
Abstract
Acrylonitrile Butadiene Styrene (ABS) being one of commonly available engineering thermoplastic, possesses good damping property and excellent chemical resistance. ABS composites reinforced with MWCNT have been prepared using melt mixing technique and effect of filler particles on viscoelastic behavior has been studied through DMA tests. Wear resistance and friction coefficient of ABS and its composites have been investigated experimentally by pin-on-disk sliding wear test, under dry condition at room as well as elevated temperature. Wear mechanisms have been identified by studying worn surface using scanning electron microscope. The results showed that pure ABS exhibits adhesive wear; however with addition of carbon nanotubes, wear changes from adhesive to abrasive mode. Also at higher operating condition adhesive wear seems to be main wear mechanism involved. Loading condition at which transition of wear from abrasive to adhesive wear occurred was identified by plotting wear transition and wear mechanism maps.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In industrial applications, major failure of components occurs through wear loss, and ABS does not have sufficient wear resistance. This work focuses on improving strength and tribological properties of ABS by incorporating multiwall carbon nanotubes (MWCNT) as reinforcing particles. Properties of polymeric materials can be enhanced by preparing polymer composites. A polymer composite consists of a polymer-based matrix and reinforcement fillers [1]. These materials have found application in various engineering industrial applications mainly due to its high strength-to-weight ratio, better chemical resistance and toughness. Many of the sliding components, especially in the automotive sector have the potential of polymeric materials replacing metallic ones [2]. However, mechanical strength as well as wear resistance of polymeric material is less as compared to that of metals. The tribological behavior of polymers can be enhanced with the inclusion of nanofillers or solid lubricants. The addition of Molybdenum disulfide particles reduces the specific wear rate and friction coefficient of High-Density Polyethylene composites (HDPE) significantly in dry conditions [3]. Mechanical, Thermal, and tribological properties of Poly ether ketone (PEEK) composites get improved with the incorporation of MWCNT due to which MWCNT have found greater use as reinforcing fillers in polymer matrix especially in industrial applications [4]. The effect of graphene coating on tribological behavior of ABS was studied and it has been observed that friction coefficient significantly reduces with graphene coat. This can be attributed to the formation of graphene layer on the worn area [5]. Ben Diffallah et.al. [6] studied the effect of graphite powder on tribological response of ABS polymer matrix. And it has been observed that wear changes from adhesive to abrasive mode with increase in graphite content. Wear rate and COF of ABS tends to decrease with increase in TiO2 content [7]. Wear mechanism tends to be abrasive in nature, in case of ABS with higher filler content. The addition of nanoalumina has been found to be able to reduce the wear rate and friction coefficient significantly, since the hard alumina particles prevent the polymer matrix to come into direct contact with counterface [8]. Ceramic particles can act as abrasive agents, thereby enhancing the abrasive wear resistance of ABS polymer for bearing and slide applications [9]. ABS composites reinforced with barite exhibit higher storage modulus as compared to unfilled ABS. This indicates the higher load bearing capacity of barite mineral reinforced polymer composite [10]. Tensile strength of the polymer gets improved vastly even at very low concentration of MWCNT, which can be attributed to load bearing capacity of CNT particles [11]. CNT reinforced composites are now widely used in various critical applications such as nuclear plant, marine structure and aerospace parts. CNT reinforced composites possess better mechanical and thermal properties which makes it suitable for industrial applications [12].
Wear maps provide detailed information not only about wear rates at different operating conditions but also about the transition taking place at different operating parameters [13]. Ding et al. studied wear transition of wheel and rail materials using wear transition maps Based on the wear rate and morphology of worn surface, wear maps have been broadly divided into mild and severe wear regime [14]. Also, the transition between mild and severe wear regime have been plotted using wear transition map. Tungsten/Copper (Wn–Cu) powder was coated on the surface of magnesium alloy, and the tribological behavior of the developed coating was studied using pin-on-disk tribometer. Three separate wear regions were identified using wear rate map, i.e., Mild wear, severe wear, and ultra-severe wear [15].
