
Abstract
In recent years, microwave welding has received attention for joining of similar and dissimilar metals due to its major advantages like volumetric heating, selective heating of target materials, energy saving and sustainability. In the present work, the microstructural characteristics and mechanical properties of Inconel-625-welded joints developed through microwave hybrid heating and those produced by TIG welding have been compared. Welding through microwave hybrid heating (MHH) was carried out using Inconel-625 interface filler powder of 50 μm size, while TIG welding was carried out using ERNiCrMo-3 filler wire of 2.5 mm diameter which had a composition similar to that of Inconel-625 alloy. The welded samples were characterized in terms of microstructural observations and tensile and microhardness properties. The study reveals that the joining of bulk metals through MHH has potential in manufacturing industries in the near future. TIG-welded joints exhibit superior strength compared to MHH joints because of fine grain structure, lower amount of segregation in the weld zone and also smaller width of the weld zone in joints developed through MHH. The hardness in the weld zone of welded joints in both the cases is observed to be almost the same. Use of a finer interface filler of 20–25 μm particle size may further contribute to improving the mechanical properties of the joints developed through MHH. Furthermore, the use of industrial microwave furnace may improve the strength of MHH-welded joints as the process may be integrated with real-time temperature measurement of the joint zone so as to achieve better control over the process.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Recent evolutions in welding technology have been emphasizing on the development of new processes to weld advanced materials so as to attain higher productivity, better quality and environment friendly process. The differences in metallurgical characteristics, thermal expansion and melting temperatures of metals to be joined have created opportunities in developing the most suitable welding technique.
Nickel-based alloys are a class of advanced materials that can be operated at cryogenic temperatures and elevated temperatures up to 1200 °C. Welding of these alloys is considered to be the most critical fabrication techniques. Considerable efforts are being conducted for the last few decades in order to better understand and control the weldability of nickel-based alloys and also to develop the appropriate welding consumables [1].
Inconel-625 is a Ni based solid solution alloy primarily strengthened by the alloying additions of substitutional elements Cr, Mo and Fe that provide solid solution strengthening of austenitic matrix. The alloy is popularly known for its high tensile, creep and rupture strength, exceptional fatigue and thermal fatigue strength, excellent weldability and outstanding corrosion resistance [2]. Owing to these characteristics, the alloy is extensively used in the chemical processing, power generation, petrochemical industries and a number of other industries like cryogenic liquid handling, paper and pulp and composite tooling.Inconel-625 alloy is primarily used for the parts manufactured by solidification processes like casting and fusion welding. Previous reports have shown that a slight variation in composition of Nb, Si and C strongly influence the type and amount of secondary phases (γ + NbC/Laves) that is formed during the termination of solidification process. However, the alloy is susceptible to hot cracking in the fusion zone which is attributed to the formation of these secondary phases [3].
For decades, tungsten inert gas (TIG) welding has been used as one of the most reliable methods to join Inconel-625 components with similar and dissimilar alloys.Several studies have been carried out in the past to investigate weldability of Ni–Cr alloys with stainless steels through GTAW using different filler metals [4,5,6]. However, it has been found that the quality of the dissimilar joints obtained depends upon proper selection of filler wire and amount of heat input provided to the process which otherwise would lead to solidification cracking, heat affected zone liquation cracking and formation of unmixed zones. Many researchers [7, 8] investigated the characteristics of dissimilar welded joints between Inconel-625 with different stainless steels through GTAW using several grades of ERNiCrMo filler wires. The studies reveal the formation of hot cracked surfaces along with precipitation of secondary eutectic Laves phase in microstructures. Formation of Laves phases is detrimental to the strength of the welded joint as it consumes useful elements such as Nb and Mo from the alloy and precipitates as a hard secondary eutectic phase along the interdendritic regions. However, it has been observed that welded joints produced using filler ERNiCrMo-3 exhibit improved mechanical properties in comparison with other grades. Furthermore, Wilson et al. [9] and Caiazzo et al. [10] reported that amount of Laves phases developed during the solidification of weld depends upon the process employed for welding as well as the amount of heat input supplied to the process. Several researchers [11,12,13] successfully demonstrated this fact by employing CCGTAW and PCGTAW techniques to vary the heat input during welding of Inconel-625. The results were surprising and amount of the secondary phases reduced for the PCGTA welded joints in turn resulted in better mechanical properties.These developments make the manufacturing industries to intensely rely on TIG welding to weld nickel-based alloys since the process has been already streamlined and produces the joints with appreciable strength.
