
Abstract
India has vast coal resources all over the country; however, the presence of high ash content makes them invulnerable for industrial usage. To compensate for the rapid depletion of high-quality coking coals and to compensate for the demand for coal in iron and steel sectors, coal cleaning or beneficiation and blending techniques have come into limelight for the usage of low-quality coal. In this paper, laboratory-scale experiments were performed on the utilization of Indian high ash non-coking coal (NCC) and imported semi-coking coal (SCC) for the coke preparation. At first, washability characteristics of Indian high ash coal were investigated by using jigging, spiral concentration, and sink and float density separation methods. The optimum cut-off density NCC and SCC coals were blended and sent for the caking properties analysis. Proximate and ultimate analysis, vitrinite reflectance, crucible swelling number, and caking index or roga index have been taken as the measure for the caking ability of coal blends.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
High ash content in the Indian coals leads to poor swelling properties, strength and makes it useless for industrial usage. Coal beneficiation and blending technologies are evolved to utilize the indigenous low-rank coals in coke-making industries. Coal beneficiation technologies are employed to improve the quality of coal or to lower the ash and sulphur contents. There are numerous beneficiation techniques like jigging, spiral concentration, tabling, floatation, fluidized bed separators, and sink and float density separation that are available for coal cleaning. However, the identification of appropriate process with maximum yield and minimal ash content is necessary for the economical processing of coal. The yield of a particular beneficiation technique is influenced by the size and ash content of feed coal. For example, high yields obtained for the coarse size fractions (+ 3 mm) of coal are beneficiated using jigging and heavy media cyclones, while jigging process does not give appropriate yield in the beneficiation of the fine size coal (− 3 mm) [1].
The coal blending technology has taken much attention to utilize the inferior grade indigenous coals in coke-making sectors. Coal blending technology is first employed in power generation sectors to reduce the overall cost burden. Later on, this is passed on to coke-making industries to overcome the shortage of high-rank coking coals. Prediction of the quality of coal blends has been a significant concern in blending technology. There are so many prediction models available on the designing of coal blends based on the cumulative intrinsic properties such as coal ash chemistry, petrology, volatile matter content, and carbon content. [2].
In most cases, the quality parameters of overall blend is approximated as the weighted average of the individual coal component parameters [3, 4], while this has proven wrong in the case of rheological property parameters calculations in most of the coal blends. Several researchers have reviewed that there is no generalized model for defining the coke quality using combinations. The identification of coke characteristics is better obtained using practical knowledge than that from estimates using generalized models [5,6,7,8]. For instance, Kumar et al. [6] noted that the blend of hard coking coal with high fluidity and non-coking coal (20 wt%) gives excellent coking properties. They also observed that the fluidity of coal blends does not vary according to the mixed proportions like petrographic and chemical properties.
The objective of the present study is to utilize the high ash Indian origin non-coking and high sulphur imported coking coals using coal blending technology. Moreover, it is also to analyse the caking ability characteristics of coal blends using beneficiated Indian origin non-coking (Talcher region) and imported high sulphur coking coal (from New Zealand). Vitrinite reflectance, crucible swelling number, and Roga index or caking index are taken as the parameters to measure the caking ability of beneficiated coals.
2 Materials and Methods
High ash non-coking coal from Indian origin (NCC) and high sulphur coking coal from New Zealand origin (SCC) were used for washability studies and blending experiments. Before the washability studies as received, NCC and SCC coals were grinded to liberate ash and sulphur proportions. The coal obtained from the grinding process was collected and separated into three size fractions − 3 mm to + 1 mm, − 1 mm to + 0.5 mm, − 0.5 mm using sieves. Kelsey jig was used for the beneficiation of NCC coal, and a total of 10 kg coal with size fraction − 3 mm to + 1 mm was used as the feed for the jigging operation. During the jigging operation, the other parameters such as pulp ratio and feed rate were maintained constant as 25% solids and 1.5 l/min throughout the process. For the operation of recyclic spiral concentration experiments, a total of 36 kg−1 mm to + 0.5 mm size fraction NCC coal was used as the feed material. A slurry with 20 wt% coal particles and constant flow rate of 45 l/min was maintained throughout the process. The concentrate obtained from the first cycle was used as the feed for the succeeding cycle, and a total of three spiral concentration cycles were used for the washability characteristics of NCC coal. For the sink and float density separation analysis of NCC and SCC coals, bromoform (sp.density 2.8 g/cc) and toluene (sp.density 0.6 g/cc) were used for preparing the liquid medium of the required density of the medium. Total of 300 g NCC with − 1 mm + 0.5 mm size fraction, and 4 kg of SCC coal with − 3 mm + 1 mm size fraction was used in the sink and float analysis. A glass hydrometer was used for measuring the overall density of the liquid medium. The experimental procedure for sink and float density analysis was performed according to the ASTM standard D4371-06 [12].
After the washability studies, the yield coal fraction of NCC and SCC with optimum ash and sulphur content were selected for the blending process. Effect of NCC to SCC blend ratios on the physicochemical, petrography, and caking properties was measured at different blend ratios 1:10, 2:10, 3:10, 4:10, and 5:10. For measuring the moisture, ash, volatile matter, ultimate analysis ASTM D173, 174, 175, 176 methods were used, respectively [9,10,11,12,13,14]. For measuring free swelling index, standard method ISO501:1981 was used, and caking index test was done by the GB/T5447 [15, 16] standard developed by China. Prior to the experiments, coning and quartering method was used for the preparation of coal blends.
3 Results and Discussions
3.1 Feed Preparation
At first, a pilot scale study was conducted on the washability characteristics of NCC coal using jigging and cyclic spiral concentration, as the operation of these methods is easy and industrially viable [17]. Table 1 shows the characteristics of NCC feed sample used in jigging operation, and it shows that input feed coal is of inferior grade with 50 wt% of ash component and only 28.7 wt% carbonaceous matter. Table 2 and Fig. 1 represent the fraction of coal distributed in concentrate, bed, and tail regions of jig. They show that the yield obtained in the jigging operation is 6.32 wt%, which is very less. Most of the coal proportion settled in tail region (yield = 83.8 wt%, ash = 54 wt%) with poor chemical properties. The reason for the low yield in bed fraction is due to the low size fraction of feed coal, high ash content which increases the specific gravity of coal to aid settling in the tail region [18]. Tables 3, 4, 5, and Fig. 2 show the cyclic spiral concentration results for NCC coal. They show that the ash% in the concentrates of first, second, and third cycle is noted as 35.25 wt%, 30.3 wt%, and 23.92 wt%, respectively, and the yields obtained in concentrate fraction for the individual cycle with respect to the head feed sample are around 39.56 wt%, 31.87 wt%, and 18.7 wt%. The ash content in the concentrates is lowered compared to the jigging operation. In the final cycle, the ash content reaches the standards required for the utility in thermal power sectors, but the coals with ash percentage greater than five cannot be useful in coke-making process.

