
Abstract
Wear resistance and poor friction are the two main draw backs of magnesium alloys that restricts structural applications. Therefore it is essential to enhance the tribological properties of magnesium alloys with the help of surface engineering without causing significant antagonistic effects on the properties of the base metal. Friction stir processing (FSP) is one of the promising thermo-mechanical processing techniques that alters the micro-structural and tribological properties of the material with low production at less period of time. Hence, this investigation enable us to study an effect of friction stir processing on wear characteristics of cast ZK60 magnesium alloy. A pin-on-disc wear testing machine was used to evaluate the wear resistance of surface modified ZK60 magnesium alloy. The result shows that the surface modification by FSP resulted in 26% increase in hardness compared to parent metal. The formation of finer grains and subsequent increase in hardness are the main reasons to improve wear resistance of FSPed ZK60 magnesium alloy.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Magnesium (Mg) is one of the lightest of all the metals and the components of magnesium alloys are 76% lighter than steel and 34% lighter than aluminum is primarily used in structural applications. In recent years Aluminum (Al) alloys are largely used in the fabrication of aircraft and automobile components. It is essential that these aluminum alloys should be replaced by a lighter material inorder to improve the performance of the aircraft and automobile components. Magnesium alloys are the potential candidate to replace the aluminum material AA6061-T6 condition which has similar physical properties like aluminum alloys. Cast ZK60 magnesium alloy is a high strength alloy and can be largely used in engine components including crank case, gear boxes, cylinder bore, power trains and engine components [1, 2]. Material loss is the significant cause in the above mentioned wide applications through friction and wear. However, poor tribological properties of ZK60 magnesium alloy have restricted its extensive applications.
Heaps of techniques have been used to improve their surface properties. Processes like gas tungsten arc hard facing, laser remelting, plasma spraying, high velocity oxy fuel coating etc., have been used for improving the surface properties. However, at high temperature, these processes have faced difficulties such as liquidation and formation of some detrimental phases. In addition, it is important to control the processing parameters in order to obtain ideal solidified microstructure. The above mentioned problems could have been be avoided if we would have carried out the processes at below melting point. Hence Friction Stir Processing (FSP) is the best suitable method for modifying surface characteristics of cast ZK 60 Mg alloy [3,4,5]. The friction stir welding (FSW) technique was primarily developed by The Welding Institute (TWI) in UK for joining aerospace aluminum alloys which received renewed attention and development in all over the world for friction stir processing. In recent years, FSP has been widely used for modifying microstructure of metals and alloys and also generate significant enhancement in ductility, formability and mechanical strength [6].
By using this FSP method, it is also possible to fabricate surface composite layer by this process. Anbu Selvan et al. [7] had already examined about the dry sliding wear behavior of as-cast ZE41A magnesium alloy, and found some of the dominant wear mechanisms such as abrasion, oxidation, delamination, plastic deformation and melting. Lopez et al. [8] studied the wear behavior of ZE41 magnesium alloy and subsequently found some of the major changes at various temperature. First, at low sliding velocities (0.1 m/s) he found that oxidative wear was the major wear mechanism with a minimum participation of abrasion and delamination mechanisms. Second, at intermediate speed, he found that Abrasion became more dominant wear mechanism along with participation of oxidation. At higher speeds the main mechanism had turned into delamination at intermediate loads and to plastic deformation at high loads.
FSP method was applied by Rameshbabu et al. [9] for varying the microstructure and enhancing the mechanical properties of AZ31B magnesium alloy. After Friction Stir processing method, Yang et al. [10] had found the super plastic behavior of the ZK60 magnesium alloy. According to Chang et al. [11], there was a significant improvement in mechanical properties as the hardness measured at the ultrafine-grained zone reached approximately 120HV (twice the base material hardness). Santella et al. [12] examined and found that FSP was to homogenise hardness distributions in A319 and A356 cast aluminium alloys. Hence it was found that after FSP method, the hardness and tensile strength were relatively increased when compared to the parent material.
From the literature, it is found that so far no attempt has been made to study the effect of FSP in mechanical and tribological properties of cast ZK60 magnesium alloy. Hence in this investigation, an attempt has been made to study the effect of friction stir processing (FSP) on mechanical and tribological properties of the as-cast ZK60 magnesium alloy.
2 Experimental Work
In this investigation, cast ZK60 magnesium alloy was used as the base metal with a thickness of 10 mm plate. FSP method was carried out by using a especially designed FSP tool and fixture with the help of FSW machine (RV Machine Tools, India) using a specially designed FSP fixture and tool. The chemical composition and mechanical properties of the base material are presented in Tables 1 and 2, respectively. The tool used for FSP was M2 grade hardened to 65 HRC high speed steel (HSS). Specification of the tool is shown in Fig. 1. The tool nomenclature and process parameters used in friction stir processing are presented in Table 3. The specimen used for microstructural characterization was prepared by standard metallographic methods and extracted in transverse direction. The specimens were etched in a solution of 15 ml H20, 5 ml acetic acid,120 ml ethanol, 7 g picric acid, 5 ml HCL and 8 ml HNO3 for 2 s to reveal the microstructure using optical microscope (OM).

