
Abstract
Inconel 718 is a nickel-based superalloy extensively used in aerospace industries for its excellent physical, mechanical and chemical properties. Poor thermal conductivity, high toughness and strong work hardening tendency of this alloy adversely affect its machinability. Inconel 718 is therefore treated as ‘difficult to cut’ or ‘hard to cut’. Conventional machining of Inconel 718 faces various challenges like high cutting forces, evolution of huge cutting temperature and rapid tool wear. As a consequence, surface integrity of the machined part becomes disappointing. Excessive tool wear incurs additional cost of tool replacement. To overcome machining difficulties of this alloy, application of coated tool insert is recommended. To this end, the present work attempts to investigate machining performance of Inconel 718 using coated carbide (cemented carbide) tool with chemical vapour deposition multi-layer coating TiN/TiCN/Al2O3/TiN (TN4000) under dry cutting environment. Turning experiments are conducted with varied cutting speeds: 50, 75, 100 and 125 m/min at constant feed rate 0.1 mm/rev and constant depth of cut 0.4 mm. Chip morphology including features of chip cross section, free surface of chip and chip reduction coefficient as affected by cutting speed is studied herein. Abrasion, adhesion, chipping off, coating delamination, built-up edge formation, diffusion, etc. are identified as potential wear mechanisms. In addition to flank wear and crater wear, occurrence of notch wear is also distinctly identified. Surface roughness of the finished work part is found better in case of coated tool than uncoated one. Coated tool corresponds to lesser cutting force magnitude, lower cutting temperature and higher value of chip reduction coefficient than the case of traditional uncoated tool.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Research Background
Inconel 718 belongs to the category of high-strength, thermal-resistant (HSTR) nickel-based superalloy very much suitable for the manufacture of structural parts of jet aeroengines [1]. The unique properties of Inconel 718 including capability to withstand high temperature strength and hardness, and outstanding resistance to both corrosion and creep are found advantageous for applications in petrochemical, medical, space ships, submarines, nuclear reactors and steam power plants [2]. Being extremely tough in nature, conventional machining of Inconel 718 faces serious challenges [3,4,5,6]. Inconel 718 is highly sensitive to strain rate and readily gets work-hardened causing severe tool wear. Microstructure of this alloy contains hard carbide particles which cause abrasive wear. Its inability towards effective heat dissipation due to poor thermal conductivity results in high cutting temperature [7]. Often, diffusion wear is caused due to high chemical affinity of this alloy for few tool materials (especially cobalt). Welding and adhesion of fused chip appear as a frequent phenomenon causing severe notching and pull-out of tool material. This in turn alters geometry of the cutting tool. High temperature stability of Inconel 718 results in attainment of high cutting forces which further cause severe machine tool vibration, thus degrading surface finish of the machined part.
Apart from machining parameters, tool material, tool geometry and cutting environment play a significant role in achieving satisfactory machining performance. However, uncoated cemented carbide tool is widely used in machining, because of its excellent shock resistance as well as toughness [8]. However, machining of Inconel 718 is restricted to low cutting speeds which increases the machining time [9].
Application feasibility of coated tool and dry cutting environment in manufacturing industries has received much attention. This is because a significant part of tool production cost is spent for cutting fluids [10]. Waste cutting fluid needs to be treated before disposal, and prolonged exposure to such wet cutting environment invites health hazard to the machine operator [11]. In contrast to this, dry machining is advantageous because it is economic as well as environmental-friendly [12]. In this context, researchers recommended high-speed machining of Inconel 718 in dry cutting environment.
Hard and lubricious coating provided to cutting tools offers remarkable advantages to the metal cutting industries in terms of reduction in tool wear and consequently extended tool life. Coating substantially improves wear resistance of the cutting tool and results in low coefficient of friction, and hence, evolution of, to a lesser extent, frictional heat generation at the cutting zone occurs. The most commonly used coating is TiAlN with varied Ti/Al ratios. This coating exhibits excellent hardness and wear resistance, high chemical stability and favourable thermal conductivity appropriate for hard machining [13, 14] especially at high cutting speed with/without cutting fluid [15]. In contrast to carbide tool, coated tool stimulates the wear process more consistent which causes better surface finish [9]. Selection of tool coating depends on the following properties: hardness, wear resistance, surface lubricity, oxidation temperature rating and anti-seizure nature.
Rahman et al. [1] discussed the effects of cutting environment on surface roughness and cutting forces during machining of Inconel 718. The authors used two different coated carbide insets: TiN as coating material produced by physical vapour deposition (PVD) and chemical vapour deposition (CVD), respectively. It was concluded that side cutting edge angle along with cutting speed and feed contributes to extend the tool life. Kishawy and Elbestawi [16] delineated salient features of material side flow as influenced by edge preparation, nose radius, feed and tool wear. Arunachalam et al. [2] studied aspects of surface integrity including surface finish and residual stress while machining Inconel 718 using coated carbide tools. Sharman et al. [17] reported that surface integrity of machined Inconel 718 was strongly influenced by tool wear. Execution of machining operation with a worn-out tool causes degradation in microstructure and alteration in microhardness, and develops high surface tensile stresses. In contrast to coated tool, uncoated tungsten carbide insert was found to induce compressive stresses underneath a reduced tensile layer.
Bhatt et al. [18] investigated wear mechanisms of uncoated and coated (single-layer TiAlNi and triple-layer TiCN/Al2O3/TiN) tungsten carbide tool during machining of Inconel 718. Abrasive and adhesive wears were observed as dominant wear modes. Triple-layer CVD-coated tool exhibited superior wear resistance at high cutting speed and low feed rate. Ibrahim et al. [19] found significant influence imposed by depth of cut on tool life while machining Inconel 718 using PVD-TiAlN-coated carbide tool. Flank wear, crater wear, notch wear, nose wear, attrition, etc. were observed in the worn-out tool. Obikawa and Yamaguchi [20] studied phenomena of flank wear and notch wear during air-jet-assisted machining of Inconel 718 with a SiC whisker-reinforced alumina tool. It was observed that application of air jet at the tool tip significantly reduced notch wear. The authors explained tool wear within the purview of tribo-chemical reactions and anisotropic nature of wear. Hao et al. [21] reported the influence of cutting speed on tool wear characteristics during machining of Inconel 718 using coated carbide tool. The authors evaluated an optimal cutting speed, promoting the formation of boundary lubrication layer of oxides which in turn reduced frictional coefficient at the tool–chip contact surface that restrained tool wear. Additionally, wear delamination theory was utilized to establish flank wear model. Zhang et al. [22] reported that (Al, Ti) N negative inserts provided extended tool life than TiAlN inserts during high-speed turning of Inconel 718.
Universal tool material should possess the following properties: high hardness and pressure resistance, high toughness and critical stress intensity factor, high thermal fatigue limit and high chemical resistance. Traditionally, uncoated carbide tools are used for machining of ‘hard-to-cut’ materials. However, while machining these high-temperature-resistant and sticky alloys (nickel-/titanium-based alloys), excessive cutting heat generation promotes the formation of built-up edge (BUE) and severe work material adhesion onto the tool surface. Rapid tool wear and disappointing surface finish of the finished part are vital machining challenges. Apart from carbide tool, much harder tool materials like cubic boron nitride (CBN), polycrystalline diamond (PCD), ceramic, etc. can be used. However, these materials cause elevated cost of tooling. To overcome this, tool insert is coated to impart desired properties at an economical cost. Single-layer (mono-layer), multi-layer, superlattice and nano-composite coatings are enormously used. However, apart from process parameters, work/tool material compatibility is very important to achieve satisfactory machining yield.
Objectives of the present work are stated below.
- 1.
To study the chip morphology (chip cross section, free surface of chip’s, chip–tool contact length, chip reduction coefficient) as affected by the variation of cutting speed.
- 2.
To study the micromorphology of chip cross section including chip–tool contact length, shear band thickness, pitch and included angle of the serrated tool profile, chip segmentation frequency, equivalent chip thickness, etc. in detail with respect to variation of cutting speed.
- 3.
To study the effect of cutting speed on cutting force.
- 4.
To identify different modes of wear of the coated tool insert and compare the same to that of uncoated tool.
- 5.
To study the performance of coated tool as compared with uncoated tool.
2 Materials and Methods
In the present investigation, round bar (ϕ60) of Inconel 718 was used as workpiece. Coated tungsten carbide insert was used as a cutting tool [ANSI designation: SNMG120408; grade: TN4000; company: WIDIA, India]. Details of tool geometry are provided in “Appendix 1”. Tool was coated with chemical vapour deposition (CVD) multi-layer coating TiN/TiCN/Al2O3/TiN (TN4000). The coating consisted of total four layers: first layer TiN had low frictional coefficient to reduce friction between work–tool and chip–tool interfaces. Second layer TiCN had high resistance to abrasion over the tool flank. Third layer Al2O3 had low thermal conductivity which was helpful to protect tool at elevated temperatures. Final layer was again coated with TiN. Turning experiments were conducted on lathe (model no.: NH 26; make: HMT, Bangalore, India).
Experiments were carried out at constant feed (f = 0.1 mm/rev) and constant depth of cut (d = 0.4 mm), with varied cutting speeds: 50 m/min, 75 m/min, 100 m/min and 125 m/min, respectively. Each machining experiment was conducted for 30-s duration. Dry cutting condition was also maintained. For each experiment, fresh insert was used.
During experiment, cutting force was obtained from Kistler 9272 (Kistler Instruments AG, CH-8408, Winterthur, Switzerland) dynamometer. Approximate tool tip temperature was recorded by temperature indicator (AR882, Solarman Engineering Project Pvt. Ltd, India). It was basically an infrared thermometer which measures surface temperature of an object. The unit’s optic sense emitted, reflected and transmitted energy which is collected and focused into a detector. The unit’s electronics translate the information into a temperature reading which is displayed on the unit. For increased ease and accuracy, the laser pointer makes aiming even more precise.
Chip thickness was measured using digital vernier callipers (make: Mitutoyo, China) with 0.01 mm least count. For microscopic observation of chip cross section, specimen chips were could mounted and polished by a series of emery papers of SiC grit size 400, 800, 1200 and 1500. Next, the specimen was polished with diamond paste. Finally, polished specimens were etched with 2% by volume (HF 40% diluted), 40% by volume (HCl 40% diluted), 8% by volume (H2O2) and 50% by volume distilled water for observation under microscope. The etching time was 30 s, and the etchant was used within 2 h after completion of preparation. Chip morphology and mechanisms of tool wear were studied in optical microscope (set-up: Carl Zeiss) as well as scanning electron microscope (SEM) (set-up: make: JEOL; model: JSM 6480 LV; country: Japan). EDS analysis was carried out through SEM as well as field emission scanning electron microscope (FESEM) (Nova NanoSEM/FEI). Surface roughness (roughness average Ra) of the machined specimen was measured using Talysurf (model: Taylor Hobson), in which cut-off length of 0.8 mm and sampling length of 4 mm were set. For a particular specimen, five trials were run and average value was used for analysis.
3 Results and Discussion
Continuously coiled helical chips are formed while machining for 30-s duration at different cutting speeds (Fig. 1). Chip specimens are collected at the beginning of machining pass, in the middle and at the end of the experiment to minimize uncertainty due to the variation of chip thickness during measurement. According to Abbasi and Pingfa [23], thermal conductivity of the tool plays significant role in chip curling. The temperature at the sliding surface is very high compared to the free surface of the chip that causes chip to curl [24]. Moreover, radius of chip curl decreases with the increase in temperature gradients between chip’s free and sliding surface. During machining, the increase in cutting speed in turn increases the frictional coefficient at chip–tool interface which further promotes the evolution of huge cutting temperature. High thermal gradient thus develops between free and sliding surface of chip with increased cutting speed. Therefore, Fig. 1 shows that radius of chip curling decreases and closely coiled helical chips are produced at the highest cutting speed, whereas loosely coiled chips are obtained at the lowest cutting speed.

