
Abstract
Mechanical properties and microstructure evolution of differently cryogenically treated AISI-H11steel has been evaluated in this study. Parameters chosen for cryogenic treatment cycles are soaking temperature (− 154 °C and − 184 °C) and soaking duration (6, 21, and 36 h). Mechanical properties obtained have been characterized to comprehend the influence of cryogenic treatment parameters vis-à-vis vacuum heat treatment and tempering on the hardness, toughness and tensile strength. The samples cryogenically treated at − 184 °C for a soak duration of 6 h and tempered at 600 °C for 2 h showed higher hardness, samples cryogenically treated at − 184 °C for a soak duration of 36 h and tempered at 600 °C for 2 h showed higher toughness and showed 12.8% reduction in tensile strength in comparison to conventionally treated samples. X-ray diffraction analysis showed that retained austenite contents of samples treated with various cryogenic treatments reduces to near zero.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Mechanical properties of steel are governed by its microstructure. Microstructure plays an imperative role in the service life of material forming and shaping tools during the production process. Heat treatment process is used to improve the microstructure and mechanical properties of tools. Generally, the tools and dies are made up of high-speed steel (HSS), hot die steel (HDS), cold work steel (CWS) and tungsten carbides (WC) materials. AISI H11 is one of grades of chromium base hot die steel family which is mostly used in making molds for die casting of non-ferrous metals (Viz. magnesium, zinc, and aluminum), forging dies, punches, and piercers, respectively. The operation of hot processing applications requires high strength, toughness, shock resistance and red hot hardness.
However, in conventional heat treatment (after the austenization and quenching process), due to the presence of high alloying elements in tool and die steels, the austenite phase does not completely transforms to martensite and remains in the microstructure. This remaining un-transformed austenite is called retained austenite and has lower mechanical properties. Retained austenite is an unstable phase, has a tendency to transform to in untempered martensite during the future service operating conditions and lower down the service life of tools and dies due to internal stresses. Hence, to convert this retained austenite to martensite, sub-zero treatment is done around − 80 ºC. After this treatment tool and die has better dimensional stability with fewer amounts of internal stresses (Lal et al. 2001).
Cryogenic treatment is reported by several authors as one of the latest processes which have shown its potential to enhance the mechanical properties of the tool and die materials (Das et al. 2010a; Amini et al. 2010). Cryogenic treatment is further than the sub-zero treatment which results in precipitation of η-carbide and refines the martensite in the microstructure due to that strength and toughness of martensite matrix improves (Meng et al. 1994). Some formerly researchers also reported that the cryogenic treatment affects the bulk properties of the material at the crystal level and improves the morphology of microstructure, microhardness, and resistance to wear. This treatment refers by different terms like cryogenic processing and cryogenic treatment (Molinari et al. 2001; Huang et al. 2003). Many of the material inconsistencies abridged at deep cryogenic treatment temperature (− 196 °C) with extended soaking times (Gogte et al. 2009). The temperature below − 153 °C is defined as the cryogenic temperature by the cryogenic society of America Inc. (Diekman and Papp 2009).
Various investigators mentioned the significant increase in hardness for tool steel like, Molinari et al. (2001) reported for AISI M2 high speed steel and AISI H13 hot work tool steel; Tyshchenko et al. (2010) found the enhancement of martensite phase, reduction in percentage of retained austenite phase in tool steel. Amini et al. (2012) presented the favorable modification of secondary carbide for tool steel 1.2080 with respect to the holing duration at deep cryogenic treatment. Gavriljuk et al. (2013) concluded that low-temperature martensitic transformation in a tool steel is accompanied by the plastic transformation which subsequently precipitates to carbides during tempering and affects the properties of the tool steel; martensite lose its tetragonality after low temperature isothermal martensitic transformation due to the capture of carbon atoms by sliding dislocations during plastic deformation. Koneshlou et al. (2011) for hot die steel AISI H13 and Vahdat et al. (2014) for tool steel 1.2542 reported the enhancement of tensile strength, impact energy and wear resistance after the cryogenic treatment. Gunes et al. (2016) found that soaking time at the cryogenic temperature has the major impact on achieving the better mechanical properties and microstructure of Vanadis 4 extra tool steel. Katoch et al. (2017) studied the influence of Cryogenic treatment on AISI-H13 steel for mechanical properties and evolution of microstructure. They reported that Cryogenic treatment modified the microstructure and improves the mechanical properties in comparison to vacuum treated samples.
It is manifest from the literature review that, the cryogenic treatment has a potential to make the beneficial effects on the mechanical properties of the tool and die steels. Secondly, no study has been carried out till now on the effects of varied cryogenic treatment on the mechanical properties of AISI H11 tool steel.
