
Abstract
Propylene-ethylene (PPE) copolymer was added to high melt-strength polypropylene (HMS PP) for extrusion foaming. PPE postpones polypropylene (PP) crystalization and decreases the optimum foaming temperature. The blend maintains good melt strength and pronounced strain hardening(less than 30%) for a low melt mass flow rate (MFR) of PPE. The small phase separation of PPE (high ethylene content) and PP also favors cell nucleation during foaming. Thus, at lower foaming temperature, the small crystals may function as physical crosslinking, which can help to maintain melt strength and strain hardening behavior around the foaming window. The better cell nucleation and finer cells with higher expansion ratio (ER) in the foam sample were achieved. Combining the advantage of resin elasticity and better foam structure, better toughness was achieved with elongation at break as high as 150%, while maintaining the stiffness.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
PP foams are forecast to achieve fast grow due to many advantages such as good thermal stability, microwaveable, good resilience, chemical resistivity against chemicals/oils, eco-friendly, and recyclable. Main applications include automotive, packaging and insulation [1,2,3].
Among several foaming process, extrusion foaming with supercritical CO2 is still challenging, Naguib and coworkers proved the volume expansion is governed either by the loss of blowing agent through foam skin at high process temperature or by solidification/crystallization at low process temperature [4]. Thus, to achieve low-density PP foam in continuous extrusion foaming, at high processing temperature, the resin required to have enhanced elasticity and balanced viscosity (high melt strength and pronounced strain hardening) to avoid cell coalescence [5]. At low processing T, the polymer melt solidifies at the moment of crystallization during cooling. To achieve a high expansion ratio (ER), the crystallization (or solidification) should not occur before all the dissolved gas diffuses out into the nucleated cells [6]. However, the cells also need to freeze enough quickly, otherwise foam would shrink due to the loss of gas through foam skin leading to overall foam contraction [7]. Understanding the fundamentals of the melt property and crystallization balance is critical to extrusion foaming [8,9,10]. To improve the toughness of PP foam materials and improve the cell density at the same time, the innovative measures adopted are the micro-phase separation of propylene copolymer and PP [11,12,13]. The phase interface as a nucleation point can promote cell nucleation and use the high elasticity of propylene copolymer to improve the elasticity and elongation of PP foam materials [14,15,16].
In this study, we investigated the advantages and fundamentals by adding Vistamaxx (semi-crystalline copolymers) into high-melt-strength polypropylene (HMS PP) for foaming.
2 Experiments
2.1 Materials
The material of high melt strength polypropylene (HMS PP) PDH025 is a long-chain branched (LCB) polymer with a melt mass-flow rate (MFR) of about 1.9 g/10 min measured in accordance with ASTM D1238 and bulk density of 0.90 g/cm3. Vistamaxx 6100/6102/6202/3000/3020 series are from ExxonMobil. Vistamaxx is a liner semi-crystal copolymer, the composition of Vistmaxx in this study is shown in Table 1, and data is from Vistamaxx product datasheets.
3 Characterization
3.1 Expansion ratio and cell density
The apparent density of foamed samples was measured according to the ASTM D792-00 standard. \({\rho }_{0}\) and \({\rho }_{f}\) were measured via the water displacement method. The ER of foamed samples was calculated by formula 1.
The cross-section of the product was observed with a polarizing microscope (Leica, DM4P) the cell diameter was calculated using the Image J software, and the cell density was calculated according to the following formula, as shown in formula 2.
where A is the area of a graph (cm2), n is the number of cells in the micrograph, M is the magnification factor, and \({N}_{0}\) is the cell density (unit/cm3).
3.2 Mechanical tests
3.2.1 Tensile test
According to the test method of rigid foam plastics tensile properties of GB/T1040-92, the samples obtained from extrusion experiments were prepared along the extrusion direction and perpendicular to the extrusion direction, respectively. The shape and size of the samples were shown in Fig. 1. The number of samples in each group was 5. The tensile mechanical properties were tested and the average values of 5 samples were taken.
where \({\sigma }_{r}\) is tensile stress during fracture (KPa), Fr is the breaking power (N), b is specimen width (mm), and h is specimen thickness (mm).
where \({E}_{t}\) is tensile modulus of elasticity (MPa), l is sample gauge length (mm), \({X}_{et}\) is displacement within the proportional limit (mm), and \({F}_{et}\) is the force corresponding to \({X}_{et}\) (N).