Types of chip produced with varied cutting conditions: aV = 50 m/min, f = 0.1 mm/rev, d = 0.4 mm, bV = 75 m/min, f = 0.1 mm/rev, d = 0.4 mm, cV = 100 m/min, f = 0.1 mm/rev, d = 0.4 mm and dV = 125 m/min, f = 0.1 mm/rev, d = 0.4 mm
Longitudinal cross section of the chip machined for 30-s duration at different cutting speeds is shown in Fig. 2. Serrated type of chip is produced while machining Inconel 718. Hou and Komanduri [25] explained the formation of serrated chip (sawtooth chip or segmented chip). Serration of teeth takes place due to thermo-mechanical instability of workpiece during operation. As the material passes over the shear zone, it is attached to the work surface for a short period of time; later, as the tool moves forward, upsetting of material takes place forming bulged portion (serration); then, contact between chip and tool slips occurs; and the next segment progresses. Thus, the process repeats. Therefore, it is understood that the motion of chip is sticking and slipping rather than just slipping over the rake surface of the tool. This is due to extreme chemical affinity of work material towards tool insert. Due to the evolution of high cutting temperature, work as well as tool material gets thermally softened. However, work material being softer than tool material, often, work material is pressure welded (fused) over the tool surface (material adhesion). Adhesion promotes rapid tool wear and causes increased crater area as well as chip–tool contact length. Secondary deformation zone is the zone between rake and chip flow interface, while primary is at the shear plane. This sticking in secondary deformation zone results in crater wear through diffusion.

