
Abstract
Sericite sample having potash (K2O) content ~ 9% was evaluated as a source of potash. The mineralogical studies revealed the fine grain structure of sericite containing muscovite, orthoclase, and phlogopite as the major potash bearing phases. The feed sample directly leached in different lixiviants yielded low potash dissolution values. Planetary ball milling was carried out to liberate the potash values from silicate matrix. It was observed that the K-bearing phases were quite stable, with milling action of about 8 h yielded ~ 30% values. The heat treatment of sericite with NaOH resulted in ~ 90% K-dissolution at optimum conditions (60% flux, 600 °C, 30 min) with the formation of sodium silicate and kalsilite. Mechanical activation had a positive effect on heat treatment kinetics as temperature decreased from 600 to 250 °C with ~ 100% potash recovery. CaCl2 and Na2CO3 were also evaluated as flux and based on a comparison of process variables and yield, NaOH was found to be the best flux.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Potassium (K) is key macronutrient for plant growth along with nitrogen (N) and phosphorous (P). With the repetitive use of soil and land in agriculture, the soil is deprived of essential nutrients, and hence, soil replenishment is required through the application of fertilizers which consists of N, P, and K. According to International Fertilizer Association, the K demand of the world is projected to increase to ~ 34.5 MT in 2018. The global price of K is expected to increase from ~ $875 to $1500 per metric ton by 2020 [1]. Most of the potash is obtained by underground mining of bedded deposits of potassium chloride and sulfates, evaporation from Salt Lake and Dead Sea water [2, 3]. Water-soluble potash deposits such as Sylvite (K2O = 63%), Langbeinite (K2O = 23%), Carnallite (K2O = 17%), and Polyhalite (K2O = 15%) are rare and are confined to Soviet states, Canada, Germany, and the USA. India is not at all present on the world potash production map and imports all of its potash demand (about 3.59 million tons per annum) from different countries [3]. Hence, there is a strong need for an alternative K source to meet the ever-increasing demand [4,5,6].
K exists as a structural element of soil minerals and is fixed between clay mineral lattice. For plants absorption, K must exist in solution or exchangeable forms. Therefore, a suitable mineral must be explored for easy release of K-values. The K-extraction from silicate rocks such as feldspar, nepheline syenite, pyrophyllite, and glauconite has received little attention probably due to the slow K release, the locked structure of alumina-silicate minerals, and the unavailability of appropriate economic processes and their know-how. The silicates constitute 90% of the Earth’s crust and are complicated class of minerals due to the presence of multiple elements such as Si, Al, Fe, Mg, K, and Na. The extraction of potash from these silicate rocks involves fusion with alkalis, limestone, or salts and digestion with high concentration hydrofluoric–hydrochloric acid and hydrothermal processing [4, 5, 7–14]. The prime intent of these scientific works includes phase change through reduction, roasting, and selective dissolution of K-bearing phase. In general, heat treatments involving suitable flux are found to be more effective in releasing K rather than the acid or alkaline treatments. These studies involve heat treatment in the range of 800–1100 °C for 30–180 min with a flux dosage of 50–200%, leaching in different reagents with 0.1–10 M concentration and hydrothermal processes at ~ 15 atm pressure, ~ 6 h time, and 200 °C temperature.
Sericite is fine-grained muscovite mica similar to muscovite, illite, or paragonite belonging to the mica family of minerals but with a different structure and chemistry compared to coarser grained micas [15, 16]. Also, as per mineralogical textbooks, sericite is often considered as cryptocrystalline muscovite mica. The chemical formula of sericite is KSi3Al3O10(OH)2 with a layer charge close to 1.0 equivalent per O10(OH)2 for the micaceous layers. Sericite is a common alteration mineral of orthoclase or plagioclase feldspar in areas that have been subjected to hydrothermal alteration. It commonly occurs in base metal ores and is often carried in the flotation concentrates resulting in contamination of the base metal [17]. Recovery of potash values from sericite has been reported rarely; however, a recent study have reported complete dissolution behavior of muscovite and sericite in alkali–acid medium [18]. The reaction of sericite with LiNO3 under hydrothermal conditions (90–270 °C, 48 h) has yielded almost 80% exchangeable K from the sericite matrix. However, this method includes long reaction time in autoclave and lithium salt as a flux [16].
Based on the above literature findings, it can be concluded that limited attention has been given to the K-extraction from sericite/muscovite deposits. In India, sericite is mainly found in Madhya Pradesh (Chhatarpur, Shivpuri, Tikamgarh, Chhindwara), Uttar Pradesh (Lalitpur), and Rajasthan (Aravali, Udaipur) region and is often associated with quartz, chlorite, biotite, and pyrophyllite [19,20,21]. In the present work, sericite has been utilized as an alternative source of potash due to abundant deposits and being a muscovite rich source. Different routes such as planetary ball milling, heat treatment with different flux and mechanical activation-assisted heat treatment are systematically followed in this study. It is well known that mechanical activation causes lattice disturbance, structure distortion leading to breakage of mineral structure, and even surface activation resulting in the release of K-values [22, 23]. The leaching process is opted to recover potash values in solution form and the underlying mineral phase transformations corresponding to different conditions are also evaluated using XRD analysis.
2 Materials and Method
The representative sericite sample used in this study is procured from Chhatarpur, Madhya Pradesh, India. The sample is stage wise crushed in the jaw and rolls crusher and further grounded in laboratory ball mill. The chemical analysis and XRF analysis of representative sample shown in Table 1 reveal that SiO2 (43.01%) and Al2O3 (31.56%) are the dominant species along with potash of about ~ 9.08%. X-ray diffraction (XRD) study of the powdered sample is carried out by X-ray diffractometer using Cu–Kα radiation. The diffraction peaks are recorded from 5° to 60° with a scan rate of 2°/min and 0.02 step angle to identify different mineral phases present in the sample at each stage of the treatment.
The XRD analysis of the sample shown in Fig. 1 reveals the presence of Muscovite (KAl3Si3O10(OH)2), Orthoclase (KAlSi3O8), Phlogopite (KMg3(AlSi3) (OH)2), and Quartz (SiO2) as different mineral phases. Muscovite, Phlogopite, and Orthoclase are the major K-bearing phases. The morphology and structural alteration of the powdered sample are also studied by scanning electron microscopy (SEM). As shown in Fig. 2a, the hand specimen photograph of sericite sample depicts the off-white color, slippery to touch indicating the presence of clays and SEM micrograph (Fig. 2b) reflecting the presence of very fine sized particles of ~ 10 µm size. The optical microscopy image with cross-polar light shown in Fig. 2c reveals that the material is fine-grained and consists of different phases. Orthoclase is observed by the cross-hatched twinning depicting alteration of orthoclase to sericite.