Though few work have been carried out to identify tribological behavior of ABS and its composites, very little work has been done on reinforcing polymer with MWCNT to study its tribological properties. CNT remains a very promising prospect for improving the mechanical as well as tribological behavior because of its high aspect as well as surface area to volume ratio.
2 Experimental Methods
2.1 Composite Preparation
2.1.1 Melt Compounding
ABS plastic has been supplied by LG chemicals in form of pellets. The as-procured ABS pellets have a density of 1.07 g/cm3. Multiwalled carbon nanotubes (MWCNT) have been procured from Sigma-Aldrich. Prior to processing, ABS pellets as well as MWCNT have been preheated in a hot air oven at temperature of 80°–90 °C for two to three hours in order to remove moisture content. Polymer matrix and reinforcing powders are fed into twin screw extruder through hooper, where mixing takes place due to simultaneous application of heat and pressure. Weight percentage of MWCNT has been kept as 0, 0.2, 1 and 2%. The materials pass through various zones and then exit through die in the form of wires. The temperature of various zones of extruder and die has been varied from 230 to 270 °C. The extrudate coming out in the form of wire has been cut into small pellets using a pelletizing machine. A small amount of maleic anhydride is added as compatibilizer in order to ensure uniform mixture and thus to prevent agglomeration.
2.1.2 Compression Molding
The extrudate pellets are then placed in a lower mold in a compression molding machine and molded to produce a rectangular plate of dimensions 200 × 150 × 3 mm and also cylindrical specimen of height 25 mm and diameter 8 mm for tribological testing.
2.2 Microstructural Characterization
Structure and morphology of ABS and its composites were studied using scanning electron microscope. Samples were cryo-fractured in liquid nitrogen before analysis [16]. Different wear mechanisms involved at various loading conditions were analyzed by studying worn surface through SEM.
2.3 Dynamic Mechanical Analysis
Viscoelastic behavior of ABS and its composites reinforced with CNT have been analyzed using DMA analyzer according to ASTM D-4065. The dimensions of the test sample used in this test are 50 × 12.7 × 3 mm with cantilever configuration. The tests have been conducted within temperature range of 20°–180 °C at a frequency of 1 Hz and heating rate of 3 C/min.
2.4 Tribological Testing
Tribological behavior of ABS and CNT reinforced ABS composite has been evaluated using pin-on-disk tribometer according to ASTM G99 standard. Polymer material is in the form of pin of dimension of 25 mm height and 8 mm diameter, whereas disk is made of EN31. The pin is held on lever arm and is pressed on to rotating disk. Initially specimen is cleaned, dried and then weighed using weighing machine. Pin is then loaded on the holder and placed inside heating chamber (to heat the pin to required temperature and maintain it throughout the process), and a constant load of 10 N is applied on the pin specimen pressed against the rotating disk. Pin specimen is then taken out, wear debris removed and final weight is noted. Wear rate is then calculated from mass loss using Archard law as in Eq. 1.
K is wear rate, ∆m is mass loss in grams, L is load applied and S is the total sliding distance which is fixed as 250 m. The input parameters considered for studying tribological properties and different levels are shown in Table 1. Wear rate and COF are output response measured.
3 Design of Experiments
Testing experiments with all possible combinations of process parameters is possible due to design of experiments. DOE has been tailor made for problems where multiple variables can influence single response and also interaction between two or more variable is possible [17]. Main advantages of using DOE include enormous power as well as high efficiency. Taguchi method has been used for creating experimental design in this work. With three different parameters and for four different levels, the orthogonal network L16 has been chosen. L16 design matrix generated is shown in Table 2. Taguchi has the advantage of accurate optimum prediction with minimum number of experiments as compared to RSM and other methods.
4 Results and Discussion
4.1 Morphological Analysis
Structure and morphology, of ABS and its composites reinforced with CNT, have been studied using SEM as shown in Fig. 1. It can be observed that not many voids can be seen and also uniform structure has been formed. With increase in CNT content, no agglomeration can be seen, and negligible CNT pull out is been observed. This indicates strong interfacial adhesion between CNT and polymer matrix [18].