Optical micrographs exhibiting chip cross section obtained in different cutting conditions
Thus, plastic instability and strain localization cause the formation of shear bands. In the present work, while machining at V = 50 m/min, spacing of tooth is even when compared with irregular spacing at V = 125 m/min. At cutting speed V = 50 m/min, qualitatively thickness of shear band appears small than at V = 125 m/min. Therefore, the increase in cutting speed results in increased degree of plastic deformation of the work material due to intense heat generation and rapid tool wear. Figure 3 exhibits various characteristic features of the chip cross section. Thickness of shear band is visible and indicated in Fig. 3. Serration of teeth profile is observed. The cross section of the chip is divided into two parts, namely deformed surface and undeformed surface, separated by the red line. Above the line, there is no deformation rather just sliding over the plane either due to propagation of shear crack or due to upsetting of the previously formed segments which is discussed in the further sections.

Characteristics features of chip cross section
Free surface of the chip produced after machining of 30-s duration at different cutting speeds is shown in Fig. 4. During machining, high plastic deformation results in side flow of material along the trailing edge of the chip. When viewed under similar magnification of × 100 zoom, it is observed that side flow of material at cutting speed V = 125 m/min appears very much prominent than other cutting speeds which is caused due to intense plastic deformation associated with high cutting temperature. Figure 5 exhibits primary and secondary serrations as observed in free surface of the chip. Secondary serration is caused due to side flow of material. Slipping surfaces of the chip are formed by shear localization. From side surface of the chip, thickness decreases gradually towards the trailing edge due to the corner radius provided in the tool.

SEM micrographs exhibiting free surface of chips obtained in different cutting conditions

Primary and secondary serrations as observed in free surface of chip
Kishawy and Elbestawi [16] explained that nose radius results in alteration in chip thickness along transverse direction. The end of the trailing edge is subjected to very high stress where thickness of the chip attains the minimum; therefore, it results in the formation of edge cracking which finally leads to edge serration or material side flow. Moreover, side flow of material develops grooves over the tool surface and thus decreases the tool life.
From micrographs of chip free surface, it is evident that area of slipping surfaces increased with the increase in cutting speed from V = 50 m/min to V = 125 m/min. As explained by Rahman et al. [1], at lower cutting speed, the friction at the sliding surface is comparatively less than higher cutting speed. This is because the first layer of coating (TiN) corresponds to low coefficient of friction which produces more slipping surfaces. With the increase in cutting speed, slipping surfaces are reduced and distance between two consecutive slipping surface is increased which may be due to increased tool wear and modified frictional effects between sliding surface of the chip and tool surface.
Variation of cutting forces with machining duration of 30 s at different cutting speeds is shown in Fig. 6. The increase in cutting speed results in significant truncation in magnitude of the cutting force due to thermal softening of the workpiece. In materials science point of view, as temperature is increased, the bond energy in the crystal lattice decreases which further results in decreased strength of material. Similar results were obtained by Pawade et al. [26]. In general, while machining significant proportion of the supplied energy is converted into heat energy near the cutting zone [27]. However, poor thermal conductivity of Inconel 718 results in poor heat dissipation from the cutting zone. Therefore, huge temperature is generated. Liao et al. [28] reported that cutting forces are reduced due to thermal softening of workpiece.

Effect of cutting speed on cutting force
Variation of chip reduction coefficient with respect to cutting speed is shown in Fig. 7. It is noticed that chip reduction coefficient gradually increases with the increase in cutting speed.