XRD spectra of sericite sample

a Hand specimen of sericite, b SEM micrograph of sericite sample, c optical microscopic image
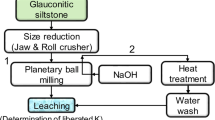
The recovery of potash values from sericite is attempted through different routes such as planetary ball milling (PBM), heat treatment, and mechanical activation-assisted heat treatment. The complete experimental flow sheet adopted in this study is shown in Fig. 3. PBM of sample is carried out using planetary ball mill (Retsch, PM 100) with a ball–powder ratio and milling speed of 8:1 and 200 rpm, respectively. The feed is loaded into stainless steel jar of capacity 250 ml along with stainless steel balls of different sizes (0.25, 0.5 inches), and the jar is sealed with a clamp. Milling time is varied from 0 to 16 h followed by leaching in neutral (water), acidic (2% citric acid (CA), 1 M HCl, 1 M HNO3, 1 M H2SO4), and basic (1 M NaOH) medium. The leaching experiments are carried out in a 250 mL glass beaker placed on a magnetic stirrer (IKA, C-Mag HS 7) at room temperature for 30 min. The solid–liquid ratio and the stirring speed are 1:30 (g/ml) and 850 rpm, respectively. The leach residue is separated from leach solution by vacuum filtration and is dried in a laboratory oven at 110 °C. The amount of K dissolved in both the leaching experiments is analyzed by a flame photometer (Systronic make). For each experiment, three readings have been recorded and average values are reported.

