
Abstract
High-frequency impacting and rolling (HFIR) as a new surface strengthening treatment has been paid more and more attention. 2A12 aluminum alloy was processed by HFIR with different parameters. The effect of HFIR on friction and wear behavior of 2A12 aluminum alloy was investigated. Results showed that the surface roughness value of HFIR processed samples was decreased compared to the original samples. Compared with the original samples, the maximum surface microhardness of the HFIR treated samples ultimately increased by about 12.4%. The depth of hardened layer of about 135 μm can be obtained by HFIR treatment. The wear mechanisms of the HFIR-free samples were oxidation wear, abrasive wear and severe adhesive wear. The wear mechanisms of the HFIR-treated samples were abrasive wear, light adhesive wear and oxidation wear. Experimental results indicated that HFIR treatment is an efficient way to enhance the wear resistance of the 2A12 aluminum alloy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Severe plastic deformation (SPD) has been an important research direction in recent decades, which produces a gradient hardened layer on the surface of materials [1, 2]. SPD technology has been proved to enhance the microhardness, tensile strength and wear resistance of materials [3]. In recent years, many SPD technologies such as ultrasonic cold forging technology (UCFT) and ultrasonic surface metallic nanocrystallization technology (USMNT) have been proposed. During the process of UCFT and USMNT, dynamic energy produced by ultrasonic vibration and static pressure are simultaneously applied to the surface of the sample, achieving the hardening of sample surface [4, 5]. However, the fixed working tips of UCFT and USMNT are prone to be worn out by sliding during SPD. In recent years, HFIR is regarded as an interesting and novel SPD technology to obtain the gradient hardened layer and improve properties of materials, and the rolling working tips have been selected to solve the wear problem. By introducing the amount of shear strain into material, the gradient hardened layer can be obtained [6,7,8]. For example, Zhao X et al. found that grain refinement and work hardening were successfully achieved on the surface of Al-Zn-Mg aluminum alloy by HFIR and the MgZn2 precipitated phase played a key role in grain refinement [6]. The gradient hardened layer was also produced on the surface of 40Cr steel [7] and TC11 titanium alloy [8]. Specifically the wear properties of 40Cr steel was improved by HFIR process [7]. After HFIR, gradient crystalline structure was produced in the surface of TC11 titanium alloy. High-cycle fatigue test results showed that compared with the original samples, the fatigue life of HFIR-treated sample improved under the cycles of 5×106 and the fatigue crack source locations of TC11 titanium alloy moved into the sample interior [8].
Aluminum alloys have been widely used in aerospace applications, automotive and marine industries owing to their high specific properties, fatigue performance and corrosion resistance. Nowadays, SPD technology is taken on much interest in improving the mechanical properties of aluminum alloy. Kumar et al. [2] found that microhardness of samples treated by equal channel angular pressing process got enhanced due to the improvement of dislocation density, grain refinement and fragmentation of precipitates. Liu et al. investigated the influence of hammer peening process on the fatigue behavior of 2A12-T4 aluminum alloy. The fatigue life of 2A12-T4 aluminum alloy got improved after the HP process, which produced a positive correlation with the residual plastic strain [9]. The wear rate and friction coefficient (FC) of the AA2024 aluminum alloy with nanostructure by mechanical milling were reduced [10]. The same FC conclusion was concluded by Ortiz-Cuellar et al. [11]. Commercial 2A12 aluminum alloys are heat treatable and high strength aluminum alloy. However, the low wear resistance of aluminum alloy affects the service life of parts. To improve the wear resistance of aluminum alloy will directly increase the useful life of components and parts. Therefore, research on the influence of SPD technology on friction and wear properties of aluminum alloys has become a hot focus to scholars [2, 3, 10, 11]. Nevertheless, there is surprisingly little research on the effect of HFIR on friction and wear properties of aluminum alloy. The paper mainly focuses on the dry friction and wear behavior of HFIR-treated 2A12 aluminum alloy and investigate the effect of static pressure and amplitude on the surface roughness, microhardness, FC, wear volume loss and surface wear morphology of 2A12 aluminum alloy before and after HFIR.
2 Experiment Procedures
2.1 Material and Sample Preparation
2A12 aluminum alloy was selected as the base material. The standard value of chemical composition of 2A12 aluminum alloy was (in wt%) 0.5 Si, 0.3 Zn, 3.8–4.9 Cu, 0.3–0.9 Mn, 1.2–1.8 Mg, 0.5 Fe, 0.15 Ti and balance Al. Its nominal chemical composition was (in wt%) 0.11 Si, 0.02 Zn, 4.29 Cu, 0.61 Mn, 1.48 Mg, 0.29 Fe, 0.11 Ti and balance Al. Before the HFIR, the samples were ground by SiC papers from 400 to 1200 grit. 2A12 aluminum alloy samples were processed into cylindrical shape by wire-cutting technology before HFIR. The cylindrical samples with a diameter of 100 mm and a height of 6 mm were used.
2.2 HFIR
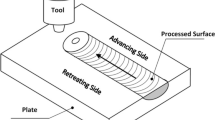
The HFIR equipment used in this work is shown briefly in Fig. 1a. The work principle of HFIR process is described in Ref. [12]. Table 1 shows the different HFIR parameters for samples used in this paper. The static pressures were 300 N, 400 N and 500 N, respectively. The amplitudes were 5 μm and 10 μm, respectively. In addition, the coverage rate of 800%, feed quantity of 10 mm/min and frequency of 27 kHz were adopted.