Effect of cutting speed on chip reduction coefficient
Pawade et al. [29] discussed that the formation of thicker chip at higher cutting speed results in increased chip reduction coefficient. The author also pointed out that chip with small radius of curl is generated due to low speed of chip travel which in turn increases chip thickness. Figure 1 shows that chip with small radius of curl is formed at cutting speed V = 125 m/min, while chip with large curl and loosely placed is formed at cutting speed V = 50 m/min. In addition to this, thicker chips are formed at low shear angles, whereas thinner chips are produced at high shear angles. Low shear angle represents high energy consumed for shearing, while high shear angle consumes less energy, but the degree of deformation is more. Thus, the formation of thicker chips (or high chip reduction coefficient) also indicates high degree of plastic deformation of the work material. Hence, energy is consumed for combined action of shearing and deformation.
Chip–tool contact length is the distance up to which the chip remains in contact with the tool rake surface as shown in “Appendix 2”. As reported by Thakur and Gangopadhyay [30], at low cutting speed, very high chip–tool contact length is obtained; further increase in cutting speed results in gradual reduction in the chip–tool contact length. The chip–tool contact is jointly affected by the friction at the chip–tool interface and tool wear progression.
It is noticed that at cutting speed V = 50 m/min, high cutting force acting on the cutting edge causes the removal of coating layer in progressive machining operations and thus results in high friction. This in turn increases the chip–tool contact length. At medium cutting speeds ranging from V = 75 m/min to V = 100 m/min, the chip–tool contact length decreases gradually due to low friction coefficient between the surfaces which is resulted by low cutting force magnitude (Fig. 8). However, at cutting speed V = 125 m/min, due to occurrence of excessive tool wear, chip–tool contact length again starts increasing which reaches a value of 0.269 mm. Figure 9 shows that thickness of the shear band is increased with the increase in cutting speed due to intense strain localization which is caused by higher degree of thermal softening of the workpiece.

Variation of chip–tool contact length with respect to cutting speed

Variation of shear band thickness with respect to cutting speed
Serrated tooth pitch is the distance between two consecutive teeth (refer to Fig. 3). With the increase in cutting speed, serrated tooth pitch is found approximately constant in the cutting speed ranging from V = 50 m/min to V = 75 m/min. Similar trend was observed by Upadhyay et al. [31]. At cutting speed V = 100 m/min, the tooth pitch is slightly decreased due to adequate thermal softening (Fig. 10). Moreover, the slope of the curve is further increased due to increased tool wear that causes increased degree of work material deformation [30].

Variation of pitch (of the serrated teeth profile) with respect to cutting speed
It is observed that chip segmentation frequency is increased with the increase in cutting speed up to V = 100 m/min. The aforementioned observation is found good agreement with the result obtained by Upadhyay et al. [31]. They explained that chip segmentation frequency is similar to fluctuation frequency of cutting force caused due to the formation of serrated teeth. The increase in chip segmentation frequency is caused due to increase in shear instability with increased cutting speed. However, chip segmentation frequency is decreased on further increase in cutting speed up to V = 125 m/min, which is due to thermal softening and increased frictional forces caused by rapid tool wear (Fig. 11).

Variation of chip segmentation frequency with respect to cutting speed
Chip segmentation frequency [32] is computed by Eq. 1.
In this expression, fs = chip segmentation frequency (Hz), V = cutting speed (m/min), f = feed rate (mm/rev), ϕ = cutting edge angle, p = pitch of the serrated tool profile (µm) and t1 = maximum chip thickness (refer to Fig. 3) (µm).
As proposed by Wang et al. [33], the formulation of equivalent chip thickness (te) is provided below (Eq. 2).
It is observed that at the lowest cutting speed V = 50 m/min, equivalent chip thickness is very high due to low flow velocity of the chip and hence more frictional force (Fig. 12). Frictional force gets considerably reduced associated with increased chip flow velocity, while cutting speed is increased up to V = 75 m/min. Therefore, equivalent chip thickness is drastically reduced. Beyond V = 75 m/min, the occurrence of coating delamination and the formation of BUE further increase frictional coefficient at the chip–tool interface. This further increases equivalent chip thickness. Similar observations were reported by Koyilada et al. [34].

Variation of equivalent chip thickness with respect to cutting speed
The variation of included angle (of the serrated tooth profile) with respect to cutting speed is shown in Fig. 13. It is observed that included angle increases with the increase in cutting speed. Joshi et al. [35] reported that the increase in included angle indicates decreased strength of the work material. In the present work, increasing cutting speed results in accumulation of intense heat at the cutting zone; this is due to poor heat dissipation capacity of Inconel 718. This in turn reduces strength of the work material associated with thermal softening. Hence, included angle of the serrated tool profile gets increased.

Variation of included angle with respect to cutting speed
Rake surface of the coated tool after machining duration of 30 s at different cutting speeds is shown in Fig. 14. Severe abrasion over the rake face is observed at V = 50 m/min and V = 125 m/min. This can be explained within the purview of the research outcome published by Rahman et al. [1]. Outer layer (TiN) of the coated tool corresponds to low coefficient of friction which helps to reduce frictional resistance offered by the chip. The next layer of Al2O3 helps to reduce crater wear. These two layers protect the tool for the range of cutting speed from 75 m/min to 100 m/min. But at the lowest cutting speed V = 50 m/min, due to huge cutting force (~ 318 N) and the impact effect imposed thereof, coating delamination takes place resulting considerable crater wear. At cutting speed V = 125 m/min, due to huge temperature generation, coating is removed and substrate surface is exposed which causes detrimental crater wear.

Crater wear as observed in different cutting conditions
Further, the rake surface of the worn-out tool after machining at cutting speed V = 50 m/min for 30-s duration is examined through scanning electron microscopy (Fig. 15). Wear mechanisms observed are abrasion, adhesion of work material, coating delamination, chipping off and diffusion of chip material. Similar observations are made by Devillez et al. [9]. Ezugwu et al. [4] in his review reported that the presence of hard particles in the base material (in the form of carbides/nitrides) results in abrasion over the tool surface. The adhesion of work material is due to the pressure forces over the tool surface that further causes pressure welding of chip over the rake surface. Ibrahim et al. [19] explained that the adhesion of work material takes place only after the coating is removed. Hao et al. [21] stated that as cutting progresses, adhered work material detaches from the tool surface and thus promotes chipping off tool material from the tool surface and results in initiation of cracks in the coating surface. Further machining results in occurrence of delamination of the coating. Li et al. [36] explained that multi-layer coating fails at high cutting forces even though they possess good wear resistance. Coating delamination is clearly visible in Fig. 15c adjacent to the chipping area. The phenomenon of coating delamination results in the formation of rough surface over the cutting edge which finally affects surface integrity of the finished part. Chip–tool contact length is clearly visible on the rake surface as shown in Fig. 15. Diffusion of chips over the rake surface is also observed due to high temperature of the chip.