Jigging analysis

Spiral concentration results
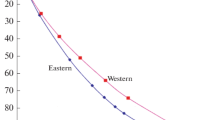
Owing to the poor results obtained from the jigging and spiral concentration washability results, laboratory-scale experiments have been conducted on washability characteristics study of NCC and SCC coals using the sink and float density separation method. The results obtained from the sink and float analysis of NCC and SCC at different densities are labelled in Tables 6 and 7, respectively. They show that the optimum results (in terms of minimal ash content and high yield) for NCC coal are obtained at average density fraction of 1.75 g/cc, which gives cumulative yield of 32.6 wt% with 16.8 wt% of cumulative ash. For SCC coal, the optimum results are obtained at average density fraction 1.355 g/cc with a cumulative yield percentage of 74.4 wt% and ash content 1.21 wt%. Sahu et al. [19], and Saqib et al. [20] proposed the degree of washing curve (DOW) and washability index (W) for comparing the washability of different coals in one plot. They stated that the change in the slope of the DOW curve indicates the cut-off density of the respective coal. The values of W indicate the easiness of washing particular coal; it varies from 0 to 100. As the washability index (W) increases, the washability of the coal becomes easier.
The degree of washing (DOW) is expressed as:
where a = the ash content of the feed, b = the ash content of the clean coal at a given density of separation, w = the yield of clean coal at a given density of separation, Noptimum = optimum DOW, boptimum = ash % at respective Noptimum.
Figure 3 shows that at specific density 1.275 g/cc, there is a change in the trend observed in the DOW curve of SCC coal, while for NCC coal, the change in the slope of the DOW curve is observed at an average specific density of 1.75 g/cc. The washability index (W) for the SCC and NCC coals is calculated by using Eq. (2), and the values are noted as 65.16 and 1.26, respectively, for SCC and NCC coals. These values indicate that the SCC coal is easy to be washed compared with NCC coal.