HFIR process: a actual manufacturing process; b the schematic of HFIR process
2.3 Surface Roughness
The surface roughness of the samples without and with HFIR was tested by the confocal laser scanning microscope (CLSM:RTSA). The average arithmetic roughness (Ra) was obtained by measuring five different test positions on the sample surface.
2.4 Microhardness
Microhardness distribution of samples without and with HFIR was tested by the HVS-1000A Vickers microhardness tester with the load of 50 g and loading time of 10 s.
2.5 Friction and Wear Tests
The friction and wear tests were carried out in ambient laboratory atmosphere by the ball-on-plate tribometer (MFT-R4000, China) (Fig. 2). The friction and wear samples with the dimension of 10 × 10 × 6 mm were used. A ball GCr15 (Diameter = 5 mm, Microhardness = 60 HRC, Average surface roughness = 0.02 μm) was used as the counterpart. The friction and wear test parameters were normal load of 20 N, frequency of 5 Hz, travel distance of 10 mm, linear motion speed of 50 mm/s and continued for 40 min. The friction and wear surface morphology were investigated by the scanning electron microscopy (SEM:VEGA3, TESCAN Brno, Czech Republic).

a Actual friction and wear equipment; b the schematic of ball-on-plate tribometer
3 Results and Discussion
3.1 Surface Roughness
The variation of FC is related to surface properties. Figure 3 gives the average surface roughness values of the HFIR-free samples and HFIR-treated samples. The surface roughness distinctly decreases after HFIR process. With the increase in static pressure the Ra value decreases. In addition, the Ra value of the samples treated with 5 μm is greater than that of the samples treated with 10 μm under the same static pressure. The surface roughness of HFIR-free samples is 2.45 μm. The 10 μm–500 N HFIR samples have the lowest surface roughness (0.45 μm), which is 4.5 times lower than that of the HFIR-free samples. In the certain range of static pressure and amplitude, the surface roughness of samples both decrease with the increase in static pressure and amplitude. This is because the increase in static pressure and amplitude can aggravate the plastic deformation of the samples, resulting in striking peak shaving and valley filling phenomenon on the samples surface. As a result, the surface roughness of the HFIR-treated sample tends to decrease in the range of selected parameters. Al-Samarai et al. [13] studied the effect of surface roughness on the tribological behavior of AlSi aluminum alloys and found that no matter how the sliding velocity or loading condition is, the FC values of smooth surface is lower than that of the coarse surface.

Surface roughness of samples before and after HFIR
3.2 Microhardness
Figure 4 gives the microhardness distribution of samples. As shown in Fig. 4a, the top surface microhardness of HFIR-free samples is about 135 HV. Under the same amplitude parameter, the top surface microhardness increases with the increase in the static pressure. The maximum top surface microhardness with 5 μm and 10 μm is about 148.2 HV and 151.7 HV, respectively. Under the static pressure of 500 N, the top surface microhardness of sample 3 and sample 6 is increased by about 9.8% and 12.4%, respectively. It indicates that increase in both static pressure and amplitude leads to increase in hardness. The HFIR process can improve the microhardness of the 2A12 aluminum alloy.

