
Abstract
This paper explores the utilization of chicken eggshell powder (ESP) as a biofiller material in glass fiber-reinforced polymer (GFRP) composites. ESP has a very low density, is highly abundant, and is frequently disposed of as agriculture waste. This paper investigates the mechanical strength of the GFRP composites filled with 10 wt% to 40 wt% of ESP filler loading. The size of the ESP is 100 and 150 microns. The collected chicken eggshells were cleaned with clear water. The membrane of the eggshells was removed, dried, crushed, pulverized, and sieved to obtain the desired particle size. The GFRP laminates were manufactured using wet hand layup and resulted in a fiber volume fraction of 0.34. Findings reveal that the composite with a small ESP filler size shows superior strength in both tension and compression properties. The tensile strength and compressive strength increased by 18% and 30%, respectively, with the addition of 10 wt% of 100 µm ESP. The findings reveal the potential of eggshell wastes to be channeled toward the production of value-added composite materials for sustainable development.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Several million tons of eggshells are generated as biowaste across the world every day [1]. The growing population worldwide and the emergence of food industries have increased the consumption of eggs. Thus, a considerable amount of eggshells are being disposed of, thereby exacerbating land pollution. However, eggshells are abundant, non-costly, and low density, and have the potential to become a reusable material to highlight the sustainability features of this material. Therefore, this paper aims to discover the latent mechanical behavior of eggshell powder (ESP) as a biofiller in composite materials without compromising its primitive properties.
Eggshell wastes can be transformed into a value-added product through sustainable means due to the ample mineral contents of the eggshells. A chicken eggshell contains 95% calcium carbonate and 5% inorganic content [2, 3]. Its bulk quantity in calcium carbonate provides the opportunity for eggshells to become a latent replacement for commercial and synthetic calcium carbonate in industries. Many experiments have been conducted to study replacements to reduce material costs. Ashok et al. [4] found out that eggshells contain 90.5% calcium carbonate, 6.8% calcium hydroxide, and 0.7% calcium oxide. The large proportion of calcium carbonate makes eggshells a potential biocompatible material [5]. Eggshells alone exhibit excellent mechanical and physical properties, such as tensile strength, compressive strength, and low water absorption [6].
Given economic and environmental apprehensions, natural fillers are usually employed by researchers to enhance the physical and mechanical properties of composite materials. Adding natural fillers to composites has proven to reduce the cost of producing metal matrix composites for engineering applications [7]. Krishnamurthi et al. [8] studied the effect of wood flour fillers’ density and the mechanical properties of polyurethane foams. Natural fillers such as coconut shell, rice husk, and teakwood were used by Sajith et al. [9] in examining the viability of using lignocellulose fillers in conventional composites. These fillers are low cost and have the potential to be alternative reinforcements for expensive and non-renewable fillers. A study investigated the effect of incorporating fly ash and coal combustion ash in aluminum matrix composite [10]. Tensile strength and hardness increased with the addition of fly ash to the aluminum matrix composite.
Mohan et al. [11] investigated a hybrid composite by adding coconut fiber to glass fiber-reinforced epoxy. They found that the sample with 6% treated coir fiber had the optimum tensile characteristic and flexural strength. However, this study found that strength decreases when the percentage of alkali treatment of the natural filler increases. The finding suggests that the degradation of natural fibers is triggered by the high percentage of chemical treatment. A study by Hiremath et al. [12] involved chicken feathers in the manufacturing of hybrid composites. The research suggested that chicken feathers can be used to design lightweight composites; this approach can also reduce the disposal of the feathers. According to the paper, hybrid composites with 10 wt% of chicken feathers had the best tensile strength, flexural strength, and impact strength.
An experiment on the behavior of concrete containing ESP as cement-replacing material was conducted to analyze the potential of ESP as an alternative material to replace cement at a partial amount [13]. In the study, 0%, 6%, 12%, 18%, and 24% ESP was used. The concrete sample with 12% ESP achieved the optimum compressive strength and flexural strength. The maximum split tensile strength was obtained by 6% ESP.