Degree of washability curves for NCC and SCC
3.2 Analysis of Coal Samples
3.2.1 Physicochemical and Caking Properties of Coal Samples
For the coal blending process, the yield coal obtained from the sink and float density fractions 1.75 g/cc (NCC) and 1.275 g/cc (SCC) was collected and blended properly according to calculated proportions. The physicochemical and caking properties of the beneficiated coals and their blends are shown in Table 8. It shows that besides the low sulphur content in the NCC (avg. specific density fraction 1.75 g/cc) coal, a high percentage of ash content is observed, while in the SCC (1.275 g/cc fraction), coal ash content is very less but sulphur content is very high. In the blends of NCC and SCC coals, ash content is increased with an increase in the NCC coal, while the sulphur is reduced. Caking parameters do not have any particular relation with the NCC content; this may be due to the dependency of rheological properties on the blending ratio. The optimum caking properties are obtained for the blend 2 coal. Analysis of coke prepared from the blend 2 sample is shown in Table 8. Ash content in the final coke is 6.15 wt%, and sulphur content is 1.17 wt%.
3.2.2 Petrography Analysis
Petrography analysis of the coal samples is shown in Table 9. It shows that the vitrinite reflectance of SCC (1.275 g/cc) and NCC (1.75 g/cc) coals are 0.79 and 0.43, respectively. Optimum Ro values are obtained for blend 1, blend 2, and blend 3 coals, which are 0.77, 0.74, and 0.73 respectively. Mineral matter content in the coal blends increases with an increase in the NCC coal proportion. This is due to the too much ash content in the NCC coals. Figure 4 shows the micrographs of blend 2 and blend 5 samples. They show that coal particles in blend 2 show mature vitrinite (bright) compared to blend 5. The particles in blend 5 show high red matter which indicates the mineral matter content as shown in Table 9 [21].

Petrographical images of blends; a blend 2 and b blend 5
3.2.3 Effect of NCC Proportions on the Caking Parameters of Blend Samples
Figure 5 shows that with an increase in the NCC content, the reflectance and sulphur contents in total blends decrease linearly, while moisture and ash contents increase linearly. Figure 6 shows that the variation of rheological parameters like swelling index, caking index with respect to the amount of NCC percentage does not show any proper relation. CSN and caking index of blend 1 and blend 2 decrease from parent coal due to the addition of NCC, and in blend 3 (30% NCC) shows minimum caking properties compared to all combinations. Seki et al. [22] and Qin et al. [15] measured the caking properties of coals based on the crucible swelling number (CSN) and G-caking index measurements. They noted that swelling characteristics are influenced by the blending proportion, agglomeration, porosity, volatile matter, and fluidity. Figures 7 and 8 show the correlation between the reflectance and blending proportion and inertinite content in coal blends. They show that as the NCC coal content in blends increases, the vitrinite reflectance of coal blends decreased; this is due to the low reflectance macerals present in NCC coal. Inertinite has a negative impact on the reflectance of overall combinations; as the inertinite content increases, reflectance value of overall blends decreases drastically.