To get the better life of the tool and die steels, it entails to be free from internal stresses, retained austenite and have refined tempered martensite. In order to achieve the desired set of mechanical properties through any treatment, its optimum process parameter needs to be a workout. Hence, the main objective of present work is to study the effect of soak time, soak temperature, pre, and post-tempering during the cryogenic treatment on the evolution of microstructure and mechanical properties of vacuum heat treated hot die steel grade AISI-H11.
X-Ray diffraction (XRD) and field emission scanning electron microscope (FESEM) analysis of untreated and treated materials samples have been done to classify and comprehend the mechanism responsible for alteration in mechanical properties and evolution of microstructure of hot die steel grade AISI-H11 after the varied cryogenic treatments. An effort has been made to find a corelation between mechanical properties and microstructural alteration consequential from the varied cryogenic treatments of hot die tool steel H11.
2 Experimental Procedure
2.1 Material Used
Hot die steel, grade AISI-H11; in spheroidized annealed condition was selected for experimental study and its chemical composition analyzed with optical spark emission spectrometer (Model: DV6, Make: Baird, USA), following ASTM E 415-2014 standards and is presented in Table 1.
2.2 Sample Preparation
Specimens for tensile test were machined on a computerized numerical controlled turn-mill machine, make: Mori Seiki, model: ZL 30mc, Japan following ASTM E8-08 standards. Samples for Charpy impact testing (10 × 10 × 55 mm) were extracted in the longitudinal direction of the selected steel as per the ASTM standards E23-07a standards. Wire electrical discharge machine, make: Charmilles Tech. Switzerland was used to cut accurate V-notch profile as per ASTM standards E23-07a. Samples were ground to obtain a final surface roughness in the range of 0.1–0.2 µm. Profile projector (make: Mitutoyo, Japan) and V-notch template were used to measure and verify the V-Notch dimensions to ASTM standards E23-07a standards at 10×.
2.3 Heat Treatment
The heat treatment of samples done in electrically heated horizontal front loading vacuum heat treatment furnace (Make Hind High Vacuum, Bangalore, India, Capacity: 600 × 600 × 900 mm), at austenization temperature 1040 °C for 30 min. at a vacuum level of 10−2 mbar, at heating rate of 6 °C min− 1 and followed by nitrogen gas quench at gas pressure of 5 bar to room temperature. Hardened samples were divided into three groups namely A3T: vacuum heat treated and three times tempered at 550, 570 and 600 °C, respectively, for 2 h; C1: vacuum heat treated, tempered at 550 °C for 2 h plus cryogenically treated at − 154 °C for varied soak times of 6, 21, and 36 h and post tempered at 600 °C for 2 h; C2: vacuum heat treated, tempered at 550 °C for 2 h plus cryogenically treated at − 184 °C for varied soak times of 6, 21, and 36 h and post tempered at 600 °C for 2 h. A box-type electrically heated furnace was used for tempering of the samples. Varied cryogenic treatment was performed in a computerized controlled cryogenic processor with tempering facility up to 150 °C. A low cooling rate (1 °C min− 1) from ambient to deep cryogenic treatment soak temperature and a low heating rate (1 °C min− 1) from cryo treatment soak temperature to ambient temperature was selected to keep the stresses to a minimum and to avoid thermal soaking of the material due the abrupt temperature gradient of case and core of samples. Table 2 provides the details of different treatments given to samples along with sample codes.
2.4 Microstructural Analysis
Samples for microstructural analysis were prepared as per ASTM standards E3-01. Specimen’s molds were prepared with cold setting resins, grinding of molds were done with silicon carbide paper of grit size 120–3000 and fine polished with diamond slurry; particle size 6 µm. White kerosene oil was used as a suspension media on rotating velvet cloth. Polished specimen were etched with 3% Nital (97% nitric acid + 3% ethanol) and dried in hot air. Microstructural features were studied under the field emission scanning electron microscope model: Quanta FEG450 make: FEI, Holland. Various phases and complex carbides confirmation were carried out by XRD using a Panalytical X’Pert PRO X-ray diffractometer having Cu-Kα Source. In this technique, 2θ (where θ is the angle of reflection) and d (where d is the distance between planes) were measured. Retained austenite content of conventionally and varied cryogenically treated samples was determined by following ASTM standards E975-00.
2.5 Hardness Test
Microhardness test was performed on a micro Vicker hardness tester, model: MVK-H2, make: Akashi, Japan, by following ASTM standards E384-08a. The indentation load applied in hardness test was 1000 gf (9.8 N) with a dwell time of 15 s. Bulk (macro) hardness of the samples were determined as per ASTM standards E18-08b at five different points to evaluate any change in hardness value for each of the samples. The tests were performed with verified and calibrated digital Rockwell hardness tester, Model: RASNET-1, Make: FIE, India using diamond spheroconical indenter 120° with an applied indentation load 150 kg and dwell time of 5 s. Five hardness readings were taken at different points to estimate the average value of hardness for each sample.