Wear mechanisms as observed in rake surface of the tool after machining with the lowest cutting speed (V = 50 m/min)
Rake surface of the coated tool machined at cutting speed V = 125 m/min is shown in Fig. 16. At cutting speed V = 125 m/min, apart from abrasion, chipping off, coating delamination and diffusion of chip, BUE formation is also noticed. As reported by Liao and Shiue [37], the formation of BUE implies high chemical affinity of Inconel 718 towards tool material at high-temperature and high-stress conditions. As the coating is delaminated at high cutting speed, due to low bond strength of the coatings as reported by Li et al. [36], the substrate surface is exposed to cutting that leads to the formation of BUE over the rake surface. The adhesion of work material, chipping off and formation of BUE all these are interrelated like ‘cause and effect’, and act in a combined manner resulting in the gradual removal of tool material from the edge stimulating failure of the cutting tool [38].

Wear mechanisms as observed in rake surface of the tool after machining with the highest cutting speed (V = 125 m/min)
The removal of coating exposes deeper layer of the coating, and the second layer Al2O3 acts as heat barrier and protects the tool. But at the same time due to its low thermal conductivity, heat is accumulated at the cutting zone and results in severe adhesion of work material and even fusion of chip over the surface as identified in Fig. 16a. Energy-dispersive X-ray spectroscopy (EDS) analysis on the chip fused zone as shown in Fig. 17 reveals the presence of residuals of Ni, Cr, Nb, Fe which are the major constituents of Inconel 718 work material. The formation of BUE is an obvious indication that the coating layer TiN is removed due to its low coefficient friction which restricts BUE formation.

EDS analysis conducted on rake surface where work material adhered
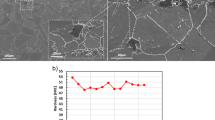
Optical micrographs taken at the flank surface of the cutting tool after machining at different cutting speeds for 30-s duration are shown Fig. 18. Flack wear and notch wear are found distinctly visible. Severe notch wear is observed while machining at cutting speed V = 50 m/min. Both flank wear and notch wear occur simultaneously; therefore, depth of flank wear cannot be distinguished separately. This is because round-nosed tool is employed. The formation of BUE is also shown in Fig. 18 at V = 75 m/min and V = 100 m/min cutting speed. The important observation is that approximate length of notch wear decreases with the increase in cutting speed. The adhesion of tool material is observed at cutting speed V = 50 m/min due to pressure welding of the work material; at cutting speed V = 125 m/min, due to evolution of high cutting temperature, diffusion of chips is experienced as another prominent tool wear mechanism. As compared to length of notch wear, depth of flank wear is found relatively less and in all the cases, uneven wear progression is observed.

Flank wear and notch wear as observed in different cutting conditions
For detailed analysis, the flank surface of the cutting tool machined at cutting speed V = 50 m/min is examined under scanning electron microscopy (Fig. 19). Abrasion, adhesion of work material, coating delamination, etc. are observed as major tool wear mechanisms. As discussed earlier, abrasion is caused by the hard particles in the workpiece as they rub over the surface and erode the tool surface.

SEM micrographs exhibiting failure modes of cutting tool at the lowest cutting speed (V = 50 m/min)
Akhtar et al. [39] explained that notch wear is caused due to abrasive wear near the depth of cut point (exactly at the point, where the workpiece touches the edge of the tool). Due to side flow of material, hardened chips rub over the tool surface, form grooves on its rake and notch at the flank. Due to work hardening tendency of Inconel 718, a hardened layer is formed just beneath the machined surface. The said layer gets further hardened during subsequent machining passes. Work-hardened surface formed during previous cut further contributes towards propagation of notch wear [40].
The adhesion of work material is also observed near the flank surface (adjacent to the notch wear region). This is due to the temperature (not too high), which causes pressure welding of work material to the tool surface. EDS analysis supports the aforesaid discussion, as major constituents of work material are traced out as shown in Fig. 20.

Results of EDS analysis at the rake surface where diffusion wear is incurred
SEM micrographs taken at the flank face of the cutting tool at cutting speed V = 125 m/min after 30-s machining duration are shown in Fig. 21. Observed tool wear mechanisms are: chipping off/pitting, abrasion, adhesion and coating delamination. As temperature generated at cutting speed V = 125 m/min is too high, the work material gets adhered to the cutting tool as shown in Fig. 21a. With increased cutting speed, chipping of cutting edge is experienced. Similar observations are reported by Nalbant et al. [10]. BUE and adhered particles may be dislodged frequently causing pitting on the tool surface and result in chipping of the cutting tool [41]. Chipping over the tool surface is not at all recommended because it stimulates catastrophic tool failures as reported by Akhtar et al. [39]. In the chipping region, EDS analysis also revels the traces of the workpiece major constituents as shown in Fig. 22.