Details of FSP tool
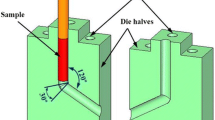
Micro hardness measurements were carried out by Vickers Microhardness Tester [Model VM-50] at 500 g load for a dwell period of 10 s. The microhardness of the top surface was measured. Circular pin specimens of size 10 × 20 mm were extracted from the as-cast and FSPed ZK60 magnesium alloy to conduct wear test shown in Fig. 2. Wear test was carried out using pin-on-disc wear testing machine (model-TR-20-PHM-MI) following the procedures prescribed by ASTM G99 standards. A stainless steel disc with hardness of about 220 HV was used as the counter face material and the test was conducted for 30 min. Weight loss of the specimen after each test was measured to a precision of 0.01 mg and wear rate was determined according to the function of sliding distance. The wear tests were conducted by varying applied loads (10, 30, 50 N). In order to ensure the reproducibility of the results, about three experiments were conducted at various load levels.

Dimensions and photographs of wear test specimen before FSP
3 Results
3.1 Microstructure
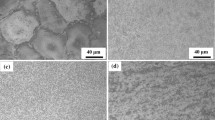
The formation of defect free FSP zone can be inferred through the macrograph by using optimized parameter (Tool Rotational Speed: 1500 rpm, Tool Travel Speed: 40 mm/s, Tilt Angle: 2°) is clearly shown in Fig. 3. The optical microstructure of base metal and FSPed specimen is shown in Fig. 4. From the microstructure, it is confirmed that the processing parameters exhibit consequential effects on formation of fine grained structure. The size of the grain was calculated by using the mean line intercept method (L is the linear intercept size; d = 1.74 L). It is evident from the micrograph that unprocessed zone contains coarse grain structure. The FSPed zone contains fine grain structure i.e., nugget zone. The mean grain size is 89.5, 14.5 µm for as-cast ZK60 and FSPed alloy respectively. During friction stir process, the formation of high number of low angle misoriented grain boundaries may be caused by the severe plastic deformation. In general, the creation of new grains can be found at pre-existing grain boundaries during the conversion of low angle boundaries to high angle boundaries and, if sufficient heat is generated during friction stir processing, it may help in the growth of the freshly formed grains.

Macrograph of FSPed specimen (optimized parameter)

Micrographs of BM and FSPed (Stir Zone) ZK60 Mg alloy. a Base material, b FSPed
3.2 Microhardness
The hardness of cast ZK 60 was measured by using Vickers hardness testing machine as 66Hv. After FSP, the hardness of ZK 60 is improved to 92Hv and it attains fine grain homogeneous arrangement through the processed area shown in Fig. 5. In order to enhance the hardness (Hall-Pitch Relationship) grain refinement plays a vital role in FSP method. FSP has resulted in 26% higher hardness when related to the parent metal.

Micro hardness value of FSPed sample
3.3 Wear Test
The wear plot for FSPed alloy and as-cast alloys are calculated across constant speed and constant time at various regular loads. From the Fig. 6, it is evident that throughout the range of parameters, FSPed ZK60 magnesium alloy had consistently shown greater wear and it has been investigated. As shown in Table 4, it is also observed that maximum mass loss is generated at the highest load and it decreases linearly up to the lowest load value. It is also elegantly divided according to different regions with varying wear plots. During the FSP method, the co-efficient of friction of the friction stir processed alloy had become even more common compared to the as-cast alloy that can be identified as shown in Fig. 7.