2.6 Tensile Test
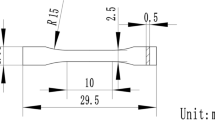
This test was performed on calibrated universal testing machine (UTM), capacity: 500 kN, resolution: 0.1kN, make MTS, USA as per ASTM standards E8-08. Environment conditions during the test were: temperature = 26.5 °C and relative humidity (RH) = 52%. The surface finish, dimensions of parallel length and diameter of the sample were maintained as per E8/8 M-08 standards. The geometrical dimensions of the specimens are shown in Fig. 1 and the strain rate used during the tensile test was 0.0015 s− 1. The value of tensile strength and % elongation were measured using three tensile tests for conventional and varied cryogenically treated samples.

Details of tensile test sample
2.7 Impact Test
The relative toughness of materials was measured using the Charpy V-notch impact test. This test was performed on a calibrated impact test machine, least count: 2 J, Model: IT-30, Make: FIE, India, as per ASTM standards E23-07a. Environment conditions during the test were: temperature = 24.5 °C and RH = 54%. The value of Charpy impact toughness was measured using three Charpy impact tests for conventional and varied cryogenically treatment samples.
3 Results and Discussion
The objective of this present work is to study the influence of soak time, soak temperature, pre, and post-tempering in cryogenic treatment on the evolution of hardness, toughness, tensile strength and microstructure of vacuum heat treated AISI-H11.
3.1 Hardness
Figure 2 presents the results of mean microhardness value (measured at five different locations in the samples) and Bulk hardness of conventionally and cryogenically treated samples. The ATC2(6)T2 treated sample has higher micro- hardness, which is around 3.2% (standard deviation ± 0.48) higher than the conventional treated sample and also highest in the C1 and C2 cryogenic treated samples which are around 0.9, 0.3, 5.5, 0.5 and 5.6% (standard deviation ± 0.35) higher than the ATC1(6)T2, ATC1(21)T2, ATC1(36)T2, ATC2(21)T2 and ATC2(36)T2, respectively. The results show that the cryogenic treatment influences the microhardness of the samples in comparison to the conventionally treated samples. ATC2(6)T2 treated samples have higher micro-hardness, which is around 0.9% (standard deviation ± 0.35) higher than the ATC1(6)T2. Figure 2 also depicts that there is an increase in the micro- hardness up to the soaking time of 21 h in case of C1 treatment and up to 6 h in the case of C2 treatment. Although, an incremental increase in hardness in both the cases. But in the case of 36 h soaking time there is a decrease in the micro-hardness as compared to the conventional treatment. The decrease is approximately 2.2% (standard deviation ± 0.38) in case C1 treatment and 1.6% (standard deviation ± 0.25) in case of C2 treatment.

Trend of apparent and bulk hardnes of conventionally and varied cryogenically treated hot die steel AISI-H11
Although, an incremental increase in hardness in both the cases. But in the case of 36 h soaking time there is a decrease in the micro-hardness as compared to the conventional treatment. The decrease is approximately 2.2% (standard deviation ± 0.38) in case C1 treatment and 1.6% (standard deviation ± 0.25) in case of C2 treatment.
In case of bulk hardness, ATC2(21)T2 treated sample has higher hardness, which is around 2% higher than the conventionally treated sample and also highest in the C1 and C2 cryogenic treated samples which are around 1, 0.7, 4.2, 0.5 and 4.0% (standard deviation ± 0.32) higher than the ATC1(6)T2, ATC1(21)T2, ATC1(36)T2, ATC2(6)T2 and ATC2(36)T2 respectively. From the results it clear that the cryogenic treatment influences the bulk hardness of the samples in comparison to the conventionally treated samples and enhancement is only up to 1.5 HRc (2%). ATC2(6)T2 treated samples have higher Rockwell hardness, which is around 1.0% higher than the ATC1(6)T2. Figure 2 also indicates that there is increase in the Rockwell hardness up to the soaking time of 21 h in both C1 and C2 treatment. As the soaking time increases the hardness value lowers down. The observed downfall was 1.3 in the case of ATC1(36)T2 treatment and 1.2% (standard deviation ± 0.25) in the case of ATC2(36)T2.
Das et al. (2010a), Amini et al. (2010), Gill et al. (2012) and Koneshlou et al. (2011) concluded that increase in the hardness is due to the elimination of retained austenite, more homogeneous carbide distribution and a higher degree of carbide distribution. Gunes et al. (2016) reported longer soaking time up to 24 h at cryogenic temperature increases the hardness value of Vanadis 4 extra tool steel as the precipitation process affected the hardness value. In the present study authors goes beyond the 24 h soak period and observed the decrease in hardness at 36 h of soaking period. This is due to the increases in carbide precipitate sizes and lowering the count of carbides owing to process of carbon segregation at longer soaking period.
