
Abstract
Smallholders who own Tectona grandis plantations receive limited profit from residues. Charcoal production from wood residues allows smallholders to become part of the commercial chain. The purpose of this study was to examine the process of making charcoal from T. grandis wood residues using the earth pit method, as well as the costs and economic potential along with the physical, energy, mechanical, and chemical characteristics of the charcoal produced using this technique. Lumber in green condition (L-G), non-commercial logs in green condition (NL-G), and non-commercial logs in air-dried condition (NL-A) were utilized to produce charcoal. The charcoal recovery yield obtained from NL-A was 24%, with a carbonization time of 4.3 days, while for the NL-G and NL-A conditions, the recovery yield varied from 8 to 14.5%. The investment cost was US$1247 and the production cost was US$0.71/kg. The estimated total annual production is 11470 kg of charcoal, with annual profits of US$4863.3/year. The charcoal presented moisture content between 4.16 and 6.13%; density between 0.27 and 0.47 g/cm3; a calorific value between 31.3 and 32.6 MJ/kg; ash content between 1.5 and 3.3%; volatile content between 9.4 and 18.7%; fixed carbon content between 73.3 and 80.1% and the maximum compressive strength was about 120–132 kg. Statistical differences were found in carbon, fixed carbon content, nitrogen (N) and potassium (K) contents. The charcoal produced from NL-G raw material presents less quality than the charcoal from NL-A and L-G. This is because it presents less proportion of fixed carbon content. Finally, the results indicate the possibilities for smallholders to produce charcoal.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Charcoal is a fragile and porous black solid whose chemical formula is 3C16H10O2 (Cha et al. 2016). Its chemical composition varies; 80–98% is composed of carbon, while hydrogen and oxygen account for the remaining (Yargicoglu et al. 2015). Carbon is commonly used in domestic activities, for energy production and gas generation; in the chemical, medicine and food industries; in agriculture, for water purification and as a fertilizer (Panwar et al. 2019; Xie et al. 2015). At the global level, sustained charcoal consumption of close to 840 000 tons per year is expected in 2030 (Mohr and Evans 2009). Charcoal production represents approximately 8% of global timber extraction (Brewer and Brown 2012).
Coal originates from minerals or plants, the latter is also called charcoal, usually produced from lignocellulosic biomass residues (Rodrigues and Braghini 2019). Both types of coal differ in that mineral coal is produced by carbonization of some organic materials present in the earth's crust (Novak et al. 2019), while charcoal is produced by incomplete wood combustion in an oxygen-free environment (Panwar et al. 2019). Although these two types of coal are important, charcoal is the most important, as it is considered a renewable and ecological fuel source (Kim et al. 2019).
Charcoal results from anaerobic (oxygen-free) wood combustion, where the wood is exposed to high temperatures for a determined period (Tripathi et al. 2016). Among the different methods used to produce charcoals are “Parva” and earth-covered pits (Adam 2009); more technical methods, such as brick kilns, metallic kilns (Cha et al. 2016) and improved systems (Panwar et al. 2019). However, earth-covered pits continue to be the most used method, particularly in developing countries, due to low investment costs and minimal knowledge required (Coomes and Miltner 2017). This method consists of putting the lumber into a miniature excavation and covering it with earth and vegetation to isolate it from the oxygen, then comes pyrolysis or carbonization (Coomes and Miltner 2017). During the process, the hot gases produced by the partial burning of the wood slowly dry the earth, heating the rest of the wood to the point of carbonization, around 280 °C (Brown 2009). Easy as it is, this is a low-yielding method that may produce low-quality charcoal due to uneven carbonizing of the material, which sometimes mixes with the soil during extraction (Coomes and Miltner 2017).
Tectona grandis L. f. (teak) is a hardwood species native to Myanmar, Thailand and some sites in India. It is extensively planted and commercialized throughout the world (Kollert and Kleine 2017). This species is also widely planted in Costa Rica, presenting good growth (Nölte et al. 2018) and supplying timber to local and international markets (Gaitan-Alvarez et al. 2019). The first Tectona grandis plantations date from 1940 (Espinoza-Durán and Moya 2013), and a large proportion were established by smallholders in the whole country (Lansing 2017). The deforestation rate reached its peak in 1990. After that, reforestation remained steady at approximately 4000 ha/year (Serrano and Moya 2011), again with the participation of smallholders (Lansing 2017).
During the process of commercial reforestation, smallholders have planted T. grandis trees in different sites, aiming at producing sawn timber (Powlen and Jones 2019). Usually, the reforested areas of these companies or individuals’ range between 10 and 200 hectares, farms in many cases are dedicated to reforestation, crops or cattle (Lansing 2017). In the case of trees with diameters above 12 cm, commercialization is not a problem because the timber market has developed in Costa Rica and the product is sold to local dealers who export it to India (Perdana and Roshetko 2016). There are, however, commercialization problems in the case of logs with diameters under 12 cm from commercial or non-commercial thinning or from final harvest, because the options in the local market are scarce for this type of product (Ugalde 2013). These logs are catalogued as logging residues or non-commercial logs, which may reach up to 40% of the commercial volume of a plantation (Jayawardhane et al. 2016).
However, to ensure that smallholders of T. grandis plantations get involved in commercial chains, research must be conducted regarding the behaviour of the residues for charcoal production with the earth cover method, concerning time, costs involved and quality of the product. For example, it is of the utmost importance to know about the physical, mechanical, energy and chemical properties, size of the coals and duration of the charcoal embers (Klasson 2017). However, the sources of variation that affect charcoal production are abundant: moisture, density, dimension and shape of the wood before carbonization and, of course, the method and process of carbonization (Qian et al. 2015).