Microhardness distribution of samples without and with HFIR: a top surface microhardness; b cross-sectional microhardness; c gradient hardened layer depth
The classic Hall–Petch relationship [Eq. (1)] shows that the metals become harder with the decrease in grain size [14].
where \(Hv\) presents the microhardness of treated samples; \(H^{\prime}_{0}\) presents the microhardness of the untreated samples; \(k^{\prime}_{d}\), a positive material constant, depends on the resistance of grain boundaries to dislocation movement; D is the grain size of crystals. Previous study has confirmed that dislocation movement and T precipitated phase which impede the dislocation movement are the main reasons for the grain refinement of 2A12 aluminum [12]. Therefore, grain refinement is an effective way to enhance the strength of materials. Meanwhile, Huijing Zhang et al. studied the grain refinement of Al–Mg–Si aluminum alloy and found that strain hardening produced by SPD has a certain contribution to the improvement of microhardness [15]. Hence, HFIR process can effectively improve the surface microhardness of 2A12 aluminum alloy. Figure 4b shows the cross-sectional microhardness of samples 0, 1 and 6. The top surface microhardness of the samples after HFIR is much higher than that of the matrix, and the cross-sectional microhardness distribution presents a gradient change. The depth of the gradient hardened layer (GHL) of sample 1 and sample 6 is about 45 μm and 135 μm, respectively. It indicates that a gradient hardened layer of the 2A12 aluminum alloy can be obtained by HFIR process. Figure 4c shows the depth of the GHL of samples with different HFIR parameters. As shown, the depth of the GHL increases with the increase in the static pressure under the same amplitude. The depth of the GHL also rises continuously with the amplitude increasing in the selected test parameters. When the amplitude is 5 μm and 10 μm, the depth of the GHL increases to about 124 μm and 135 μm, respectively. This is mainly due to the increase in the degree of plastic deformation of the sample.
4 Friction and Wear Characteristics
Zhao Z et al. studied the influence of Mg, Sr and heat treatment on the wear resistance of the 4043 aluminum alloy. They found that with the increase in wear resistance, the FC values of the materials decrease [16]. Figure 5 shows the instantaneous FCs as a function of a sliding time of the samples under the different HFIR parameters. Figure 5a, b corresponds to the amplitude of 5 μm and 10 μm under normal load of 20 N. The FC values can be calculated as follows:
where f is the friction force; F is the applied force; μ is the friction force. A local fluctuation is observed for all samples in the FC curves. The instantaneous FC values can be related to the existence of wear particles at the sliding interface during the friction and wear process [17]. But on the whole, it maintains at a certain value. The average FC decreases after HFIR process. In particular, the average FC decreases with the increase in static pressure under the same amplitude. The average FC values of each samples are shown in Fig. 6. For the HFIR-free sample, the average FC value is about 0.458 μm. The FC values of all HFIR-treated samples show a lower value than that of HFIR-free sample. Under the same static pressure, the average FC values for the 5 μm amplitude sample is larger than that of the 10 μm amplitude sample. Compared with the HFIR-free samples, when the amplitude is 5 μm, the average FC values of the HFIR-treated sample with 300 N, 400 N and 500 N decrease by about 30.1%, 33.6% and 39.3%, respectively. Compared with the HFIR-free samples, when the amplitude is 10 μm, the average FC values of the HFIR-treated sample with 300 N, 400 N and 500 N decrease by about 31.4%, 44.1% and 53.5%, respectively. FC values of metals rely on mechanical properties such as microhardness, shear strength and wear system. Total FC decreases with surface microhardness increased. Farhat et al. indicated that the increase in the surface microhardness improves the wear resistance of 6061-T6 aluminum alloy [18]. It is believed that the low FC observed in the samples treated by HFIR in this study is also ascribed to the increase in surface microhardness [10, 11].

FC of samples under the different HFIR parameters: a 5 μm; b 10 μm

Average FC of samples under the different HFIR parameters
Figure 7 reveals the three-dimensional morphology and section profile of the HFIR-free samples and HFIR-treated samples under the different HFIR parameters. The maximum wear depth of the HFIR-free and HFIR-treated samples appears near the wear scar center. Then the wear scar depth decreases gradually from the center of the wear scar to the side. At the same time, some small bumps exist on the edge of wear scar of the HFIR-free and HFIR-treated specimens. This is because the phenomena of extrusion and shear can happen on the surface of materials during the friction and wear process. Then, material flows outward and accumulates at the edge of the contact area. The similar phenomenon and conclusion can be observed in Ref. [19]. Jianzhong Zhou et al. studied the influence of SPD on the friction and wear properties of Ti6Al4V alloy and found that compared with the SPD-free samples, the friction and wear properties of the SPD-treated samples are improved [19]. Compared with the HFIR-free samples, the wear depth and width of the HFIR-treated samples are reduced.