This result supports the finding of the Das et al. (2010a), who concluded that there is a reduction in the hardness value with increasing soaking time at the cryogenic temperature and to obtain the best mechanical properties the optimum holding time is 36 h in the case of D2 Cold work steel for deep cryogenic treatment. Amini et al. (2010), also showed the decrease in hardness of 80CrMo12 5 cold work tool steel and predicted that 48 h holding time is optimum to have best hardness value in this tool steel grade.
3.2 Impact Toughness
Trend of Charpy impact toughness for conventional and varied cryogenically treated samples of HDS H-11 are shown in Fig. 3. ATC1(36)T treated samples show significantly higher toughness around 57% (standard deviation ± 0.75) higher than the conventionally treated sample and also highest in the C1 and C2 cryogenically treated samples. Enhancement in Charpy impact toughness observed for ATC1(36)T is around 7, 38, 19, 33 and 22% (standard deviation ± 0.0.60) more than the other varied cryogenically treated samples viz. ATC1(6)T, ATC1(21)T, ATC2(6)T, ATC2(21)T and ATC2(36)T respectively.

Trend of Charpy impact toughness of conventionally and varied cryogenically treated hot die steel AISI-H11
Cryogenically treated sample shows the significant enhancement in the toughness over the conventional treated sample and enhancement is approximately 46, 14, 32, 17.8 and 28.5% (standard deviation ± 0.45) for the treatment group viz. ATC1(6)T2, ATC1(21)T2, ATC2(6)T2, ATC2(21)T2 and ATC2(36)T2 respectively. Results infer that at the soaking time of 6 h for C1 and C2 treated samples the toughness value increases which however decrease significantly at 21 h of soaking time for both C1 and C2 treated samples. Any further increase of soaking time shows a sharp increase in toughness for C1 treated sample. While in the case of C2 treated samples no significant change is observed. ATC2 (6) T2 treated samples have lower toughness in comparison to ATC1 (6) T2, which is around 9.7% (standard deviation ± 0.45). Lower toughness of sample owing to the higher hardness as depicted in Fig. 2.
To have the better understanding about the influence of varied cryogenic treatments vis-à-vis variation of microstructural constituents on the toughness, fractographic analysis was carried out with the help of field emission scanning electron microscope (FESEM). Fractograph of an A3T treated sample after CVN testing shown in Fig. 4a. Figure 4b–g illustrates fractograph of various cryogenically treated samples ATC1(6)T, ATC1(21)T, ATC1(36)T, ATC2(6)T, ATC2(21)T and ATC2(36)T respectively.

FESEM fractograph of CVN samples for various treatments: a (A3T), b ATC1 (6)T, c ATC1(21)T, d ATC1(36)T, e ATC2(6)T, f ATC2 (21)T and g ATC2 (36)T of steel grade AISI-H11
Conventionally treated sample (A3T) shows cleavage facets and microcracks appearing along the cleavage plane. Whereas cryogenically treated samples dimples of various sizes and a small zone of microvoid coalescence are evident on the grain facets and interfaces. More shear lips are observed in the case of DCT treated sample ATC2(36)T which is indicative of the ductile nature of fracture and higher toughness value (Jaswin and Lal 2011). The same phenomenon was also observed by Li et al. (2010) for Cr8Mo2SiV steel and Das et al. (2010b) for D2 steel and both concluded that higher toughness was due to the modification of microstructure with DCT.
3.3 Tensile Strength
Figure 5 shows the mean tensile strength of conventionally and varied cryogenically treated samples. ATC2(21)T treated sample has marginally higher tensile strength, which is around 0.8% higher than the conventional treated sample, but significantly higher in the C1 and C2 cryogenic treated sample which are around 12, 7.6, 9.6, 5, and 6.0% (standard deviation ± 0.35) higher than the ATC1(6)T, ATC1(21)T, ATC1(36)T ATC2(6)T and ATC2(36)T, respectively. The results show that the cryogenic treatment influences the tensile strength of the samples and it lowers the tensile strength except the ATC2 (21)T treated sample where marginal enhancement of tensile strength is found in comparison to the conventionally treated samples. A reduction of 10, 6.3, 8.0, 4.1, and 5% (standard deviation ± 0.40) are observed in the tensile strength of ATC1(6)T, ATC1(21)T, ATC1(36)T, ATC2(6)T, and ATC2(36)T respectively in comparison to conventionally treated samples.

Trend of tensile strength of conventionally and varied cryogenically treated hot die steel AISI-H11
A Reduction in tensile strength of cryogenically treated samples could be due to decomposition of martensite during the cryogenic treatment and refinement of the size of secondary carbides (Das et al. 2010a). Though the enhancement of carbide population density results in hardness improvement (Amini et al. 2010; Das et al. 2010a, Gill et al. 2012; Koneshlou et al. 2011; Farhani et al. 2012), at the same time the martensite matrix loses its tetragonality and hence results in lower ultimate tensile strength.