Additionally, a crucial component of the reforestation programs is that plantations are established in rural areas with little access to the market. As a result, due to market opportunities, these plantations' products are then sold in cities. (Hecht 2014). The main value of forest residues is mainly the use of energy or pellet fabrication (Snyder 2019), and thus adequate prices are achieved for an economy that is almost subsistent in rural regions. Prices of forest products in such local economies are often determined through surveys, unlike products in industrialized economies where price data is readily available. However, for commercial products derived from plantation residues, market prices represent only the marginal values of the products that are lower than the real values (Luoga et al. 2000). So, it is necessary to establish the green costs of coal production.
The present work aims at evaluating the economic potential, costs, and physical, mechanical and chemical properties of the process of production of charcoal from Tectona grandis in a smallholding in Costa Rica. The earth cover method was used and wet and dry non-commercial logs from the plantations and lumber residues from sawing. This will promote the involvement of smallholders in the value chains in Costa Rica.
Materials and methods
Description of the farm, lumber and charcoal production
The study was conducted in EcoBosques S.A, located in the Northern Region of Costa Rica. The company owns approximately 250 ha of Tectona grandis established between 2005 and 2007. The age of the wood used in the present study ranged between 12 and 14 years, which presented a Heartwood variation from 35 to 50%. For saw logs, the typical logging applied to teak plantations in Costa Rica were used (Moya et al. 2013). The company registered 6302 kg of dry residues on average per year in the last two years, of which 50% came from residues and 50% from sawing. The residues were mainly small-diameter logs with diameter variation from 10 to 12 cm and residues from sawmills (end pieces, slabs, trimmings, etc.), heartwood presence was 20% (v/v), the bark was removed from all logs and boards and these residues were previously dried in air-dried conditions, then the moisture content was 16%. Figure 1 shows the production flow of charcoal employed by Ecobosques, S.A.

Earth pit a and stacked raw material in the pit b for producing charcoal at EcoBosques S.A. in Costa Rica
Charcoal production method and description of the charcoal production test
For producing the charcoal, the company used semi-excavated earth pits (Fig. 1a). The company had two pits measuring 5 m long, 1.9 m wide and 2 m at the deepest part (Fig. 1a). These pit dimensions were chosen to stack approximately 5–7 m3, which was approximately 5500 kg/pit of green-condition logs or 3300 kg dry-condition logs. Following is the description of the production of charcoal in this study: two logs were placed along the bottom of the pit (Fig. 1b). Then the wood was stacked at the bottom level trying to avoid leaving empty spaces. Then, the pile of wood was covered with cardboard sheets, which in turn were covered with an earth layer 15 cm deep. Initial ignition was applied at the deepest side of the pit by introducing fire through a hole to a small amount of wood. Fire propagation was verified, and the ignition hole was closed with a tin sheet and soil. Changes in smoke colour in the gas exhaust was used to determine the end of complete carbonization. Last, the earth was removed, and the charcoal was taken out of the pit.
Types of raw material and characterization
Raw material was utilized according to its geometrical shape and moisture condition. Two types of raw material were used: residues from the sawmill (end pieces, slabs, trimmings, etc.) with a thickness of less than 3.0 cm and non-commercial logs (diameter from 10 to 12 cm), which were not utilized for sawn wood production. As for the moisture content (MC), two conditions were considered: raw material with less than 16% MC and raw material with over 16% MC. The resulting treatments were: (a) lumber in green condition (L-G), corresponding to residues from the sawing process with MC surpassing 16%; (b) non-commercial logs in green condition (NL-G), corresponding to logs from non-commercial thinning, with MC above 16%; and (c) non-commercial logs in air-dried condition (NL-A), also corresponding to logs coming from thinning, which had been air-dried to obtain MC under 16%. Concerning characterization of the raw material: two parameters were measured: moisture content (MC) using ASTM D-4442 (ASTM 2016b) and wood density according to ASTM D-143 (ASTM 2016a).
Charcoal production process evaluation
The following production parameters were evaluated: charcoal recovery yields (CRY), carbonization time, raw material consumption in the pit, firewood consumption in the pit and required workforce.
-
Charcoal recovery yields (CRY) the raw material in the different treatments was weighed on a scale before and after carbonization. At the end of carbonization, the charcoal was sieved through a mesh with 2.5 × 2.5 cm holes to obtain coarse (cannot go through the mesh) and fine (can pass through the mesh) charcoal. The CRY was determined for coarse, fine and total (sum of coarse and fine) material, expressed as a percentage (Eq. 1):
$$ {\text{Charcol}}\;{\text{recovery}}\;{\text{yield}} \left( \% \right) = \frac{{{\text{Charcol}}\;{\text{weigth}} \left( {kg} \right)}}{{{\text{Non - commercial}}\;{\text{log}}\;{\text{or}}\;{\text{lumber}}\;{\text{weigth}} \left( {kg} \right)}}*100 $$(1) -
Charcoal production time carbonization was timed in hours with a chronometer for each type of raw material, starting at the time of ignition of the pit until the pit was opened to take out the charcoal.
-
Firewood consumption for producing charcoal (FCPC) it is the quantity of raw material needed for the initial ignition of the earth pit to produce charcoal. The material needed in each treatment to ignite the pit was weighed on a scale, and the results were expressed as a percentage of the total material stacked in the pit. Firewood was used for the same residues used for charcoal production, specifically the residues of the sawmill, finish pieces, slabs, trimmings, etc. with a thickness of less than 3.0 cm and moisture content of 16%.