Microwave materials processing offers a substitute to high energy consumption heating techniques that are commonly used in industries. In recent years, processing materials with microwaves is emerging as one of the advanced processing techniques that have potential to produce parts with superior mechanical properties and improved microstructures. Microwave processing of materials fundamentally differs from traditional thermal processing techniques in a manner that microwave heating occurs at molecular level which results in volumetric heating.
Initial attempts to weld metallic materials using microwave energy were demonstrated by Siores and Rego [14]. Thin steel strips in the range of 0.1–0.3 mm were exposed directly to microwave radiation in a 2 kW multimode oven. Joining of the strips occurred due to arcing at the joint interface. However, joining of thick bulk metals is very difficult owing to the reflection of microwaves. Early contributions by researchers to braze bulk metals under specific conditions through microwave energy provides the potential to join bulk metals in a low-cost microwave oven through susceptor-assisted microwave heating or microwave hybrid heating [15, 16].
Susceptor-aided microwave joining of metallic materials is a distinctive application of suscepting material to selectively heat a localized area without affecting the remaining part of the metal. This characteristic has been successfully explored by many researchers to join (similar and dissimilar metals) variety of ferrous and non-ferrous metallic materials including stainless steels, mild steel, copper, aluminium, cast iron and Inconel-718 [17,18,19,20,21,22]. Joining of Inconel-625 has been successfully demonstrated in the recent past [23] using microwave energy. The joints indicate appreciable tensile, flexural and impact strength. However, formation of secondary phases is observed in the interdendritic regions. Furthermore, the authors investigated the effect of process parameters (susceptor material, separator material and interface filler powder size) on the mechanical properties of the microwave induced joints of Inconel-625[24]. In a similar work, a study on effect of power input to the process was carried out, and it was reported that Inconel-625 joints developed at 600 W resulted in better joint properties compared with those developed at 900 W [25]. This is attributed to the smaller amount of Laves phase formed during joining with 600 W as a result of lower heat input. Recently, Sharma et al. [26] investigated the effect of process parameters (vertical charcoal feeder size, separator thickness, thickness of insulation brick, gap between insulation and refractory brick) on the possibility of joint formation. However, no reports were made on quality characteristics of the microwave-welded Inconel-625 joints.
Since decades, Inconel-625 alloy parts are being fabricated using gas tungsten arc welding (GTAW/TIG) which is well established within the industrial sector. However, TIG process involves a relatively large amount of heat input that produces hot cracking in the joint zone which is attributed to the formation of Laves phase in the interdendritic regions. This consequently leads to the microstructural changes in local regions near the weld bead, particle coarsening and dissolution and grain growth within heat affected zone resulting in inferior mechanical properties. On the other hand, joining bulk metallic materials with microwave energy is a low cost (low power) and eco-friendly technology that has been conceived recently (2009) and is relatively new arrival that still requires continued research and development so as to justify its use for processing materials. In this paper, a comparison has been proposed on mechanical and metallurgical characteristics of Inconel-625welded butt joints realized with two different welding processes; conventional tungsten inert gas (TIG) process and an innovative microwave welding process.
2 Experimental
In the present work, butt welding of Inconel-625 plates has been accomplished by two processes; (i) conventional TIG welding which employs a homogeneous filler metal and (ii) microwave welding in a low-cost domestic microwave oven using homogeneous powder as an interface filler material.
2.1 Materials and Methods
Commercially available Inconel-625 in the form of plate was procured from M/s Special Metals, Mumbai, India. The tensile properties of Inconel-625 plate were evaluated to be yield strength = 699 MPa, ultimate tensile strength = 945 MPa, and average hardness was observed to be 260HV.
TIG welding was carried out using ERNiCrMo-3 filler wire of 2.5 mm diameter which had a composition similar to that of Inconel-625 alloy. Whereas welding through microwave hybrid heating was carried out using Inconel-625 powder of APS 50 µm as interface filler. Table 1 presents the chemical composition of as-received Inconel-625 plate, Inconel-625 powder and ERNiCrMo-3 filler wire.
