
Abstract
A new transformation induced plasticity (TRIP) steel containing high volume fraction of martensite was produced by austempering heat treatment cycle. Microstructure and tensile properties of this TRIP steel were investigated and compared to those of a dual phase (DP) steel with high martensite volume fraction. Microstructural analysis showed a mixture of ferrite, bainite, retained austenite and about 25–30 vol% of martensite in the TRIP steel. As a result of the strain induced transformation of retained austenite to martensite, the TRIP steel showed a strength elongation balance of 86% higher than that for the DP steel. In comparison to the commercial TRIP780 steel, the current TRIP steel showed a 15% higher ultimate tensile strength value while maintaining the same level of ductility. TRIP steel also had a larger work hardening exponent than DP steel at all strains.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Automotive industry is always looking for new materials to design low weight car bodies in order to reduce fuel consumption and gas emissions. At the same time, consumers are looking for environmentally friendly vehicles that offer higher safety during crashes. The application of advanced high strength steels (AHSS) has been one of the major ways to meet these conflicting demands. The typical representative of AHSS currently used in automotive industry are dual phase (DP) steels and transformation induced plasticity (TRIP) steels. Both group of steels have complex microstructure to simultaneously provide high strength and good formability [1,2,3].
DP steels are the most widely used type of AHSS consisting of hard martensite islands in a soft ferrite matrix [4]. These steels are usually produced via intercritical annealing of a cold-rolled steel followed by rapid cooling. Mechanical properties of DP steels primarily depends on the volume fraction, morphology, size, distribution, and chemical composition of constituent phases [5]. These steels are characterized by a low yield to tensile strength ratio, high initial work hardening rate and good bake hardening properties [6].
The microstructure of TRIP steels consists of ferrite, bainite, martensite and greater than 5% of retained austenite. The latter is the most important phase constituent of TRIP steels, because its stress induced transformation to martensite results in work hardening of steel during deformation, and hence delays the onset of necking, eventually leading to a higher ductility [7, 8]. The bainite is formed by isothermal holding at a temperature below the bainite start transformation temperature (Bs) during cooling from intercritical annealing temperature. TRIP steels have less volume fraction of hard phases such as martensite and bainite, therefore their initial yield stress is usually lower than that of DP steels. However, due to the progressive transformation of austenite to martensite, TRIP steels can reach ultimate tensile strength (UTS) values even higher than those for DP steels [9].
The commercially highest strength TRIP steel grade is TRIP780, which has a UTS value higher than 780 MPa and a total elongation of more than 23% (ArcelorMittal [10]). Although the TRIP780 steel has excellent ductility so that it is suitable for structural parts of complex shapes, its strength is relatively low and need to be raised [11]. Different methods such as addition of alloying elements like Cu [12], Nb [13] and Ti [14] or modifying the processing cycles [15] have been employed in recent years to further increase the strength of TRIP steels. TRIP steels with a microstructure composed of retained austenite in a martensitic matrix have also been developed in recent years to improve the strength of this type of AHSS [16]. However, despite very high strength values (UTS > 1400 MPa), these martensitic matrix steels suffer from the lack of sufficient ductility (< 8%), which can limit their application in the automotive industry.
The aim of this study was to produce a high strength TRIP steel with good strength–elongation balance. In this regard the parameters of heat treatment cycle (intercritical annealing temperature, isothermal annealing time and temperature) were chosen so as to obtain a TRIP steel incorporating a high volume fraction of martensite in ferrite matrix beside other microstructural constituents. The microstructure, tensile properties and work hardening behavior of the TRIP steel were investigated and compared to those for a high martensite DP steel with the same composition prepared by conventional intercritical annealing and subsequent water quenching.
2 Materials and Methods
A 30 kg ingot of a CMnSi steel with the chemical composition given in Table 1 was produced by vacuum induction melting. The as-cast ingot was homogenized at 1000 °C for 7200 s followed by furnace cooling. The ingot was then hot-rolled from 30 mm into sheet of 3 mm thickness and cooled in air to room temperature. Hot-rolled sheet was ground and pickled on both sides to ensure a decarburized free surface, followed by cold rolling to 1 mm thickness. The cold rolled steel was then cut into coupons of 70 mm × 30 mm × 1 mm for follow up heat treatments.
