
Abstract
In the present investigation, an axisymmetric spiral extrusion was used for fabrication of bimetallic Al/Cu composite rods. In this process, a cylindrical bimetallic sample was extruded through an extrusion die having engraved spiral grooves to produce near net shaped composite part. After preparation of composite rods, the bonding strength was evaluated by applying shear stress on Al/Cu interface using compression test. Also the bonding interface was examined by optical metallography and scanning electron microscopy. The results showed that the bond strength increased in Al/Cu composite rods after spiral extrusion and the bonded interface was free of intermetallic layer. The stress imposed on interface region during spiral extrusion broke the work hardened layer in the mating surfaces, and consequently, the cold weld was established between virgin Al and Cu in the contact area. The obtained results showed a feasibility of spiral extrusion processing for production of Al/Cu bimetallic composite rods.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The bimetallic materials are receiving more attention due to their properties that cannot be achieved using single material. For example, Al cored Cu wire rods offer 50% reduction in weight and 30% reduction in cost compared with Cu wire rods while having similar electrical conductivity. These bimetallic wire rods are fabricated using wire drawing [1] and extrusion processes [2,3,4]. The microstructure formation at the interface in a copper clad aluminum bimetallic wire has been investigated by Sasaki et al. [5]. They showed that ultra-fine grains with sizes of 200 nm are formed near the Cu/Al interface when the wire is drawn after heat treatment. Also, hydrostatic extrusion has been used in some investigation and resulted in sound Al/Cu bimetallic rods [6]. To achieve good mechanical bonding between aluminum core and copper clad in such processes, a high extrusion ratio must be applied which is expensive and requires high applied loads and may not produce uniform core diameter [7]. In recent years, equal channel angular pressing and other severe plastic deformation techniques have been applied on copper clad aluminum rods and composite materials with ultra-fine grained microstructures produced successfully [8, 9]. The bonding between aluminum and copper layers in ECAP process is established due to simultaneous application of shear stress and high hydrostatic pressure at the interface of aluminum and copper [10]. Taheri et al. produced copper-sheathed aluminum rods using ECAP processing at room temperature and subsequent holding of sample at different temperatures under applied pressure. They showed that the highest bonding strength can be achieved by heating of sample at 200 °C for 60–8 min [11]. In the present investigation, axisymmetric spiral extrusion (ASE) as a newly developed severe plastic deformation process was used for production of Al/Cu composite rod and the bonding strength and microstructure characteristics of produced bimetallic rod were investigated using optical and scanning electron microscopy.
2 Materials and Experimental Procedure
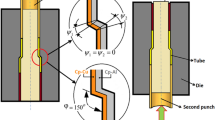
Materials used in the present study for clad and core materials were pure copper and aluminum alloy with chemical compositions shown in Table 1. Cylindrical aluminum samples with 10 mm diameter and 30 mm height were machined from as-received aluminum rods. Also pure copper tubes with inner diameter of 10 mm and the wall thickness of 1.5 mm were prepared and the bimetallic composite rods were produced by inserting aluminum rod into copper tube. Figure 1 shows the as-received aluminum rod, copper tube and copper clad aluminum composite sample prepared for further processing with axisymmetric spiral extrusion. Figure 2 shows the three-dimensional view of the die used in the present work. For implementation of spiral extrusion, a back pressure was applied on the sample using hydraulic system and a dummy specimen was placed on top of the main sample. The cross-head speed of hydraulic press was set to a constant value of 1 mm/min during processing. Figure 3a shows the bimetallic Al/Cu sample after processing with axisymmetric spiral extrusion. Also, the cross section of sample is represented in Fig. 3b.

Photographs of copper clad (a), cylindrical aluminum core (b) and Al/Cu bimetallic sample prepared for further processing with axisymmetric spiral extrusion (c)

3D (a) and front (b) view of die set used for execution of axisymmetric spiral extrusion process and photograph of spiral extrusion die (c)

Photograph of processed copper clad aluminum sample (a) and sectioned sample for metallographic examinations (b)
3 Results and Discussions
3.1 Microstructure Evaluation
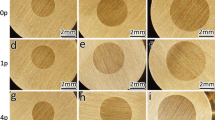
Initial microstructures of Al and Cu materials are shown in Fig. 4. As can be seen, microstructure of aluminum consists of equiaxed grains and some inclusions are resulted from iron and silicon impurities. Also, the initial microstructure of copper clad material consists of equiaxed grains. Figure 5 represents the grain size distribution in initial aluminum and copper materials. As it is evident, the grains with sizes in the range of 10–12.5 μm comprise the higher fraction in the initial microstructure of copper clad and grains in the size range of 6–8 μm have a higher fraction in the microstructure of initial aluminum rod. Also, the mean grain size of initial aluminum and copper materials is 7.5 and 11.5 μm, respectively. Figure 6 shows the optical microstructures of aluminum rod and copper clad after axisymmetric spiral extrusion. As can be seen, the grain structures remain equiaxed because plastic strain is not imposed on these regions. It must be mentioned that only near-surface regions of copper layer are subjected to plastic deformation during ASE processing. As indicated in Fig. 7, the grain size distributions are almost similar to the grain size distributions in the as-received materials (compare Figs. 6 and 7). In aluminum rod region, grains with the size of 5–7.5 μm have a higher volume fraction, and in cu clad layer, grains with the size of 10–12.5 μm occupy the highest fraction of microstructure. In Fig. 8, an optical micrograph is obtained from the microstructure of the copper layer in the outer edge region that is under deformation. As it is obvious, due to the strain concentration in this region, the grains are finer and the grain structure is transformed from coarse equiaxed state with clear boundaries to deformed curly structure and has become non-equiaxed. This region is expected to have a higher hardness compared to inner regions of cu clad layer.