In recent years, a considerable amount of literature has been published on the use of eggshell flakes or powder as a filler in composites. Hassan et al. [14] investigated the tensile, compressive, flexural, impact, density, and hardness properties of uncarbonized and carbonized eggshell particulates in polyester composite. The polyester used was thermosetting type, and no fiber was utilized in composite fabrication. According to the paper, the ultimate tensile strength increased by 54.1% with the addition of 40% uncarbonized eggshell filler. The compressive strength recorded a 15.1% increase from 0 to 50% eggshell-added composites, and a significant increase in hardness was observed. Some studies involved natural rubber. Saisamorn Lumlong et al. [15] obtained the highest tensile strength from a composite with 20 parts per hundred eggshells. Conversely, Intharapat et al. [16] found a steady decrease in the tensile strength, tear strength, elongation at break, and a rise in hardness when the filler’s loading increased.
Limited quantitative analyses have been conducted on tensile and compression properties by applying ESP in thermoset polymer. Kenganal et al. [17] investigated composite samples with 0%, 10%, and 20% weight fraction of eggshell in terms of flexural strength, Vickers hardness, and water absorption. A remarkable procedure of the study is that a chemical—sodium hydroxide—was used to clean the eggshells. The chemical used may affect the overall properties of the samples. Kenganal et al. [17] reported a fluctuating trend in the flexural strength, decreasing at 10% filler loading and increasing when the weightage of the filler was 20%. The hardness and the water absorption of the samples increased with filler loading. Similarly, Panchal et al. [18] found that the absorption of the composites increases with the increase in filler loading.
Previously, Nayak et al. [3] studied the use of 150 µm eggshell fillers in E-glass/epoxy composites. Sodium chloride solution was used as the treatment to remove the membrane, and the process was conducted at 70 °C. The tensile strength decreased significantly as the filler content increased. A study that used polyethylene as the matrix and sodium hydroxide for eggshell cleaning also found that the tensile strength decreased with the addition of eggshell particulate [19].
A study was performed on the mechanical properties of composites involving 0% to 40% of 100 µm ESP. A composite sample of 10% filler loading had the highest tensile strength as the strength increased by around 20% [20]. The investigated specimens were neat resin with only eggshell as fillers without fiber as reinforcement. Fine ESP has the potential to fuse into the space between fiber bundles and hence affect the properties of the composite materials; this condition requires further investigation. The gaps between this paper and previous works are related to the eggshell processing method, fabrication method of the composites, and particle sizes. Other researchers used chemicals such as sodium chloride and sodium hydroxide to process the eggshells. For this work, the chemical was not used because chemicals are anticipated to affect the properties of the eggshells alone, which may be required for further study.
This research fabricates a glass fiber-reinforced polymer (GFRP) hybrid epoxy composite with 100 and 150 µm of chicken ESP at different filler loading. In this study, eggshell filler sizes of 100 and 150 µm were selected for direct comparison with research that utilized thermoset polymer (epoxy) as composite specimens. The tensile and compressive properties of the GFRP hybrid composites were investigated further to enhance understanding on the effect of various filler loading and the particle sizes of ESP. This study will provide important insight into the viability of GFRP with ESP as a value-added composite structure for sustainable development in the future.
2 Materials and Methods
A general-purpose epoxy, namely EpoxyAmiteTM 100, together with the 102 MEDIUM hardener was used as the matrix material for composite fabrication. For the reinforcement, four plies of 800 gsm E-glass woven roving fabric were employed, and the number of plies of the fiber was kept constant for all the samples. The ESP was added to the resin by weight percentage.