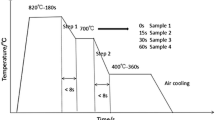
The prepared samples were heat treated using two different heat treatment routes shown in Fig. 1. To obtain a high strength DP steel with ferrite–martensite microstructure, the cold rolled sample was annealed at intercritical temperature of 780 °C for 360 s in an electrical furnace followed by water quenching (Fig. 1a). In order to produce a TRIP steel with a high volume fraction of martensite, the cold rolled steel was annealed at 780 °C for 360 s, then immediately transferred to a salt bath furnace with the temperature of 350 °C and held for 600 s to form bainite and then quenched in water.

Schematic illustration of heat treatment cycles used to produce high strength: a DP steel, and b TRIP steel. A1 and A3: austenite formation’s start and finish temperatures during heating, respectively, Ms and Mf: starting and finishing temperature of martensite transformation, WQ: water quench
Austenite formation’s start and finish temperatures (A1 and A3), the start temperature of bainite formation (Bs) as well as martensite formation’s start (Ms) and finish (Mf) temperatures were determined by a dilatometery experiment, as shown in Fig. 2. The critical temperatures of A1 and A3 were determined by heating specimens to 970 °C at the rate of 0.55 °Cs−1. After the sample was held at 970 °C for 600 s, it was cooled to room temperature at the rate of 0.8 °Cs−1 to determine Bs, Ms and Mf.

Heating and cooling dilatometric curves of the investigated steel corresponding to a heating rate of 0.55 °Cs−1 and a cooling rate of 0.8 °Cs−1. A1 and A3: austenite formation’s start and finish temperatures during heating, Bs: bainite formations’s start temperature, Ms and Mf: starting and finishing temperature of martensite transformation, respectively
Microstructural investigations were performed on the cross section of specimens using scanning electron microscopy (SEM). The specimens for microstructural observations were prepared by grinding to 4000 grit finish and polishing with 0.3 μm alumina suspension followed by etching in 2% Nital solution. SEM observations were carried out by a Philips XL30 scanning electron microscope operating at 20 kV. The size and volume fraction of phases were measured by Image J software. The TRIP steel was also characterized using electron backscatter diffraction (EBSD) on a field emission SEM (JSM7001F) equipped with an EBSD detector combined with the TSL (OIMA) analysis software. Quantitative analysis of retained austenite content in the specimen was performed by X-ray diffraction (XRD) in a Philips MPD diffractometer using filtered Cu Kα radiation (λ = 0.15406 nm).
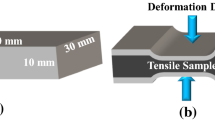
Tensile specimens (12.6 mm gauge length, 5 mm width, 1 mm thickness) were machined out from the heat treated steels through electro discharge machining. For each steel, three samples were prepared and tensile tested at a cross head speed of 1 mm/min using a Hounsfield H50KS machine.
3 Results and Discussion
3.1 Microstructure and Phase Analysis
Figure 3 shows the SEM images of the microstructure of steels obtained by two different heat treatment cycles. The microstructure of DP steel, as shown in Fig. 3a, is composed of a high volume fraction of interconnected martensite islands (bright regions) in a ferrite matrix (dark regions). The volume fraction of martensite (V M ) is measured to be about 64% using image analysis. The average grain size of ferrite is also determined to be about 1.7 μm by the linear intercept method [17]. It is observed that both ultrafine ferrite grains and coarse ones exist in the microstructure. It is also seen that despite its high V M , the martensite islands are not in the form of large and solid blocks usually observed in DP steels with high V M [18]. This can be attributed to the presence of relatively high amount of silicon (> 1 wt%) in the steel. It has been demonstrated that silicon increases the activity of carbon in austenite by inhibiting carbide formation, thereby increasing the driving force for the austenite to ferrite transformation. Consequently, the austenite is severely segmented by pro-eutectoid ferrite that leads to the formation of fine and dispersed martensite after quenching [19].