Figure 6a–g illustrates the fractograph of a conventionally treated sample (A3T) and varied cryogenically treated samples ATC1(6)T, ATC1(21)T, ATC1(36)T, ATC2(6)T, ATC2(21)T and ATC2(36)T, respectively after tensile testing.

FESEM fractographs of tensile samples for various treatments: a A3T, b ATC1 (6)T, c ATC1(21)T, d ATC1(36)T, e ATC2(6)T, f ATC2 (21)T and g ATC2 (36)T of steel grade AISI-H11
Fractograph of A3T sample reveals intergranular and transgranular fractures with crystallographic facet consequences of higher strength and low percentage elongation. In this case, secondary cracks follow the grain boundaries. In the case of cryogenically treated samples, Fig. 6b–g the fractograph exhibits only a few small secondary cracks along with small equiaxial dimples, which were characteristic of ductile fracture in tension and indicated that a large amount of plastic deformation precedes the fracture, i.e. higher elongation. Fractography divulge that as the soaking time increases with the lower DCT the region of dimple rupture increases, which suggests a local quasi-cleavage fracture with deep rooted secondary carbides as shown in Fig. 6d–g. It also shows a considerable number of dimples that are formed by micro-void coalescence. Jaswin and Lal (2011) observed the same phenomenon in valve steel.
Fractography reveals ductile fracture in tension and indicates that a large amount of plastic deformation precedes the fracture which results in lower the tensile strength. At lower DCT with extended soaking time the microstructure of the HDS is modified. Li et al. (2010) also found the same phenomenon for Cr8Mo2SiV steel and reported higher toughness due to the modification of microstructure with DCT.
3.4 Percentage Elongation
Figure 7 presents results of percentage elongation of conventionally and varied cryogenically treated and shows that ATC2(36)T treated sample has significantly higher % elongation around 57%) than the conventionally treated sample, and also highest in the C1 and C2 cryogenic treated samples of around 0.5, 25, 12,33 and 26% (standard deviation ± 0.46) higher than the ATC1(6)T, ATC1(21)T, ATC2(6)T, ATC2(21)T and ATC2(36)T respectively. The results show that the cryogenic treatment enhances the percentage elongation. Enhancement of the percentage elongation after the varied cryogenically treatment of samples over the conventionally treated samples are 48.94, 25.41, 57, 39.52, 5 and 24% (standard deviation ± 0.55) respectively. The samples treated for longer soaking periods (i.e., 36 h) at cryogenic temperature have the higher toughness value than the conventionally treated and samples treated for 06 h and 21 h.

Trend of percentage elongation of conventionally and varied cryogenically treated hot die steel AISI-H11
3.5 Microstructure
Figure 8a illustrates FESEM microstructure image as received material, Fig. 8b shows conventionally treated sample (A3T) and Fig. 8c–h shows micrograph of varied cryogenically treated samples ATC1(6)T, ATC1(21)T, ATC1(36)T, ATC2(6)T, ATC2(21)T and ATC2(36)T2 respectively. The microstructure of as received material consists of fine globular carbides in the matrix of ferrite, Fig. 8a, indicates that material is in annealed condition.

FESEM micrograph of AISI-H11 steel a in as received condition and after different treatments: b (A3T), c ATC1 (6)T, d ATC1(21)T, e ATC1(36)T, f ATC2(6)T, g ATC2 (21)T and h ATC2 (36)T
Martensite laths and fine globular carbide along-with retained austenite observed in the A3T treated sample, Fig. 8b. FESEM micrograph of cryogenically treated samples as shown in Fig. 8c–h, for ATC1(6)T, ATC1(21)T, ATC1(36)T, ATC2(6)T, ATC2 (21)T and ATC2(36)T, respectively, reveals the more density and even distribution of precipitated secondary carbide in comparison to (A3T) samples. Martensite laths are coarsening with the increase in soaking time at DCT.
The retained austenite and martensite phases of A3T and various cryogenically treated samples identified with the help of X-ray diffraction (XRD) profile analysis (Cu-Kα Source, λ = 1.514 × 10−10 m) are shown in Fig. 9a, b. Diffraction peaks from crystal plane (111), (200), 220), (311) are considered for retained austenite and diffraction peak from crystal plane (110), (211) for martensite. Figure 9b illustrates the exceptional decrease in the austenite phase X-ray diffraction (XRD) peak maximums or intensity for crystal plane (111), (200), 220), (311) of all the cryogenically treated samples. This indicates that retained austenite transform to the martensite phase at cryogenic temperature and reduces the volume fraction of retained austenite.

