
Abstract
Welding of aluminum (Al) and titanium (Ti) is difficult and challenging due to their differences in chemical and physical properties, and the evolution of brittle intermetallic compounds. Formation of critical intermetallics can be minimized by using an interlayer material, which leads to ternary mechanical mixing in the weld nugget. In the present investigation, a zinc (Zn) interlayer has been used during friction stir welding (FSW) of Al–Ti. It has been found that tool offset position is one of the important parameters in controlling the amount of ternary mechanical mixing of materials. The mechanical mixing of Zn with Al and Ti alters the phase evolution and restricts the formation of the brittle Al3Ti intermetallic compound. The optimum tool offset exhibits a homogeneous mechanical mixing and inhibits the formation of brittle intermetallic compounds, which leads to a substantial increment in the mechanical properties of the weld.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Welding of aluminum and titanium has attracted attention in making hybrid structure and complex design, where a wide range of temperature is inevitable. In general, conventional fusion welding of aluminum to titanium is difficult because they possess wide differences in chemical and physical properties, especially melting point. In addition, the welding of aluminum to titanium suffers from reduced strength and ductility due to the formation of brittle intermetallic phases in the weld nugget. Temperature and time of exposure are the two important parameters in the formation of these intermetallics. These limitations promote solid-state welding, such as friction stir welding (FSW), for joining dissimilar Al and Ti [1].
Intermetallic phase formation can be restricted by using the third material as an interlayer between Al and Ti during welding. The selection of interlayer material should be such that it promotes the formation of phase, which is ductile when compared to brittle Ti–Al intermetallic phases. Alloying elements, particularly zinc (Zn) is expected to induce low-temperature ductility. The Al–Zn phase diagram shows a wide range of solid solubility at different temperatures [2]. It exhibits enhanced diffusivity at high strain rate deformation process as well [3]. In addition, the melting point of Zn is 420 °C, which is considerably lower than that of aluminum (660 °C) and titanium (1670 °C). Therefore, it is expected that Zn will homogeneously distribute in the weld nugget at the welding temperature and form less intermetallic compounds and solid solution during welding.
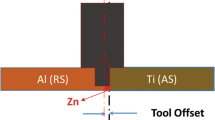
In the present experiment, Zn is used as an interlayer during FSW of Al to Ti. Tool interface position with respect to the faying interface (tool offset) is continuously varied in a single weld to vary the elemental mixing in the nugget zone. The property of the welds at different tool offset positions is characterized to find out the best tool offset position. An attempt has been made to investigate the phase formation and mechanical properties of the welds to understand the effect of Zn and tool offset on the final properties of the weld.
2 Materials and Methods
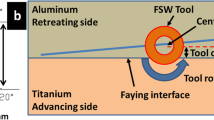
Plates of 4-mm-thick commercially pure Al and commercially pure Ti sheet were placed on advancing (AS) and retreating side (RS) of the weld. A 200-μm-thick zinc foil was used as an interlayer between aluminum and titanium. FSW experiment was carried out using a custom-built 3-axis machine, developed in SIAM Lab, Indian Institute of Science, Bangalore, India, with the help of ETA Technologies (Pvt.) Ltd., Bangalore, India. The tool used during the experiment was a custom-made cylindrical FSW tool, made of tungsten carbide-cobalt (WC-8% Co), having shoulder and pin diameter of 18 mm and 4 mm, respectively, and pin length of 3.2 mm. The FSW experiment was performed at a tool rotation speed of 900 rpm and welding speed of 90 mm/min with a variation of tool offset from 2.5 to 1.0 mm on the Al side from the faying interface in a single weld.
The detailed interfacial morphology and chemical composition of the welds were examined by scanning electron microscope (SEM) equipped with an energy-dispersive spectrometer (EDS) and electron probe micro-analyzer (EPMA). To examine the phase evolution in the welds, X-ray diffraction (XRD) method was used for all samples. Tensile samples were cross-sectioned perpendicular to the weld direction as per ASTM E8 standard. The tensile test samples with a reduced gauge length of 16 mm were prepared and tensile tests were carried out at a strain rate of 10−3/s.
3 Results
SEM micrographs of the cross section of the welds at different tool offset positions are shown in Fig. 1. Sample with large tool offset (2.4 mm tool offset) showed no intermixing of the elements in the weld nugget along the thickness of the weld, leading to the formation of kissing bond (Fig. 1a, marked with a red square). It was observed that the interface of Ti was unaffected except at the top side that was deformed by the tool shoulder, resulting in a small zone of mechanical mixing (Fig. 1a, marked with a yellow circle). This zone of mechanical mixing increased gradually with the reduction in tool offset as the interaction of tool with Ti at the faying interface increased (Fig. 1a–d). A rapid change in mixing pattern was observed in samples when tool offset was changed from 1.6 to 1.2 mm (Fig. 1c–d). The sample with minimum tool offset (1.2 mm tool offset) contained a volumetric defect (wormhole void) at the center-bottom of the weld nugget (Fig. 1d, marked with a red square) and a high fraction of coarse Ti flakes. The weld samples with 2.0 mm and 1.6 mm tool offsets exhibited good mechanical mixing without any macro-defects.