Experimental flow sheet followed in this study
Next, heat treatment with flux has been carried out to break the underlying phase matrix and recover potash values. Preliminary experiments have been carried out by heat treatment with different calcium (Ca3(PO4)2, CaSO4, CaO, Ca(OH)2, BaCl2, CaCl2.2H2O and CaCl2 fused (F)) and sodium (NaOH, Na2CO3, NaCl) bearing fluxes. Heat treatment is carried out in a laboratory muffle furnace (make Carbolite) in a refractory crucible covered with a lid for 60 min at 900 °C for all fluxes except NaOH (600 °C), due to a considerably low melting temperature of NaOH. The heat treated mass is then leached in water or 2% CA. Water is chosen as leaching medium with chloride-based flux as it is expected that chloride flux will result in the formation of sylvite (KCl) which is water-soluble; else 2% CA is chosen as leaching medium representing the mildly acidic environment of pH 1.7. Based on the preliminary heat treatment experiments, the best flux is investigated further and experiments are performed to optimize the parameters such as temperature, residence time, and flux dosage for maximum K-dissolution. After heat treatment, the fused mass is pulverized in mortar pestle followed by two-step leaching, first in water followed by 2% CA. The purpose of two-step leaching is to dissolve different phases formed during heat treatment selectively one after another. The leach residue is also analyzed by XRD and SEM analysis. The amount of K dissolved in both the leaching experiments is analyzed by a flame photometer, and the K-dissolution (%) is calculated by adding the amount of K dissolved in both the leaching steps. The effect of mechanical activation on heat treatment kinetics is studied by mechanical milling of sericite with NaOH for duration of 8 h followed by heat treatment. Other calcium and sodium-bearing fluxes (CaCl2 and Na2CO3) are also evaluated in the heat treatment route, and an overall comparison of these fluxes is made with NaOH on the basis of operation parameters and final yield.
3 Results and Discussion
3.1 Planetary Ball Milling Followed by Leaching
The amount of K dissolved in different lixiviants (neutral, acidic, and basic) after planetary ball milling for different time intervals is shown in Fig. 4. The K-dissolution is found to be less than 10% in water, 75% in CA, and 70–75% in HNO3, HCl, and H2SO4, and 67% in NaOH at 16 h milling. Citric acid (2%) shows comparable leaching efficiency with inorganic acids. This is because it is a better leaching reagent for K as it contains three carboxyl groups that form negatively charged carboxyl group by donating H+ proton. This negatively charged group has strong affinity toward K+ and thus always forms a stable complex [24].It is worthwhile to mention that the K-bearing phases (Muscovite, Orthoclase, and Phlogopite) in the sericite matrix do not dissociate by milling action up to a duration of about 8 h, only ~30% K-dissolution is obtained. However, about 78% K-dissolution is obtained after 12 h and with further increase in milling duration beyond 12 h, very less increase in K-dissolution is observed. This shows that the structure is locked, and hence, extensive milling, i.e., longer duration or surface activation, is required. The maximum increase in K-dissolution is observed between 8 and 12 h, showing that the major breakdown of the K-bearing phase in the sericite matrix begins after 8 h milling, whereas maximum K-dissolution of ~ 75% is obtained at 16 h milling.

% K-dissolution in different lixiviant with increasing milling time
3.2 Preliminary Experiments on Heat Treatment
The results of the preliminary experiments of all the heat treatment experiments using various fluxes are shown in Fig. 5. NaOH is found to be the best flux among all the fluxes followed by CaCl2. 64% K-dissolution is obtained with NaOH, 54% with CaCl2 (F) and 28% with Na2CO3, whereas other calcium and sodium-bearing fluxes are found to be less effective. Based on the preliminary heat treatment experiments, NaOH is pursued further for process optimization and detailed analysis.