Wear morphology: a 3D wear morphology of sample 0; b 3D wear morphology of sample 1; c 3D wear morphology of sample 6; d section profile
The average wear width, depth and volume values of samples before and after HFIR are shown in Fig. 8. For the HFIR-free samples, the average values of wear scar width are about 2402.5 μm. When the amplitude is 5 μm, the average values of wear scar width of samples with 300 N, 400 N and 500 N static pressure are about 2365 μm, 2147.8 μm and 2004.9 μm, respectively. When the amplitude is 10 μm, the average values of wear scar width of samples with 300 N, 400 N and 500 N static pressure are about 2273 μm, 1983 μm and 1900 μm, respectively. As shown in Fig. 8b, the average values of wear scar depth of HFIR-free samples are about 356.622 μm. When the amplitude is 5 μm, the average values of wear scar depth of samples with 300 N, 400 N and 500 N static pressure are about 282.599 μm, 264.899 μm and 237.132 μm, respectively. When the amplitude is 10 μm, the average values of wear scar depth of samples with 300 N, 400 N and 500 N static pressure are about 258.932 μm, 239.803 μm and 216.809 μm, respectively. Both the average wear scar width and depth of the HFIR-treated samples decrease with the increase in static pressure and amplitude. The average wear volumes of HFIR-free samples are about 0.254 mm3. The wear volume of wear scar for the HFIR-treated samples is less than that of the HFIR-free sample. Under the same amplitude, the wear volume value decreases with the increase in the static pressure. In addition, when the static pressures are same, with the increase in the amplitude, the wear volume value decreases (Fig. 8c).

a Wear scar width; b wear scar depth and c wear volume of samples before and after HFIR
To quantitatively analyze the effect of the different HFIR parameters on the wear behavior of 2A12 aluminum alloy, the wear rate of samples before and after HFIR can be calculated by the following equation:
where Wr is the wear rate, mm3·N−1·s−1; Vr represents the wear volume, mm3; F represents the applied load, N; t represents the time of friction and wear process, s. When the amplitude is 5 μm and 10 μm, the average wear rate of the HFIR-treated samples with 500 N of static pressure is about 2.89 × 10−6mm·N−1·s−1 and 2.56 × 10−6mm·N−1·s−1, as compared 5.10 × 10−6mm·N−1·s−1 of the HFIR-free samples, decreased by 43.3% and 49.8% (Fig. 9). It also indicates that under the same condition of static pressure, the wear rate of samples decreases with the increase in the amplitude. Meanwhile, the static pressure has a certain influence on the wear rate. When the amplitude is 10 μm, the average wear rate of samples with 300 N and 400 N is about 3.42 × 10−6mm·N−1·s−1 and 3.06 × 10−6mm·N−1·s−1, respectively, which is less than that of the HFIR-free samples as well. This illustrates that HFIR can reduce the wear rate of 2A12 aluminum, and under the same condition of amplitude, the wear rate of samples decreases with the increase in the static pressure, which means that in the range of selected static pressure, the lager static pressure can make stronger wear resistance.

Wear rate of samples before and after HFIR
4.1 Wear Mechanism of Samples Before and After HFIR
The wear morphology of different samples is given in Fig. 10. As shown in Fig. 10a, many adhesive blocks (as marked) and black zones (oxides) can be observed on the worn surface of the HFIR-free samples, indicating severe adhesive wear and oxidation wear exist. Meanwhile, the worn surface has some parallel grooves along the sliding direction, indicating that it is abrasive wear. This is caused by wear particles (as marked). From Fig. 10b, under the action of load from friction and worn surface, the phenomenon of oxidation spalling occurs which proves that oxidation wear is one of the main wear mechanisms of HFIR-free samples. Therefore, the wear mechanism of the HFIR-free samples is oxidation wear, abrasive wear and severe adhesive wear. As shown in Fig. 10c, d, the narrow and shallow furrows and slight oxidation zone are observed on the worn surface. In addition, the adhesion traces on the surface of HFIR treated samples are reduced. This is because after SPD treatment, residual compressive stress is introduced on the sample surface and surface microhardness increases, resulting in the difficulty of peeling [5]. Therefore, the wear mechanism of the HFIR-treated samples is abrasive wear, light adhesive wear and oxidation wear.