Wear rate graph of BM and FSPed metal under three different load conditions

Friction coefficient graph for BM and FSPed metal under three different load conditions
3.4 Wear Worn Surfaces
The SEM and EDS investigations after wear testing of the worn surfaces of FSPed ZK60 alloys are shown in Fig. 8. Wherever prominent wear mechanisms are observed, they are described below. The FSPed ZK 60 alloy manipulates to wear test at 10 N and 300 rpm. It can be noticed that abrasion wear takes place with the all the indications of fractured surface, appearance of microcutting and ploughing. Through the EDAX analysis, the presence of oxide layer can be detected on the worn surfaces. In all investigated cases, 48% (Weight) of oxygen is highest among all conditions as shown in Table 5. It is observed that at 10 N load and 300 rpm, an oxidation as well as abrasion are spotted as the most common significant wear mechanism. The large abrasion wear takes place with all the symptoms of fractured surface, appearance of micro-cutting. These appearances can be observed to be highly intense at 30 N load compared to that at 10 N. Elongated micro-cutting and the fractured surface can be spotted at the worn surface. However, the presence of an oxide layer on the worn surface is reduced, as can be inferred from the EDAX analysis. At 50 N and 300 rpm, Fig. 8 shows that due to high load delamination occurring in the major part of the worn surfaces, and micro-cutting has changed into grooves. These appearances can be mainly recognized in 50 N compared to other loads. It is also observed that elongated micro-cutting has changed in large grooves on the worn surface. However the presence of an oxide layer on the worn surfaces, reduced from 37.21% to 48% (10 N) is clearly seen in EDAX analysis. From the above test, it is evident that the presence of broken oxide layer clearly indicate high and intermediate load with constant rotational speed on the worn surface. However, during wear test, the dominant severe delamination can also be detected on the specimen surfaces.