-
Yearly charcoal production EcoBosques S.A., maintains records of the number of residues that were produced in the last two years, usually in units of volume (m3). The dry-wood density value was used, corresponding to 570 kg/m3 (Moya and Pérez 2007). The production of residues was registered per year (kg/year). The weight of the raw material was multiplied by FCPC, which is the percentage of load (firewood) used in the initial pit ignition. Lastly, the charcoal recovery yield (CRY) was used to obtain the annual charcoal production (Eq. 2).
$$ {\text{Charcol}}\;{\text{production}} \left( {\frac{{{\text{kg}}}}{{{\text{year}}}}} \right) = \left( {{\text{Residue}}\;{\text{production}} \left( {{\text{m}}^{3} } \right)*570\frac{{{\text{kg}}}}{{{\text{m}}^{3} }}*{\text{FCPC}}} \right)*{\text{CRY}} $$(2)
Where FCPC: Consumption of firewood for charcoal production; CRY: charcoal recovery yield and 570 kg/m3 represents the wood density of residue wood at 16%
Charcoal production costs
The two types of costs for charcoal production included: the investment and production costs:
-
Investment costs the costs incurred in constructing the two earth pits were considered here, i.e., the time and supplies needed to make each pit. The company owns a tractor equipped with a shovel adapted to make the pits. Thus, the time it took the tractor to open each pit was considered, together with the fuel in litres employed for each pit. To measure the fuel, the tractor’s tank was filled up completely and once the pit was finished, the tank was filled up again to determine the total volume of fuel consumed. The number of workers (tractor driver and assistant) and the time it took them to create the pit were recorded. The time and fuel consumed were multiplied by the market prices of each item to obtain the total cost of the investment. Also considered was the investment in manual tools, such as shovels and pickaxes, among other instruments.
-
Charcoal production costs these costs include raw material unloading and stacking; pit ignition; pit supervision; charcoal extraction and sieving; and charcoal packaging and storage. The time was quantified in all these activities. As for supervising the pit, the number of times that the person in charge verified that the earth pit fire was working properly (neither extinguished nor ablaze) was included. Finally, the costs of charcoal production were determined by multiplying the time of the activities by the cost of labour per hour paid by the company to its employees.
Economic potential of charcoal production from wood residues
Firstly, the price of the charcoal (PC) was determined, which consisted of the sum of the charcoal production cost and the charcoal production investment cost. The PC was determined considering the cost plus a profit margin. Thus, the economic potential of charcoal production from wood residues (EPC) was determined considering the charcoal production in one year and the PB (Eq. 3).
where EPC is the economic potential of charcoal production from wood residues.
Characterization of teak charcoal
For each treatment, a sample of charcoal produced, weighing approximately 15 kg, and representing a whole load of the pit, were extracted randomly. Then, ten repetitions per parameter were taken from the previous samples. The quality of the charcoal was evaluated considering the following quality parameters:
Physical properties: Moisture content according to the ASTM D1762-84 (ASTM 2021). For carbon density, 30 replicates were taken from each treatment, then weighed and their volume was measured by water displacement submerging the carbon into a beaker with water placed on a scale. This volume represented the weight increase of the beaker and the density represented the weight by volume ratio.
Energy properties were determined to have 10 replicates of each treatment. These were: volatile content (ASTM 2017); ash content (ASTM 2017); calorific value (ASTM 2019) and fixed carbon content (ASTM 2017) (Eq. 4).
where MC (%) = moisture content; VM (%) = Volatile material and AC (%) = ash content.
Mechanical properties: maximum compressive stress longitudinal to the carbon axis was determined for the charcoal produced by the company utilizing the three types of residues. Tangential, radial and longitudinal 2 × 2 × 5 cm samples were prepared for this purpose. The samples were tested in a universal testing Tinius Olsen machine with 1000 kg capacity, at a speed of 0.3 mm/min. The maximum strength represented the maximum load the charcoal piece could bear before failure occurred.
Chemical properties: carbon (C), nitrogen (N), hydrogen (H), sulphur (S) and oxygen (O) contents were analysed in ten replicates, while the macro-elements [nitrogen (N), phosphorus (P), calcium (Ca), magnesium (Mg), potassium (K), sulphur (S)] and the micro-elements [iron (Fe), copper (Cu), zinc (Zn), magnesium (Mn) and boron (B)] were determined in three replicates. To determine the N, C, H, S and O contents, the CUBE high temperature (1200 °C) elemental analyser laboratory equipment—which analyses both liquid and solid samples—was utilized. The duration of the analysis was ten minutes. Elemental analysis was performed to determine the quantity of the micro (Fe, Cu, Zn, Mn and B) and macro samples (N, P, Ca, Mg, K and S). The Elementar Analysensysteme, model Vario Macro Cube, was utilized.
Data analysis
A simple random analysis was performed in which means, standard deviations and coefficients of variation were determined for the variable density, moisture content, ash content, volatiles, fixed carbon content, calorific value, strength and maximum compressive stress, C, N, H, S and O. Additionally, normal distribution and homogeneity of variance in the data were verified. Then, an analysis of variance was applied to confirm the existence of significant differences between the means of the variables (P < 0.05) for each treatment. Lastly, a Tukey test was applied for the determination of the statistical differences between the means, using the SAS statistics program.
Results
Characterization of the raw material
Figure 2 indicates the results of the moisture content (MC) and density of the raw material before carbonization. In the three treatments (L-G, NL-G and NL-A), the MC and the density were statistically different. Regarding the MC, the treatment NL-A presented the lowest MC, followed by the treatment NL-G and then the treatment L-G with the highest MC (Fig. 2a). As for the density, the treatment L-G presented the highest density statistically, followed by the treatment NL-G and last by the treatment NL-A (Fig. 2b).