X-ray diffraction patterns of bulk sample of AISI-H11 steel for different treatments: a (A3T), b ATC1 (6)T, ATC1(21)T, ATC1(36)T, ATC2(6)T, ATC2 (21)T and ATC2 (36)T. The set of “h k l” in vertical direction indicates the 2 θ position of different diffraction planes and different phases present in the samples
Retained austenite volume fraction was estimated in accordance with ASTM standard E975-00 considering the diffraction crystal planes (111), (110), (220), (311) of retained austenite and (110), (211) of martensite. The volume fraction of retained austenite content in the conventionally treated sample is approximately 11%. In the case of cryogenically treated samples austenite XRD peak maximums of intensity for crystal planes (111), (200), (220), (311) shows near to zero. This indicates that the retained austenite converts to martensite. Though the XRD peak from the crystal planes (austenite), (200) and (220) are visible in ATC1(36)T, ATC2(6)T, ATC2(21)T, ATC2(36)T unlike that in ATC1(6)T or ATC1(21)T samples but their intensity are very low. This finding confirms that there is a substantial reduction in austenite phase and enhancement of martensite phase.
Improvement in the micro Vicker hardness number and bulk hardness number of cryogenically treated samples attributed due to the improvement in the tough tempered martensite phase, reduction in retained austenite and precipitation of secondary carbide after the cryogenic treatment. The enhancement of hardness number associated with the magnitude of retained austenite transform to martensite phase and precipitation fine secondary carbides. These fine carbides particles consequently improve the strength, toughness and then improve the wear resistance in steels (Gunes et al. 2014; Silva et al. 2006). Results of this study are in concurrence with previous studies that reported the reduction of austenite phase, refinement of martensite phase and enhancement of a number of secondary carbides, which is responsible for the strengthening of the matrix, load bearing capacity and wear resistance of tools and dies steel (Amini et al. 2012; Das et al. 2012; Molinari et al. 2001; Vahdat et al. 2014; Gunes et al. 2014).
In this study substantiation regarding the complete transformation of retained austenite with longer soaking time at DCT (C1 and C2 treatment) not found. The austenite X-ray diffraction (XRD) peak evidenced at 36 h soaking time also though their intensity of peaks are is very low Fig. 9b. However, the processes responsible for various types of changes occurring in martensite are still debatable.
In this study substantiation regarding the complete transformation of retained austenite with longer soaking time at DCT (C1 and C2 treatment) not found. The austenite X-ray diffraction (XRD) peak evidenced at 36 h soaking time also though their intensity of peaks are is very low Fig. 9b. However, the processes responsible for various types of changes occurring in martensite are still debatable.
The relationship between the ultimate tensile strength and toughness with the hardness numbers are well established. The behavior of varied cryogenically treated AISI H11 can be explained by the fact that, hardness, ultimate tensile strength, and toughness (CVN) values are mechanical properties which represent the microstructure of the material as a whole.
At longer soak time (36 h) the hardness and tensile strength reduction results of the coarsening of martensite lath and evolution of big carbides precipitate. This causes a less density of secondary carbides in the matrix. Hence, matrix gets weaken which causes the decrease in hardness and tensile strength. Obtained results thus infer that for this tool steel an optimum holding time is 21 h beyond that the hardness and mechanical properties decrease. Same phenomenon earlier reported by Das et al. (2009) that the optimum time for the best mechanical properties of deep cryogenically treated D2 tool steel is 36 h and later by Amini et al. (2012) that the optimum time for the best mechanical properties of deep cryogenically treated for tool steel 80CrMo 12 5 is 48 h.
The toughness value (CVN) first increases at 6 h soaking time and lowers significantly at 21 h of soaking time for both C1 and C2 treated samples. However, any further increase of soaking time shows a sharp increase in toughness for C1 treated sample. While in the case of C2 treated samples no significant change is observed. At deep cryogenic treatment, retained austenite eliminates and the lattice contraction forces carbon atoms to diffuse out to neighbor dislocations and defects, moreover, new dislocations are created in the deep cryogenic treatment as a result of a difference in the thermal expansion of austenite to martensite transformation. These new dislocations provide a suitable place for the segregation of carbon atoms and subsequently carbide nucleation in tempering. This new carbide nucleus increases the carbide percentage and the homogenous distribution. Thus during tempering, that carbon atom would produce new carbides thereby leading to more homogenized carbide distribution (Amini et al. 2012; Das et al. 2012; Huang et al. 2003; Koneshlou et al. 2011; Stratton 2007; Silva et al. 2006; Zhirafar et al. 2007). The increase in toughness of DCT due to carbide precipitation during tempering without lowering the samples hardness when post-tempering was done.
4 Conclusion
The effect of different DCT vis-à-vis vacuum heat treatment and tempering on the mechanical prosperities as well as the microstructure of HDS AISI H11 are investigated in this work. The following are the outcomes of this research study:
-
Samples cryogenically treated at − 184 °C for a soak duration of 6 h and tempered at 600 °C for 2 h (ATC2(6)T), showed the higher incremental micro Vicker hardness in comparison to conventionally treated sample and also highest in the C1 and C2 cryogenically treated samples.