SEM micrographs exhibiting failure modes of cutting tool at the highest cutting speed (V = 125 m/min)

Results of EDS analysis made on zone (Fig. 21c, where chipping occurs)
As a continuation of the present research, another set of dry machining experiments are conducted at similar parameters settings. However, instead of multi-layer coated tool, uncoated carbide tool is used. This is so performed to retrieve major differences in modes of tool failure between uncoated and coated tools. In doing so, uncoated carbide insert of TTS (P25) grade with ANSI designation SNMG120408 is utilized. The insert is used in combination with PSBNR2020K12 type tool holder (make: WIDIA, India). The geometry of the tool is as follows: − 6° inclination angle, − 6° rake angle, 75° principle cutting edge angle and 0.8 mm nose radius.
In case of uncoated carbide tool, flank wear due to abrasion is found very much dominant and depth of significantly increases with the increase in cutting speed (Fig. 23). It is observed that minimum flank wear (VB = 0.168 mm) is observed at the lowest cutting speed V = 50 m/min, while the depth of flank wear assumes the maximum value (VB = 0.469 mm) at the highest cutting speed V = 125 m/min. It is further noticed that for cutting speed up to V = 75 m/min, VB is within allowable limit; beyond that, progression of VB is very high and exceeds the acceptable limit (~ 0.3 mm). Unlike uncoated tool, coated carbide exhibits combined wear patterns at the flank surface which are identified as flank wear as well as notch wear. Figure 24 exhibits detailed wear mechanisms of uncoated tool after 30-s machining duration at cutting speed V = 125 m/min. Abrasion, adhesion of work material and chipping off contribute to failure of the cutting tool. In contrast to uncoated tool, coated tool is found additionally affected due to coating delamination and chip fusion (refer to Fig. 21).

Comparison on modes of tool wear between uncoated and coated carbide tool

Detailed wear mechanisms of uncoated carbide tool as observed after 30-s machining duration at V = 125 m/min, f = 0.1 mm/rev, d = 0.4 mm
Cutting force of lower magnitude is experienced for the case of coated tool when compared to uncoated tool (Fig. 25). This is due to the presence of coating layers like TiN, TiCN, Al2O3 and TiN, respectively, over the tool insert. TiN helps to reduce friction and prevents adhesive wear as well as BUE formation. TiCN layer imparts high fracture toughness and excellent resistance to abrasive wear. Good oxidation resistance is imparted by Al2O3 layer. Incorporation of multiple coatings over tool material enables the tool to retain its hardness over prolonged machining duration; this restricts tool wear and thus requires lesser cutting force for metal cutting. As compared to tool insert, work material experiences intense thermal softening; hence, cutting force is gradually reduced with the increase in cutting speed. In addition, heat is accumulated at the cutting edge due to sticking friction in the secondary deformation zone. This heat results in decreased flow stress of the material (thermal softening), and thus, lesser cutting force is obtained compared to machining with uncoated tool.

Variation of cutting force while using uncoated and coated tool
Evolution of cutting temperature is found significantly less in case of coated tool (Fig. 26). The presence of uppermost coating layer TiN reduces friction between chip–tool interfacial regions; thus, cutting temperature is reduced. As precise measurement of cutting temperature is very difficult, in the present work, maximum tool tip temperature is used as an approximate estimation of cutting zone temperature.

Variation of maximum tool tip temperature while using uncoated and coated tool
It is also observed that coated tool results in higher value of chip reduction coefficient than uncoated tool insert (Fig. 27). Chip reduction coefficient is defined as the ratio of chip thickness to uncut chip thickness. This factor is an index of the degree of deformation involved in chip formation process during which the thickness of layer increases and the length shrinks. Increased chip thickness attributed to the case of coated tool infers higher degree of work material deformation; thus, lesser cutting force is obtained compared to machining with uncoated tool. Coefficient of friction is increased with the increase in temperature generation and results in increased frictional resistance. That in turn increases chip thickness as well as chip reduction coefficient.

Variation of chip reduction coefficient while using uncoated and coated tool
Surface roughness of the machined work part increases with the increase in cutting speed (Fig. 28). This is due to the generation of high cutting temperature, intense chip–tool interfacial friction, increased degree of thermal-induced deformation of cutting edge and rapid wear of tool insert. Surface finish appears better for the case of coated tool than uncoated one. Incorporation of coating onto tool surface protects the tool from deformation, oxidation and abrasion/adhesion wear. Coating enables the tool performing better with extended tool life.