2.2 Principle of Welding through Microwave Hybrid Heating (MHH)
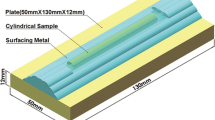
Figure 1 shows a schematic of joining metallic strips (6 mm) through MHH technique. The surfaces of strips to be joined are cleaned with acetone and dried prior to joining. A suitable interface filler powder is mixed with an epoxy resin to form thick slurry and applied as sandwich layer between the surfaces to be joined. A 1–1.2 mm of root gap is maintained between the strips to be joined, and the joint interface is exposed to microwave irradiation for 20 min. The bulk pieces are covered with a graphite insulating material, so that, they are not directly exposed to microwaves. As metals reflect microwaves at room temperature, they do not get heated on direct exposure to microwaves and result in sparking. To overcome this problem, a microwave absorbing material called as susceptor is employed around the joint interface. As the exposure starts, susceptor couples with microwaves and gets heated to high temperature. The heat from susceptor is absorbed by the filler powder via a separator, which is used between the base metal and susceptor. The separator prevents intermixing of susceptor and interface filler powder.

Principle of welding through MHH
When the interface temperature reaches a critical temperature TC (≈ 0.7 times melting point), interface powder particles couple with microwaves and start absorbing microwaves directly. As the heating of the sample occurs in two modes; conventional mode during initial phase and microwave heating in the second phase, the process is called mixed mode heating or hybrid heating. Thus, the temperature of the joint interface rises to its melting point and a narrow pool of molten metal forms between the interfacing surfaces and gets diffused through a thin dilution band in the joint zone. On cooling, a homogenous and dense joint is obtained through metallurgical bonding with the substrate.
2.3 Principle of TIG Welding
Figure 2 shows the principle of TIG welding process which employs a non-consumable permanent electrode made up of tungsten. Formation of an electric arc takes place between the tungsten electrode and the work piece. This arc provides the heat energy required to melt the base metal and filler metal. The process is accompanied with a shielding gas usually argon which protects the weld bead from oxidation and atmosphere.

Principle of TIG welding
Tables 2 and 3 show the process parameters employed for TIG welding which have been selected from the available literature.
Welded joints with butt configuration (3 specimens in each case) were prepared from Inconel-625 plate with dimensions 55 × 10 × 6mm3. Tensile specimens were then machined from these welded plates according to ASTM-E8 standard by maintaining an initial gage length of 25 mm as depicted in Fig. 3.

a TIG welded tensile test specimens b MHH welded tensile test specimens
2.4 Characterization of TIG and MHH Welded Joints
Both the welded joints (MHH and TIG) were characterized using optical microscope (OM), scanning electron microscope (SEM), universal testing machine and Vicker’s microhardness testing facilities. Specimen preparation of candidate surfaces for metallurgical characterization was performed on a disk polishing machine (Make: Ducom) at 300 rpm.The specimens were core mounted using cold setting acrylic resin and allowed to set. The core mounted specimens were rough polished on a belt polishing machine to obtain a flat surface. Mechanical polishing of the candidate surfaces was carried out using standard metallographic procedure by employing a series of SiC abrasive papers followed by velvet cloth polishing with diamond paste. In the next phase, the specimens were chemically etched using Marble reagent by swabbing for 20 s to expose the grain structure. Inverted microscope (Make: ARTRAY-130MI) with BIOVIS image analyzer software was used to capture and analyze the microstructures of the welded joints.
Joint microstructure was investigated through SEM (JSM-6380 LA; JEOL, Japan) equipped with energy-dispersive X-ray detector (EDS or EDAX) with a resolution of 3 nm at 30 kV.EDS analysis was carried out at different locations in the microstructures to determine the elements in the secondary as well as primary phases. Microhardness of the microwave welded specimens was evaluated across the joint using micro Vickers hardness tester (Make: OMNI TECH, Pune, India. Model: MVH-S-AUTO). For the micro-indentations, 50 g load was applied for dwell time of 10 s. Uniaxial tensile tests were conducted on a universal testing machine Make: Tinius Olsen, UK. Model: H75KS-EL033 to determine the tensile properties of the welded joints. The machine is equipped with load cells of max 50kN capacity. The output is obtained with the help of a computer interface which employs Horizon software for analysis of the results. The tensile strength of the joints was evaluated with a uniform strain rate of 0.008 mm/s.
3 Microstructural Observations
Figures 4a and b shows the optical micrographs of the welded joints developed through TIG welding and MHH, respectively. A distinct fusion line between the base metal and weld zone is clearly seen in both the cases. However, no presence of HAZ is seen with the specimen developed using MHH. Fine equiaxed structure was noticed in near the HAZ region in Fig. 4a accompanied with a fine columnar growth toward the fusion zone. Interior of the fusion zone further consists of regions with fine equiaxed grains and fine columnar dendritic grains as can be seen from Fig. 5a. On the other hand, coarse-equiaxed grains are observed adjacent to the interface region in the welded specimen developed using MHH in Fig. 4b which is attributed to relatively slow cooling rate resulting in precipitation of secondary phases (Fig. 5b). In addition, the weld zone also comprises of coarse columnar dendritic structure with interdendritic arms.

