
Abstract
Phased array-based ultrasonic testing has emerged as a powerful tool in enhancing the understanding of soundness of joints, particularly for non-conventional joining techniques such as explosive welding. This technique is quite promising and provides a good co-relation between bonded and de-bonded regions in terms of different colours and varied intensities. In this paper, explosively welded stainless steel and aluminium joint was inspected with the help of phased array-based ultrasonic inspection technique. The experimental set-up as well as the inspection process using phased array technique has been discussed in detail. A-scan, B-scan and C-scan have been generated for the entire plate. The bonded regions and de-bonded area of the plate have been differentiated as well as recorded using the varied colours and their intensities in C-scans. The results of phased array confirmed the % bonded area for SS–Al combination to be more than 70%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Non-destructive testing (NDT) techniques have been remarkably used in test and evaluation of critical components of defence and space and in industrial applications. Ultrasonic testing (UT) is one such technique that has proven its capability in defect detection in a variety of components used in different applications such as spacecrafts, heat exchanger tubes, aerospace [1] and nuclear power plants [2]. Earlier this technique was primarily used in medical applications but subsequently gained popularity because of in situ inspection as well as its radiation-free operation. Phased array-based UT is a relatively new technique that has become increasingly popular among researchers and scientists in test and evaluation of cast and welded components, particularly in inspection of explosively welded plates of different metal combinations.
In the present work, phased array-based ultrasonic testing (PAUT) machine [3] has been used to check the bonded area in the explosively welded metal plate of pure aluminium and stainless steel combination. The explosive welding process [4] [5] is a solid-state welding process, in which two metal plates are joined under high oblique impact caused by explosive energy. It is followed by jetting action which causes cleaning of surfaces, and then under high pressure, these virgin surfaces come in contact and metallurgical bonding occurs [6]. Conventional UT has a very limited crystal element to generate the ultrasonic waves in a particular direction, while phased array UT has multiple active elements in which it is individually excited by electric pulses. It is based on the principle that the velocity of particular material in the form of sound energy travels through a medium, which can be in liquid, solid or gas form and will continue to propagate until it reflects from the boundary. Acoustic impedance, which is the product of density and velocity of sound, helps to determine the acoustic transmission and reflection at the boundary and the percentage of reflection (R). Due to the difference in acoustic impedances, ultrasonic waves get reflected. The delivery of energy at the boundary depends on the impedance mismatch. The more the mismatch is, the more the energy received at the boundary of the plates. Sound travels in every medium with a velocity which is constant for that particular medium, whereas the wavelength and the frequency vary. The frequency of the probe is selected on the basis of wavelength or the minimum detectable defect size and type of material. Depending upon the material, whether it is metallic or non-metallic, probe frequency is selected: in non-metallic it is 50 kHz to 100 kHz and in metallic it is 0.5–10 MHz. The systematic view is shown in Fig. 1, where in the first case, the echo transmits completely from one end and returns with 100% refection as shown in the pulse graph (Fig. 1), but in the second case there is a crack inside the material, so the echo is reflected from the crack portion with low pulse. In this paper, A-scan and B-scan along with C-scans are generated and analysed to find the bonded regions.

Systematic view of phased array ultrasonic testing machine
2 Experimental Work
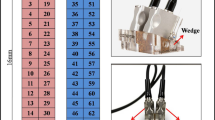
In this research work, two different materials, that is, aluminium (300 mm × 100 mm × 5 mm) and stainless steel (300 mm × 100 mm × 19 mm), were bonded with the help of explosive welding process, in which the two plates were kept at particular stand-off distance and detonated with the help of an explosive. The explosively welded plate was sent for test and analysis of joint using phased array-based ultrasonic inspection system (Sonatest) with 16:64 configuration and 5 MHz probe frequency as shown in Fig. 2. There are different modes through which we can scan the plate in phased array, i.e. A-scan, B-scan and C-scan [7]. In the current research work, we have interpreted the bonded area using A-scan, B-scan and C-scan. The probe was placed on the stainless steel side because on the other side aluminium plate thickness was less, and so examination would be difficult as well as erroneous. The lubricant in the form of water was spread over the surface of the plate in order to have a close contact with no air gap.