K-dissolution after roasting with different calcium and sodium-bearing fluxes (900 °C, 60 min, water leaching)
3.3 Heat Treatment with NaOH
The heat treatment experiments with NaOH depicts that with an increase in flux dosage at constant temperature (600 °C) and time (50 min) the K-dissolution increases continuously as shown in Fig. 6a. Also, the slope of the curve decreases beyond 60% flux and to restrict the use of excess flux, the dosage is further restricted to 60% as a further increase in flux dosage has less effect on K-dissolution. Similarly, keeping the flux dosage (60%) and temperature (600 °C) constant, the residence time is varied from 30 to 180 min. It is observed that the K-dissolution decreases significantly with increase in residence time as shown in Fig. 6b. This indicates that the reaction is completed within 30 min and a further increase in holding time may result in loss of potash values by vaporization due to prolonged heating and is in agreement with other studies [7]. Next, the experiments are performed at different temperature with a fixed residence time of 30 min and 60% flux dosage for temperature optimization. Figure 6c shows that with an increase in temperature of heat treatment from 200 to 600 °C, the K-dissolution increases continuously and further increase in temperature resulting in a decrease in K-dissolution may be due to volatilization of potash values. The large increase in K-dissolution is observed between 200 and 320 °C because at a temperature around the melting point of flux (NaOH: 318 °C) the effective fusion and interaction of feed and flux takes place. Based on the above experiments, the optimum heat treatment parameters for NaOH flux are 60% flux dosage, 600 °C temperature, and 30 min holding time.

a Effect of flux dosage on K-dissolution (600 °C, 50 min), b effect of heat treatment duration on K-dissolution (600 °C, 60% flux), c effect of heat treatment temperature on K-dissolution (60% flux, 30 min)
3.4 Effect of Mechanical Activation on Heat Treatment
In order to study the effect of mechanical activation on heat treatment kinetics, sericite sample and NaOH are mixed in optimized proportion (60% flux) and are milled in a planetary ball mill for a duration of 8 h. Leaching of mechanically activated powder results in 47% K-dissolution without any thermal treatment showing that mechanical activation with flux has resulted in partial breakage of complex silicate matrix and thereby facilitating the release of the interlayer cation (K). Next, the mechanically activated mixture is heat treated at various temperatures for the optimum holding time of 30 min. After heat treatment, the two-step leaching is carried out and the dissolved K is analyzed. It can be seen from Fig. 7 that mechanical activation has a positive effect on process kinetics as mechanically activated samples show higher K-dissolution as compared to hand-mixed samples. It is also found that the mechanically activated sample heat treated at a temperature of 200 °C results in higher K-dissolution compared to heat treatment of hand-mixed samples at 600 °C. This indicates that mechanical activation leads to a higher exposed effective surface area of the particles which leads to faster reaction kinetics. This indicates that mechanical activation before heat treatment can be a promising technique in the context of K release at a low temperature. Almost 100% K-dissolution is achieved with mechanical activation at a lower temperature (~ 250 °C) which is even lower than the melting point of NaOH (~ 318 °C). This is significant that 100% K is recovered at ~ 250 °C because such low temperatures are usually employed in hydrometallurgical operations of several minerals.

Effect of mechanical activation on K-dissolution after heat treatment
3.5 XRD and SEM Analysis
The phase changes occurring in different treatments are summarized via XRD analysis. The XRD analysis in Fig. 8 shows that heat treatment of feed with NaOH at 600 °C results into the formation of new phases such as sodium silicate (Na2SiO3) and kalsilite (KAlSiO4) according to reactions (1, 2). During the heat treatment, the K-bearing phases in the feed (muscovite, phlogopite, orthoclase) disappears and the formation of new phases such as kalsilite and sodium silicate is observed. Sodium silicate dissolves during leaching of heat treated mass with water which is validated from the disappearance of sodium silicate peaks from XRD of LR1 and also kalsilite peaks disappeared after leaching in 2% CA (XRD-LR2). The mechanical activation has resulted in the breakdown of the sericite matrix and the mechanical activation-assisted heat treatment has resulted in weak intensity peaks in XRD compared to direct heat treatment and few peaks of the leach residue as compared to direct heat treatment.