-
There is no significant variation between apparent hardness (HV) and bulk hardness (HRc) Surface and bulk hardness correlate very well.
-
After 36 h soaking time at DCT (− 154 °C and − 184 °C) the apparent as well as bulk hardness of cryogenically treated samples decreases in comparison to conventional treated samples.
-
Longer soak time at DCT temperature (− 154 °C and − 184 °C) increases the local quasi-cleavage fracture region with deep rooted secondary carbides and enhances the dimple. Fractography exhibits a large amount of plastic deformation precedes the fracture in cryogenically treated samples in comparison to A3T treated samples; as a consequence toughness of cryogenically treated sample improves with reduction in tensile strength.
-
Retained austenite content of all cryogenically treated samples at temperature (− 154 °C and − 184 °C) reduces to near zero only even at36 h of soak time.
Abbreviations
- C1:
-
Cryogenic treatment at − 154 °C
- C2:
-
Cryogenic treatment at − 184 °C
- CVN:
-
Charpy V-notch impact test
References
Amini, K., Akhzbarizadeh, A., & Javadpour, S. (2012). Investigating effect of holding duration on the microstructure of 1.2080 tool steel during the deep cryogenic heat treatment. Vacuum, 86, 1534–1540. https://doi.org/10.1016/j.vacuum.2012.02.013.
Amini, K., Nategh, S., & Shafyei, A. (2010). Influence of different cryo-treatments on tribological behavior of 80CrMo12 5 cold work tool steel. Materials and Design, 31, 4666–4675. https://doi.org/10.1016/j.matdes.2010.05.028.
ASTM E 415-2014. Standard test method for Analysis of carbon and low alloy steel by spark atomic emission spectrometry. ASTM Annual Book of Standards, West Conshohocken, PA, United States.
ASTM E3-01. Standard Guide for preparation of metallographic specimens. ASTM Annual Book of Standards, West Conshohocken, PA, United States.
ASTM E08-08. Standard test method for tension testing of metallic materials. ASTM Annual Book of Standard’s, Vol. 3.01, West Conshohocken, PA, United States.
ASTM E18-08b. Standard test method for Rockwell hardness of metallic materials. ASTM Annual Book of Standards, Vol. 3.01, West Conshohocken, PA, United States.
ASTM E23-07a. Standard test method for notched bar impact testing of metallic materials. ASTM Annual Book of Standard’s, Vol. 3.01, West Conshohocken, PA, United States.
ASTM E384-08a Standard test method for Micro indentation hardness of materials. ASTM Annual Book of Standard’s, West Conshohocken, PA, United States.
ASTM E975-00. Standard practice for X-Ray determination of retained austenite in steel with near random crystallographic orientation. ASTM Annual Book of Standards, West Conshohocken, PA, United States.
Das, D., Dutta, A. K., & Ray, K. K. (2009). Optimization of the duration of cryogenic processing to maximize wear resistance of AISI D2 steel. Cryogenics, 49, 176–184. https://doi.org/10.1016/j.cryogenics.2009.01.002.
Das, D., Dutta, A. K., & Ray, K. K. (2010a). Sub-Zero treatments of AISI D2 Steel: Part I. Microstructure and hardness. Materials Science and Engineering A, 527, 2182–2193. https://doi.org/10.1016/j.msea.2009.10.071.
Das, D., & Ray, K. K. (2012). Structure property correlation of sub zero treated AISI D2 steel. Materials Science and Engineering A, 541, 45–60. https://doi.org/10.1016/j.msea.2012.01.130.
Das, D., Sarkar, R., Dutta, A. K., & Ray, K. K. (2010b). Influence of Sub-Zero treatments on fracture toughness of AISI D2 steel. Materials Science and Engineering A, 528, 589–603. https://doi.org/10.1016/j.msea.2010.09.057.
Diekman, F., & Papp, R. (2009). Cold’ facts about cryogenic processing. Heat treatment Progress, 9, 33–36.
Farhani, F., Niaki, K. S., Vahdat, S. E., & Firozi, A. (2012). Study of effects of deep cryotreatment on mechanical properties of 1.2542 tool steel. Materials and Design, 42, 279–288. https://doi.org/10.1016/j.matdes.2012.05.059.
Gavriljuk, V. G., Theisen, W., Sirosh, V. V., Polshin, E. V., Kortmann, A., Mogilny, G. S., et al. (2013). Low-temperature martensitic transformation in tool steels in relation to their deep cryogenic treatment. Acta Meterialia, 61, 1705–1715.
Gill, S. S., Singh, R., Singh, H., & Singh, J. (2012). Effect of cryogenic treatment on AISI M2 high speed steel: Metallurgical and mechanical characterization. JMEPEG, 21, 1320–1326. https://doi.org/10.1007/s11665-011-0032-z.