Variation of surface roughness of machined work part while using uncoated and coated tool
4 Conclusions
Machining of Inconel 718 faces several challenges due to its ill-thermal conductivity, extreme chemical reactivity and strong work hardening tendency. Huge cutting heat is generated especially in dry cutting environment due to poor thermal conductivity of this superalloy. Hence, traditional uncoated carbide tools are unsuitable due to premature tool wear (often, catastrophic wear) which further causes alteration/degradation in tool geometry (due to thermally assisted deformation); hence, work part surface finish appears dissatisfactory. In order to overcome shortcomings of uncoated tool, application of coated tool (multi-layer coated) is recommended herein.
In the present report, machining performance of Inconel 718 was studied within the purview of multi-layer coated carbide tool under dry machining environment. Cutting speed was the only parameter varied; feed and depth of cut were kept constant. Machining performance was evaluated in terms of cutting force magnitude, maximum tool lip temperature generated, chip reduction coefficient, work part surface roughness and modes of tool wear. Results obtained thereof were compared to that of uncoated carbide tool. In addition, detailed study of chip micromorphology including chip–tool contact length, shear band thickness, chip segmentation spacing (pitch), segmentation frequency, equivalent chip thickness and included angle (as influenced by cutting speed variation) were carried out.
The following conclusions were drawn.
- 1.
Continuous, coiled helical chips are produced. Radius of chip curl reduces with the increase in cutting speed.
- 2.
Serrated teeth profile is observed in the chip cross section. Primary and secondary serrations are also noticed at the free surface of chip. Features of micromorphology of chip cross section, chip–tool contact length, shear band thickness, pitch and included angle of the serrated tool profile, chip segmentation frequency, equivalent chip thickness, etc., are found strongly influenced by the variation of cutting speed.
- 3.
The increase in cutting speed results in increased shear band thickness as well as included angle of the serrated tool profile as observed in the chip cross section.
- 4.
Thermal softening of workpiece results in gradual decrement of the cutting force with the increase in cutting speed. At maximum cutting speed V = 125 m/min and at minimum cutting speed V = 50 m/min, the magnitude of cutting force is recorded as 73 N and 318 N, respectively.
- 5.
Chip reduction coefficient increases with the increase in cutting speed. Variation of chip reduction coefficient from 1.941 to 2.122 is noted down when cutting speed is increased from V = 50 m/min to V = 125 m/min.
- 6.
Large chip–tool contact length (~ 321.87 µm) is observed at the lowest cutting speed V = 50 m/min. The increase in cutting speed up to V = 100 m/min results in significant truncation; again at cutting speed V = 125 m/min, chip–tool contact length is increased (~ 269.64 µm).
- 7.
Apart from flank and crater wears, notch wear, coating delamination, formation of BUE, chipping off and fusion of work material/chip (pressure welding) are also noticed in the worn-out cutting tool.
- 8.
EDS analysis detects residuals of major constitutes of work material adhered at the wear out tool surface.
- 9.
In contrast to uncoated tool, the following wear modes, diffusion, coating delamination and notching, are distinctly identified in case of worn-out coated tool.
- 10.
It is observed that as compared to uncoated tool, application of coated tool results in lowered cutting force magnitude, lesser cutting zone temperature, higher values of chip reduction coefficient and better surface finish. The paper is of the interest not only to academic fraternity but to manufactures, lathe operators, technicians, designers, etc.
5 Future Scope
In relation to coated tool application, other factors like types of coating material, numbers of coated layers, coating thickness, method of tool coating, etc. are also important on influencing machining performance. Apart from tool coating, application of cutting fluid also helps in improving machining performance. Aspects of flood cooling, minimum quantity lubrication (MQL), nano-fluid minimum quantity lubrication (NFMQL) and cryogenic cooling need to be studied further in the context of ‘hard-to-cut’ material machining. An optimal parameters setting along with appropriate tool insert, favourable machining environment (dry/flood/MQL/cryogenic) and compatibility with workpiece need to be determined to ensure execution of sound machining. The aforesaid issues may be investigated in future work.
References
Rahman, M.; Seah, W.K.H.; Teo, T.T.: The machinability of Inconel 718. J. Mater. Process. Technol. 63(1–3), 199–204 (1997)
Arunachalam, R.M.; Mannan, M.A.; Spowage, A.C.: Surface integrity when machining age hardened Inconel 718 with coated carbide cutting tools. Int. J. Mach. Tools Manuf. 44(14), 1481–1491 (2004)
Sharman, A.; Dewes, R.C.; Aspinwall, D.K.: Tool life when high speed ball nose end milling Inconel 718. J. Mater. Process. Technol. 118(1–3), 29–35 (2001)
Ezugwu, E.O.; Wang, Z.M.; Machado, A.R.: The machinability of nickel-based alloys: a review. J. Mater. Process. Technol. 86(1–3), 1–16 (1999)
Jawaid, A.; Koksal, S.; Sharif, S.: Cutting performance and wear characteristics of PVD coated and uncoated carbide tools in face milling Inconel 718 aerospace alloy. J. Mater. Process. Technol. 116(1), 2–9 (2001)
Li, L.; He, N.; Wang, M.; Wang, Z.W.: High speed cutting of Inconel 718 with coated carbide and ceramic inserts. J. Mater. Process. Technol. 129(1–3), 127–130 (2002)
Kitagawa, T.; Kubo, A.; Maekawa, K.: Temperature and wear of cutting tools in high speed machining of Inconel and Ti–6Al–6V–2Sn. Wear 202(2), 142–148 (1997)
Arunachalam, R.; Mannan, M.A.: Machinability of nickel-based high temperature alloys. Mach. Sci. Technol. 4(1), 127–168 (2000)
Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D.: Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 262(7–8), 931–942 (2007)
Nalbant, M.; Altin, A.; Gokkaya, H.: The effect of cutting speed and cutting tool geometry on machinability properties of nickel-base Inconel 718 super alloys. Mater. Des. 28(4), 1334–1338 (2007)