Cross-sectional macro-structure of the Al/Ti FSW joint taken perpendicular to the welding direction at different tool offset positions of a 2.4 mm, b 2.0 mm, c 1.6 mm and d 1.2 mm towards Al from the faying interface
To study phase evolution in the welds, X-ray diffraction (XRD) patterns were recorded for all the welds as shown in Fig. 2a. The analyses of the patterns revealed the presence of intermetallic phases (Al3Ti and TiZn3) in all welds except the one with 2.4 mm tool offset. The TiZn3 was found to exist in a small fraction in the welds with 1.6 mm and 1.2 mm tool offset with an increased fraction of Ti.

a X-ray diffraction patterns and b tensile plots of the welds with different tool offsets
Tensile tests of the welds with different tool offsets were carried out, and the results are shown in Fig. 2b. Tensile test results showed that the weld with 1.6 mm tool offset exhibited better tensile properties in terms of ultimate tensile strength (UTS) and ductility (percent of elongation to fracture). The maximum UTS and ductility were calculated as 132 MPa and 50%, respectively.
4 Discussion
The samples with 2.0 mm and 1.6 mm tool offsets, which exhibit substantial mechanical mixing and free from volumetric defects, are expected to give a sound weld. In addition to the quality of microstructure, these welds can suffer from reduced strength and ductility due to the formation of brittle intermetallic compounds at the weld nugget because of metallurgical reason [1]. Therefore, it is informative to understand the mechanism of evolution of intermetallic compounds due to mechanical mixing.
During welding between Al and Ti, the likely intermetallic phases in welding are Al3Ti, AlTi and AlTi3 according to Al–Ti phase diagram. The evolution of phase depends on Gibbs’s free energy of formation of that phase in a particular temperature. The brittle intermetallic phase Al3Ti possesses the lowest Gibbs’s free energy of formation in the temperature range from 0 to 1400 °C [4], and hence, it is expected to evolve during welding. In the present experiment, Al3Ti is formed at the welding temperature, which is less than 500 °C. The presence of Zn in the weld as an interlayer influences the chemical reaction with both Al and Ti. Since Zn possesses a higher (67 atomic%) solubility in Al at 381 °C temperature, it is highly soluble in Al at high temperatures. The evolution of TiZn3 occurs because the reaction between Ti and Zn at a temperature higher than the melting point of Zn leads to the formation of Zn-rich intermetallic [5]. This intermetallic compound is not observed in the weld with tool offset more than 1.6 mm. This is due to the fact that the reduction in the interaction of the Ti interface with the tool pin leads to a reduction in mechanical mixing, and therefore, there is less reaction between Ti and Zn. On the other hand, Al–Ti-based intermetallic Al3Ti is found in all welds except the weld corresponding to 2.4 mm tool offset in which no mechanical mixing is identified. Therefore, the weld with 1.6 mm tool offset exhibit good mechanical mixing without any visible macro-defect and contain a low fraction of brittle intermetallic compounds and Al–Zn solid solution, which lead to superior mechanical properties.
5 Conclusion
FSW of cp-Al to cp-Ti with Zn interlayer has been studied at different tool offsets. The welds with different tool offsets have been characterized in detail. Based on the observations made, the following conclusions can be drawn:
-
1.
Tool offset has an immense influence on mechanical mixing, defect formation, evolution of intermetallic compounds and mechanical properties of the welds. Proper selection of tool offset leads to a superior intermixing without formation of defects due to the controlled interaction of tool with Ti interface. This promotes the formation of fine Ti particles instead of Ti flakes.
-
2.
The formation of intermetallic phase Al3Ti is controlled in the presence of Zn. The development of Al–Zn-based solid solution restricts the formation of brittle intermetallic compound Al3Ti.
-
3.
Tensile properties of the weld vary with tool offset. The tensile properties of the weld with 1.6 mm tool offset appears superior to that of base Al due to good mechanical mixing and evolution of a lower fraction of brittle intermetallic compounds.
References
Kar A, Suwas S, Kailas SV, Mater Sci Eng A 733 (2018) 199.
Yang D, Hodgson P, Wen C, Intermetallics 17 (2009) 727.
Gunduz I, Ando T, Shattuck E, Wong P, Doumanidis C, Scripta Mater 52 (2005) 939.
Sujata M, Bhargava S, Sangal S, J Mater Sci Lett 16 (1997) 1175.
Lee W-S, Lin C-F, Mater Sci Eng A 241 (1998) 48.
Acknowledgement
Authors would like to thank the Defense Research & Development Organization (DRDO) and Institute X-ray facility and Advanced Facility for Microscopy and Microanalysis (AFMM) at Indian Institute of Science (IISc), Bangalore, for providing the funding and facilities.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kar, A., Kailas, S.V. & Suwas, S. Effect of Mechanical Mixing in Dissimilar Friction Stir Welding of Aluminum to Titanium with Zinc Interlayer. Trans Indian Inst Met 72, 1533–1536 (2019). https://doi.org/10.1007/s12666-019-01643-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-019-01643-x