Moisture content a and density b for different raw materials of Tectona grandis utilized for charcoal production in semi-excavated earth-covered pits at EcoBosques S. A. in Costa Rica. Note: Different letters between different raw materials are statistically different at 99%
Evaluation of the charcoal production process
Charcoal recovery yields (CRY): despite the care taken in the charcoal production process, there was a fire in the charcoal pits along with the treatment of L-G and NL-G. Approximately 150 kg were burned in NL-G and 100 kg in L-G. Therefore, the values obtained were not in accordance with the results expected. Such a condition might have been caused by oxygen leaking into the kiln at some point while carbonization was taking place; at this point, the wood might have turned to ash or may have started to burn. Table 1 presents the yield obtained in each treatment for the different carbon presentations (coarse and fine) in the charcoal pits. The NL-A treatment obtained the highest total yield, being the only one that did not burn after opening the air inlets as part of the normal process of carbonization. The two other treatments were burned during carbonization; consequently, the yielding was low. In addition, the treatments L-G and NL-G produced more fine charcoal than coarse charcoal, in contrast to the treatment of dry-log, which yielded more coarse charcoal.
Charcoal production duration: In general, the process of carbonization took from 4 to 5 days (Table 2). It must be taken into account that the company has two pits working simultaneously. The raw material transportation and stacking took less time for treating L-G and NL-A, whereas NL-G took the longest because there was only one person in charge as opposed to two as was typical with the other two treatments. As for the ignition stage—which included grass cutting and stacking, earth dumping and arranging and ignition—it took the same time for all the treatments, varying between 1.5 and 1.7 h. Carbonization took the longest time, with an average of 96 h. Carbon extraction required more workforce (3 persons) and included carbon extraction, sieving and carbon-storing in sacks. This activity presented a similar duration for the different treatments, between 4.8 and 5.5 h (Table 2).
Consumption of firewood for charcoal production: between 10 a 15 kg of residues were necessary to ignite the earth pits by wood pyrolysis (Table 3), which represented between 0.96 and 1.24% of the initial load that was to be carbonized.
Charcoal production costs
Investment costs: Table 4 shows the investment costs to set up and arrange the earth pits to produce the charcoal. Tools and materials (shovels, metal rods, ropes and plastic) and tractor fuel expenses were the most representative costs. Investment costs represented 8.9% of the total costs of producing charcoal.
Costs of producing charcoal: In relation to production, the highest cost corresponded to wood residues and non-commercial logs (with 78.4%), but these were classified as dead costs for the company because the company counts on raw material to produce the charcoal. Similarly, the required equipment for producing the charcoal represented 4.9%, as the company counts on this equipment for other farming activities. The workforce accounted for 3.5%, corresponding to two persons for most of the activities, and three for charcoal extraction. Double pay was implemented for the night shift for supervising the charcoal pit.
Total cost of producing the charcoal: The total cost was about US$1247.4 (Table 4), considering a weekly production of 302 kg, utilizing the two pits available on the farm at full capacity. Similarly, dead costs of raw materials (US$ 977.9) and equipment (US$ 54.4) were considered. Therefore, the annual total costs were US$214.6, i.e., the cost of producing charcoal was US$ 0.71/kg.
Economic potential of producing charcoal from wood residues
The annual charcoal production produced from teak wood residues was of 11 470 kg/year, derived from 86 m3 of residues with 570 kg/m3 density at air-dry condition. Then to that amount, we applied the yield per pit, which on average was 23.7% from dry lumber (Table 1), and then we subtracted the quantity of firewood employed for initial ignition, which was 1.04% of the total lumber (Table 3) (applying Eq. 2. According to a study on the charcoal sales market for distributors in Costa Rica (Manzón-Che 2015), the sales price was 1.14 US$ per kg. Hence, the annual economic potential of residues for charcoal production was about US$13 007 (gross annual income). The yielding can increase mainly by preventing material burning in the pits during the night and early morning, which would augment the economic potential significantly. Subtracting the production costs (US$8143/year) from the sum of US$13 007/year, the annual profits from charcoal from residues would be about US$4863.3/year.
Teak charcoal characterization
Physical properties: The MC of charcoal from NL-G and L-G treatments presented the highest values without significant differences in the NL-A treatment (Fig. 3a). Regarding the density of the charcoal, significant differences were observed (Fig. 3b). Treatment NL-A produced the charcoal with the highest density, followed by charcoal from NL-G and charcoal from L-G. The comparison between charcoal and its parent wood (raw material) found that the density decreased (initial density was higher than 0.6 kg/cm3-Fig. 2b), moisture content decreased (from 18 to 65% for raw material to 4.6% in charcoal-Fig. 2a).

Moisture content a and density b for charcoal produced in semi-excavated earth-covered pits with Tectona grandis at EcoBosques S.A. in Costa Rica. Note: Different letters between different types of raw material are statistically different at 99%
Energy properties: Charcoal produced from teak presented heat calorific values varying from 31.3 to 32.6 MJ/kg. Charcoal ash content varied from 1.5 to 3.3% (Fig. 3b), while volatile content values between 9.5 and 18.5% were recorded (Fig. 3c). These three energy parameters showed no significant differences between charcoals from the different sources of raw material (Fig. 3). As for fixed carbon content, the charcoal produced in the L-G treatment presented the statistically lowest value, while the NL-G and NG-A treatments presented higher fixed carbon content, without statistical differences (Table 5). The comparison between charcoal and its parent wood (raw material) reported by Moya and Tenorio (2013) found that heat calorific value increased from 18.9 MJ/kg for parent wood to 31.3–32.6 MJ/kg (Fig. 4a), ash content was similar than parent wood (2.8%), volatile content decreased form 78.9 for parent wood to 20–15% in charcoal (Fig. 4c).