Showing SEM images of Cryo fractured surface of a ABS, b ABSC1 and cABSC2
4.2 Dynamic Mechanical Analysis
Storage modulus indicates the elastic behavior of material [19], i.e., energy absorbed by the material. Storage modulus gets enhanced with addition of CNT, which can be attributed to intercalated structure of composites, which prevents mobility. As the temperature increases, the mobility gets increased leading to reduction in storage modulus as in Fig. 2a. Variation of loss factor (tan \(\delta\)) with temperature is shown in Fig. 2b. Loss factor increases up to particular temperature after which it starts decreasing, which is glass transition temperature (Tg). Loss factor gets reduced with increase in CNT, which can be attributed to brittle nature of the nanocomposites. Glass transition temperature of ABS and its composites are shown in Table 3. The peak gets shifted to higher temperature with increase in CNT content, which indicates an improvement in glass transition temperature.

Influence of CNT on a Storage modulus and b damping factor
4.3 Tribological Behavior
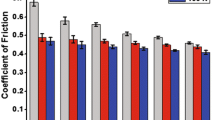
Addition of CNT reduces the wear rate significantly as shown in Fig. 3a, and increase in sliding velocity as well as temperature increases the wear rate. Load bearing capacity of polymer matrix gets improved with addition of CNT which results in reduction of wear. Large amount of pin material gets transferred to the metal disk at elevated temperatures thereby increasing wear rate. Similarly, increase in sliding velocity has negative influence on sliding wear behavior of polymer composites as in Fig. 3b. COF tends to become less with increase in sliding velocity as well as temperature (Fig. 3c).

Influence of process parameters on a, b Wear rate and c, d Coefficient of friction
Pure ABS exhibits severe adhesive wear as shown in Fig. 4a. This can be confirmed by the presence of large number of particles on surface indicating polymer pull out, which increases the wear rate significantly. Also large amount of plastic deformation and matrix cracking can be observed. However with addition of 0.2 wt% of CNT, less severe matrix damage is observed (Fig. 4b) even at relatively higher temperature, which indicates that CNT enhances load bearing capacity thereby reducing polymer breakage, and also CNT prevents melting of polymer thereby enhancing tribological properties (Table 4).

SEM images of worn surface of a ABS at Velocity of 0.5 m/s and temperature of 27 °C and b ABSC0.2 at Velocity of 0.5 m/s and temperature of 45 °C
Pure ABS have undergone extensive melting and plastic deformation at elevated temperatures. Also matrix cracking can be seen as in Fig. 5a which leads to reduction in wear resistance. Adhesive wear seems to be main wear mechanism leading to higher wear rate.

SEM images of worn surface of ABS at 3 m/s and 90 °C
Matrix cracking and plastic deformation seems to dominant wear mechanisms at elevated temperature in case of nanocomposites as in Fig. 6. In case of ABS with 0.2% CNT, melting of polymer has taken place and also adhesion can be seen, which can be attributed to increase in wear rate. However with increase in CNT, less damage can be seen. Plastic deformation seems to be major wear mechanism in this case. Thermal stability (glass transition temperature) gets enhanced with increase in CNT, thereby preventing melting of polymer and hence wear resistance gets improved.

SEM images of worn surface at temperature of 90 °C a ABSC0.2 at velocity of 2.25 m/s and b ABSC2 at velocity of 0.5 m/s
COF gets reduced with increase in sliding velocity and temperature. At higher loading conditions, thin uniform transfer films can be seen on surface (Fig. 7a). The presence of thin films protects the polymer matrix and hence friction gets reduced. However at lower velocity and temperature uniform films cannot be seen, thereby leading to increase in COF as in Fig. 7b.