2.1 Eggshell Processing
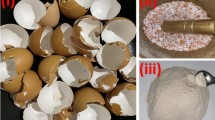
Unwanted chicken eggshells were collected from the cafe at the Engineering Campus Universiti Sains Malaysia. The eggshells were thoroughly washed with clean water to remove the egg pulp residue and any dirt on the eggshell wall. Concurrently, the membranes were removed using water. The cleaned eggshells were then dried under sunlight for 24 h. Next, they were gathered to be smashed into small flakes. The crushed eggshells were the prepared for the next procedure. The process is illustrated in Fig. 1.

Eggshell processing
Next, the eggshell flakes were fed into a ball-milling machine to be ground and pulverized for 4 h at 294 rpm. The large balls were used to break down the coarse feed particles, while the smaller balls could break them down to finer particulates by filling the void spaces between the balls. Ball-milling is an effective method of grinding coarse material into fine and uniform sizes by utilizing the principle of centrifugal force [1, 3, 5, 21,22,23].
A sieve shaker was then used to sieve the ESP to obtain the desired particle size. The sieve stacking sequence started with the largest mesh size of 150 µm placed at the top, followed with a subsequent sieve of 100 µm and a sieve pan at the bottom. After the equipment was set up, 60 g of ESP was placed at the top sieve, and it was sieved for 15 min. The remains were then collected.
The ESP was oven-baked at 80 °C for 4 h to remove water and moisture until a constant weight was achieved. Afterward, the ESP was stored in a desiccator filled with silica gel desiccants to prevent its exposure to the air.
2.2 Specimen Fabrication
Four pieces of woven glass fiber fabrics were cut, and their weight was recorded. Wax was applied to the working table to ease the demolding process. Next, the resin was prepared by combining the epoxy and hardener. The ratio of epoxy to hardener was 100:29. For the hybrid composites that contained the filler, the ESP was substituted in the matrix by weight percentages of 10%, 20%, 30%, and 40%. The mixture was properly mixed for 5 min. Wet hand layup technique was employed to manufacture the specimens. This fabrication method was also used by other researchers in their investigation [3, 12].
After the specimens were properly cured at room temperature, they were cut to the desired dimensions for the tension and compression test. In this paper, the naming of the types of sample was abbreviated as shown in Fig. 2 for ease of data analysis.

Abbreviation of sample’s name
2.3 Tensile and Compression Test
A universal testing machine (Instron 3367) was used to perform the tension and compression test. The tensile test was conducted in accordance with ASTM D3039 at a crosshead speed of 2 mm/min. Emery cloth was used for clamping to increase the friction between the clamped object and to prevent slipping. An extensometer was attached to the specimen to measure the strain, thus determining the tensile modulus.
On the basis of the tensile test results, the composite with 10% filler loading was chosen to undergo the compression test because it exhibited the most significant increase in tensile strength and will be interesting for the compression analysis. The test was conducted in compliance with ASTM D3410 with a loading rate of 1.5 mm/min. For each powder size, three types of gauge length, namely 100, 50, and 25 mm, were tested to determine the values for a pure compression failure.
2.4 Void Content
Void is a prevalent detrimental defect in composite materials. The analysis of void content is performed based on ASTM D2734. The estimation of void content can be defined through Eq. (1), provided that the theoretical density of composite is of no interest.
where \( V \) is the void content in volume percentage, \( M_{\text{d}} \) is the measured density, \( r \) is the resin in weight percentage, \( g \) is the weight percentage of glass, \( d_{\text{r}} \) is the density of resin, and \( d_{\text{g}} \) is the density of glass. The assumptions were made with respect to Eq. (1). The density of the ESP is neglected; hence, the weight of ESP is not included in the void content estimation.