Variation of properties of blends with % NCC addition

Variation of CSN and CI of blends with % NCC addition

Correlation of Ro with %NCC

Correlation of Ro with inertinite content
4 Conclusion
Beneficiation study shows that jigging and spiral concentration operations are less effective for the beneficiation of the high ash coals. In the Jigging process (− 3 + 1 mm size NCC coal), ash is reduced to approximately 31% with a very little yield of 6.3%. Recycle spiral concentration of − 1 + 0.5 mm size NCC coal results shows the yield of 40%, 32%, and 19% obtained in first, second and third cycles with ash content 35.35%, 30.2%, and 23.92%, respectively. Sink and float density separation data of − 1 + 0.5 mm size NCC coal indicates that optimum cut-off specific gravity is 1.75 g/cc and the cumulative yield is 32.6% and cumulative ash is 16%. For SCC coal, optimum cut-off average specific gravity is 1.275 g/cc, which yields cumulative float of 63.55 wt% and cumulative ash percentage 0.725% which is very less.
Proximate and ultimate analysis of blended samples shows that ash and the sulphur content in the blend 1 and blend 2 samples are 3.02%, 1.5% and 5.6%, 1.42%, respectively. Blend 1 and blend 2 samples show the optimum swelling properties as well as vitrinite reflectance. Regression analysis of the samples shows that there is a negative correlation between the percentage of NCC coal in the blends and reflectance of the blends. Inertinite and the reflectance of the blends show the negative correlation between them with correlation factor of 0.92. The reason for this may be due to the increase in the low reflectance inertinite (from NCC coal) in the blends.
References
Panda L, Sahoo A K, Tripathy A, Biswal S K, and Sahu A K, Fuel97 (2012) 151.
Flores B D, Borrego A G, Diez M A, da Silva G L, Zymla V, Vilela A C, and Osório E Fuel Process Technol164 (2017) 13.
Vasko F J, Newhart D D, and Strauss A D, J Oper Res56 (2005) 235.
Adeleke A O, and Onumanyi P, J Miner Mater Charact Eng6 (2007) 121.
Anthony H C, and Trevor W M, Fuel74 (1995) 57.
Kumar P P, Barman S C, Singh S S, and Ranjan M, Ironmaking Steelmak35 (2008) 416.
Yin C, Luo Z, Zhou J, and Cen K, Chem Eng Res Des 78 (2000) 118.
Shaik S, Chakravarty S, Mishra P R, Sahu R, and Chakravarty K Caking Ability Tests for Coal Blends in Process to Utilize the Indian Origin Coals. in Transactions of the Indian Institute of Metals (2019), pp. 1–9.
ASTM Standard D2013-86, Standard method of preparing coal sample for analysis, in gaseous fuels coal and coke section 5, vol. 05-05; an annual book of standard, ASTM International, West Conshohocken, PA (1989), p. 226.
ASTM D 3172-73(84), Standards method of proximate analysis of coal and coke, in gaseous fuels; coal and coke section 5, vol. 05. Annual book of ASTM standards (1989), p. 299.
ASTM D 3173-87, Standards test method for moisture in the analysis sample of coal and coke, in gaseous fuels; coal and coke, section 5, vol. 05-05 (1989), p. 300.
ASTM D 3175-89, Standards test method for volatile matter in the analysis sample of coal and coke, in gaseous fuels; coal and coke, section 5, vol. 05-05 (1989), p. 305.
ASTM D 3174-89, Standards test method for ash in the analysis sample of coal and coke, in gaseous fuels; coal and coke, section 5, vol. 05-05 (1989), p. 302.
ASTM D 2015-85, Standards test method for gross calorific value of coal and coke by the adiabatic bomb calorimeter, in gaseous fuels; coal and coke, section 5, vol. 05-05 (1989), p. 251.
Qin Z, Li X, Sun H, Zhao C, and Rong L, Int J Min Sci Technol26 (2016) 571.
Chakladar S, Mohanty A, Mandal S, and Chakravarty S, Structural evaluation of coking component of West Bokaro coal of Indian origin, in International Journal of Coal Preparation and Utilization (2019), pp. 1–13.
Sivrikaya O, Fuel119 (2014) 252.
Boylu F, Cetinel T, Guven O, Karakas F, Cinku K, Karaagaclioglu I E, and Celik M S, Physicochem Problems Min Process51 (2015) 559.
Sahu D, Chaurasia R C, and Suresh N, Energy Sources Part A Recovery Util Environ Eff41 (2019) 517.
Nasir S, Kucerik J, and Mahmood Z, Fuel Process Technol99 (2012) 75.
Rahman M W, and Rimmer S M, Int J Coal Geol131 (2014) 214.
Seki H, Ito O, and Iino M, Fuel68 (1989) 837.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Saida, S., Chakravaty, S., Sahu, R. et al. Laboratory-Scale Tests for the Utilization of High Ash Non-Coking coal in Coke-Making Process. Trans Indian Inst Met 73, 1257–1263 (2020). https://doi.org/10.1007/s12666-020-01974-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-020-01974-0