Heat calorific value a, ash content b and volatile content c for charcoal produced in semi-excavated earth-covered pits for Tectona grandis at EcoBosques S.A. in Costa Rica. Note: Different letters between different types of raw material are statistically different at 99%
Mechanical properties: Maximum stress values were statistically equivalent between the different types of raw matter utilized for producing the charcoal (Table 5).
Chemical properties: The percentage of C in the different charcoals was high in all cases. The statistically higher value was obtained with the treatment NL-G, followed by NL-A and last by L-G with a statistically lower value (Table 5). As for oxygen and hydrogen contents, charcoals from the different sources were statistically different between them, with L-G presenting the highest, followed by NL-A and lastly by NL-G. Nitrogen content in treatments L-G and NL-G did not indicate significant differences, but charcoal from the NL-A treatment indicated a statistically lower value (Table 5). In regards to other elements present in less proportion in charcoal, there are no differences between the different sources of raw material for P, Ca, Cu, Zn, Mn and B (Table 5). For Mn, there was no statistical difference between the treatments L-G and NL-G, which differed from NG-A. As a result of the L-G treatment, the K content of charcoal was statistically higher than that of the other two sources while showing no significant difference. Lastly, charcoal produced under the NL-G presented a greater amount of Fe than charcoal under NL-A and NL-A treatments (Table 5).
Discussion
Although the process of production of charcoal was appropriate, with adequate yielding, slight carelessness while supervising the pit during carbonization allowed air (oxygen) entry, causing the burning of two of the treatments (L-G and NL-G). In addition to the implications of carelessness on yielding, this result shows clearly that careful supervision of the earth-covered pit is extremely important (Adam 2009). Additionally, oxygen may have entered the kiln during carbonization, leading to low recovery production. What happened to the wood at this time? (turned into ash or released vapours in the form of flames, etc.).
A known fact about the earth-covered pit method is that it performs better with dry wood or dry raw material. Thus, the yield corresponding to treatment NL-A, in which the wood presented 15.7% MC, was the highest compared to the other two treatment conditions (Table 1). The yield value found for wood in dry condition (NL-A) is consistent with the studies carried out in Mexico (Camou-Guerrero et al. 2014), Gana (Duku et al. 2011), Costa Rica (CATIE 2018) and Africa (Mwampamba et al. 2013), where yielding close to 24% were observed for NL-A. The low yield in raw materials (L-G and NL-G) is due to the loss of moisture from the wood, which is higher than 16%, and dried wood presented the best condition for the carbonization process.
An additional positive aspect of producing charcoal with dry wood, besides increased yield, was the coarse-sized charcoal. Wet raw materials, as in NL-G and L-G, produced less coarse charcoal (Table 1). This was because the differently sized wood before carbonization, together with moisture conditions, caused charcoal fractioning during pyrolysis due to vapour strength as the water was eliminated in the first stages of carbonization (Cha et al. 2016).
The number of days used in carbonization (Table 2), was proportional to the volume of material to be carbonized (Table 1), varying between 4.3 and 4.3 days, which was similar to findings in other areas of coal production by earth-covered pits in Costa Rica, of 5 days and 240 kg coal/pit (CATIE 2018). Likewise, a study conducted in Mexico found a carbonization time of 152 h (6.3 days), using the same charcoal production method and pits with similar dimensions, higher time than presented in the present study.
Concerning firewood consumption to start ignition (Table 3), it can be considered low and normal for this process, since in the initial stage it was less than 2% (FAO 1983).
The investment cost for a smallholder was US$110.92 in total, considering only workforce, tools, materials and fuel expenses for the tractor to excavate the pit (Table 4), which is under the US$ 400 reported by the FAO for developing countries (Ministerio de Trabajo 2019). The production cost determined for the company in this study was US$ 1247.4 to produce 302 kg, with a unit cost of US$ 0.7/kg (Table 4). This amount per unit is greater than US$ 0.15 (CATIE 2018), which was reported for small producers in the province of Cartago using four pits like the ones in the present study.
Although the economic potential (US$8143/year) and the economic profit (US$4863.3/year) found in this study can be considered low, this should be considered cautiously for a smallholder as the one studied. The profit found was an important quantity for this smallholder, considering that it had three permanent employees during the year dedicated to several agricultural activities or other types of activities in the plantations. Under the Costa Rican regulations, the minimum salary was US$17.6/day (Ministerioi de Trabajo 2019). Considering 220 working days per year gave a total of US$3876.4/year. Profits from charcoal production would allow the company to pay 1.25 employees a year. This favours the company significantly since the employees dedicate only a small percentage of time to charcoal production, and the rest of the time they work on other activities within the farm.
The use of plantation residues will give smallholders and nearby rural areas the chance to sell their natural products in cities that have better economic opportunities for buying goods, as opposed to having to do so in rural areas due to the lack of resources (Luoga et al. 2000).
The study on the charcoal characteristics of 16 reforestation species in Costa Rica, produced under controlled laboratory conditions, reports a density range of 0.16–0.40 g/cm3, with moisture ranging from 2.7 to 7.9%; a calorific value between 24 300 and 32 100 kJ/kg; ash content of 0.3–8.0% and volatile contents between 22.5 and 33.3% (Bustamante-García et al. 2014). The range of these values includes the values of T. grandis charcoal produced under less controlled conditions in earth-covered pits (Fig. 4).