SEM micrographs of a DP and b TRIP steels obtained by two different heat treatment schedules. F polygonal ferrite, M martensite, B bainite, RA retained austenite, M/A martensite/austenite island phase
One of the most important factors that control the mechanical properties of DP steels is martensite carbon content. Here the carbon concentration of martensite (C M ) can be calculated by considering a balance between the overall carbon concentration of steel (C) and that of the constituent phases [20]:
where C F is the carbon concentration of ferrite. By using the value of 0.015 wt% for C F , C M is calculated to be 0.27 wt%. According to the Fe–C phase diagram [21] and lever rule, a high intercritical annealing temperature results in a large volume fraction of austenite with low carbon content, which then transforms to martensite upon quenching in the water. It is well understood that the hardness of martensite is directly proportional to its carbon content [22]. Therefore, the relatively low carbon martensite in the current DP steel is not expected to be too hard. This can be beneficial to the mechanical properties as the lower hardness of martensite decreases the degree of strain partitioning between the ferrite and martensite phases [23].
As can be seen in Fig. 3b, the microstructure of TRIP steel consists of polygonal ferrite, bainite, retained austenite (RA) with a martensite/austenite (M/A) island phase. RA exist in the bainitic regions which is formed during the isothermal annealing at 350 °C. There are also a few blocky RA within the polygonal ferrite grains. As seen in Fig. 2, the Ms of initial steel is significantly above the room temperature (~ 250 °C). However, during the intercritical annealing, a part of the initial structure get transformed to austenite. The carbon in austenite is enriched according to the equilibrium condition. After this stage, the steel rapidly cools to isothermal bainite transformation. During this second stage, the intercritical austenite partially transforms into bainite, while the adjacent austenite is enriched of carbon. The presence of silicon suppresses the formation of cementite and helps to keep all carbon in the remaining austenite. It is well known that the precipitation of cementite can be prevented by adding silicon, because silicon has a very low solubility in the cementite [24]. By further enrichment of austenite by carbon during the isothermal transformation stage, Ms become lower than room temperature. Therefore, a part of austenite does not transform to martensite upon quenching to room temperature. This stable RA transforms to martensite under subsequent mechanical loading resulting in the TRIP effect in steel [25]. The size of polygonal ferrite grains is between 0.5 and 4 μm and that of M/A island phase is between 1 and 2 μm. The phase map of TRIP steel (Fig. 4) also confirms the presence of RA in the microstructure. The RA has two morphologies: blocky and very fine grains. The blocky RA forms within the M/A island whereas the RA between the bainite laths appears in the form of very fine grains.

Phase map of TRIP steel obtained by EBSD analysis
The phase composition of heat treated samples is also analyzed by XRD, the result of which is presented in Fig. 5. For the DP steel, only peaks corresponding to bcc structured ferrite phase are detected. It should be noted that XRD peaks of martensite matches exactly with those of ferrite. No traces of fcc structured austenite phase is observed in the XRD pattern, indicating complete transformation of austenite to martensite upon quenching in the water. For the TRIP steel, both the austenite and ferrite peaks are detected and the peaks of those are indexed. The volume fraction of RA can be calculated from the XRD pattern according to the ASTM E975 standard [26]. The standard assumes near random crystallographic orientation of ferrite and austenite phases, and the volume fraction of austenite should be above 1%. The calculation can be based on one austenite peak and one ferrite peak, but preferentially more peaks are included in the analysis to take the possible influence of preferred orientations into account. In the present study, the volume fraction of RA (V A ) is determined using the following relation [27]:
where I A and I F are the integrated intensities of the (200)A, (220)A and (311)A peaks, and the (200)F and (211)F peaks, respectively. For the current TRIP steel, V A has been calculated to be 16%. The volume fraction of RA is very important because it has a great impact on the mechanical properties of TRIP steels. In fact, a certain amount of RA with proper stability is required for the steel in order for the strain-induced martensitic transformation to occur during plastic deformation [28].

XRD patterns of the heat treated steels
The most important parameter in determining the stability of austenite is its chemical composition [7]. From the elements in the investigated steel, carbon has the most potential to stabilize the austenite. A carbon content of about 1.2% is most suitable for a good strength–elongation balance [28]. The carbon concentration in the RA (C A ) can be estimated using the following equation [15]:
where a A is the lattice parameter of austenite phase in nm calculated using the Nelson–Riley method [29]. A value of 1.09 is obtained for C A , indicating suitable mechanical stability for the RA.