The shape and dimensions of tensile specimens
3.2.2 Compression testing
According to the method of measuring the compressive properties of GB/T 8813–2008 rigid foam plastics, compression tests were carried out on the samples obtained from extrusion experiments. Ten samples of 50 mm × 50 mm were prepared, and 10 samples were superimposed together for compression tests.
where \({F}_{m}\) is the maximum compressive force at relative strain ε < 10 (N), and \({A}_{0}\) is sample initial cross-section area (mm2).
where \({E}_{c}\) is the modulus of elasticity in compression (MPa), and \({h}_{0}\) is the compression specimen’s initial height (mm). \({F}_{ec}\) is compression force within the proportional limit (N), and \({X}_{ec}\)is displacement at \({F}_{ec}\).
3.2.3 Atomic force microscopy (AFM)
The test was performed in Tapping Mode on Bruker Dimension Icon.
OTESPA-R3 cantilever (resonance frequency ~ 300 kHz), Scan rate 1 Hz, Scan pixel size 512 by 512.
3.2.4 Extensional viscosity fixture(EVF)
Extensional flow measurements were carried out on ARES-G2 with extensional viscosity fixture (EVF), at temperature set to 190 °C, at Hencky strain rates of 0.01, 0.1, 1, 10 s−1.
3.2.5 Differential scanning calorimetry (DSC)
Thermal properties were measured on Perkin Elmer Hyper DSC8500, heating rate was 10 °C/min, cooling rate was 10, 100, 200 and 600 °C/min, and the melting information was chosen from the second heating procedure.
3.2.6 Rheotens
Melt strength measurement used Rheotester 1000 capillary rheometer in combination with the Rheotens 71.97 (Göttfert), testing temperature at 190 °C, shear rate at 72 s−1, and roller acceleration is 12 mm/s.2
3.2.7 Gel permeation chromatography (GPC)
GPC data was carried on the GPC-4D equipment with both light scattering, IR and viscometer detector.
3.2.8 Dynamic mechanical analysis (DMA)
DMA was carried out on RSA-G2 with 3 points bending fixture. Heating rate is 3 °C/min, frequency is 1 Hz, and the strain amplitude is controlled in a linear regime.
3.2.9 Scanning electron microscopy (SEM)
SEM images are captured by FEI Quanta 450 under High Vacuum mode.
3.2.10 Transmission electron microscope (TEM)
TEM images were taken at 15kx in TEM mode. Sample was prepared with a 3 h RuO4 stain.
3.2.11 Micron-scale computed tomography (Micro-CT)
Micro-CT is performed on Bruker Skyscan 1272, with a 40 kV X-ray source, under the resolution of 1.5–1.6 μm. Sample is scanned step-wisely for 180o and reconstructed for image visualization. Image analysis is done by Avizo software.
4 Results and discussion
4.1 Resin characteristic of HMS PP PDH025
HMS PP PDH025 was prepared by post-modification with Perkadox 24FL, it exhibits obvious long-chain branching characteristics based on GPC results. In Fig. 2a, g’ curve represents the ratio between the intrinsic viscosities of the sample and the standard linear analog with the same molecular weight. It shows an obvious decrease especially at the high Mw region, indicating the branched structure especially at the high Mw region. The melt strength is around 0.34 N. Tc and Tm of HMS PP is around 130 ºC and 162 ºC under 10 ºC/min cooling/heating rate. Heating curve after the different cooling rate is shown in Fig. 2c, melting temperature shifted to alower temperature with an increasing cooling rate, indicating the thinner lamellar crystal formed at a higher cooling rate. Base on ASTM D638-14, the tensile strength, strength at yield and elongation at break is tested to be 40.0 MPa, 40.0 MPa and 8.4%, respectively.

a GPC results, Mw distribution (right) and viscosity average vs Mw (IR detector). b melt strength of PDH025 measured by rheotens. c Differential Scanning Calorimetry (DSC) melting curve of PDH025 after cooling under different cooling rate such as 600 °C/min, 400 oC/min, 200 °C/min and 10 °C/min
4.2 HMS PP/Vistamaxx blend study
HMS PP and vistamaxx blends were prepared with Twin-Screw Extruder (TSE 11) with 0.1% AO1010. After blending different Vistamaxx into HMS PP, temperature ramps were used to evaluate the phase separation of the blend, as shown in Fig. 3 and 4. Vistamaxx 6100/6102/6202 all show 2 Tg peaks around 0 ºC and around – 40 ºC, which indicate Vistamaxx is phase separated with PP in a solid state. While 3020 and 3000 only show 1 broad peak, which indicate vistamaxx 3020 and 3000 are miscible with HMS PP. In Fig. 4, temperature ramps of Vistamaxx 6102 and HMS PP under different ratio shows Tg peaks move towards the middle with more vistamaxx, which indicate vistamaxx 6102 is partially miscible with HMS PP due to the chain similarity.