Optical microstructure of initial aluminum (a) and copper (b) materials used for fabrication of copper clad aluminum rod

Grain size distribution in the microstructures of as-received aluminum (a) and copper (b)

Optical microstructure of aluminum rod (a) and copper layer (b) after axisymmetric spiral extrusion process

Grain size distribution in the microstructures of aluminum rod (a) and copper clad (b) after axisymmetric spiral extrusion process

Optical micrograph from outer the region of copper clad layer which is subjected to plastic deformation during ASE processing
3.2 Analysis of Al/Cu Interface
In Fig. 9a, the SEM image, along with the EDS results, is illustrated from the area around the interface region of aluminum and copper layers. As can be seen, the elemental concentration of copper decreases from the copper layer to the aluminum layer, which indicates the diffusion of copper atoms into the aluminum layer. Also, the atomic concentration of aluminum decreases from the aluminum core to the copper shell. Therefore, the interdiffusion of copper and aluminum atoms in reverse directions has led to a change in the atomic concentration in direction perpendicular to the Al/Cu interface. The interface shown in Fig. 9a is a diffusion layer containing copper and aluminum elements. The point analysis from the diffusion layer, as shown in Fig. 9b, confirms the presence of copper and aluminum atoms in this layer.

EDS line scan analysis across layers in the interface region (a) and point analysis from the interface (b)
3.3 Micro-Hardness Evaluation
The variations in Vickers micro-hardness throughout the radial direction of the cross section of sample and from the center to the exterior regions are plotted in Fig. 10. As seen, the hard value is almost constant in the inner aluminum and outer copper layers of initial sample. The average hardness of the aluminum layer is about 130 Vickers, and the average hardness of the copper layer is about 107 Vickers. The initial hardness of the aluminum rod is higher than the hardness of the copper layer. This is due to the presence of various alloying elements in the primary aluminum, which has increased the hardness of aluminum by various mechanisms such as solid solution formation and precipitation hardening, while the copper has a very small amount of alloying elements. In the deformed sample, the hardness in the aluminum and copper layers is not uniform. It can be seen that the hardness in the aluminum cylinder is increased from 130 Vickers in the center to 170 Vickers near the interface between two layers. Also, the hardness value in the copper layer is increased from 161 Vickers near the interface area to 239 Vickers at near-surface region. Increasing the hardness in the aluminum rod is due to the increase in density of dislocations which is resulted from deformation, while the increase in the hardness of the copper layer is noticeable compared to the aluminum layer due to the concentration of deformation on the copper layer. It is observed that the highest hardness is obtained at the near-surface regions. The results show that in addition to the good bonding between the copper and aluminum layers, the hardness at the sample surface is also increased.

Micro-hardness variations in radial direction of the cross section of initial and deformed Al/Cu bimetallic sample
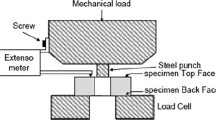
3.4 Bonding Strength
Pressure test was used to determine the bonding strength between aluminum and copper layers. The force–displacement curves resulting from compression test are shown in Fig. 11. As can be seen, the force necessary to separate the copper layer from the central aluminum rod has increased with the application of the axisymmetric extrusion process. The required force to separate aluminum and copper layers in the extruded sample is about 282 N.

Load–displacement curves obtained from compression test of initial and ASE sample indicating the bonding strength of two layers
4 Conclusions
In the present investigation, the copper clad aluminum rod was fabricated using new severe plastic deformation method, namely axisymmetric spiral extrusion. Microstructure of aluminum and copper layers was evaluated using optical and scanning electron microscopy. It could be concluded that the microstructure of aluminum rod remained unchanged, but the microstructure in the outer regions of copper clad material decreased considerably due to the plastic strain localization. Bonding strength of two layers was evaluated using compression test. It was shown that the bonding quality increased with application of spiral extrusion. Also, micro-hardness of initial aluminum was higher than copper layer. But the hardness of copper layer increased from interface area to outer region due to concentration of plastic strain. Energy-dispersive spectroscopy analysis showed that the interface region was composed of aluminum and copper atoms indicating the interdiffusion of atoms under imposed pressure during ASE process.
References
Lee S, Lee M G, Lee S P, Lee G A, Kim Y B, Lee J S and Bae D S, Trans Nonferrous Met Soc china22 (2012) 645.
Lee J S, Son H T. Oh I H, Kang C S, Yun C H, Lim S C and Kwon H C, J Mat Process Technol187–188 (2007) 653.
Ahmed A, J Mech Work Technol2 (1978) 9.
Berski S, Dyja H, Maranda A, Nowaczewski J and Banaszek G, J Mat Process Technol177 (2006) 582.
Sasaki T T, Morris R A, Thompson G B , Syarif Y and Fox D, Scr Mater63 (2010) 488.
Park H J ,Na K H, Cho N S, Lee Y S and Kim S W, J Mater Process Technol67 (1997) 24.
Kwon H C, Jung T K, Lim S C and Kim M S, Mater Sci Forum449–452 (2004) 317.
Lapovok R, Ng H P ,Tomus D and Estrin Y, Scr Mater66 (2012) 1081.
Zebardast M and Taheri A K, J Mater Process Technol211 (2011) 1034.
Eivani A R and Taheri A K, Mater Lett61 (2007) 4110.
Eslami P and Karimi Taheri A, Mater Lett65 (2011) 1862.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kahlani, B., Jafarzadeh, H. Microstructure and Mechanical Properties of Aluminum/Copper Composite Rod Fabricated by Axisymmetric Spiral Extrusion. Trans Indian Inst Met 73, 515–520 (2020). https://doi.org/10.1007/s12666-020-01869-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-020-01869-0