3 Result and Discussion
3.1 Tension Properties
3.1.1 Influence of Filler on the Tensile Properties
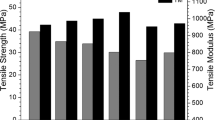
The correlation between the filler loading and filler size on the tensile properties is investigated and discussed in this section. Figure 3 projects that finer ESP shows better tensile strength. 100-ESP10 has the highest strength among all the composites, being 17.9% higher than 150-ESP10. The tensile stress is transferred from the epoxy matrix to the filler, thus enhancing the tensile strength of 100-ESP10 [24]. Moreover, smaller particles have better adhesion capability because they could provide a larger bonding surface area between the matrix and filler particles [25]. The changes in the tensile strength are statistically insignificant with the addition of 150 µm ESP in composites. For the case of 100-ESP20, the tensile strength declined; this condition was attributed to the increase in viscosity in the matrix, increase in the porosity, and decrease in the wettability of the composites [26].

Maximum tensile stress of the 150 and 100 µm ESP
Figure 4 compares the summary statistics for the effect of filler size and filler loading on the tensile modulus. The composites with a larger filler size exhibit higher stiffness. The difference in the modulus of elasticity between the samples with 150 and 100 µm ESP ranges from 5.21 to 14.61%. The stiffness of 100-ESP10, which has the highest tensile strength, decreased by 12.6%. Although no remarkable increment occurred in the average modulus when compared with the as-received sample, the stiffness may still increase with the inclusion of the ESP. This possibility is revealed by the error bars in the 150 µm ESP samples, which show that the maximum modulus can rise higher than ESP0.

Tensile modulus of the 150 and 100 µm ESP
The data for composites with 100 µm ESP were compared with those found by Petrasek, Müller [20]. As shown in Fig. 5, even though the values of tensile stress reported by their study was much lower than those in the present study because no reinforcement or fiber was involved in their investigation, the trend of the influence of filler loading is similar to that of the current research. The data show that with the inclusion of 10 wt% of ESP, the composites tend to withstand the highest tensile stress. The present study shows an increase of 17.9%, while Petrasek, Müller [20] reported an increase of 21.9%. This finding indicates that the strength is gradually decreased with further increment in filler content.

Comparison of tensile strength for 100-ESP10 with previous research
Interestingly, the single most striking concern to emerge from the comparison of the results was that Nayak et al. [3] used a chemical solution to clean the chicken eggshells. When the same filler size of 150 µm was used, the other minor differences were the areal weight of the glass fiber used (128 gsm in Nayak et al.’s research and 800 gsm in the current study) and the percentage of filler loading employed (0, 3%, and 6% in Nayak et al.’s study). On the basis of the paper’s findings, the tensile strength decreased steadily with the addition of 150 µm ESP. The researchers claimed that the main reason for the reduction is the poor adhesion within the composites. Conversely, the present result reveals a minor increment in the tensile strength until the filler loading of 20%. Although the increment is insignificant, this result proves that using chemicals to clean the eggshells is not necessary.
3.1.2 Void Content
The influence of void content on the mechanical properties of GFRP hybrid composites is discussed in this section. Figure 6 shows that the void content increases with the increase in filler loading. While the void content in ESP0 remains the lowest, the void content increases slightly as the filler loading increases for both 150 and 100 µm ESP.

Void content of the specimens
The reduction in tensile strength across the addition of filler loading can be explained with regard to the void content associated with the specimens. Although the weight and the density of the ESP are assumed negligible in the estimation of the void content, the consumption of resin reduced with a greater addition of ESP during the wet layup process [27,28,29]. The quantity of the resin has a more significant influence on the inherent void content within the composites. Generally, the result reveals that the void content increases as the filler loading increases. Thus, we can suggest that the void content might influence the properties of the samples to some extent. In the case of this study, it contributed to the drop of the tensile strength when the concentration of the ESP increased.
For the filler-filled composites, a portion of resin was replaced by the ESP according to the requirement of filler loading by weight percentage. Thus, the adhesion between the laminates was not as strong as that of composites fabricated with lower filler content. Moreover, numerous pores or voids can be observed clearly from the sidewalls of the specimens with high filler concentration (see Fig. 7). According to Mehdikhani et al. [30], the existence of voids is responsive to matrix cracking. Therefore, the possible cause for the decrease in tensile strength at a higher filler loading is that the matrix was prone to cracking more easily.