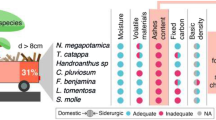
Additionally, Table 6 presents the characteristics that charcoal must present in different countries of the European Union. Moisture content should vary from 6 to 10%; fixed carbon content from 75 to 80%; volatile content from 5 to 16%, and ash content between 3 and 8%. The average values of the charcoal of T. grandis obtained in the present study (4–7% MC, 73–84% fixed carbon content, 10–20% volatiles and 1.5–3.3% ash content) are within that range, therefore, teak charcoal met the conditions for commercialization in some countries of the European Union.
However, analysis of different raw material treatments shows that the conditions of some of the parameters did not favour the quality of the charcoal, which did not meet the standards established in Table 6. For example, when utilizing lumber in green condition (L-G), the charcoal presents the highest MC (Fig. 3a) and volatile content (Fig. 4c), while the ash content was among the highest (Fig. 4b). The quality parameters of the wood for carbonization need to be higher to be comparable to the standards of the UE for charcoal for domestic use (Table 6).
Due to the weak relationship between mechanical properties and wood variation, little has been studied about them. However, the compression test is relevant because charcoal presenting low resistance may end up being converted into cinder (Cuthbertson et al. 2019). In this study, the strength reported for charcoal (Table 5) was relatively good, similar to that of charcoal classified as medium resistance to compression (Balaguer 2022).
This chemical characterization refers to the primary elements that determine the nutritional degree of charcoal as biochar (Camps Arbestain et al. 2015). The elements C, H, O, N, S, Cl, F and others contained in the ashes (Aller 2016), as those in Table 5 of this study, are the most relevant. Most of the elements in biomass are not lost during the pyrolysis process and are transferred to charcoal, thus the nutrient content of charcoal is largely influenced by the type of raw material and pyrolysis conditions (Singh et al. 2010). Then, the variation found in some elements (Z, K and Fe) in charcoal of the three types of raw material (L-G, NL-G and NL-A), reflected the variations in the initial characteristics of the raw material before producing the charcoal (Singh et al. 2010). These results agreed with earlier studies (Aller 2016; Singh et al. 2010), which report that the chemical composition and nutrient concentrations of raw materials can strongly influence charcoal properties.
Although the charcoal produced in the present study presented values of the chemical composition of charcoal produced by pyrolysis of woody raw material (Aller 2016), the statistical differences found among some elements, in particular the differences in carbon, fixed carbon content, N and K (Table 5), suggest that the charcoal from L-G raw material had lower quality than charcoal from non-commercial logs (green or air-dried condition), due to lower fixed carbon content (Table 5). However, the charcoal from L-G presented less proportion of N and K, enabling the availability of these two elements in the soil (Singh et al. 2010) if charcoal from T. grandis is used as charcoal. Despite these variations, the contents of elements in charcoal from T. grandis can be controlled depending on the speed and conditions of pyrolysis at the time of producing the charcoal.
Conclusion
The charcoal recovery yield of this production method was 13%; however, the non-commercial logs in air-dried condition (NL-A) registered 24% with a high percentage of coarse coal (18%); 103.9 h (4.3 days) on average for carbonization and average wood consumption of 12 kg. Then, this condition (moisture content with approximately 12%) is recommended to produce charcoal from residues from T. grandis. The charcoal characteristics (moisture content, density, heat calorific value, ash and volatile content and mechanical and chemical properties) are first, better than other raw materials in green condition and second, charcoal characteristics are comparable to the standards of the Union European for charcoal for domestic use.
The investment cost for a smallholder was US$ 110.9 in total, considering only the workforce, tools, materials and fuel expenses for the agricultural tractor to dig the pit. The production cost determined for the company was US $ 1247.4 to produce 302 kg, with a unit cost of US $ 0.71/kg. Thus, the annual production can be estimated at 11 470 kg/year, and considering the sales price of 1.13 US$ per kg, the annual economic potential was about US$13 007, resulting in the annual profits of US$4 863.3/year. This economic potential can be increased if the sales price improves, especially when other energy sources increased their sales price.
Data availability
The datasets used during the current work are available from the corresponding author request and in the Knowledge Network for Biocomplexity (KNB).
References
Adam JC (2009) Improved and more environmentally friendly charcoal production system using a low-cost retort-kiln (eco-charcoal). Renew Energy 34(8):1923–1925. https://doi.org/10.1016/j.renene.2008.12.009
Aller MF (2016) Biochar properties: transport, fate, and impact. Crit Rev Environ Sci Technol 46:1183–1296. https://doi.org/10.1080/10643389.2016.1212368
ASTM (2016a). Standard test methods for direct moisture content measurement of wood and wood-based materials. American Society For Testing and Materials (ASTM) D4442. Annual Book of ASTM Standards. vol 4.10 (Woods), West Conshohocken
ASTM (2016b). Standard methods of testing small clear specimens of timber. American Society For Testing and Materials (ASTM) D-142-84. Annual Book of ASTM Standards. vol 4.10 (Woods), pp. 149–149. West Conshohocken
ASTM. (2017). Standard test method for proximate analysis of coal and coke. American Society For Testing and Materials (ASTM) D3173/D3173M-17a Annual Book of ASTM Standards. vol 4.10 (Woods). American Society For Testing and Materials, West Conshohocken
ASTM (2019) Standard Test method for gross calorific value of coal and coke. American Society For Testing and Materials (ASTM) D5865/D5865M-19 Annual Book of ASTM Standards. vol 4.10 (Woods). American Society For Testing and Materials, West Conshohocken
ASTM (2021) Standard test method for chemical analysis of wood charcoal. American Society For Testing and Materials (ASTM) D- 1762–84 Annual Book of ASTM Standards. Volume 4.10 (Woods). American Society For Testing and Materials, West Conshohocken
Balaguer-Benlliure V, Moya R, Gaitan-Alvarez J (2022) Physical and energy characteristics, compression strength and chemical modification of charcoal produced from sixteen tropical woods in Costa Rica. J Sustain for. https://doi.org/10.1080/10549811.2021.1978096
Brewer CE, Brown RC (2012). Biochar. In: comprehensive renewable energy, pp 357–384. https://doi.org/10.1016/B978-0-08-087872-0.00524-2
Brown R (2009) Biochar production technology. In: Lehmann J, Joseph S (eds) Biochar for environmental management: science and technology. Wiley, Chichester, pp 127–146. https://doi.org/10.4324/9781849770552-15
Bustamante-García V, Carrillo-Parra A, González-Rodríguez H, Garza-Ocañas F, Prieto-Ruiz J, Corral-Rivas JJ, Vega-Nieva DJ (2014) Tecnologías para la transformación de la biomasa en carbón vegetal. Capitulo 7, pp 142–165. In: Garza F, Guevara JA, Vilalón H, Carrillo A (eds) Técnicas en el manejo sustentable de Recursos naturales. Universida autónoma de Nuevo León. Facultad de Ciencias Forestal. Monterrey, Mexico.
