/10.1016/j.conbuildmat.2016.08.065
Shakiba, M.; Rahgozar, P.; Elahi, A.R.; Rahgozar, R.: Effect of activated pozzolan with Ca(OH) 2 and nano-SiO2 on microstructure and hydration of high-volume natural pozzolan paste. Civ. Eng. J. 4(10), 2437 (2018). https://doi.org/10.28991/cej-03091171
Uysal, M.; Yilmaz, K.: Effect of mineral admixtures on properties of self-compacting concrete. Cem. Concr. Compos. 33(7), 771–776 (2011). https://doi.org/10.1016/j.cemconcomp.2011.04.005
Funding
The authors would like to acknowledge financial support received by the Research Management Centre (RMC), Universiti Tun Hussein Onn Malaysia under grant GPPS-H684.
Author information
Authors and Affiliations
Contributions
SK done conceptualization, investigation, data analysis, writing—original draft, funding acquisition. WIG performed supervision, methodology, writing—original draft, funding acquisition. NANAM contributed to investigation, data analysis. AAJ performed data analysis, writing—review and editing. NM done supervision and methodology. AFR investigated and analysed the data.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest.
Rights and permissions
About this article

Cite this article
Kamaruddin, S., Goh, W.I., Abdul Mutalib, N.A.N. et al. Effect of Combined Supplementary Cementitious Materials on the Fresh and Mechanical Properties of Eco-Efficient Self-Compacting Concrete. Arab J Sci Eng 46, 10953–10973 (2021). https://doi.org/10.1007/s13369-021-05656-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-021-05656-x