Temperature Ramps of Vistamaxx with HMS PP

Temperature Ramps of Vistamaxx 6102 with HMS PP
AFM phase images are collected in Bruker DI, darker color indicate the material is “softer” while the brighter color is “harder”. Figure 5 further confirmed, 15% vistamaxx 6102 with HMS PP blend have very small phase separation, with a domain size of hundred nm level (darker domains are vistamaxx 6102), while the 3020 blend is very uniform, it does not show any phase separation at all, the minor contrast difference comes from height difference from sample preparation.

AFM phase image of VMX/HMS PP blend
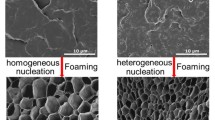
Generally, the foaming process mainly included four steps, saturation, nucleation, growth and stabilization. Bubble nucleation and growth are very complex, it occurs when pressure reduction is greater than the critical value (homogenous nucleation) or its difference overcomes surrounding confinement such as when occurs at the interface (heterogeneous nucleation) [17]. Cell nucleation is a very important factor leading to the total cell count in the final foam product. Thus, understanding of phase separation condition of vistamaxx and HMS PP is very critical, especially at the melt state.
We microtomed the vistamaxx 6102 (30%) with PDH025 compound pellet into a very thin sheet, and annealed it at the 200 ºC for 10 min, then cooled the sample with 100 ºC /min and using phase contrast optical microscopy to observe this process. Screenshot at the different key stages is shown in Fig. 6. The left image proved that vistamaxx 6102 phase separation with HMS PP in the melt state. With further decreasing the temperature, PP nucleation happens mainly in the continus PP phase (middle image) and further forms PP crystal which gives much more contrast (right image). So, all the results prove vistamaxx 6102 actually have phase separation with PDH025 both at melt state and at solid state.

Hot stage phase contrast optical microscopy
For the extrusion foam process, strain hardening is one of the key properties. Pure HMS PP showed very pronounced strain hardening in Fig. 7. After compounded different Vistamaxx grade with HMS PP with TSE 11, and elongation viscosity is characterized by ARES-G2 with EVF, under a temperature of 190 ºC. As shown in Fig. 8, with adding 15% vistmaxx 6102/6100 and 3020, the polymer blend still shows pronounced strain hardening. However, as for adding Vistamaxx 6020 and 3000, the positive divergence of elongation viscosity curves becomes quite weak, indicating weaker melt strength compared to other samples. The difference mainly comes from the chain length of vistamaxx, for high MFR grade, the short chains dilute the HMS PP system extensively, thus the contribution of HMS PP on melt strength decreases very much. For blending with 6100 and 3020 (MFR = 3), the system still remains abundant entanglements, the HMS PP still contributes to the melt strength during extensional deformation. Going forward, we mainly compare vistamaxx 6102 and vistamaxx 3020 for blend foaming since first both show good strain hardening, which is critical to forming a nice cell structure and second, 6102 shows phase separation with HMS PP at melt, while 3020 does not.

Elongation viscosity of HMS PP

Elongation viscosity of HMS PP with different vistamaxx grade (15%)
4.3 Vistamaxx/PDH025 blend foam extrusion
Rod die extrusion foaming was further conducted. 0.5% cell nucleation agent was added during extrusion foaming. The extrusion process parameter is shown in Table 2. The relationship between ER and die temperature is shown in Fig. 9.