Camou-Guerrero A, Ghilardi A, Mwampamba T, Avila TO, Vega E, Oyama K, Masera O (2014) Análisis de la producción de carbón vegetal en la Cuenca del Lago de Cuitzeo, Michoacán, México: implicaciones para una producción sustentable. Investigación Ambiental 6(2):127–138
Camps Arbestain M, Amonette J, Singh B, Wang T, Schmidt HP (2015) A biochar classification system and associated test methods. In Johannes Lehmann SJ (ed) Biochar for environmental management Routledge, pp 165–194
CATIE (2018). Producciòn de carbón vegetal en la Estrella de El Guarco, Cartago, Costa Rica. Centro Agronómico Tropical de Investigación y Enseñanza (CATIE) Informe Tecnico. Turrialba, Costa Rica.
Cha JS, Park SH, Jung SC, Ryu C, Jeon JK, Shin MC, Park YK (2016) Production and utilization of biochar: a review. J Ind Eng Chem 40:1–15. https://doi.org/10.1016/j.jiec.2016.06.002
Coomes OT, Miltner BC (2017) Indigenous charcoal and biochar production: potential for soil improvement under shifting cultivation systems. Land Degrad Dev 28(3):811–821. https://doi.org/10.1002/ldr.2500
Cuthbertson D, Berardi U, Briens C, Berruti F (2019) Biochar from residual biomass as a concrete filler for improved thermal and acoustic properties. Biomass Bioenerg 120:77–83. https://doi.org/10.1016/j.biombioe.2018.11.007
Duku MH, Gu S, Hagan EB (2011) Biochar production potential in Ghana—a review. Renew Sustain Energy Rev 15(8):3539–3551. https://doi.org/10.1016/j.rser.2011.05.010
Espinoza-Durán J, Moya R (2013) Logging and industrialization of two gmelina arborea plantations with different degrees of slopes. Revista Chapingo, Serie Ciencias Forestales y Del Ambiente. https://doi.org/10.5154/r.rchscfa.2011.09.067
FAO, Food and Agriculture Organization of the Nations (1983) Simple technologies for charcoal making. In Simple technologies for charcoal making. FAO Forestry Paper (FAO). no. 41. Retrieved from http://www.fao.org/3/X5328e/X5328e00.htm
Gaitan-Alvarez J, Moya R, Berrocal A (2019) The use of X-ray densitometry to evaluate the wood density profile of Tectona grandis trees growing in fast-growth plantations. Dendrochronologia 55:71–79. https://doi.org/10.1016/j.dendro.2019.04.004
Hecht SB (2014) Forests lost and found in tropical Latin America: the woodland green revolution. J Peasant Stud 41(5):877–909. https://doi.org/10.1080/03066150.2014.917371
Jayawardhane JKPC, Perera PKP, Lokupitiya RS, Amarasekara HS, Lokupitiya RS, Ruwanpathirana N (2016) The effect of quality attributes in determination of price for plantation-grown teak (Tectona grandis) logs in Sri Lanka. Ann for Res 59(1):105–116. https://doi.org/10.15287/afr.2015.441
Kim M, Park J, Yu S, Ryu C, Park J (2019) Clean and energy-efficient mass production of biochar by process integration: evaluation of process concept. Chem Eng J 355:840–849. https://doi.org/10.1016/j.cej.2018.08.177
Klasson KT (2017) Biochar characterization and a method for estimating biochar quality from proximate analysis results. Biomass Bioenerg 96:50–58. https://doi.org/10.1016/j.biombioe.2016.10.011
Kollert W, Kleine M (2017) The global teak study analysis, evaluation and future potential of teak resources. IUFRO World Series Win, Austria, p 99
Lansing DM (2017) Understanding smallholder participation in payments for ecosystem services: the case of Costa Rica. Hum Ecol 45(1):77–87. https://doi.org/10.1007/s10745-016-9886-x
Luoga EJ, Witkowski ET, Balkwill K (2000) Economics of charcoal production in miombo woodlands of eastern Tanzania: some hidden costs associated with commercialization of the resources. Ecol Econ 35(2):243–257. https://doi.org/10.1016/S0921-8009(00)00196-8
Manzón-Che MJ (2015) Evaluación del impacto socioeconómico de la producción del carbón vegetal en una comunidad forestal en la Península de Yucatán, México (CATIE (Centro Agronómico Tropical de Investigación y Enseñanza)). In: Master Science Thesis. Retrieved from http://repositorio.bibliotecaorton.catie.ac.cr/handle/11554/8517?show=full
Ministerio de Trabajo (2019) Decreto No 41434-MTSS “Salarios mínimos” (p 112). p 112. Gobierno de Costa Rica. Retrieved from http://www.mtss.go.cr/temas-laborales/salarios/decretos/Decreto_salarios_2019.pdf
Mohr SH, Evans GM (2009) Forecasting coal production until 2100. Fuel 88(11):2059–2067. https://doi.org/10.1016/j.fuel.2009.01.032