Side wall of the samples at different filler loading
3.1.3 Failure Mode
The most common failure type for specimens without filler and with 10 wt% of ESP was lateral within the gage length or inside the grip. By contrast, the majority of the specimens with 20 wt% filler content had the angled-type failure whether they broke inside the grip or within the gauge length. The angle is estimated to range from 40° to 60°. By contrast, significant delamination occurred in the specimens with 30 and 40 wt% of ESP. As shown in Fig. 8, edge delamination occurred frequently in the specimens with a high filler content. When the tensile load was applied continuously, a successive crack sound can be heard, thereby indicating that the matrix cracked due to high void content. Before it broke entirely, the fabric layer split up as soon as the bonding between the structures was weakened. For specimens that contained 40% ESP, their failure comprised delamination, lateral, long splitting, and minor explosive.

Delamination of 100-ESP30
In composite structures, delamination causes the degradation of stiffness and loss of fatigue life [31]. The structure tends to break into a few pieces due to the separation of interfacial bonds. It is an undesirable critical failure mechanism because it lowers the strength of the material. The observation from the experiment reveals that the through-thickness strength of the samples is relatively low at a higher filler loading. The matrix fails first before the fracture of the fiber. In fact, the fiber contributes more to the in-plane strength than to the through-thickness properties [32]. The inconsistency trend of the tensile modulus could be attributed to the failure of the specimens. The extensometer slipped when the specimens failed because it was clamped at the outer surface of the specimen. When the delamination occurred on the outer layer of the fiber, the vibration propagated to the detector of the extensometer, and this slippage affected the recorded strain.
3.2 Compression Properties
3.2.1 Influence of Filler on the Compressive Properties
The failure map for ESP0, 150-ESP10, and 100-ESP10 is shown in Fig. 9. Generally, a short gauge length corresponds to a high compressive strength. Various gauge lengths are used in the compression test to determine the pure compression strength at which microbuckling is avoided. Although identifying and confirming the pure compression are difficult, a short gauge length has a high possibility to provide a result that is close to the pure compressive strength.

Effect of powder size on compressive strength
The outcome presents that for the shortest gauge length of 25 mm, the compressive strength for the sample with 100 µm increased by 29.9%, which is also the highest among all the samples. This finding proved the viability of adding ESP to the composite because the inclusion of ESP could enhance the compressive strength significantly. Yet, a small particle size corresponds to improved strength.
In accordance with the compressive strength for 150-ESP10, one unanticipated finding was that the strength for the sample with a 50-mm gauge length is higher than that of the sample with a 25-mm gauge length. This result may be due to the nature of the fabricated panel. The manufacturing process plays an important role in determining the compressive strength of the samples because an uneven section thickness would have affected the result of the compression test [33].
Unlike the compressive strength, the modulus for the three samples with ESP0, 150, and 100 µm ESP decreased as the gauge length became shorter. This result can be explained by considering the maximum strain associated with each of the samples. Taken together, the strain increases gradually when the gauge length is reduced, as shown in Fig. 10. The higher strain will result in a smaller modulus theoretically. Thus, we can suggest that the strain directly affects the modulus. Take, for example, the samples with a 25-mm gauge length; the one with 150 µm ESP has the lowest strain, thereby having the highest modulus, as shown in Fig. 11.