Gogte, C. L., Iyer, K. M., Paretka, R. K., & Peshwe, D. R. (2009). Deep subzero processing of metals and alloys: evolution of microstructure of AISI T42 Tool steel. Materials and Manufacturing Processes, 24(7&8), 718–722. https://doi.org/10.1080/10426910902806210.
Gunes, I., Cicek, A., Aslantas, K., & Kara, F. (2014). Effect of deep cryogenic treatment on wear resistance of AISI 52100 bearing steel. Transactions of the Indian Institute of Metals, 67(6), 909–917. https://doi.org/10.1007/s12666-014-0417-4.
Gunes, I., Uzun, M., Çetin, A., Aslantas, K., & Cicek, A. (2016). Evaluation of wear performance of cryogenically treated Vanadis 4 Extra tool steel. Kovove Materialy - Metallic Materials, 54(3), 195–204.
Huang, Y., Zhu, Y. T., Liao, X. Z., Beyerlein, I. J., Bourlce, M. A., & Mitchell, T. E. (2003). Microstructure of cryogenic treated M2 Tool Steel. Materials Science and Engineering A, 339, 241–244. https://doi.org/10.1016/S0921-5093(02)00165-X.
Jaswin, A. M., & Lal, D. M. (2011). Effect of cryogenic treatment on the tensile behavior of En 52 and 21-4 N valve steels at room and elevated temperatures. Materials and Design, 32, 2429–2437. https://doi.org/10.1016/j.matdes.2010.11.065.
Katoch, S., Sehgal, R., & Singh, V. (2017). Evolution of mechanical properties and microstructure of differently cryogenically treated hot die steel AISI-H13. International Journal of Materials Research, 108(3), 173–184. https://doi.org/10.3139/146.111467.
Koneshlou, M., Meshinchi, K., & Khomamizadeh, F. (2011). Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel. Cryogenics, 51, 55–61. https://doi.org/10.1016/j.cryogenics.2010.11.001.
Lal, M. D., Renganarayanan, S., & Kalanidhi, A. (2001). Cryogenic treatment to augment wears resistance of tool and die Steel. Cryogenics, 41, 149–155. https://doi.org/10.1016/S0011-2275(01)00065-0.
Li, S., Xie, Y., & Wu, X. (2010). Hardness and toughness investigations of deep cryogenic treated cold work die steel. Cryogenics, 50, 89–92. https://doi.org/10.1016/j.cryogenics.2009.12.005.
Meng, F., Tagashira, K., Azuma, R., & Sohma, H. (1994). Role of η-Carbide precipitation in the wear resistance improvement of Fe-12Cr-Mo- V-1.4C tool steel by the cryogenic treatment. ISI Journal International, 34(2), 205–210. https://doi.org/10.2355/isijinternational.34.205.
Molinari, A., Pellizzari, M., Gialanella, S., Straffelini, G., & Stiasny, K. H. (2001). Effect of deep cryogenic treatment on the mechanical properties of tool steels. Materials Processing Technology, 118, 350–355. https://doi.org/10.1016/S0924-0136(01)00973-6.
Silva, F. J., Franco, A. R., Machado, S. D., Ezugwu, E. O., & Soozajr, A. M. (2006). Performance of cryogenically treated HSS tools. Wear, 261, 674–685. https://doi.org/10.1016/j.wear.2006.01.017.
Stratton, P. F. (2007). Optimizing nano-carbide precipitation in tool steels. Materials Science and Engineering: A, 449–451, 809–812. https://doi.org/10.1016/j.msea.2006.01.162.
Tyshchenko, A. L., Theisen, W., Oppenkowski, A., Siebert, S., Razumov, O. N., Skoblik, A. P., et al. (2010). Low-temperature martensitic transformation and deep cryogenic treatment of a tool steel. Materials Science and Engineering A, 527, 7027–7039. https://doi.org/10.1016/j.msea.2010.07.056.
Vahdat, S. E., Nategh, S., & Mirdamadi, S. (2014). Effect of microstructure parameters on tensile toughness of tool steel after deep cryogenic treatment. International Journal of Precision Engineering and Manufacturing, 15(3), 497–502. https://doi.org/10.1007/s12541-014-0363-4.
Zhirafar, S., Rezaeian, A., & Pugh, M. (2007). Effect of cryogenic treatment on the mechanical properties of 4340 steel. Journal of Materials Processing Technology, 186, 298–303. https://doi.org/10.1016/j.jmatprotec.2006.12.046.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Katoch, S., Singh, V. & Sehgal, R. Mechanical Properties and Microstructure Evaluation of Differently Cryogenically Treated AISI-H11 Steel. Int J Steel Struct 19, 1381–1392 (2019). https://doi.org/10.1007/s13296-019-00216-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13296-019-00216-4