XRD analysis (MA mechanical activation, HT heat treated, LR leach residue)
The SEM analysis of different stages of treatment is shown in Fig. 9a–f. The micrographs of heat treatment product clearly depicts the fusion of sericite and NaOH. The morphology appears more smooth in case of mechanical activation-assisted heat treatment than heat treatment in terms of fusion and regular shaped crystals as shown in micrographs (Fig. 9a, d). The morphology of leach residue is almost similar in both direct heat treatment and mechanical activation-assisted heat treatment.

SEM images of different stages of treatment: a heat treated at 600 °C for 30 min; b first leach residue; c second leach residue; d mechanical activation-assisted heat treatment at 250 °C for 30 min; e first leach residue; f second leach residue
3.6 Comparison of Different Fluxes
Other calcium and sodium-bearing fluxes such as Na2CO3 and CaCl2 have also been evaluated in the heat treatment experiments. The heat treatment of premixed feed and flux at 900 °C for the duration of 60 min is carried out. The variation in K-dissolution with flux dosage for both fluxes is shown in Fig. 10a. The decrease in K-dissolution in case of Na2CO3 is observed at higher flux dosage (> 75%), which may be due to volatilization of potash values. Next, the effect of temperature on K-dissolution is also studied in a range of 600–1200 °C, with a holding time of 60 min and 75% flux dosage (Fig. 10b). The decrease in K-dissolution is observed at a temperature above 950 °C due to volatilization behavior of potash at a higher temperature [7].

a Effect of flux dosage on K-dissolution; b effect of heat treatment temperature on K-dissolution
The comparison of process variables involved in K-recovery process for best three fluxes, i.e., NaOH, Na2CO3, and CaCl2, is shown in Table 2. At 600 °C, more than 90% K-dissolution is obtained with NaOH, whereas even relatively high temperature (~ 900–1000 °C) results in less K-dissolution (~ 70–80%) with Na2CO3 and CaCl2. Since the melting point of NaOH is quite lower than the other two fluxes, higher K-dissolution is obtained at a lower temperature of heat treatment. And also the formation of sodium silicate and its pre-removal aids the leaching process along with a lower dosage of flux and heat treatment time. It is found that the cost of all the three fluxes is almost similar. Overall, it can be concluded that NaOH is the best flux among NaOH, Na2CO3, and CaCl2 considering the process variables and the final K-dissolution values.
4 Conclusion
In the present study, sericite sample containing ~ 9% K was investigated as a source of K. Three routes were followed to recover K-values: milling, heat treatment, and mechanical activation-assisted heat treatment. Planetary ball milling was found to be sufficient for unlocking the silicate structure by respective phase dissociation of muscovite for the liberation of K-values, and almost 90% K was recovered through leaching process. The heat treatment process was temperature sensitive and resulted in phase change by chemical reaction between flux and potash bearing phase resulting in the formation of sodium silicate/sodium aluminosilicate along with release of potash values. The mechanical activation-assisted heat treatment resulted in effective interaction of flux and feed; thereby faster reaction kinetics and higher K-dissolution was achieved at a lower temperature. It was observed that the K-bearing phases (Muscovite, Orthoclase, and Phlogopite) in the sericite matrix were quite stable, with milling action of about 8 h, when ~ 30% K-dissolution was obtained and about 78% K-dissolution was obtained after 12 h milling. The heat treatment of sericite with NaOH resulted in ~ 90% K-dissolution at optimum heat treatment conditions (60% flux, 600 °C, 30 min) with the formation of sodium silicate and kalsilite. Further, the effect of mechanical activation on heat treatment kinetics was studied. Mechanically activated sericite with NaOH for 8 h resulted in 47% K-dissolution without any thermal treatment showing that mechanical activation with flux resulted in breakage of complex silicate matrix and facilitated the release of K+ ion. Results showed that mechanical activation had a positive effect on heat treatment kinetics as temperature dropped down to 250 °C. Almost 100% K-dissolution was achieved with mechanical activation prior to heat treatment at a lower temperature (~ 250 °C) which was lower than the melting point of NaOH. Na2CO3 and CaCl2 were also tried as flux and based on the results obtained, it was concluded that NaOH was the best flux considering the recovery and heat treatment parameters. The potash values could not be recovered completely as they were volatilized in conventional fluxes such as Na2CO3 and CaCl2 as they possessed high melting points. The proposed optimal process route map for recovery of K-values from sericite is shown in Fig. 11. On the basis of energy aspects and residue generation, milling alone for 12 h was recommended compared to heat treatment and mechanical activation-assisted heat treatment.