Moya R, Pérez D (2007) Processing and marking of teakwood products from fast-grown teak plantations in Costa Rica. In: Nair AV, Bhat KV (eds) Abstracts regional workshop products and marketing of teak wood products of planted forest. Peechi, India, pp 117–125
Moya R, Solera J, Guerrero R, Bolooni K (2013) Comercialización de la teca. In: De Camino R, Morales JP (eds) Las plantaciones de teca en América Latina: Mitos y realidades (pp 225–244). Turrialba Costa Rica: Serie Técnica Informe Técnico/CATIE no. 397
Mwampamba TH, Owen M, Pigaht M (2013) Opportunities, challenges and way forward for the charcoal briquette industry in Sub-Saharan Africa. Energy Sustain Dev 17(2):158–170. https://doi.org/10.1016/j.esd.2012.10.006
Nölte A, Meilby H, Yousefpour R (2018) Multi-purpose forest management in the tropics: Incorporating values of carbon, biodiversity and timber in managing Tectona grandis (teak) plantations in Costa Rica. For Ecol Manag 422:345–357. https://doi.org/10.1016/j.foreco.2018.04.036
Novak JM, Moore E, Spokas KA, Hall K, Williams A (2019). Future biochar research directions. In: Biochar from Biomass and Waste, pp 423–435 https://doi.org/10.1016/B978-0-12-811729-3.00022-4
Panwar NL, Pawar A, Salvi BL (2019) Comprehensive review on production and utilization of biochar. SN Appl Sci 1(2):168. https://doi.org/10.1007/s42452-019-0172-6
Perdana A, Roshetko JM (2016) Survival strategy: traders of smallholder teak in Indonesia. Int for Rev 17(4):461–468. https://doi.org/10.1505/146554815817476477
Powlen KA, Jones KW (2019) Identifying the determinants of and barriers to landowner participation in reforestation in Costa Rica. Land Use Policy 84:216–225. https://doi.org/10.1016/j.landusepol.2019.02.021
Qian K, Kumar A, Zhang H, Bellmer D, Huhnke R (2015) Recent advances in utilization of biochar. Renew Sustain Energy Rev 42:1055–1064. https://doi.org/10.1016/j.rser.2014.10.074
Rodrigues T, Braghini A (2019) Technological prospecting in the production of charcoal: a patent study. Renew Sustain Energy Rev 111:170–183. https://doi.org/10.1016/j.rser.2019.04.080
Serrano R, Moya R (2011) Procesamiento, uso y mercado de la madera en Costa Rica: aspectos históricos y análisis crítico. Revista Forestal Mesoamericana Kurú 8(21): 1–12. Retrieved from https://revistas.tec.ac.cr/index.php/kuru/article/view/370
Singh B, Singh BP, Cowie AL (2010) Characterisation and evaluation of biochars for their application as a soil amendment. Soil Res 48(7):516. https://doi.org/10.1071/SR10058
Snyder BF (2019) Costs of biomass pyrolysis as a negative emission technology: a case study. Int J Energy Res 43(3):1232–1244. https://doi.org/10.1002/er.4361
Tripathi M, Sahu JN, Ganesan P (2016) Effect of process parameters on production of biochar from biomass waste through pyrolysis: a review. Renew Sustain Energy Rev 55:467–481. https://doi.org/10.1016/j.rser.2015.10.122
Ugalde L (2013) Teak: new trends in silviculture: commercialization and wood production. International Forestry and Agroforestry, Cartago, p 552
Xie T, Reddy KR, Wang C, Yargicoglu E, Spokas K (2015) Characteristics and applications of biochar for environmental remediation: a review. Crit Rev Environ Sci Technol 45(9):939–969. https://doi.org/10.1080/10643389.2014.924180
Yargicoglu EN, Sadasivam BY, Reddy KR, Spokas K (2015) Physical and chemical characterization of waste wood derived biochars. Waste Manag 36:256–268. https://doi.org/10.1016/j.wasman.2014.10.029
Acknowledgements
The authors are grateful for the support of the Vicerrectoría de Investigación y Extensión of the Instituto Tecnológico de Costa Rica and of EcoBosques S.A., who contributed the materials for this research.
Funding
Funding was provided by Vicerrectoría de Investigación y Extensión of the Instituto Tecnológico de Costa Rica, Cartago, Costa Rica.
Author information
Authors and Affiliations
Contributions
NB-M contributed with fabricated the charcoal and charcoal material sampling, determination of properties and running the data analysis. RM contributed with the designing of the experiment, tree sampling, writing the paper, and coordinating the research project.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Berrocal-Mendéz, N., Moya, R. Production, cost and properties of charcoal produced after logging and sawing, by the earth pit method from Tectona grandis wood residues. J Indian Acad Wood Sci 19, 121–132 (2022). https://doi.org/10.1007/s13196-022-00301-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13196-022-00301-y