Employing Image analysis, and considering the value of V A , a V M of about 25–30% exists in the microstructure of TRIP steel, indicating that the current TRIP steel also contains high martensite volume fraction. The product of V A × C A is a measure of the total carbon in RA [12]. This value (~ 0.17) is very close to the mean carbon content of steel (0.18), indicating that other microstructural constituent such as ferrite and martensite must be of low carbon content.
3.2 Tensile Properties
The engineering stress–strain curves of heat treated steels are shown in Fig. 6. Table 2 presents a summary of the tensile properties of studied steels. Both steels show a continuous yielding behavior, which is typical for DP steels [1]. The continuous yielding behavior in DP steels is attributed to high density of geometrically necessary dislocations (GNDs) caused by austenite to martensite transformation [30]. Unlike DP steels, TRIP steels often exhibit discontinuous yielding behavior which is owing to the low density of mobile dislocations in ferrite grains [31]. However, the current TRIP steel also contains high volume fraction of martensite which generate a high density of GNDs in the ferrite grains. As can be seen in Table 2, the TRIP steel has a significantly lower yield strength (YS, 501 MPa) than the DP steel (903 MPa). However, as a result of strain induced transformation of RA to martensite, the TRIP steel shows a larger magnitude of work hardening (UTS-YS) than the DP steel and therefore the difference between UTS values is smaller. The TRIP steel also exhibit a total elongation (TE) value of 116% higher than that for the DP steel.

Engineering stress–strain curves of the studied DP and TRIP steels
As an index for formability and energy absorption capacity of materials, the value of UTS × TE has been applied to tailor the steels for automotive applications. It is observed that the energy absorption capacity of TRIP steel is about 86% higher than that for the DP steel. This high energy absorption capacity for the TRIP steel is due to the presence of fcc structured RA. It should be noted that generally UTS × TE linearly increases with increasing the austenite volume fraction in the AHSS [32]. Comparison of tensile properties of current TRIP steel with those of the commercially highest strength TRIP steel, i.e. TRIP 780 steel [10], show that although both steels has a similar TE, the current TRIP steel has a UTS value of 15% higher than TRIP780 steel and thus an improved strength–elongation balance. The results of this comparison demonstrate the potential of the current ultrahigh strength TRIP steel for use in automotive body structures.
3.3 Work Hardening Behavior
The work hardening behavior of investigated steels has been analyzed using the modified Crussard–Jaoul (C–J) method [33]. This analysis is based on the Swift equation:
where ε and σ are the true strain and true stress, respectively, m is the work hardening exponent and k is the strength coefficient. Differentiating the previous equation with respect to ε and rewriting it in logarithmic form leads to the following equation:
Figure 7a shows the plots of ln(dσ/dε) versus lnσ for the investigated steels. Since the work hardening ability decreases with increasing m [34], the 1/m values are obtained by linear fitting as indicated in Fig. 7a. For both the steels, a two stage work hardening behavior is observed. For the TRIP steel, these two stages correspond to an initial rapid decrease in ln(dσ/dε) vs lnσ plot followed by a gradual decrease in the second stage. For the DP steel, these two stages are a first stage characterized by rapid decrease in ln(dσ/dε) vs lnσ plot followed by a sharper decline in the second stage. The TRIP steel show higher work hardening ability (larger 1/m value) in both stages. However, the trends in work hardening plots are similar in the first stage with comparable values of 1/m (0.44 vs. 0.32).

The plots of a ln(dσ/dε) versus lnσ and b instantaneous work hardening exponent (n) versus true strain
The two stages of deformation for DP steel can be attributed to the following mechanisms [35]:
-
Stage I Plastic deformation of ferrite assisted by GNDs present near the ferrite–martensite interfaces.
-
Stage II Plastic deformation of martensite and work hardened ferrite.
During the first stage of deformation, ferrite plastically deforms while martensite is elastic, therefore the plastic deformation of ferrite is constrained by martensite. With increasing the stress, martensite also begins to deform plastically and allows easier plastic deformation.