Proposed process route map for recovery of K-values from sericite
References
Amundson R, Berhe A A, Hopmans J W, Olson C, Sztein A E, and Sparks D L, Soil Sci 348 (2015) 647.
Ciceri D, Manning D A C, and Allanore A, Sci Total Environ 502 (2015) 590.
IBM, Indian Minerals Yearbook 2017 (Part- III: Mineral Reviews), 56th edn, Potash.
Jena S K, Dhawan N, Rao D S, Mishra B K, and Das B, Int J Miner Process 133 (2014) 13.
Santos W O, Mattiello E M, Marciano da Costa L, Abrahao W A P, Ferreira de Novais R, and Cantarutti R B, Int J Miner Process 140 (2015) 72.
Manning D A C, Nat Resour Res 27 (2017) 217.
Mazumder A K, Sharma T, and Rao T C, Int J Miner Process 38 (1993) 111.
Varadachari C, Ind Eng Chem Res, 36 (1997) 4768.
Jena S K, Dhawan N, Rao D S, and Das B, Sep Sci Technol 51 (2015) 269.
Ciceri D, Oliveira M D, and Allanore A, Green Chem, 19 (2017) 5187.
Shekhar S, Mishra D, Agarwal A, and Sahu K K, J Clean Prod 147 (2017) 681.
Rudmina M, Banerjee S, Mazurov A, Makarov B, and Martemyanovd D, Appl Clay Sci 150 (2017) 225.
Rudmina M, Oskinaa Y, Banerjee S, Mazurova A, Soktoeva B, and Shaldybina M, Appl Clay Sci 162 (2018) 121.
Shekhar S, Mishra D, Agarwal A, and Sahu K K, App Clay Sci 143 (2017) 50.
Eberl D D, Srodon J, Lee M, Nadeau P H, and Northrop H R, Am Miner 72 (1987) 914.
Shih Y J, and Shen Y H, Appl Clay Sci 43 (2009) 282.
Silvester E J, Heyes G W, Bruckard W J, and Woodcock J T, Miner Process Extr Metall 120 (2013) 10.
Wang H, Feng Q, Tang X, Zuo K, and Liu K, Minerals 7 (2017) 1.
Sreenivas B, Roy A B, Srinivasan R, Proc Indian Acad Sci (Earth Planet Sci), 110 (2001) 39.
IBM, Indian Minerals Yearbook 2016 (Part- I: General Reviews), 55th edn, State Reviews Madhya Pradesh.
Prasad C S, Mukhopadhyay T K, and Maiti K M, Trans Ceram Soc 48 (1989) 96.
Balaz P, Mechanochemistry in Nanoscience and Minerals Engineering, Springer, Berlin (2008), ISBN 3-540-74854-0.
Kleiv R A, and Thornhill M, Miner Eng 20 (2007) 334.
Williams, P J, and Cloete, T E, S Afr J Sci 106 (2010) 1.
Acknowledgements
The authors would like to acknowledge the funding received from Ministry of Mines (Grant No. MOM-1004-MMED) and Science Engineering Research Board (Grant No. SER-1052-MMED) to carry out the research work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kumar, G., Tanvar, H., Pratap, Y. et al. Thermal and Mechanical Activation of Sericite for Recovery of Potash Values. Trans Indian Inst Met 72, 17–25 (2019). https://doi.org/10.1007/s12666-018-1452-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-018-1452-3