Compressive strain at different gauge lengths

Effect of powder size on compressive modulus
3.2.2 Failure Mode
Figure 12a shows a specimen with a longer gauge length subjected to a combination of elastic buckling and compression failure. Buckling is a type of failure that is due to geometric instability and is characterized by a sudden sideways deflection of a structure. Identifying if compressive failure or premature buckling occurred is difficult, if not impossible, because either failure happens suddenly. In addition, composite materials are brittle, and this condition suggests that true compressive failure is difficult to observe. The longer specimen has a lower compression strength because the fiber tends to become wavy when compression load is applied. Therefore, the local bucking would occur first, thereby resulting in a constant maximum compressive strength even though the strain is still increasing. For specimens with a shorter gauge length, such as 50 and 25 mm (Fig. 12b, c), the failure mode with a combination of fiber crushing, shear, and microbuckling was observed. A short gauge length would provide high compressive strength because local buckling is unlikely to occur.

a Gauge length = 100 mm; b gauge length = 50 mm; c gauge length = 25 mm
4 Conclusion
This paper determines the feasibility of adding eggshell waste to composite materials with sustainable development taken into consideration. ESP with two filler sizes of 150 and 100 µm and filler loading ranging from 0 to 40% was analyzed using experimental method. Concluding observations from the investigation are given below.
-
A fine filler size is ideal for enhancing the overall mechanical strength of the composite.
-
The tensile strength increased by 18%, whereas the compressive strength improved by 30% with the inclusion of 10 wt% of 100 µm ESP.
-
The main failure mode of specimens with 30 and 40 wt% ESP was delamination, which is undesirable in structural construction for composite materials. Therefore, this failure mode is deduced to be correlated with void content.
-
The evidence from this study suggests that a great filler loading corresponds to a high void content. Moreover, void content has a critical contribution to matrix cracking.
-
This research provides additional evidence that employing chemicals in eggshell processing for cleaning purposes is unnecessary, given that a result trend similar to that in previous research was obtained. In fact, the usage of chemicals may increase the overall manufacturing cost.
References
Wu, S.-C.; Hsu, H.-C.; Hsu, S.-K.; Chang, Y.-C.; Ho, W.-F.: Synthesis of hydroxyapatite from eggshell powders through ball milling and heat treatment. J. Asian Ceram. Soc. 4(1), 85–90 (2016). https://doi.org/10.1016/j.jascer.2015.12.002
Hassen, A.A.; Dizbay-Onat, M.; Bansal, D.; Bayush, T.; Vaidya, U.: Utilization of chicken eggshell waste as a bio-filler for thermoplastic polymers: thermal and mechanical characterization of polypropylene filled with naturally derived CaCO3. Polym. Polym. Compos. 23(9), 653 (2015). https://doi.org/10.1177/096739111502300908
Nayak, S.; Heckadka, S.; Sharma, P.; Aman, I.; Dey, S.: Use of egg shell particulate as fillers in e-glass/epoxy composites. In: Paper presented at the International Conference on Mechanical Engineering and Industrial Automation, Dubai, 21-22/11/2015
Ashok, B.; Naresh, S.; Reddy, K.O.; Madhukar, K.; Cai, J.; Zhang, L.; Rajulu, A.V.: Tensile and thermal properties of poly(lactic acid)/eggshell powder composite films. Int. J. Polym. Anal. Charact. 19(3), 245–255 (2014). https://doi.org/10.1080/1023666X.2014.879633