SEM photos of the worn surface of the HFIR-free and HFIR-treated samples. a and b sample 0; c sample 1; d sample 6
Many studies have reported the formation of wear particles and their effects on surface friction and wear behavior [20,21,22]. Figure 11a, b show the SEM micrographs of the wear particles of the HFIR-free and HFIR-treated samples, respectively. From Fig. 11a, b, the wear particles generated from the HFIR-free samples are larger than that of the HFITR-treated samples. The size of wear particles also affects the wear process. Hwang et al. [17] researched the effect of wear particles on the frictional behavior of metals and found that in the process of friction and wear, the FC of the sample with larger wear particles on the worn surface is higher than that of the sample with small wear particles on the worn surface. And the agglomeration of wear particles is more likely to occur on the surface of soft and ductile metals. The characteristic morphology of agglomerated particles can be observed in the wear particles from the HFIR-free samples (Fig. 11c). Compared with Fig. 11c, d, the agglomeration of the wear particles from HFIR-free samples is more evident than that of the wear particles from HFIR-treated samples. The formation of the large wear particles is caused by the agglomeration of small wear particles in the process of friction and wear which lead to the increase in FC [20]. Sevim et al. [21] found that a linear relationship exists in the abrasive wear resistance and microhardness, relying on the size of abrasive particle. In this study, compared with the HFIR-free samples, the HFIR-treated samples with higher surface microhardness produce smaller wear particles and have lower FC values during the friction and wear process. The same phenomenon was also observed by Pintaude [22]. During the friction and wear process, wear particles on soft surface are more likely to accumulate, resulting in a high FC. While the wear particles of hard surface are easily broken, resulting in a low FC.

SEM micrographs of the wear particles generated from the a HFIR-free samples and b HFIR-treated samples during the friction and wear test, and c a particle from the HFIR-free sample showing evidences of agglomeration in comparison with (b) a particle from the HFIR-treated sample
Chemical composition of the wear particles of the HFIR-free and HFIR-treated samples after the friction and wear test was detected in order to determine the oxidation degree of the wear tracks. Figure 12 shows the EDS results of wear particles. The composition of the wear particles is aluminum element and oxygen element. This indicates that surface oxidation occurs on HFIR-free and HFIR-treated samples during friction wear test. Meanwhile oxidation wear is also a major wear mechanism for the HFIR-free and HFIR-treated samples. However, the oxidation content of HFIR-free and HFIR-treated samples is 48.66% and 44.05%, respectively. The oxidation degree of the HFIR-free samples is higher compared to those of the HFIR-treated samples. A similar oxidation wear mechanism of aluminum alloy and magnesium alloy before and after the SPD has been identified. Amanov et al. [23] found that the oxidation layer of AZ91D magnesium alloy formed in the friction and wear can mix into the deformed surface, which worsen the friction and wear performance of the interacting surface. Amanov et al. also found that oxygen content of SPD-treated Al6061-T6 alloy after the SPD is lower than that of the SPD-free sample. Hence the oxidation degree of the SPD-free samples is higher compared to those of the SPD-treated sample [24]. The oxide layer on the sample surface prevents the metal-to-metal contact, thus reducting oxidation wear characteristics.

In order to estimate the size distribution of these particles, the length and projection area of the five largest particles on each SEM image of the HFIR-free and HFIR-treated samples were tested. Seventy particles were respectively tested, which form the HFIR-free samples (two samples, five images/sample and five particles/image) and HFIR-treated samples (two samples, five images/sample and five particles/image). The wear particle size distribution is shown in Fig. 13. The length and projection area of the wear particles generated from the HFIR-free samples are about 3.64 μm and 10.62 μm2, respectively. However, the length and projection area of the wear particles generated from the HFIR-treated samples are about 1.40 μm and 1.86 μm2, respectively. This proves again that HFIR-treated samples produce the small wear particles. The samples treated with HFIR exhibit better wear resistance than those without HFIR.