SEM images of worn surface of steel counterface of a ABSC1 @ 1.5 m/s and 90 °C and b ABSC1 @ 0.5 m/s and 60 °C
Large amount of transfer film can be seen on the surface in Fig. 8a which has been dispersed uniformly throughout. This results in reduction of friction coefficient. However at lower temperature less transfer film can be observed, which results in higher friction coefficient.

SEM images of steel counterface of a ABSC2 @ 0.5 m/s and 90 °C and b 1.5 m/s and 60 °C
4.4 Wear Maps
Wear maps are plotted using MATLAB software using interpolation technique. Wear rate maps indicates wear rate at different loading conditions. Wear rate gets reduced considerably with increase in CNT content. Also increase in wear rate can be observed with increase in velocity as well as temperature as in Fig. 9a and b. Wear transition map identifies the region in which transition occur from mild wear to severe wear/adhesive wear as in Fig. 9 c and d. Wear transition occurs in the area where contour changes its direction.

Showing a, b Wear rate map and c, d wear transition map of ABS and its composites at varying loading conditions
Four different wear zones are observed from wear transition maps:
-
(a)
Ultra-Mild Wear
-
(b)
Mild Wear
-
(c)
Severe Wear
-
(d)
Ultra-Severe Wear
Ultra-Mild wear occurs when CNT content increases about 1.5% as in Fig. 10d, irrespective of loading conditions. This shows that addition of CNT have a significant role in improving wear behavior of the composites. Mild wear occurs above CNT content of 0.2% and up to sliding velocity of 1.75 m/s. Severe wear takes place at CNT content of less than 0.2% and at temperature of above 50 °C. Wear changes from mild to severe mode when sliding velocity increases beyond1.75 m/s. Ultra-severe wear occurs in pure polymer matrix and at velocity of about 2.5 m/s.