Rod die foaming window: expansion ratio versus die temperature
HMS PP and vistamxx were mixed with 0.1 wt% antioxidant 2020 in the Internal Mixer (Thermo Fisher Scientific) in accordance with the formula shown in Table 3. To prevent oxidative degradation of PDH 025 and vistamaxx 6102 during screw processing, we added antioxidants and Monoglyceride, respectively, to inhibit or delay the loss of plastics. The mixing temperature was 190 °C, the speed was 50 rpm, and the processing time was 5 min.
According to the formula in Table 4, vistamaxx 6102 and PDH 025 were first mixed in high-speed mixer, and extruded foaming experiment was carried out in twin-screw extruder (CBF-60L / DN40). The temperature of each segment of extruder was 180 °C, 200 °C, 200 °C, 200 °C, 200 °C, 200 °C, 200 °C, respectively. The output was 50 kg/h and the supercritical CO2 was used as a blowing agent. The experimental technological parameters were shown in Table 5.
The Apparent density and ER of the foam sheet are shown in Table 6.
With adding vistamaxx 6102, the foaming window moves to a lower temperature range, and even higher ER could be achieved. When moving to the even lower temperature, the foaming process is not stable, and an obvious block would happen around the die.
SEM is used to analysis foam structure. We compared the cross-section image for different foam at the lowest foam temperature shown in Fig. 10, in 15% Vistamaxx 3020 foam, cell size seems larger than pure HMS PP foam. While in 15% Vistamaxx 6102 foam, more cells are generated, cell size was even smaller.

SEM image comparison for foam samples. (PDH 025 foam, die temperture at 160 °C, ER = 10; 15% 3020 foam, die temperture at 156 °C, ER = 7.1; 15% 6102 foam, die temperture at 152 °C, ER = 12.3)
X-ray computed tomography (CT) is further used to for more accurate cell analysis [18]. The transmission images taken at different angles will be processed with computer algorithms and reconstructed into a 3D dataset. Image analysis is applied using Avizo software, mainly including de-noising by image filter, image segmentation by watershed and fine tuning, label analysis is then conducted to get statistical quantification. Cell size distribution in 3D area is summarized in Fig. 10. Several thousand cells are calculated from each sample. Typical reconstructed labeled cell cross-section images are shown in Fig. 11.

CT for foam structure comparison (PDH 025 foam, die temperature at 160 °C, ER = 10; 15% 3020 foam, die temperature at 156 °C, ER = 7.1; 15% 6102 foam, die temperature at 152 °C, ER = 12.3)
Compared with pure HMS PP foam, 15% 6102 foam have the largest cell count with the smallest cell size, total cell count is more than double. However, 15% 3020 foam have less cell count and larger cell size.
On one hand, combined with the phase separation results, Vistamaxx 6102 shows sub-micro level phase separation with HMS PP. During cell nucleation, a large interface area leads to an increase of cell nucleation sites, which tremendously increased the cell count in the final foamed sample. While vistamxx 3020 is fully miscible with HMS PP, it fails to contribute heterogeneous nucleation during foaming. On the other hand, both melt blends exhibit good melt strength and strain hardening. Under the same T, HMS PP owns a higher ER than 15% 6102 or 3020. However, by adding vistamxx, the operation temperature window could be shifted to lower than pure HMS PP. At such lower T, potentially more PP nano-crystals would be formed during foaming, and act as a physical crosslinking site which leads to even higher melt strength and better strain hardening to avoid cell rupture.
In the end, we studied how crystallization changed after adding Vistamaxx. Confocal Raman is used to studying the crystallinity and Crystallization Kinetics of these 3 samples. The crystal structure and crystallinity are summarized in Fig. 12. For the foamed sample, there’s no significant difference (crystallinity drop for the foamed sample) after adding Vistamaxx.

Morphology measurement of foamed samples with confocal Raman
A temperature ramp was performed on the polypropylene samples to melt and recrystallize, the whole process is followed by Raman spectroscopy. As results shown in Fig. 13, with adding 15% 6102 and 3020, PP starts to crystalize at a lower temperature, but the crystallization rate does not change much. Which means, during the foam extrusion process for vistamaxx blending samples, after the polymer melt blend coming out from the die, the crystallization (or solidification) occurs later compared with pure PP, thus the dissolved gas has more time to diffuse out into the nucleated cells. Moreover, the blending of vistamaxx did not influence the crystallization rate, so the cells still freeze quickly enough to avoid foam shrinkage.