Ganesan, K.; Kailasanathan, C.; Sanjay, M.R.; Senthamaraikannan, P.; Saravanakumar, S.S.: A new assessment on mechanical properties of jute fiber mat with egg shell powder/nanoclay-reinforced polyester matrix composites. J. Natl. Fibers (2018). https://doi.org/10.1080/15440478.2018.1500340
Supri, A.G.; Ismail, H.; Shuhadah, S.: Effect of polyethylene-grafted maleic anhydride (PE-g-MAH) on properties of low density polyethylene/eggshell powder (LDPE/ESP) composites. Polym.-Plast. Technol. Eng. 49(4), 347–353 (2010). https://doi.org/10.1080/03602550903414035
Hassan, B.; Aigbodion, V.S.: Effect of eggshell on the microstructures and properties of AL-Cu-Mg/egg shell particulate composites. J. King Saud Univ. Eng. Sci. 27(1), 49–56 (2015)
Krishnamurthi, B.; Bharadwaj-Somaskandan, S.; Sergeeva, T.; Shutov, F.: Effect of wood flour fillers on density and mechanical properties of polyurethane foams. Cell. Polym. 22(6), 371–381 (2003). https://doi.org/10.1177/026248930302200602
Sajith, S.; Arumugam, V.; Dhakal, H.: Comparison on mechanical properties of lignocellulosic flour epoxy composites prepared by using coconut shell, rice husk and teakwood as fillers. Polym. Test. 58, 60–69 (2016). https://doi.org/10.1016/j.polymertesting.2016.12.015
Arifin, A.; Sipahutar, R.; Pratiwi, D.K.; Bizzy, I.; Purba, D.W.I.: Gunawan: effect of fly ash as reinforcement on mechanical properties of aluminum scrap based hybrid composite. J. Eng. Sci. Technol. 13(10), 3080–3091 (2018)
Mohan, N.S.; Shettar, M.; Bhat, R.: Fabrication and investigation of epoxy resin based glass fiber-coconut fiber hybrid composite material. In: Paper presented at the 10th International Conference on Mechanical & Automobile Engineering {ICMMAE’2016},
Hiremath, P.; Shettar, M.; Gowrishankar, M.C.; Chauhan, V.; Nikhil, N.: Investigation of mechanical properties of glass fiber—chicken feather hybrid composite. Int. J. Technol. 8(3), 408 (2017). https://doi.org/10.14716/ijtech.v8i3.6843
Parkash, A.; Singh, E.R.: Behaviour of concrete containing egg shell powder as cement replacing material. Int. J. Latest Res. Eng. Comput. (IJLREC) 5(4), 1–5 (2017)
Hassan, B.; Aigbodion, V.S.; Patrick, S.N.: Development of polyester/eggshell particulate composites. Tribol. Ind. 34(4), 217–225 (2012)
Lumlong, S.; Pungpo, P.; Khamsri, B.; Saeglam, I.; Kongkaew, C.: Study the effect of calcium carbonate from eggshell as a filler in a natural rubber. In: Paper presented at the ISERD International Conference, Tokyo, Japan, 2018/01/06
Intharapat, P.; Kongnoo, A.; Kateungngan, K.: The potential of chicken eggshell waste as a bio-filler filled epoxidized natural rubber (ENR) composite and its properties. J. Polym. Environ. (2012). https://doi.org/10.1007/s10924-012-0475-9
Shashir, S.K.; Apsarraj, A.D.; Shashidhar, A.L.; Basavaroodh, A.B.: Experimental investigation of mechanical properties of egg shell powder reinforced with epoxy. Int. J. Emerg. Technol. Innov. Res. 4(7), 157–160 (2017)
Panchal, M.; Raghavendra, D.G.; Prakash, M.; Ojha, S.; Bose, S.C.P.: Moisture absorption behavior of treated and untreated eggshell particulate epoxy composites. Silicon 10(43), 1–9 (2017). https://doi.org/10.1007/s12633-016-9541-6
Shuhadah, S.; Ghani, S.A.: LDPE-Isophthalic acid-modified egg shell powder composites (LDPE/ESPI). J. Phys. Sci. 20(1), 87–98 (2009)
Petrasek, S.; Müller, M.: Polymeric particle composites based on filler from hen egg-shells. In: Paper presented at the 16th International Scientific Conference Engineering for Rural Development, 24-26/05/2017