The two stages of deformation for TRIP steel can be explained by the following mechanisms:
-
Stage I Similar to the DP steel, this stage is associated with the plastic deformation of ferrite.
-
Stage II Deformation of ferrite accompanied by the TRIP effect and deformation of martensite. The hardening contribution of the TRIP effect is greater than the softening effect of ferrite.
The above analysis indicates that the two type of steel have a similar deformation behavior in the first stage of deformation. However, the second stage of deformation for TRIP steel has a lower decreasing slope as a consequence of the stress induced martensitic transformation. Therefore, the excellent strength–elongation balance as well as the high work hardening capacity of TRIP steel is caused by the TRIP effect.
Another method to analyze the work hardening behavior of materials is to investigate the instantaneous work hardening exponent (n). This parameter is derived from the Hollomon equation, and is defined as [36]:
The instantaneous work hardening exponent is widely used as an indication of formability of sheet metals [37]. It is well understood that more formable materials exhibit higher work hardening exponent. On the other hand, a material with a high value of work hardening exponent is preferred for processes that involves plastic deformation and can deform more before necking starts [38]. Figure 7b plots the variations of instantaneous work hardening exponent during tensile testing. From this figure it can be seen that the two steels have different behaviors. For the DP steel, the work hardening exponent increases with strain at the beginning of plastic deformation, peaks in intermediate strains, and gradually decreases in the final stage of plastic deformation. For the TRIP steel, the work hardening exponent rapidly increases at low strains (< 0.03). But unlike the DP steel, the work hardening exponent of TRIP steel still monotonously increases at higher strains until the start of necking. The TRIP steel has a higher work hardening exponent than the DP steel at all strains, with a maximum work hardening exponent of ~ 0.45 just before the start of necking. This is consistent with its higher total elongation and magnitude of work hardening. As mentioned earlier, in the first stage of plastic deformation, only ferrite plastically deforms, which leads to a similar behavior for both steels. At higher strains, stress induced martensitic transformation in TRIP steel occurs gradually which leads to a higher instantaneous work hardening exponent. As a result, excellent combination of strength and ductility is obtained for the TRIP steel. From the work hardening analysis results, it can be concluded that in the current TRIP steel, the RA gradually transforms to martensite at a uniform rate until the failure starts.
4 Conclusions
In this study, ultra-high strength DP and TRIP steels containing high volume fraction of martensite were produced by intercritical annealing and austempering heat treatment cycles of a CMnSi steel. The microstructure, tensile properties and work hardening behavior of produced steels were studied. The following conclusions were drawn:
-
Intercritical annealing led to the formation of a dual phase microstructure incorporating a high volume fraction of martensite in the ferrite matrix. On the other hand, austempering resulted in a microstructure composed of ferrite, bainite, retained austenite and a significant amount of martensite.
-
TRIP steel exhibited a strength–elongation balance of 86% higher than that for the DP steel. This was because of its superior elongation as a result of the transformation of RA to martensite.
-
Both steels exhibited a two stage work hardening behavior based on the modified C–J analysis. The trends of work hardening plots were similar in the first stage, but the two steels exhibited different behaviors in the second stage. The TRIP steel showed higher work hardening ability in both stages.
-
The TRIP steel had a larger work hardening exponent than DP steel at all strains. The work hardening exponent of TRIP steel monotonously increased until the start of necking, but that for DP steel first increased and then decreased at the final stage of deformation.
References
Cao Y, Karlsson B, and Ahlström J, Mater Sci Eng A 636 (2015) 124.
Sharma R S, and Molian P, Mater Des 30 (2009) 4146.
Kim J H, Kim D, Han H N, Barlat F, and Lee M G, Mater Sci Eng A 559 (2013) 222.
Ashrafi H, Sadeghzade S, Emadi R, and Shamanian M, Steel Res Int 88 (2017) 1600213.
Ashrafi H, Shamanian M, Emadi R, and Saeidi N, Mater Sci Eng A 680 (2017) 197.
Lai Q, Bouaziz O, Gouné M, Brassart L, Verdier M, Parry G, Perlade A, Bréchet Y, and Pardoen T, Mater Sci Eng A 646 (2015) 322.
Cai Z H, Ding H, Misra R D K, and Ying Z Y, Acta Mater 84 (2015) 229.