Crystallization kinetics with confocal Raman, overlay and separated figures all shown here for detailed comparison
However, when comparing the total crystallinity of the vistmaxx blend under isothermal condition, HMS PP showed the highest crystallinity, total crystallinity decreased with adding vistamaxx. But under the foaming process, the polymer blends suffer fast cooling with elongation shear and formed crystal structure with lots of defects. Thus, as shown in Fig. 12, vistamaxx did not lead to a crystallinity drop in the final foam product.
To better understand the influence of Vistamaxx on PP crystallization, we use TEM to study the morphology of fast-cooled samples after deformation, as shown in Fig. 14. We study 3 samples, HMS PP PDH025, HMS PP PDH025 with 15% 6102 and HMS PP PDH025 with 30% 6102. HMS PP and Vistamaxx blends were prepared with Twin-Screw Extruder (TSE 11) with 0.1% AO1010. All 3 samples are firstly annealed at 190 °C for 10 min, and compression molded into a standard SER bar. The SER samples are acquired after stretching with SER at 190 °C to Henky strain of εH = 3 and rapidly quenching in cold water. Samples are microtomed into thin sections, and stained for 3 h. All images are showing the morphology in TD, and the darker area represents for more amorphous region.

TEM images for SER samples of HMS PP PDH025 (left), HMS PP PDH025 with 15% 6102 (middle) and HMS PP PDH025 with 30% 6102 (right) at TD
The purpose of this experiment is to mimic the foaming process. Similarity is in both process, samples go through fast cooling with elongation stress. Big difference is SER samples are under uniaxial elongation, while foam samples are under isotropic elongation under a CO2 atmosphere. From the enlarged images, we could clearly see PP crystal stacking (lamellar structure) randomly distributed at TD in PDH025 samples. In 15% 6102 samples, PP lamellar are showing more obviously along Vistamaxx region (darker regions are Vistamaxx). As for 30% 6102 samples, this phenomenon is even more obvious. In some cases, we could even see PP lamellar grow into the Vistamxx regions.
Since the samples are rapidly quenching in cold water during SER, so the polymer chains are constrained under stress at MD. PP chains don’t have enough time to fold into a perfect lamellar structure, with fast cooling that T drops below Tc. However, for samples with Vistamaxx, combined with hot stage OM results, PP nucleation happens in PP phase first, and lamellar further grows with fast cooling, due to the lower melting point of Vistamaxx and good miscibility of PP with Vistamaxx. So polymer chains still have some mobility to fold into lamellar stacking structure. Actually, this hypothesis also explains why total crystallinity did not drop for HMS PP/ vistamaxx blends foam.
In the end, annual die extrusion foaming is applied to prepare the foam sample, detailed processing condition is shown in Fig. 15. Foam mechanical property is shown in Fig. 16, 17, 18, 19. Combine the advantage from resin elasticity and better foam structure, mechanical properties of the foam sample change a lot, i.e. from brittle to tough, elongation at break (MD) could be achieved as high as 150%, while the modulus does not drop much [6, 19].

Elongation viscosity of HMS PP

Foam bulk density with vistamaxx 6102 content

The change of Modulus of a foamed sheet with the increase of Vistamaxx 6102 content (other conditions remain the same)

The change of Elongation at the break of a foamed sheet with the increase of Vistamaxx 6102 content (other conditions remain the same)