SEM images for the worn surfaces under different loading condition
4 Discussion
There are two main reasons to improve the hardness of the material (1) Grain boundary strengthening (2) Strain hardening. The grain size of FSPed alloy get effectively refined when compared to base material. Also, the hardness value of the FSPed alloy is higher when compared to the base material ZK60. According to Hall–Petch equations, the grain boundary strengthening is found to be the major case, towards better hardness of the FSPed alloy [13, 14]. It is based on severe plastic deformation, which may cause formation of large number of low angle misoriented grain boundaries. These grain boundaries obstruct dislocation movement and that the number of dislocations occurring within a grain have an important effect on how easily dislocations can navigate the grain boundaries and travel from grain to grain. Therefore, one can easily influence yield strength and dislocation movement by changing grain size. Microstructures with smaller average grain size have more grain boundary area and corresponding higher hardness. By using the equation Hv = 40 + 72d − 1/2, the hardness of the material can be estimated where ‘d’ refers to the mean grain size diameter. The hardness value is increased in the FSP zone because of grain refinement due to dynamic re-crystallization. Abachi et al. also concluded that the hardness value of the Mg alloy enhances up to 108 Hv. In addition, strain hardening is also the secondary reason to improve the hardness of the material, and the strengthening process occurs due to both dislocation generation and dislocation movements within the crystal structure of the material [15,16,17].
The fluctuation of wear rate during the dry sliding wear of magnesium alloy was recorded as a function of applied load, when the applied load and wear rate are low. The wearing portions are identified during the transformation of the materials among the sliding portions. The surface temperature also increases to high enough value in order to reduce the shear strength at higher loads within the sub surface layer to prompt extensive material transformation from the ZK60 Mg alloy to the steel counter face. The long continuous grooves are detected at the worn surface of ZK60 alloy. It also has the features of micro-cutting and ploughing. All these three features such as grooves, micro-cutting and ploughing are most indicative of abrasive wear shown in Fig. 8. This is mainly due to low hardness and poor ductility which leads to high wear loss of these alloys. Arora et al. discussed that abrasion is caused mainly due to an appearance of the debris particles which ploughs the specimen surface. The motion of these particles on the surface causes the removal of material, grooves and scratches and its path on the surface of the specimen in the sliding direction. In this study, abrasion is mainly found at low load in a constant rotational speed [18, 19]. At low loads and constant RPM, the debris may find it difficult to get out of the investigation surfaces. In a recent investigation, the value of COF was found to be higher at low loads. The abrasion of the wear specimen by debris particles might have resulted in higher COF at low loads as shown in Fig. 8. At constant RPM and lower loads, the amount of surface oxidation is found to be increased as shown in Table 5. It is also observed that the yield strength of the material reduces at high temperature and subsequently gets softened. It is also found that at high temperature, the softened matrix expands and deform plastically. Further, the FSPed alloy is observed to be more plastically deformed compared to the as cast alloy. During the repeated abrasion caused by wear by debris particles, the underlying materials are exposed to an oxidising atmosphere at low velocity, and there by it is believed that higher surface oxidation occurs at low velocities. In Table 5, the abrasion becomes more abrasive at high loads. The constant RPM due to increase aspect contact between the interacting surfaces for greater duration will eventually result in more wear debris. Another important notable wear mechanism for the investigated alloy is surface delamination. Compared to abrasion, the delamination (fatigue) process causes subsurface cracks which moves towards the surface and therefore it can also be considered as a sluggish process which often results in instant material loss. Hence, reduced wear rate occurs due to the absence of abrasion at high sliding velocities [20, 21].
5 Conclusion
The ZK60 Mg-based alloy was successfully fabricated by FSP with the Plain Tapered Cylindrical tool.
-
1.
Maximum mass loss and the occurrence of the sliding distance was found at the highest load and constant rotational speed.
-
2.
It was also observed that, friction stir processed (FSPed) ZK60 alloy constantly produced minimum wear rate at all circumstances.
-
3.
Microstructural refinement was found as one of the key factors which enabled to produce minimum wear rates for FSPed ZK60 alloy. This resulted in improved wear resistance and higher hardness.
-
4.
At high load regime, oxidation and abrasion were seen as the dominant wear mechanism and at intermediate load, delamination was detected as the major wear mechanisms along with an oxidation and abrasion.
-
5.
This investigation might be featured as the dominance of thermal softening effect due to its high surface temperature over the hardening functions at high load and velocity.
References
Monteiro W A, Special Issues on Magnesium Alloys, (ed) Monteiro W A, ISBN 978-953-307-391-0.
Blawert C, Hort N, and Kainer K U, Trans Indian Inst Met, 57 (2004).
Mishra R S, Mahoney M W, Mcfadden S X, Mara N A, and Mukherjee A K, Scr Mater (2000) 42–263.
Ma Z Y, Mishra R S, and Mahoney M W, Acta Mater 50 (2002) 4419.
Thomas W M, Nicholas E D, Needham J C, Church M G, Templesmith P, Dawes C J, Intl patent No. PCT/GB92/02203.
Mishra R S, and Ma Z Y, Mater Sci Eng, 50 (2005) 1–78.
Anbu-selvan S, and Ramanathan, Mater Des 31 (2010) 1930–1936.
Lopez A J, Rodrigo P, and Torres B, J. Ram, Wear 271 (2011) 2836–2844.
Rameshbabu S, Senthilkumar V S, Reddy G M, and Karunamoorthy L, Proc Eng 38(2012) 2956–2966.
Yang Q, Feng A H, Xiao B L, and Ma Z Y Mater Sci Eng: A 56 (2012) 671–677.
Chang C I, Lee C J, and Huang J C, Scripta Mater 51 (2004) 509–514.
Santella M L, Engstrom T, Storjohann D, and Pan T-Y, Scripta Mater 53 (2005) 201–206.
El-Danaf E A, El-Rayes M M, and Soliman S M, Mater Des 31 (2010) 1231–1236.
Freeney TA, Mishra R S, Metall Mater Trans A 41 (2010) 73–84.
Azizieh M, Kim H S, Kokabi A H, Abachi P, and Shahraki B K, Adv. Mater. Sci. 28 (2011) 85–89.
Kumar K, Satish Kailas V, Mater Sci Eng: A 485 (2008) 67–374.
Muthukumaran S, Mukherjee S K, J Adv Manuf Technol 38 (2008) 68–73.
Arora H S, Singh H, and Dhindaw B K, Wear 303 (2013) 65–77.
Argade G R, Kandasamy K, and Panigrahi S K, Corros Sci 58 (2012) 321–326.
Chang C I, Du X H, Huang J C, Scripta Mater 57 (2007) 209.
Reddy G M, Rao K S, Rao A S, Trans Indian Inst Met 66 (2013) 13–24.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Vignesh Kumar, M., Padmanaban, G. & Balasubramanian, V. Sliding Wear Characteristics of Friction Stir Processed CAST ZK60 Magnesium Alloy Under Different Applied Loads. Trans Indian Inst Met 71, 1223–1230 (2018). https://doi.org/10.1007/s12666-017-1257-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1257-9