OM view of welded Inconel-625 joint a TIG welded b developed through MHH

OM view of fusion zone of Inconel-625 joint a TIG welded b developed through MHH
The variation in the microstructures of both the joints (TIG and MHH) is due to the difference in the method of welding process. TIG welding is carried out with the help of electrode that moves past the stationary base metal. As the electrode moves past the base metal, molten filler metal gets deposited in the joint interface and this deposited metal starts to solidify immediately. In addition as the process is carried out in inert atmosphere, the argon gas used for shielding also helps in heat extraction from the weld zone at faster rate. By the time electrode reaches other end of the joint, already deposited metal would have been solidified, and the process gets complete. Thus, there is less time available for the grain growth which results in fine-grained structure. On the contrary in latter case due to MHH principle, heating takes place due to dipolar rotation and conduction losses leading to a gradual increase in the temperature at the joint interface. As a result whole of the filler powder mass is melted only after the desired temperature is achieved at the interface. This results in a relatively higher heat input and with the seizure of power, the specimen cools down to room temperature slowly which results in coarse grain structure.
4 SEM Observations
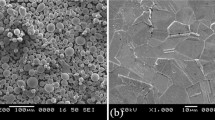
SEM micrographs of welded joints obtained for both the processes are shown in Figs. 6 (a) and (b). TIG welded joint comprises of both fine-equiaxed structure adjacent to the HAZ and dendritic columnar structure. As the TIG welding process is accomplished in two passes, the first pass will be fully solidified before the second pass and refines the grains of the first pass. Equiaxed structure at the center of the melt pool surrounded by dendritic columnar structure, will exist in the welded joints. Due to this thermal fluctuation, the grain growth in the previous pass is restricted and re-melting of the dendrites takes place resulting in finer grain structure.

SEM micrograph of a TIG welded joint b welded joint developed through MHH
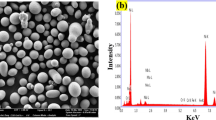
Observation of Fig. 7 reveals the presence of white micro segregates rich in Mo dispersed across the joint area. This is attributed to the diffusion of Mo from the base metal into the fusion zone due to solute segregation or rejection during solidification. This depletion of Mo from the matrix into the white secondary phase contributes in improving mechanical properties of the welded joint. While the welded joint developed through MHH shows a coarse-equiaxed structure near the interface region. EDS analysis of the welded joint developed through MHH in Fig. 8 reveals the presence of higher amount of carbon. At elevated temperatures, chromium combines with carbon to form chromium carbide and precipitates in the grain boundaries and in the interface region. Further, the dilution of niobium and molybdenum takes place from the base metal to the fusion zone that further leads to the formation of Laves phase. This is due to the fact that, during processing materials through MHH, volumetric heating of the joint interface takes place followed by slow cooling. Microwave heating occurs due to frictional heat generated through dipolar rotation and with the removal of microwave power, the rotation of dipoles stops instantaneously. However, due to slightly lower cooling rate, a higher amount of segregation is observed in the fusion zone and its vicinity.

EDS analysis of TIG welded joint

EDS analysis of welded joint developed through MHH
5 Microhardness Observations
Figures 9 (a) and (b) presents the profile of microhardness measurements taken in the weld zone and its vicinity for TIG and MHH welded specimens, respectively. Microhardness measurements for TIG welded sample are obtained at successive intervals of 0.5 mm (since width of the weld zone is large), while for MHH sample, the indentations are obtained at successive intervals of 0.05 mm. The hardness in the weld zone for MHH welded specimen has been found to be lower than that for TIG welded specimen which is attributed to the coarse-equiaxed grain structure observed with MHH welded sample. In addition, due to the presence of secondary phases (Laves/NbC) in the interdendritic region of MHH welded specimen, a large variation in the hardness values is observed.

Variation in microhardness profile a TIG welded specimen b microwave welded specimen
Average hardness values in the fusion zone for MHH- and TIG-welded specimens are observed to be 286 ± 35HV and 310 ± 7HV, respectively. Maximum hardness for both specimens is observed in the joint interface region. MHH welded specimen exhibits highest hardness of 342HV in the interface region due to the precipitation of hard chromium carbide phase.