PAUT machine
3 Results and Discussion
During inspection and analysis of the bimetallic bonded plate, it is divided into three different regions, i.e. 1, 2 and 3. The plate as shown in Fig. 3 has been examined from one end to the other end by dividing into number of grids. A-scan of the joint at different regions is shown in terms of time and amplitude of an ultrasonic signal, which is same as conventional UT results [8]. Two different peaks are shown in A-scan (Fig. 3), in which the first peak is reflected from the interface of the bond and the next peak is reflected from the bottom of the plate or the other side of the plate (back wall). The first peak amplitude is less as compared to that of the next peak, which indicates that the energy has travelled through it and the remaining energy got diverted, depicting the sign of bonded material at the interface. Similarly, the presence of relatively higher amplitude of the first peak as compared to back wall echo indicates the presence of gap or discontinuity between two materials at the interface; thus, maximum amplitude peak is present and so maximum energy is diverted from that particular area, which is a sign of de-bonded area. Flat-bottom holes (FBH) have been made at the interface with diameters of 5 mm and 3 mm as shown in Figs. 4 and 5, respectively, to use as a reference for inspecting the welded plates. It is observed that with an increase in size the back wall echo amplitude decreases considerably as given in Table 1. So, it should be noted that further increase in FBH size or de-bonding area size will eventually result in complete loss of back wall signal. In our work, almost all the area has fairly bonded except from the edges and the area excluding 1, 2 and 3 regions. The conformation of this echo signal can also be verified from the B-scan (Fig. 3), in which the section view of the plate is observed with two lines, showing one obtained from the interface and other from back wall. The first image is obtained from Region 1 followed by Region 2 and Region 3, in which clear image can be observed in Region 3 as compared to the first two regions. This clear bond is due to the stable detonation state achieved in the explosive.

Complete image of A-scan, B-scan and C-scan

L-scan, B-scan and A-scan interpretation at 5-mm FBH

L-scan, B-scan and A-scan interpretation at 3-mm FBH
The numbers of elements used in PAUT are 64 so as to provide better apertures. Selection of probe frequency is an important factor in phased array, as it helps to detect the flaws based upon critical defect size related to the particular wavelength. Transmission receiver (TR) probe of 5 MHz has been used to cater defect size of about 1 mm. The results of C-scan are shown in Fig. 3. From the colour contrast/intensity as evident from the results, it is confirmed that the plate area is more than 70% bonded (shown in green colour). Patches of red colour near the corners show de-bonded areas. It is to be mentioned that some patches of greyish colour are visible in C-scan which are primarily due to the lack of proper surface contact between the probe and bonded plate. This is because of the lack of continuity of couplant in these areas which can be cross-checked from A- and B-scans in which these areas are found to be bonded.
4 Conclusions
Aluminium and stainless steel plate have been successfully joined through the explosive welding process. Phased array-based ultrasonic testing machine has been used to check the bond quality of the welded plate and the bonded area has been found to be more than 70% bonded area. The areas have been verified by different scans, i.e. A-scan, B-scan and C-scan. These are de-bonded at the outer edge of the plate and slight small path of de-bond at the middle portion. It is one of the best known NDT techniques to detect the bonded and de-bonded area in different material joints and has proved to be very useful for the explosively welded sample’s inspection. It becomes very useful when one has to interpret bonding based on colours and intensities, for qualitative estimation of bonded area in plates of larger sizes.
References
Smith R A, Bending J M, Jones L D, Jarman T R, and Lines D I, Insight-Non-Destr Test Cond Monit 45 (2003) 174.
Song S-J, Shin H J, and Jang Y H, Nucl Eng Des 214 (2002) 151.
Caravaca D, Bird C, and Kleiner D, Insight-Non-Destr Test Cond Monit 49 (2007) 83.
Crossland B, McKee F, and Szecket A, An experimental investigation of explosive welding parameters, high-pressure science and technology, Springer, Berlin (1979), pp 1837.
Sherpa B B, Upadhyay A, Kumar S, Kumar P D, and Agarwal A, Mater Today Proc 4 (2017) 1260.
Sherpa B B, Kumar P D, Upadhyay A, Batra U, and Agarwal A, Adv Appl Phys Chem Sci—A Sustain Approach (2014) 33. (ISBN:978-93-83083-72-5)
Mahaut S, Roy O, Beroni C, and Rotter B, Ultrasonics 40 (2002) 165.
Upadhyay A, Sherpa B B, Kumar S, Srivastav N, Dinesh Kumar P, and Agarwal A, Mater Sci Forum Trans Tech Publ, 830 (2015), 261.
Acknowledgements
The support from Terminal Ballistics Research Laboratory is greatly acknowledged. Authors are very thankful to Dr. Manjit Singh, Director, TBRL, Sec 30, Chandigarh, all the scientists, M.T. & Workshop of TBRL for their valuable support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Upadhyay, A., Sherpa, B.B., Kumar, S. et al. Phased Array-Based Ultrasonic Testing of Explosively Welded Aluminium and Stainless Steel Plates. Trans Indian Inst Met 72, 1521–1525 (2019). https://doi.org/10.1007/s12666-019-01603-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-019-01603-5