
Abstract
The work focused on improving the mechanical properties of AA2024–Cu joints by introducing a third material in the form of interlayer. The interlayer chosen for this purpose was Zn based on the resultant intermetallic phases that could have formed with matrix. Experiment was carried between AA2024 and copper plates with Zn strip. It included the optimization of tool-offset positions. The welds were characterized by scanning electron microscope (SEM) equipped with electron probe micro-analyser (EPMA) and X-ray diffraction (XRD) techniques. The results showed that the Zn strip diffused well into the AA2024 matrix at the optimum tool-offset position and it had formed more than two intermetallic phases in the processed region, which had improved the strength and ductility of the welds significantly. It concluded that it was possible to enhance the properties by altering the composition and kind of intermetallics by using an appropriate filler metal in the form of interlayer.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Copper and aluminium alloys are widely used in engineering structures and electrical applications due to their excellent electrical and mechanical properties. A significant difference in the melting points of both materials made it difficult to achieve a high-quality weld between them by means of conventional welding methods. Friction stir welding (FSW) is a solid-state welding method, patented by the welding institute (TWI) in 1991, which can be one of the alternative methods to join these metals [1]. But the excessively generated intermetallics in the dissimilar FSW joints deteriorate the mechanical properties due to the inherent brittle nature of the same. However, the intermetallics can strengthen the matrix when it is presented with the desirable morphology. In FSW, the desirable morphology can be obtained by selecting the right tool-offset position [2]. Also, the composition of the same can be modified by introducing a third material as filler metal in the form of interlayer. Al–Zn alloys which contain Cu are known to be good bearing materials [3]. Increasing the Cu content in Al–Zn system increases the hardness and tensile strength, but decreases the elongation of the system [4, 5]. Therefore, the present study has been focused on producing an Al–Zn–Cu ternary alloy through FSW without depreciating the ductility. For this, the weld was carried out at optimum offset positions. This was optimized in the prior experiments, and the results are furnished here.
2 Experimental Details
Aluminium AA2024-T6 alloy and commercially pure copper plates each of 5 mm thickness were chosen for this study. Welds were carried for different tool-offset positions, and the optimum position was selected from the prior experiments. For the current study, the weld was carried out as shown in Fig. 1. During welding, the aluminium alloy AA2024-T6 plate was kept on the advancing side and copper was placed on the retreating side of the weld. Metallographic samples were cut from the cross section of the weld and prepared as per ASTM standards. The interface structure was observed by stereomicroscope and Quanta 200 scanning electron microscope (SEM) equipped with electron probe micro-analyser (EPMA). Tensile tests were done by using Nano-UTM machine, and XRD was taken by using XPERT Pro, PANanalytical JDX-8030, JEOL.

Schematic view of plate position and tool-offset position
3 Results
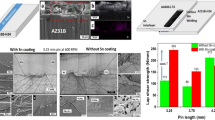
Figure 2 shows the EPMA image of optimum Cu–AA2024 weld with Zn strip, and it reveals the mixing of Zn within the Al matrix. It also shows the presence Cu particles generated from the retreating side base metal and deposited in the Al matrix by the tool movement. EPMA analysis is performed to reveal the distribution of Zn and Cu in Al matrix. Figure 2 confirms the presence and the distribution of these particles in the matrix.

EPMA image of Cu–Zn–AA2024 interface shows the distribution of Zn and Cu particles in Al matrix
Particles are composed of all three elements of Al, Cu, and Zn. These elements have either mixed mechanically or have formed intermetallic phases. This has been confirmed by XRD method. To identify the particles formed in the SZ of Cu–Zn-AA2024, XRD analysis is carried out. The XRD plot shows the formation of binary and ternary alloys in the matrix, given in Fig. 3. According to this, the SZ of Cu–Zn-AA2024 weld contains Al2Cu, AlCuMg, AlZn, and MgZn phases. Al2Cu and AlCuMg phases already exist from the base metal, and AlZn is formed by diffusion of Zn into Al as it can form eutectoid mixture for all compositions of Al and Zn. Further, Zn gets diffused with Mg which is present in the base metal AA2024 alloy, and it forms MgZn phase. In the previous work, experiments have been done with Zn as interlayer in Al–Cu joints by using ultrasonic technique which achieves much higher strength compared to the weld done without interlayer by forming Al2Cu, Al–Zn, and CuZn5 phases [6]. Fig. 4 shows the tensile test results of the welds with and without Zn interlayer. It confirms the presence of interlayer has increased the strength of the weld reasonably.

XRD plot from Cu–Zn–AA2024 weld showing the presence of binary and ternary intermetallic phases

Engineering stress–engineering strain curve of Cu–Zn–AA2024 welds shows the increment in the strength and ductility compared to AA2024–Cu weld
4 Discussion
Due to the effect of formation of binary and ternary alloys in the SZ, the strength and ductility of the Cu–AA2024 welds have been improved. Figure 4 shows the engineering stress–strain curve for Cu–Zn–AA2024 system. The result shows that the percentage of elongation has increased two times compared to the welds without interlayer. Further, the strength of the Cu–Zn–AA2024 weld is higher than the Cu–AA2024 weld, as shown in Fig. 4. From the literature, the strength of Al–Zn alloys is measured as 275–320 MPa [7]. In the present study, the measured strength is for the weld in traverse section which is the average value of the base metals and the formed alloy. The exact strength of the alloy and the nature of the bonding of the alloy with the matrix have been considered for future work.
5 Conclusion
Particles of binary and ternary alloys from Al–Zn–Cu system have been formed successfully by offsetting the tool towards the advancing side. The presence of these hard particles has increased the strength and percentage of elongation compared to the strength of Cu–AA2024 weld. These particles have been identified as AlZn and MgZn intermetallic phases.
References
Mishra R S, and Ma Z Y, R: Reports 1 (2005) 1.
Kumar K and Kailas S V, Mater Sci Eng, A 485 (2008) 367.
Savaşkan T, Pürçek G, and Hekimoglu A P, Tribol Lett 15 (2003) 257.
Prasad B, Mater Sci Eng, A 245 (1998) 257.
Lee P P, Savaskan T, and Laufer E, Wear 117 (1987) 79.
Balasundaram R, Patel V K, Bhole S D, and Chen D L, Mater Sci Eng A 607 (2014) 277.
Savaşkan T, and Alemdaǧ Y, Wear 268 (2010) 565. Cu (R.S.).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Anbukkarasi, R., Kailas, S.V. Role of Third Material (Interlayer) on Mechanical Properties of the AA2024–Copper Joints Carried out by Friction Stir Welding (FSW). Trans Indian Inst Met 72, 1603–1606 (2019). https://doi.org/10.1007/s12666-019-01595-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-019-01595-2