6 Observations from Uniaxial Tensile Test
Stress–strain curves obtained after testing the specimens have been plotted as depicted in Fig. 10. It is noticed that TIG-welded specimens experience relatively large amount of plastic deformation as a result of finer grains. Plastic deformation results in strain hardening and hence exhibits higher tensile strength compared with those produced using MHH. This is attributed to the fine grain structure observed with TIG welded samples as a result of relatively lower heat input followed by fast cooling, thereby reducing the time for segregation. Further, this fact is also verified from the microhardness profile in which it is clearly seen that TIG welded specimen exhibits higher hardness values in the joint zone. On the other hand, due to precipitation of hard chromium carbide phase in the joint interface and the presence of Laves phase in the grain boundaries as revealed by EDS analysis, the MHH-welded specimens display lower tensile strength. TIG-welded specimens demonstrate a maximum UTS of 592 MPa with a percentage elongation of 18.6%. While MHH welded specimens exhibit 498 MPa UTS with 12.2% elongation. However, it has been observed that UTS for TIG and MHH welded specimens correspond to 63% and 53%, respectively, of the base metal strength (945 MPa).

Stress–strain curves of Inconel-625 welded joints
7 Conclusions
Joining of bulk metals through MHH has a potential to be accepted by the manufacturing industries. However, it is a relatively new technology and requires continued research and development so as to justify its use for processing materials. Hence, after the comparative study of TIG welded and MHH-welded joints of Inconel-625 following conclusions are drawn.
-
1.
TIG-welded joints exhibit superior strength (63% of base metal strength) compared with those developed through MHH. This is due to the fact that TIG-welded joints possess a fine grain structure as a result of higher cooling rate and lower amount of segregation. In addition to this, TIG welding process employs shielding gas which contributes in preventing the contamination as well as oxidation of the welded joints.
-
2.
The strength of MHH joints reduce (53% of base metal strength) due to coarse grain structure and precipitation of brittle chromium carbide phase at the interface region. In addition, formation of Laves phase is observed in the interdendritic region which is attributed to relatively lower cooling rate associated with the process. Furthermore, smaller weld zone width (1.5 mm—2 mm) can also be one of the reasons for low strength of the MHH-welded joints compared with TIG-welded joints.
-
3.
In the present work, the experimentation has been carried out with a low-cost domestic microwave oven under atmospheric conditions. However, researchers in the recent past have reported that the use of industrial microwave applicators facilitate in carrying out experiments in vacuum, which also contributes in improving the strength of the MHH-welded joint. Further, it has been observed that industrial microwave ovens provide more uniform heating.
-
4.
Use of finer interface filler powder of the order of 20-25 µm average particle size may also further contribute in improving the mechanical properties of the MHH-welded joints. However, in the present work, interface filler powder size of 40 µm APS has been used.
References
DuPont, J.N., Lippold, J.C. and Kiser, S.D. (2009). “Welding Metallurgy and Weldability of Nickel-Base Alloys.” John Wiley & Sons, Inc.: USA.
Badiger R I, Narendranath S and Srinath M S (2015). J. Manuf. Processes 18, 117-123.
DuPont, J.N., Notis, M.R., Marder, A.R., Robino, C.V. and Michael, J. R. (1998). “Solidification of Nb-bearing superalloys: Part I. Reaction sequences.” Metall. Mater. Trans. A, 29(11), 2785-2796.
Lee, H.T., Jeng, S.L., Yen, C.H.and Kuo, T.Y. (2004). “Dissimilar welding of nickel-based Alloy 690 to SUS 304L with Ti addition.” J. Nucl. Mater., 335(1), 59-69.
Naffakh, H., Shamanian, M. and Ashrafizadeh, F. (2009). “Dissimilar welding of AISI 310 austenitic stainless steel to nickel-based alloy Inconel 657.” J. Mater. Process. Technol., 209(7), 3628-3639.
Hosseini, H.S., Shamanian, M.and Kermanpur, A. (2011). “Characterization of microstructures and mechanical properties of Inconel 617/310 stainless steel dissimilar welds.” Mater. Charact., 62(4), 425-431.
Patterson, R. and Milewski, J.O. (1985). “GTA Weld Cracking-Alloy 625 to 304.” Weld. J., 64(8), 227.
Sridhar, R., Ramkumar, K.D.and Arivazhagan, N. (2014). “Characterization of microstructure, strength, and toughness of dissimilar weldments of Inconel 625 and duplex stainless steel SAF 2205.” Acta Metall. Sin. (Engl. Lett.), 27(6), 1018-1030.