a and b showing Wear Mechanism maps at different loading conditions
Different wear mechanisms at various loading conditions are shown in Fig. 10. Matrix cracking seems to be main wear mechanism at lower content of CNT and lower velocity. With increase in CNT content, adhesion becomes predominant mechanism and wear changes from adhesive to abrasive mode with addition of 3% CNT. Melting, matrix cracking and plastic deformation seems to be main wear mechanisms for ABS at elevated temperatures. However, with increase in CNT content, abrasion seems to be dominant mechanism even at elevated temperatures. This can be attributed to effective load transfer of CNT thereby reducing wear rate.
5 Conclusions
Mechanical and tribological tests were conducted on ABS Composites reinforced with CNT, prepared by means of melt compounding. Tests were conducted on specimen according to ASTM standards and the following observations have been noted:
-
(a)
Analysis of cryo-fractured surface of ABS and its composites indicate uniform dispersion of CNT in polymer matrix and very few agglomeration can be seen.
-
(b)
DMA studies reveal the influence of CNT on viscoelastic properties of ABS. Addition of CNT improves the storage modulus as well as glass transition temperature. CNT forms an intercalated bond which leads to increase in glass transition temperature.
-
(c)
Tribological testing reveals that addition of CNT has positive influence on tribological properties of ABS Composites. Thin protective film has been formed on the steel counterpart, with increase in CNT content. This leads to considerable reduction in friction coefficient.
-
(d)
Wear rate maps have been plotted to identify wear rate at different loading conditions. And to identify transition of wear, wear transition maps have been plotted. Wear mechanism maps helps in identification of various predominant wear mechanisms at different loading conditions.
References
Pandey A K, Kumar R, Kachhavah V S, and Kar K K, Mechanical and thermal behaviours of graphite flake reinforced acrylonitrile butadiene styrene composites andtheir correlation with entanglement density, adhesion, reinforcement and C factor. RSC Adv 56 (2006) 50559.
Mura A, Adamo F, Wang H, Leong W S, Ji X, and Kong J, Investigation about tribological behavior of ABS and PC-ABS polymers coated with graphene. Tribol Int 134 (2019) 335.
Salem A, Guezmil M, Bensalah W, and Mezlini S, Tribological behavior of molybdenum disulphide particles-high density polyethylene composite. Mater Res Express 6 (2019) 075402.
Shang Y, Wu X, Liu Y, Jiang Z, Wang Z, Jiang Z, and Zhang H, Preparation of PEEK/MWCNTs composites with excellent mechanical and tribological properties. High Perform Polym 31 (2018) 43.
Mura A, Adamo F, Wang H, Leong W S, Ji X, and Kong J, Investigation about tribological behavior of ABS and PC-ABS polymer coated with graphene. Tribol Int 134 (2019) 335.
Ben Difallah B, Kharrat M, Dammak M, and Monteil G, Mechanical and tribological response of ABS polymer matrix filled with graphite powder. Mater Design 34 (2012) 782.
Sudeepan J, Kumar K, Barman T K, and Sahoo P, Mechanical and tribological behavior of ABS/TiO2 polymer composites and optimization of tribological properties using grey relational analysis. J Inst Eng India Ser C 97 (2016) 41.
Kumar V, RamKumar J, Aravindan S, Malhotra S K, Vijai K, and Shukla M, Fabrication and characterization of ABS nano composite reinforced by nano sized alumina particulates. Int J Plast Technol 13 (2009) 133.
Abdellah M Y, Fathi H I, Abdelhaleem A M M, and Dewidar M, Mechanical properties and wear behavior of a novel composite of acrylonitrile–butadiene–styrene strengthened by short basalt fiber. J Compos Sci 2 (2018) 34.
Madkour S A, Tirkes S, and Tayf U, Development of barite-filled acrylonitrile butadiene styrene composites: Mechanical, thermal, melt-flow and morphological characterizations. Appl Surf Sci Adv 3 (2021) 100042.
Mehar K, and Panda S K, Elastic bending and stress analysis of carbon nanotube- reinforced composite plate: Experimental, numerical, and simulation. Adv Polym Technol (2017) 1.
Mehar K, Mishra P K and Panda S K, Numerical investigation of thermal frequency responses of graded hybrid smart nanocomposite (CNT-SMA-Epoxy) structure. Mech Adv Mater Struct (2020)
Vashishtha N, and Sapate S G, Abrasive wear maps for high velocity oxy fuel (HVOF) sprayed WC-12Co and Cr3C2−25NiCr coatings. Tribol Int 114 (2017) 290.
Ding H, He C G, Ma L, Guo J, and Liu Q Y, Wear mapping and transitions in wheel and rail materials under different contact pressure and sliding velocity conditions. Wear 352–353 (2016) 1.
Elaiyarasan U, Satheeshkumar V, Senthilkumar C, A study on wear behaviour of electrical discharge-coated magnesium alloy. J Bio- Tribo-Corrosion, 30 (2019).
Chen D, Wang M, Zhang W D, and Liu T, Preparation and characterization of poly(vinylidene fluoride) nanocomposites containing multiwalled carbon nanotubes. J Appl Polym Sci 113 (2009) 644.
Mathews P G, Design of experiments with MINITAB, ASQ Quality Press, Milwaukee, Wisconsisn (2004).
Zeng R T, Hu W, Wang M, Zhang S D, and Zeng J B, Morphology, rheological and crystallization behavior in non covalently functionalized carbon nanotube reinforced poly(butylene succinate) nanocomposites with low percolation threshold. Polym Test 50 (2016) 182.
Kumar M, Kumar R, and Kumar S, Synergistic effect of carbon nanotubesand nano-hydroxyapatite on mechanical properties of polyetheretherketone based hybrid nanocomposites. Polym Polym Compos 29 (2020) 1365.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors hereby declare that there is no conflict of interest involved in this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Amrishraj, D., Raju, P., Thangadurai, K.R. et al. Tribological Behavior of Carbon Nanotubes Reinforced Acrylonitrile Butadiene Styrene Composites at Elevated Temperature. Trans Indian Inst Met 76, 1103–1112 (2023). https://doi.org/10.1007/s12666-022-02824-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-022-02824-x