a The size distributions of the wear particles produced from the Sample 0 and Sample 6; b partial enlarged drawing of (a)
5 Conclusions
In this study, the effect of HFIR process on the friction and wear behavior of 2A12 aluminum alloy were investigated. The research conclusions are summarized as follows:
-
1.
The surface roughness value of HFIR processed sample was decreased compared to the original sample. The 10 μm–500 N HFIR samples had the lowest surface roughness (0.45 μm), which was 4.5 times lower than that of the HFIR-free samples.
-
2.
Compared with the original samples, the maximum surface microhardness of the HFIR treated samples ultimately increased by about 12.4%. And the maximum depth of hardened layer of about 135 μm could be obtained by HFIR treatment. The HFIR process can improve the microhardness and realize surface strengthening of the 2A12 aluminum alloy.
-
3.
Compared with the original samples, the FC of HFIR-treated samples decreased. Under the same amplitude, the FC decreased with the increase in the static pressure. In addition, the FC decreased with the increase in the amplitude under the same static pressure. After HFIR treatment, the sample obtained a lower FC, wear volume loss and wear rate.
-
4.
The dominant friction and wear mechanism varied before and after HFIR process. The wear mechanism of the HFIR-free samples was oxidation wear, abrasive wear and severe adhesive wear. The wear mechanisms of the HFIR-treated samples were abrasive wear, light adhesive wear and light oxidation wear. The wear particles produced by HFIR were much smaller than those by HFIR-free sample. The samples treated by HFIR exhibited better wear resistance than those without HFIR.
References
Zhilyaev A P, and Langdon T G Prog Mater Sci53 (2008) 893.
Kumar S R, Gudimetla K, Venkatachalam P, Ravisankar B, and Jayasankar K, Mater Sci Eng A533 (2012) 50.
Divya S P, Nagaraj M, Kesavamoorthy M, Srinivasan S A, and Ravisankar B, Trans Indian Inst Met71 (2018) 67.
Suh C M, Song G H, Suh M S, Pyoun Y S, and Kim M H, Mater Sci Eng A443 (2007) 101.
Wang D P, Ning N X, and Wang G T, Trans Tianjin Univ40 (2007) 228.
Zhao X, Chen C, and Chen F, Mater Lett188 (2017) 95.
Zhao X, Zhao B, Liu Y, Cai Y, and Hu C, Eng Fail Anal83 (2018) 167.
Zhao X, Xue G, and Liu Y, Results Phys7 (2017) 1845.
Liu J, Gou W X, Liu W, and Yue Z F, Mater Des30 (2009) 1944.
Jafari M, Enayati M H, Abbasi M H, and Karimzadeh F, Mater Des31 (2010) 663.
Ortiz-Cuellar E, Hernandez-Rodriguez M A L, García-Sanchez E, Wear271 (2011) 1828.
Zhang H, Zhao X, Xu D, and Qiu Xiao, Appl Surf Sci488 (2019).
Al-Samarai A R A, Ahmad K R, and Al-Douri Y, Proc Eng53 (2013) 616.
Hall E O, Proc Phys Soc London B64 (1951) 747.
Zhang H, Qiu X, Xu D, and Zhao X, Micro Nano Lett13 (2018).
Zhao Z, Rare Metal Mat Eng44 (2015) 1264.
Hwang D H, Kim D E, and Lee S J, Wear225 (1999) 427.
Farhat Z N, Ding Y, Northwood D O, and Alpas A T, Mater Sci Eng A206 (1996) 2.
Zhou J, Sun Y, Huang S, Sheng J, Li J, and Agyenim-Boateng E, Opt Laser Technol109 (2019) 263.
Oktay S T, and Suh N P, J Tribol114 (1992) 379.
Sevim I, and Eryurek I B, Mater Des27 (2006) 911.
Pintaude G, Tanaka D K, and Sinatora A, Wear255 (2003) 55.
Amanov A, Penkov O V, Pyun Y S, and Kim D E, Tribol Int54 (2012) 106.
Amanov A, Sasaki S, Kim, DE, Penkov OV, and Pyun YS, Tribol Int64 (2013) 24.
Acknowledgement
This work was financially supported by the Natural Science Foundation of Jilin Province through Grant No. 20180101323JC, the “13th Five Year Plan” Science and Technology Research of the Education Department of Jilin Province through Grant No. [2016] 415, the Source Innovation Plan of Qingdao City (China) through Grant No. 18-2-2-12-jch and the National Nature Science Foundation of China under Grant No. 51875246.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhang, H., Zhao, X., Xu, D. et al. Influence of High-Frequency Impacting and Rolling on Friction and Wear Behavior of 2A12 Aluminum Alloy. Trans Indian Inst Met 73, 1951–1960 (2020). https://doi.org/10.1007/s12666-020-02005-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-020-02005-8