Wilson, I.L.W., Gourley, R.G., Walkosak, R.M.and Bruck, G.J. (1991). “The effect of heat input on microstructure and cracking in alloy 625 weld overlays.” Proceedings of the International Symposium on the Metallurgy and Applications of Superalloys, 718(625), 735-747.
Caiazzo, F., Alfieri, V., Cardaropoli, F.and Sergi, V. (2017). “Investigation on edge joints of Inconel 625 sheets processed with laser welding.” Opt. Laser Technol., 93, 180-186.
Ramkumar, K.D., Mithilesh, P., Varun, D., Reddy, A.R.G., Arivazhagan, N., Narayanan, S.and Kumar, K.G. (2014). “Characterization of microstructure and mechanical properties of Inconel 625 and AISI 304 dissimilar weldments.” ISIJ Int., 54(4), 900-908.
Kumar, K.G., Ramkumar, K.D. and Arivazhagan, N. (2015). “Characterization of metallurgical and mechanical properties on the multi-pass welding of Inconel 625 and AISI 316L.” J. Mech. Sci. Technol, 29(3), 1039-1047.
Ramkumar, K.D., Abraham, W.S., Viyash, V., Arivazhagan, N. and Rabel, A.M. (2017). “Investigations on the microstructure, tensile strength and high temperature corrosion behaviour of Inconel 625 and Inconel 718 dissimilar joints.” J. Manuf. Process., 25, 306-322.
Siores, E. and Do Rego, D. (1995). “Microwave applications in materials joining.” J. Mater. Process. Technol., 48(1-4), 619-625.
Barmatz, M., Jackson, H.W. and Radtke, R.P. (2000). U.S. Patent No. 6,054,693. Washington, DC: U.S. Patent and Trademark Office.
Budinger, D.E. (2008). U.S. Patent No. 7,775,416. Washington, DC: U.S. Patent and Trademark Office.
Srinath, M.S., Sharma, A.K.and Kumar, P. (2011). “A novel route for joining of austenitic stainless steel (SS-316) using microwave energy.” Proc. Inst. Mech. Eng., Part B, 225(7), 1083-1091.
Gamit, D., Mishra, R.R. and Sharma, A.K. (2017). “Joining of mild steel pipes using microwave hybrid heating at 2.45 GHz and joint characterization.” J. Manuf. Process, 27, 158-168.
Srinath, M.S., Sharma, A.K. and Kumar, P. (2011). “A new approach to joining of bulk copper using microwave energy.” Mater. Des., 32(5), 2685-2694.
Singh, S., Suri, N.M. and Belokar, R.M. (2015). “Characterization of joint developed by fusion of aluminum metal powder through microwave hybrid heating.” Mater. Today: Proc., 2(4-5), 1340-1346.
Singh, S., Singh, P., Gupta, D., Jain, V., Kumar, R. and Kaushal, S. (2018). Development and characterization of microwave processed cast iron joint. Eng. Sci. Technol. Int. J., doi: https://doi.org/10.1016/j.jestch.2018.10.012.
Bansal, A., Sharma, A.K., Kumar, P. and Das, S. (2015). “Structure-property correlations in microwave joining of Inconel 718.” JOM, 67(9), 2087-2098.
Badiger R I, Narendranath S and Srinath M S. (2018). Microstructure and mechanical properties of Inconel-625 welded joint developed through microwave hybrid heating.Proc. Inst. Mech. Eng., Part B, 232(14), 2462-2477.
Badiger R I, Narendranath S and Srinath M S. (2019). Optimization of process parameters by taguchi grey relationalanalysis in joining Inconel-625 through microwave hybrid heating.Metallogr., Microstruct., Anal., 8(1), 92-108.
Badiger R I, Narendranath S, Srinath MS, Ajit M Hebbale. (2019).Effect of power input on metallurgical and mechanical characteristics of Inconel-625 welded joints processed through microwave hybrid heating. Trans. Indian Inst. Met. 2019, 72(3), 811–824.
Sharma A, Sehgal S, Goyal D. (2020). Effects of process parameters in joining of Inconel-625 alloy through microwave hybrid heating. Mater. Today: Proc. https://doi.org/10.1016/j.matpr.2020.04.590.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Badiger, R.I., Hebbale, A.M., Manjaiah, M. et al. A Comparative Studyon Characteristics of Inconel-625 Joints Developed through Microwave Hybrid Heating and Tungsten Inert Gas Welding. Trans Indian Inst Met 74, 531–540 (2021). https://doi.org/10.1007/s12666-021-02188-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-021-02188-8