Tsai, W.-T.; Yang, J.-M.; Hsu, H.-C.; Lin, C.-M.; Lin, K.-Y.; Chiu, C.-H.: Development and characterization of mesoporosity in eggshell ground by planetary ball milling. Microporous Mesoporous Mater. 111(1), 379–386 (2008). https://doi.org/10.1016/j.micromeso.2007.08.010
Chaithanyasai, A.; Vakchore, P.R.; Umasankar, V.: The micro structural and mechanical property study of effects of EGG SHELL particles on the aluminum 6061. Procedia Eng. 97, 961–967 (2014). https://doi.org/10.1016/j.proeng.2014.12.372
Baláž, M.: Ball milling of eggshell waste as a green and sustainable approach: a review. Adv. Coll. Interface. Sci. 256, 256–275 (2018). https://doi.org/10.1016/j.cis.2018.04.001
Vincent, S.R.; Jaafar, M.: Palaniandy, S: Properties of calcium carbonate/MICA and calcium farbonate/talc filled polypropylene composites. J. Eng. Sci. 10, 41 (2014)
Onuoha, C.; Onyemaobi, O.; Anyakwo, C.; Onuegbu, G.: Effect of filler loading and particle size on the mechanical properties of periwinkle shell filled recycled polypropylene composites. Am. J. Eng. Res. 6, 72–79 (2017)
Borkar, S.; Kumar, V.S.; Mantha, S.: Effect of silica and calcium carbonate fillers on the properties of woven glass fibre composites. Indian J. Fibre Text. Res. 23, 251–253 (2007)
Shashir, S.; Apsarraj, A.; Shashidhar, A.; Basavaroodh, A.J.J.o.E.T.; Research, I.: Experimental investigation of mechanical properties of egg shell powder reinforced with epoxy. Int. J. Emerg. Technol. Innovative Res. 4(7), 157–160 (2017)
Nayak, S.Y.; Srinivas Shenoy, H.; Sharma, P.; IqbalAman, S.: Use of egg shell particulate as fillers in e-glass/epoxy composites. In: Proceedings of International Conference on Mechanical Engineering and Industrial Automation Held on 21–22, Nov, 2015, in Dubai, ISBN: 9788193137321 2015
Hiremath, P.; Shettar, M.; Shankar, M.G.; Mohan, N.J.M.T.P.: Investigation on effect of egg shell powder on mechanical properties of GFRP composites. Mater. Today Proceed. 5(1), 3014–3018 (2018)
Mehdikhani, M.; Petrov, N.A.; Straumit, I.; Melro, A.R.; Lomov, S.V.; Gorbatikh, L.: The effect of voids on matrix cracking in composite laminates as revealed by combined computations at the micro- and meso-scales. Compos. Part A: Appl. Sci. Manuf. 117, 180–192 (2019). https://doi.org/10.1016/j.compositesa.2018.11.009
Baláž, M.; Baláž, P.; Bujňáková, Z.; Pap, Z.; Kupka, D.; Zorkovská, A.: Mechanochemical dechlorination of PVC by utilizing eggshell waste. Acta Phys. Polonica, A. 126(4), 884–887 (2014)
Wisnom, M.R.: The role of delamination in failure of fibre-reinforced composites. Philos. Trans. R. Soc. A: Math. Phys. Eng. Sci. 370(1965), 1850–1870 (2012)
Soutis, C.; Lee, J.: The effect of specimen size on the compressive strength of carbon fibre-epoxy laminates. In: Gdoutos, E.E. (ed.) Recent Advances in Experimental Mechanics: In Honor of Isaac M. Daniel, pp. 153–162. Springer, Dordrecht (2002)
Acknowledgements
This study was funded by the Universiti Sains Malaysia FRGS Grant 203/PAERO/6071409. The technical assistance of Mr. Hasfizan Hashim and Mr. Mohd Shahar Che Had for the specimen’s fabrication and testing is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lee Jie Shin, Barathi Dassan, E.G., Zainol Abidin, M.S. et al. Tensile and Compressive Properties of Glass Fiber-Reinforced Polymer Hybrid Composite with Eggshell Powder. Arab J Sci Eng 45, 5783–5791 (2020). https://doi.org/10.1007/s13369-020-04561-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-020-04561-z