Dhar, N.R.; Islam, M.W.; Islam, S.; Mithu, M.A.H.: The influence of minimum quantity of lubrication (MQL) on cutting temperature, chip and dimensional accuracy in turning AISI-1040 steel. J. Mater. Process. Technol. 171(1), 93–99 (2006)
Dudzinski, D.; Devillez, A.; Moufki, A.; Larrouquère, D.; Zerrouki, V.; Vigneau, J.: A review of developments towards dry and high speed machining of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 44(4), 439–456 (2004)
Lux, B.; Columbier, C.; Atena, H.; Stemberg, K.: Preparation of alumina coatings by chemical vapor deposition. Thin Solid Films 138(1), 49–64 (1986)
Prengel, H.G.; Pfouts, W.R.; Santhanam, A.T.: State of the art in hard coatings for carbide cutting tools. Surf. Coat. Technol. 102(3), 183–190 (1998)
Choudhury, I.A.; El-Baradie, M.A.: Machining nickel base superalloys: Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 212(3), 195–206 (1998)
Kishawy, H.A.; Elbestawi, M.A.: Effects of process parameters on material side flow during hard turning. Int. J. Mach. Tools Manuf. 39(7), 1017–1030 (1999)
Sharman, A.R.C.; Hughes, J.I.; Ridgway, K.: An analysis of the residual stresses generated in Inconel 718™ when turning. J. Mater. Process. Technol. 173(3), 359–367 (2006)
Bhatt, A.; Attia, H.; Vargas, R.; Thomson, V.: Wear mechanisms of WC coated and uncoated tools in finish turning of Inconel 718. Tribol. Int. 43(5–6), 1113–1121 (2010)
Ibrahim, G.A.; Haron, C.H.C.; Ghani, J.A.; Said, A.Y.M.; Yazid, M.Z.A.: Performance of PVD-coated carbide tools when turning Inconel 718 in dry machining. Adv. Mech. Eng. 2011, 1–7 (2011). https://doi.org/10.1155/2011/790975
Obikawa, T.; Yamaguchi, M.: Suppression of notch wear of a whisker reinforced ceramic tool in air-jet-assisted high-speed machining of Inconel 718. Precis. Eng. 39, 143–151 (2015)
Hao, Z.P.; Fan, Y.H.; Lin, J.Q.; Yu, Z.X.: Wear characteristics and wear control method of PVD-coated carbide tool in turning Inconel 718. Int. J. Adv. Manuf. Technol. 78(5–8), 1329–1336 (2015)
Zhang, B.; Njora, M.J.; Sato, Y.: High-speed turning of Inconel 718 by using TiAlN- and (Al, Ti) N-coated carbide tools. Int. J. Adv. Manuf. Technol. 96(5–8), 2141–2147 (2018)
Abbasi, S.A.; Pingfa, F.: Evaluating the effectiveness of various coating layers applied on k-grade cemented carbide cutting tools on machinability of titanium alloy Ti–6Al–4V in high speed end milling. In: 2015 12th International Bhurban Conference on Applied Sciences and Technology (IBCAST). IEEE, pp. 14–19 (2015)
Jawahir, I.S.; van Luttervelt, C.A.: Recent developments in chip control research and applications. CIRP Ann. Manuf. Technol. 42(2), 659–693 (1993)
Hou, Z.B.; Komanduri, R.: Modeling of thermomechanical shear instability in machining. Int. J. Mech. Sci. 39(11), 1273–1314 (1997)
Pawade, R.S.; Joshi, S.S.; Brahmankar, P.K.; Rahman, M.: An investigation of cutting forces and surface damage in high-speed turning of Inconel 718. J. Mater. Process. Technol. 192, 139–146 (2007)
Shokrani, A.; Dhokia, V.; Newman, S.T.: Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 57, 83–101 (2012)
Liao, Y.S.; Lin, H.M.; Wang, J.H.: Behaviors of end milling Inconel 718 superalloy by cemented carbide tools. J. Mater. Process. Technol. 201(1–3), 460–465 (2008)
Pawade, R.S.; Joshi, S.S.: Mechanism of chip formation in high-speed turning of Inconel 718. Mach. Sci. Technol. 15(1), 132–152 (2011)
Thakur, A.; Gangopadhyay, S.: Evaluation of micro-features of chips of Inconel 825 during dry turning with uncoated and chemical vapour deposition multilayer coated tools. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 232(6), 979–994 (2018)
Upadhyay, V.; Jain, P.K.; Mehta, N.K.: Comprehensive study of chip morphology in turning of Ti–6Al–4V. In: 5th International and 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014, IIT Guwahati, Assam, India (2014)
Dong, G.; Zhaopeng, H.; Rongdi, H.; Yanli, C.; Muguthu, J.N.: Study of cutting deformation in machining nickel-based alloy Inconel 718. Int. J. Mach. Tools Manuf. 51(6), 520–527 (2011)
Wang, C.; Xie, Y.; Zheng, L.; Qin, Z.; Tang, D.; Song, Y.: Research on the chip formation mechanism during the high-speed milling of hardened steel. Int. J. Mach. Tools Manuf. 79, 31–48 (2014)
Koyilada, B.; Gangopadhyay, S.; Thakur, A.: Comparative evaluation of machinability characteristics of Nimonic C-263 using CVD and PVD coated tools. Measurement 85, 152–163 (2016)
Joshi, S.; Tewari, A.; Joshi, S.: Influence of preheating on chip segmentation and microstructure in orthogonal machining of Ti6Al4V. J. Manuf. Sci. Eng. 135(6), 061017 (2013)
Li, H.Z.; Zeng, H.; Chen, X.Q.: An experimental study of tool wear and cutting force variation in the end milling of Inconel 718 with coated carbide inserts. J. Mater. Process. Technol. 180(1–3), 296–304 (2006)
Liao, Y.S.; Shiue, R.H.: Carbide tool wear mechanism in turning of Inconel 718 superalloy. Wear 193(1), 16–24 (1996)
Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H.; Marín, N.C.: Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 297(1–2), 885–894 (2013)
Akhtar, W.; Sun, J.; Sun, P.; Chen, W.; Saleem, Z.: Tool wear mechanisms in the machining of nickel based super-alloys: a review. Front. Mech. Eng. 9(2), 106–119 (2014)
Zhuang, K.; Zhu, D.; Zhang, X.; Ding, H.: Notch wear prediction model in turning of Inconel 718 with ceramic tools considering the influence of work hardened layer. Wear 313(1–2), 63–74 (2014)
Ghani, J.A.; Haron, C.H.C.; Kasim, M.S.; Sulaiman, M.A.; Tomadi, S.H.: Wear mechanism of coated and uncoated carbide cutting tool in machining process. J. Mater. Res. 31(13), 1873–1879 (2016)
Author information
Authors and Affiliations
Corresponding author
Appendices
Appendix 1

S | N | M | G | 12 | 0.4 | 0.8 |
|---|---|---|---|---|---|---|
Insert shape | End clearance angle | Tolerance class | Insert features | Size (D) | Thickness (S) | Corner radius (Rc) |
Square − 90° | Zero | ± 0.13 on thickness ± 0.002 to ± .010 on diameter | Chip breaker on both the sides | 12.70 mm | 4.76 | 0.80 mm |
Appendix 2

Representation of chip–tool contact length
Rights and permissions
About this article

Cite this article
Rakesh, M., Datta, S. Machining of Inconel 718 Using Coated WC Tool: Effects of Cutting Speed on Chip Morphology and Mechanisms of Tool Wear. Arab J Sci Eng 45, 797–816 (2020). https://doi.org/10.1007/s13369-019-04171-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-019-04171-4