The change of Strength of foamed sheet with the increase of Vistamaxx 6102 content (other conditions remain the same)
5 Conclusion
In summary, Vistamaxx delayed the crystallization of long-chain branched PP, and shifts the foaming window at a lower temperature. Thus, the small crystals produced as physical crosslinking and help the blend to maintain good melt strength, with better melt elasticity and viscosity balance around the foaming window. As low MFR Vistamaxx (such as vistamaxx 6102), polymer blends remain good melt strength and pronounced remarkably strain hardening(less than 30%). The small phase separation between Vistmaxx and PP are advantageous to form cell nucleation. So the foam shows higher ER and smaller cells. Combining the advantage of resin elasticity and better foam structure, better toughness was achieved with elongation at break (MD) as high as 150%, while maintaining the stiffness.
Change history
02 October 2023
This article has been retracted. Please see the Retraction Notice for more detail: https://doi.org/10.1007/s13233-023-00207-9
References
C. Yu, Y. Wang, B. Wu et al., Evaluating the foamability of polypropylene with nitrogen as the blowing agent. Polym. Testing 30(8), 887–892 (2011)
P. Zhang, X.J. Wang, Y. Yang et al., Effect of dynamic shear on the microcellular foaming of polypropylene/high-density polyethylene blends. J. Appl. Polym. Sci. 114(2), 1320–1328 (2010)
M. Antunes, V. Realinho, J.I. Velasco, Study of the influence of the pressure drop rate on the foaming behavior and dynamic-mechanical properties of CO2 dissolution microcellular polypropylene foams. J. Cell. Plast. 46(6), 551–571 (2010)
Naguib, Hani E., Chul B. Park, and N. Reichelt. Fundamental foaming mechanisms governing the volume expansion of extruded polypropylene foams. J. Appl. Polymer Sci. 2004, 91(4): 2661–2668.
S. Mendoza-Cedeno, M.S. Kweon, S. Newby et al., Improved cell morphology and surface roughness in high-temperature foam injection molding using a long-chain branched polypropylene. Polymers 13(15), 2404 (2021)
H. Münstedt, Extensional rheology and processing of polymeric materials. Int. Polym. Proc. 33(5), 594–618 (2018)
A. Mohebbi, F. Mighri, A. Ajji et al., Current issues and challenges in polypropylene foaming: a review. Cell. Polym. 34(6), 299–338 (2015)
D. Tammaro, C. Walker, L. Lombardi et al., Effect of extrudate swell on extrusion foam of polyethylene terephthalate. J. Cell. Plast. 57(6), 911–925 (2021)
M. Nofar, M. Mohammadi, P.J. Carreau, Super enhancement of rheological properties of amorphous PLA through generation of a fiberlike oriented crystal network. J. Rheol. 65(4), 493–505 (2021)
S.K. Yeh, R. Rangappa, T.H. Hsu et al., Effect of extrusion on the foaming behavior of thermoplastic polyurethane with different hard segments. J. Polym. Res. 28(7), 1–13 (2021)
M.V. Mokeev, S.A. Ostanin, N.N. Saprykina et al., Microphase structure of polyurethane-polyurea copolymers as revealed by solid-state NMR: effect of molecular architecture. Polymer 150, 72–83 (2018)
E. Di Maio, E. Kiran, Foaming of polymers with supercritical fluids and perspectives on the current knowledge gaps and challenges. J. Supercritical Fluids 134, 157–166 (2018)
P. Samyn, Polydopamine and cellulose: two biomaterials with excellent compatibility and applicability. Polym. Rev. 61(4), 814–865 (2021)
O. Hamdi, F. Mighri, D. Rodrigue, Optimization of the cellular morphology of biaxially stretched thin polyethylene foams produced by extrusion film blowing. Cell. Polym. 37(4–6), 153–168 (2018)
A. Kumar, B. Patham, S. Mohanty et al., Polyolefinic nanocomposite foams: review of microstructure-property relationships, applications, and processing considerations. J. Cell. Plast. 58(1), 59–102 (2022)
O.S. Bianchin, G.H.F. Melo, R.E.S. Bretas, Effect of MWCNT carboxyl functionalization on the shear rheological and electrical properties of HMS-PP/MWCNT foams. J. Cell. Plast. 57(2), 210–235 (2021)
Y. Qin, Z. Pan, Z. Liu et al., Influence of the particle size of porous media on the formation of natural gas hydrate: a review. Energy Fuels 35(15), 11640–11664 (2021)
A. Piovesan, V. Vancauwenberghe, T. Van De Looverbosch et al., X-ray computed tomography for 3D plant imaging. Trends Plant Sci. 26(11), 1171–1185 (2021)
G.P. Ponomareva, I.M. Popova, O.M. Sladkov et al., Investigation of gas-structural elements of modified foamed polyurethane. Inorg. Mater. Appl. Res. 13(4), 1024–1029 (2022)
Acknowledgements
This work was financially supported by a grant from the Henan Province Key Research and Development Program of China (No.222102230063), Key scientific research projects of colleges and universities in Henan Province (No.22B430001) and Anyang science and technology plan project (No.2021C01GX003)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article has been retracted. Please see the retraction notice for more detail: https://doi.org/10.1007/s13233-023-00207-9
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, Y., Tian, D. & Wang, L. RETRACTED ARTICLE: Synergy of propylene-based copolymer in high-melt-strength polypropylene for extrusion foaming process. Macromol. Res. 31, 365–377 (2023). https://doi.org/10.1007/s13233-023-00154-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13233-023-00154-5