Mohamadizadeh A, Zarei-Hanzaki A, Mehtonen S, Porter D, and Moallemi M, Metal Mater Trans A 47 (2016) 436.
Curtze S, Kuokkala V-T, Hokka M, and Peura P, Mater Sci Eng A 507 (2009) 124.
http://automotive.arcelormittal.com, TRIP(TRansformation Induced Plasticity) steels, ArcelorMittal, (2017).
Luo H, and Dong H, Mater Sci Eng A 626 (2015) 207.
Saeidi N, Raeissi M, Abdar M M, and Vaghei H, Mater Sci Eng A 702 (2017) 225.
Wang C, Ding H, Zhang J, and Wu H, Acta Metall Sin (Engl Lett) 27 (2014) 457.
Krizan D, and DeCooman B C, Metal Mater Trans A 45 (2014) 3481.
Wang C, Ding H, Cai M, and Rolfe B, Mater Sci Eng A 610 (2014) 65.
Sugimoto K, and Kumar-Srivastava A, Metallogr Microstruct Anal 4 (2015) 344.
Standard Test Methods for Determining Average Grain Size, Annual Book of ASTM Standards, ASTM, (2004).
de-la-Concepción V L, Lorusso H N, and Svoboda H G, Proc Mater Sci 8 (2015) 1047.
Zhou L U, Zhang D, and Liu Y Z, Int J Miner Metal Mater 21 (2014) 755.
Ashrafi H, Shamanian M, Emadi R, and Saeidi N, Trans Indian Inst Met 70 (2017) 1575.
Committee H, Alloys Phase Diagrams, ASM, New York (2004).
Alibeyki M, Mirzadeh H, Najafi M, and Kalhor A, J Mater Eng Perform 26 (2017) 2683.
Han Q, Asgari A, Hodgson P D, and Stanford N, Mater Sci Eng A 611 (2014) 90.
Zhao Y, Yan Q, Chen L, and Yuan X, Acta Metall Sin (Engl Lett) 27 (2014) 389.
Zackay V F, Parker E R, Fahr D, and Busch R, Trans Am Soc Met 60 (1967) 252.
Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation, in: Annual Book of ASTM standards, ASTM, (2003).
Li Z, and Wu D, ISIJ Int 46 (2006) 121.
Zhao Z Z, Yin H X, Zhao A M, Gong Z Q, He J G, Tong T T, and Hu H J, Mater Sci Eng A 613 (2014) 8.
Cullity B D, Elements of x-ray Diffraction, Addison-Wesley, Reading, MA (1978).
Ghassemi-Armaki H, Maaß R, Bhat S P, Sriram S, Greer J R, and Kumar K S, Acta Mater 62 (2014) 197.
Ding W, Tang D, Jiang H, and Huang W, J Mater Eng Perform 20 (2011) 997.
Dong H, Sun X, Cao W, Liu Z, Wang M, and Weng Y, in: Weng Y, Dong H, and Gan Y (eds) Advanced Steels: The Recent Scenario in Steel Science and Technology, Springer, London, (2011) 35.
Reed-Hill R E, Cribb W R, and Monteiro S N, Metall Mater Trans B 4 (1973) 2665.
Deng Y G, Di H S, and Zhang J C, Acta Metall Sin (Engl Lett) 28 (2015) 1141.
Das D, and Chattopadhyay P P, J Mater Sci 44 (2009) 2957.
Jacques P J, Girault E, Mertens A, Verlinden B, Humbeeck J V, and Delannay F, ISIJ Int, 41 (2001) 1068.
Chiang J, Lawrence B, Boyd J D, and Pilkey A K, Mater Sci Eng A 528 (2011) 4516.
Movahed P, Kolahgar S, Marashi S P H, Pouranvari M, and Parvin N, Mater Sci Eng A 518 (2009) 1.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hajiannia, I., Shamanian, M., Atapour, M. et al. Development of Ultrahigh Strength TRIP Steel Containing High Volume Fraction of Martensite and Study of the Microstructure and Tensile Behavior. Trans Indian Inst Met 71, 1363–1370 (2018). https://doi.org/10.1007/s12666-017-1271-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1271-y